Установка для зняття внутрішнього грату на трубах
Номер патенту: 19810
Опубліковано: 15.12.2006
Автори: Малюсейко Віктор Миронович, Моторін Артур Миколайович, Омельченко Володимир Анатолійович
Формула / Реферат
1. Установка для зняття внутрішнього грату на трубах, що містить основу із змонтованими на ній штангою і приводом для її подовжнього переміщення, оправку з різальними елементами, з'єднану з штангою і оснащену напрямним наконечником, і систему керування, при цьому оправка з різальними елементами і напрямний наконечник виконані з можливістю співвісного розміщення усередині труби за допомогою центрувальних вальців, а система керування взаємозв'язана з зазначеним приводом, яка відрізняється тим, що додатково містить привід обертання штанги, привід подовжнього переміщення штанги складається з нижнього візка, встановленого на основі з можливістю подовжнього переміщення уздовж неї, і верхнього візка, встановленого на нижньому візку з можливістю подовжнього переміщення уздовж нього, привід обертання штанги змонтований на верхньому візку, а штанга розташована на підтримуючих опорах і виконана у вигляді порожнистого циліндрового корпусу із змонтованими на ньому центрувальними вальцями і привідного вала, співвісно розміщеного усередині порожнистого циліндрового корпусу з можливістю обертання і подовжнього переміщення відносно нього, порожнистий циліндровий корпус виконаний з перехідним корпусом, який розміщений між кінцем штанги і оправкою з різальними елементами і обладнаний центрувальними вальцями, змонтованими на ньому з можливістю радіального переміщення при подовжньому переміщенні привідного вала, протилежний кінець привідного вала за допомогою карданного вала з'єднаний з приводом обертання, при цьому оправка виконана конічної форми із збільшенням діаметра у бік напрямного наконечника, різальні елементи закріплені по довжині оправки в декілька рядів, причому різальні елементи одного ряду зміщені щодо різальних елементів наступного ряду в радіальному напряму і по висоті, а верхній і нижній візки приводу подовжнього переміщення штанги обладнані відповідно привідним і нерухомим упорами, встановленими з можливістю взаємодії з порожнистим циліндровим корпусом штанги для фіксації його при радіальному переміщенні центрувальних вальців перехідного корпусу, зазначені візки і привідний упор містять кінцеві вимикачі, а система керування додатково з'єднана з приводом обертання штанги, привідним упором і кінцевими вимикачами з можливістю керування операціями зняття і видалення грату.
2. Установка за п. 1, яка відрізняється тим, що порожнистий циліндровий корпус штанги виконаний з рознімних секцій, з'єднаних між собою муфтами, при цьому кожна рознімна секція містить принаймні один ряд центрувальних вальців, закріплених в обоймах, розміщених в прорізах корпусу, а в кожному ряду встановлено принаймні три центруючі вальці, рівномірно розташовані по периметру зазначеного циліндрового корпусу.
3. Установка за п. 1, яка відрізняється тим, що привідний вал штанги виконаний з рознімних секцій, зв'язаних між собою карданними муфтами.
4. Установка за п. 1, яка відрізняється тим, що перехідний корпус штанги містить клини, встановлені на привідному валу за допомогою лінійних підшипників з можливістю взаємодії з центрувальними вальцями, розміщеними в прорізах за допомогою обойм, при цьому центруючі вальці розташовані по довжині перехідного корпусу принаймні в два ряди, а в кожному ряду встановлені принаймні по три вальці, рівномірно розташовані по периметру перехідного корпусу.
5. Установка за п. 1, яка відрізняється тим, що оправка з різальними елементами виконана змінною.
6. Установка за п. 1, яка відрізняється тим, що різальні елементи оправки виконані змінними.
7. Установка за п. 1, яка відрізняється тим, що різальні елементи виконані у вигляді різців.
8. Установка за п. 1, яка відрізняється тим, що різальні елементи закріплені в кожному ряду оправки із зміщенням один щодо одного по периметру оправки, а в суміжних рядах оправки із зміщенням один щодо одного у кожному наступному ряду відносно попереднього ряду, при цьому виліт різців в кожному наступному ряду у міру збільшення діаметра оправки більше, ніж в попередньому, на 3-5 мм.
9. Установка за п. 1, яка відрізняється тим, що підтримуючі опори штанги виконані у вигляді двоплечих важелів, одне плече яких обладнано вальцевими опорами, а на іншому закріплена противага, при цьому двоплечі важелі встановлені з можливістю регулювання їх положення по висоті.
10. Установка за п. 1, яка відрізняється тим, що кількість підтримуючих опор відповідає кількості рознімних секцій циліндрового корпусу штанги.
11. Установка за пунктом 1, яка відрізняється тим, що система керування містить пульт керування установкою, що містить дисплей, кнопкову панель і програмований логічний контролер, пов'язані з приводом подовжнього переміщення і приводом обертання штанги, привідним упором і кінцевими вимикачами нижнього і верхнього візків і привідного упора.
12. Установка за п. 1, яка відрізняється тим, що система керування виконана з можливістю налагодження в напівавтоматичному режимі положень нижнього і верхнього візків, рухомого упору і частоти обертання привідного вала відповідно до заданих діаметрів оброблюваних труб.
13. Установка за п. 1, яка відрізняється тим, що вона додатково містить циліндрову щітку для видалення знятого грату, закріплену між оправкою з різальними елементами і напрямним наконечником.
14. Установка за п. 1, яка відрізняється тим, що додатково містить контейнер для збирання відходів, виконаний, наприклад, у вигляді металевого ящика, встановленого під оправкою з різальними елементами.
Текст
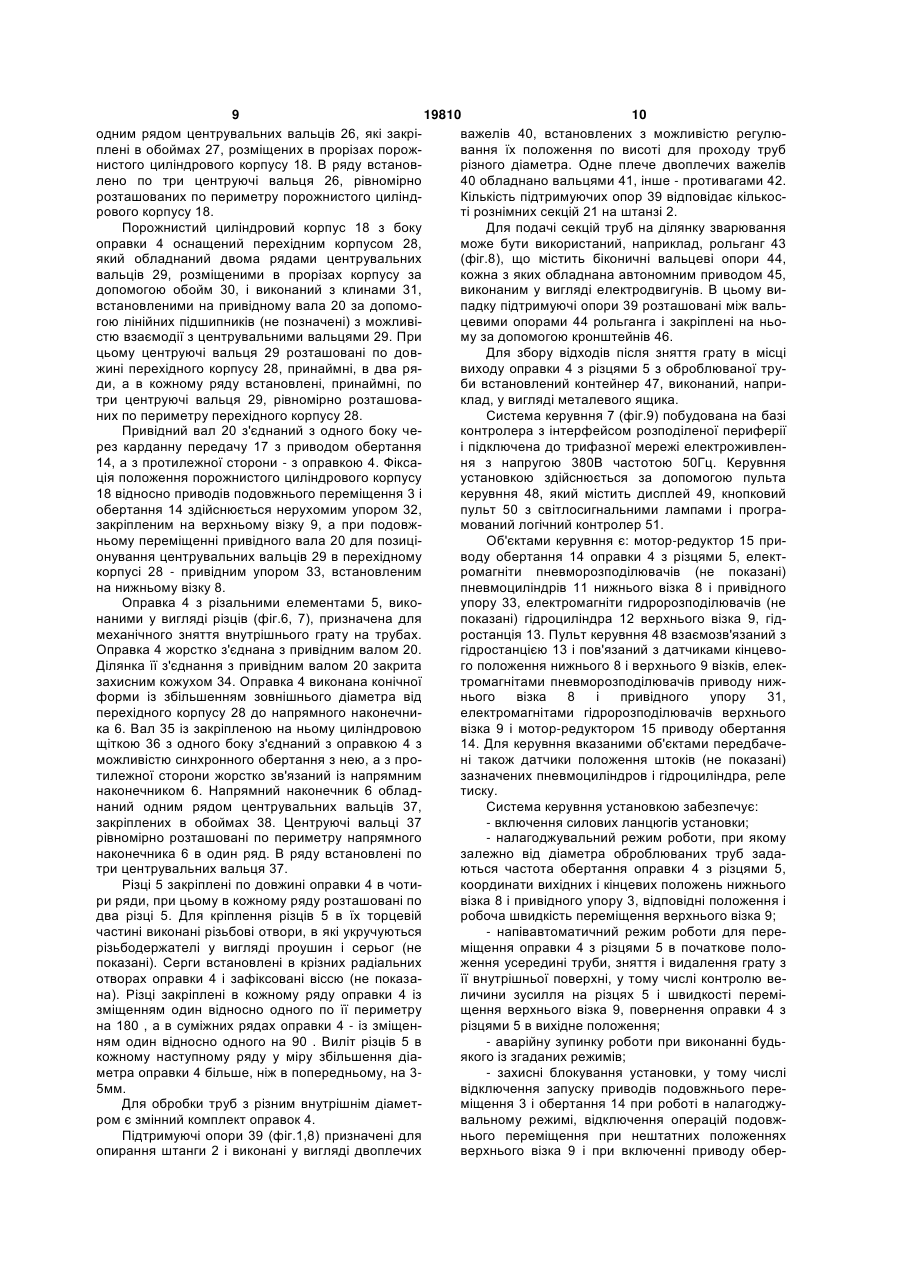
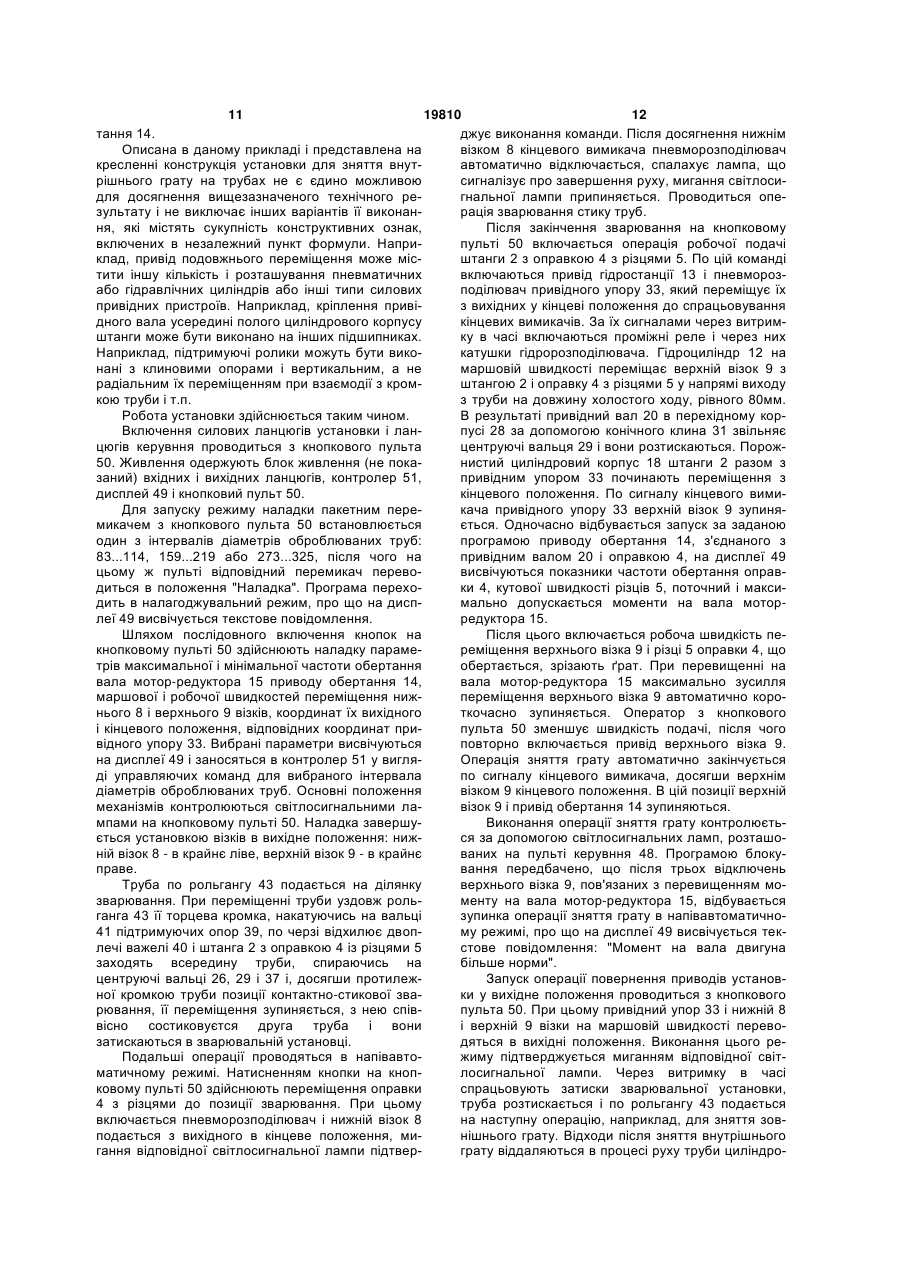
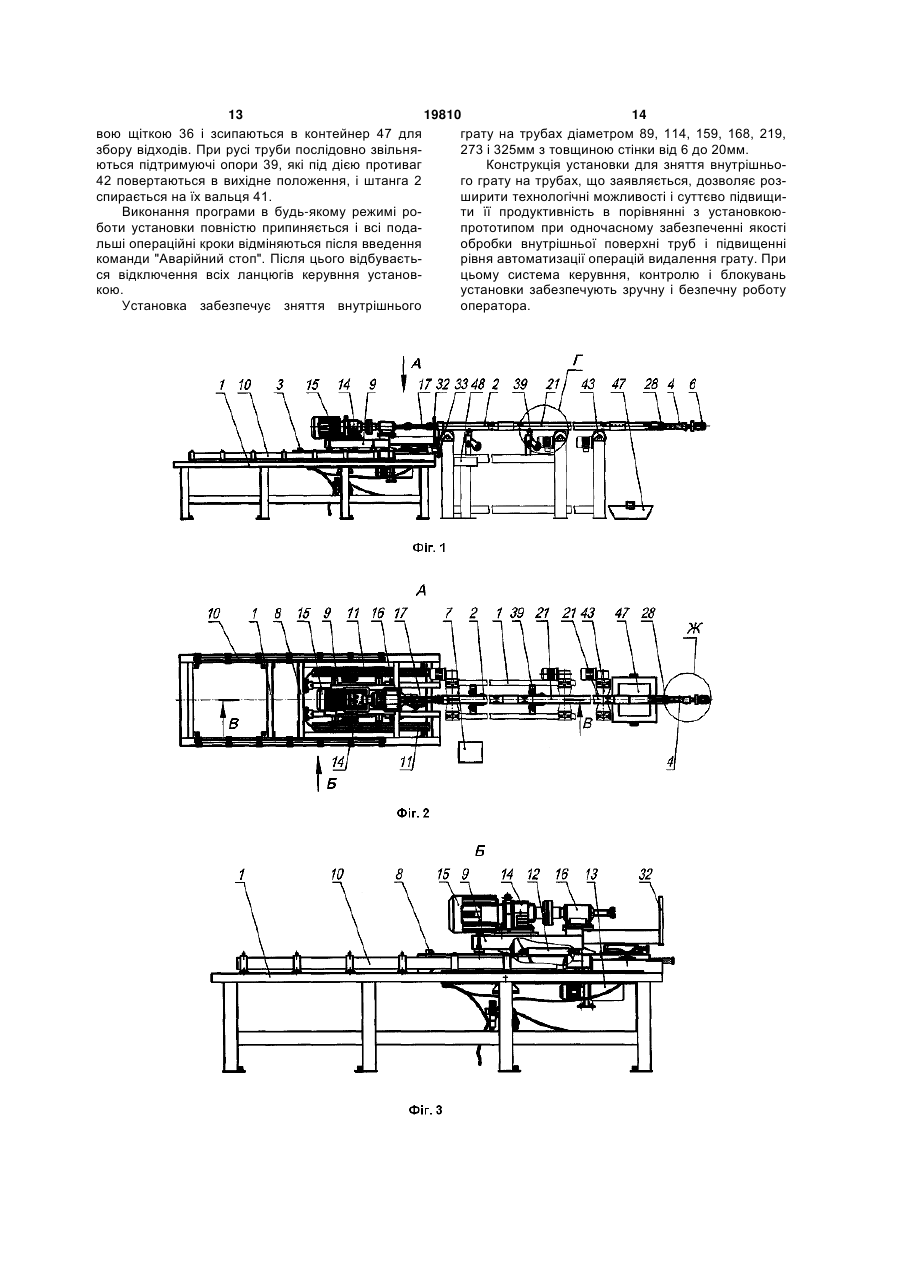
1. Установка для зняття внутрішнього грату на трубах, що містить основу із змонтованими на ній штангою і приводом для її подовжнього переміщення, оправку з різальними елементами, з'єднану з штангою і оснащену напрямним наконечником, і систему керування, при цьому оправка з різальними елементами і напрямний наконечник виконані з можливістю співвісного розміщення усередині труби за допомогою центрувальних вальців, а система керування взаємозв'язана з зазначеним приводом, яка відрізняється тим, що додатково містить привід обертання штанги, привід подовжнього переміщення штанги складається з нижнього візка, встановленого на основі з можливістю подовжнього переміщення уздовж неї, і верхнього візка, встановленого на нижньому візку з можливістю подовжнього переміщення уздовж нього, привід обертання штанги змонтований на верхньому візку, а штанга розташована на підтримуючих опорах і виконана у вигляді порожнистого циліндрового корпусу із змонтованими на ньому центрувальними вальцями і привідного вала, співвісно розміщеного усередині порожнистого циліндрового корпусу з можливістю обертання і подовжнього переміщення відносно нього, порожнистий циліндровий корпус виконаний з перехідним корпусом, який розміщений між кінцем штанги і оправкою з різальними елементами і обладнаний центрувальними вальцями, змонтованими на ньому з можливістю радіального переміщення при подовжньому переміщенні привідного вала, протилежний кінець привідного вала за допомогою карданного вала з'єднаний з приводом обертання, при цьому оправка виконана конічної форми із збільшенням діаметра у бік напрямного наконечника, різальні елементи закріплені по довжині оправки в декілька рядів, причому різальні елементи одного ряду зміщені щодо різальних 2 (19) 1 3 19810 4 різців в кожному наступному ряду у міру збільшенкінцевими вимикачами нижнього і верхнього візків і ня діаметра оправки більше, ніж в попередньому, привідного упора. 12. Установка за п. 1, яка відрізняється тим, що на 3-5 мм. 9. Установка за п. 1, яка відрізняється тим, що система керування виконана з можливістю налапідтримуючі опори штанги виконані у вигляді двогодження в напівавтоматичному режимі положень плечих важелів, одне плече яких обладнано вальнижнього і верхнього візків, рухомого упору і часцевими опорами, а на іншому закріплена противатоти обертання привідного вала відповідно до зага, при цьому двоплечі важелі встановлені з даних діаметрів оброблюваних труб. 13. Установка за п. 1, яка відрізняється тим, що можливістю регулювання їх положення по висоті. 10. Установка за п. 1, яка відрізняється тим, що вона додатково містить циліндрову щітку для викількість підтримуючих опор відповідає кількості далення знятого грату, закріплену між оправкою з рознімних секцій циліндрового корпусу штанги. різальними елементами і напрямним наконечни11. Установка за пунктом 1, яка відрізняється ком. 14. Установка за п. 1, яка відрізняється тим, що тим, що система керування містить пульт керування установкою, що містить дисплей, кнопкову падодатково містить контейнер для збирання відхонель і програмований логічний контролер, пов'язадів, виконаний, наприклад, у вигляді металевого ні з приводом подовжнього переміщення і ящика, встановленого під оправкою з різальними приводом обертання штанги, привідним упором і елементами. Корисна модель відноситься до області зварювання, зокрема, до установок для зняття грату з внутрішньої поверхні труб, що утворюється при контактно-стиковому зварюванні трубопровідних секцій в промислових умовах, і може бути використана в різних галузях промисловості як при зварюванні окремих труб у довгомірні секції на автоматизованих потокових лініях, так і при зварюванні трубопроводів із застосуванням контактностикового зварювання. Відома установка для зняття внутрішнього грату на трубах [SU № 1274892, 07.12.1986, МПК 7 В23К 31/06, В23К 11/00], яка включає основу із змонтованими на ньому штангою і приводом для її подовжнього переміщення, оправку з різальними елементами, з'єднану із штангою і забезпечену напрямним наконечником, і систему керувння, при цьому оправка з різальними елементами і напрямний наконечник виконані з можливістю співвісного розміщення усередині труби за допомогою центрувальних роликів, а система керувння взаємозв'язана із зазначеним приводом. Різальні елементи виконані у вигляді ножів, різальні кромки яких утворюють замкнутий контур. Ножі розміщені в корпусі оправки на пружних пружинних підвісках і забезпечені обмежувачами подовжнього переміщення, які виконані у вигляді клинів з ухилом їх опорної площини до осі вказаних ножів у напрямі їх робочого ходу. Установка містить також привід радіального переміщення ножів діафрагменого типу, обладнаний системою важелів і тяг, розміщених із зовнішньої сторони штанги. Співвісне положення оправки з різальними елементами усередині труби забезпечується центрувальними роликами, розташованими по обох сторонах від неї. Оправка забезпечена бризкоуловлювачем, виконаним з двома подовжніми пазами і шарнірно закріпленими на них ребрами для руйнування жужеметалевої кірки. Ребра змонтовані в пазах з можливістю переміщення в радіальному напрямі одночасно з ножами. Зняття грату з внутрішньої поверхні труб проводиться ножами при протягуванні оправки з бризкоуловлювачем за допомогою приводу подовжнього переміщення. Недоліками відомої установки є: порівняльна низька якість обробки внутрішньої поверхні труби унаслідок того, що обробка проводиться за один робочий прохід шляхом подовжнього протягування оправки з ножами, при цьому для поліпшення якості обробки потрібне багатократне повторення операції зняття грату, що знижує продуктивність установки; значні габаритні розміри оправки з ножами, що обмежує область застосування установки і не дозволяє використовувати для обробки труб, наприклад, невеликого діаметра. низький рівень автоматизації операцій по управлінню установкою і контролю робочих операцій при знятті грату. Вказані недоліки суттєво знижують технологічні можливості, якість обробки і продуктивність установки-прототипу, не дозволяють автоматизувати операції зняття грату і контролю їх виконання, що, у кінцевому підсумку, не забезпечує сучасний рівень вимог як до продуктивності установки у складі автоматизованих потокових ліній для контактно-стикової зварювання труб, так і до якості очищення від грату внутрішньої поверхні труб. В основу корисної моделі поставлена задача створення такої установки для зняття внутрішнього грату на трубах, в якій за рахунок введення приводу обертання штанги з оправкою з різальними елементами, підтримуючих опор для штанги, а також іншого конструктивного виконання елементів установки і іншого їх зв'язку, між собою і з системою керувння забезпечується розширення технологічних можливостей і суттєве підвищення продуктивність установки при одночасному забезпеченні якості обробки внутрішньої поверхні труб і підвищенні рівня автоматизації операцій видалення грату. Поставлена задача вирішується тим, що в установці для зняття внутрішнього грату на трубах, що включає основу із змонтованими на ній штангою і приводом для її подовжнього переміщення, оправку з різальними елементами, з'єдна 5 19810 6 ну з штангою і забезпечену напрямним наконечниОправка з різальними елементами виконано ком, і систему керувння, при цьому оправка з різазмінною. льними елементами і напрямний наконечник викоРізальні елементи оправки виконані змінними. нані з можливістю співвісного розміщення Різальні елементи виконані у вигляді різців. усередині труби за допомогою центрувальних ваРізальні елементи закріплені в кожному ряду льців , а система керувння взаємозв'язана із заоправки із зміщенням один щодо одного по перизначеним приводом, згідно корисної моделі вона метру оправки, а в суміжних рядах оправки із змідодатково містить привід обертання штанги, прищенням один щодо одного, у кожному наступному від подовжнього переміщення штанги складається ряду відносно попереднього ряду, при цьому виліт з нижнього візка, встановленого на основі з можрізців в кожному наступному ряду у міру збільшенливістю подовжнього переміщення уздовж нього, і ня діаметра оправки більше, ніж в попередньому, верхнього візка, встановленого на нижньому візку на 3-5мм. з можливістю подовжнього переміщення уздовж Підтримуючі опори штанги виконані у вигляді нього, привід обертання штанги змонтований на двоплечих важелів, одне плече яких обладнано верхньому візку, а штанга розташована на підтривальцевими опорами, а на іншому закріплена промуючих опорах і виконана у вигляді порожнистого тивага, при цьому двоплечі важелі встановлені з циліндрового корпусу із змонтованими на ньому можливістю регулювання їх положення по висоті. центрувальними вальцями і привідного вала, співКількість підтримуючих опор відповідає кільковісно розміщеного усередині порожнистого цилінсті рознімних секцій циліндрового корпусу штанги. дрового корпусу з можливістю обертання і поСистема керувння містить пульт керувння довжнього переміщення щодо нього, порожнистий установкою, який включає дисплей, кнопкову пациліндровий корпус виконаний з перехідним корнель і програмований логічний контролер, зв'язані пусом, який розміщений між кінцем штанги і оправз приводом подовжнього переміщення і приводом кою з різальними елементами і обладнаний обертання штанги, привідним упором і кінцевими центрувальними вальцями, змонтованими на ньовимикачами нижньої і верхньої візків і привідного му з можливістю радіального переміщення при упору. подовжньому переміщенні привідного вала, проПри цьому система керувння виконана з можтилежний кінець привідного вала за допомогою ливістю наладки в напівавтоматичному режимі карданного вала з'єднаний з приводом обертання, положень нижнього і верхнього візків, рухомого при цьому оправка виконана конічної форми із упору і частоти обертання привідного вала відпозбільшенням діаметра у бік напрямного наконечвідно до заданих діаметрів оброблюваних труб. ника, різальні елементи закріплені по довжині Установка може додатково містити циліндрову оправки в декілька рядів, причому різальні елемещітку для видалення знятого грату, закріплену між нти одного ряду зміщені щодо різальних елементів оправкою з різальними елементами і напрямним наступного ряду в радіальному напрямі і по висоті, наконечником. а верхній і нижній візки приводу подовжнього пеУстановка може додатково містити контейнер реміщення штанги обладнані відповідно привідним для збору відходів, виконаний, наприклад, у виі нерухомим упорами, встановленими з можливісгляді металевого ящика, встановленого під оправтю взаємодії з порожнистим циліндровим корпусом кою з різальними елементами. штанги для фіксації його при радіальному переміВиконання штанги у вигляді порожнистого цищенні центрувальних вальців перехідного корпусу, ліндрового корпусу із змонтованими на ньому зазначені візки і привідний упор містять кінцеві центрувальними вальцями і співвісно встановлевимикачі, а система керувння додатково зв'язана з ним усередині корпусу привідним валом, оснаприводом обертання штанги, привідним упором і щення вказаного корпусу з боку оправки перехідкінцевими вимикачами з можливістю керувння ним корпусом, який містить центрувальни вальця, операціями зняття і видалення грату. змонтовані на ньому з можливістю радіального Порожнистий циліндровий корпус штанги випереміщення при подовжньому переміщенні приконаний з рознімних секцій, з'єднаних між собою відного вала, з'єднання одного кінця привідного муфтами, при цьому кожна роз'ємна секція місвала з оправкою з різальними елементами, а протить, принаймні, один ряд центрувальних вальців, тилежного кінця з приводом обертання дозволяє закріплених в обоймах, розміщених в прорізах забезпечити точне позиціонування оправки з різакорпусу, а в кожному ряду встановлено, принаймльними елементами в робочій зоні труби і здійсні, три центрувальних вальця, рівномірно розтанювати зняття грату шляхом обертання оправки з шовані по периметру зазначеного циліндрового різальними елементами при одночасному її покорпусу. довжньому переміщенні в цій зоні за один прохід, і Привідний вал штанги виконаний з рознімних тим самим, підвищити продуктивність установки секцій, зв'язаних між собою карданними муфтами. при забезпеченні якості обробки внутрішньої поПерехідний корпус штанги містить клини, верхні труб. встановлені на привідному вала за допомогою Виконання приводу подовжнього переміщення лінійних підшипників з можливістю взаємодії з у вигляді нижнього візка, встановленого на основі центрувальними вальцями, розміщеними в проріз можливістю подовжнього переміщення уздовж зах за допомогою обойм, при цьому центруючі нього, і верхнього візка, встановленого на нижвальці розташовані по довжині перехідного корпуньому візку з можливістю подовжнього переміщенсу, принаймні, в два ряди, а в кожному ряду встаня уздовж нього, а також обладнання нижнього і новлені, принаймні, по три вальці, рівномірно розверхнього візків окремими приводами і кінцевими ташовані по периметру перехідного корпусу. вимикачами дозволяє розділити операції подачі 7 19810 8 оправки з різальними елементами в вихідне половимикачами нижнього і верхнього візків. Окрім ження і робочу подачу при знятті грату, диференцього, система керувння виконана з можливістю ціювати швидкості цих подач залежно від діаметра наладки в напівавтоматичному режимі положень труби, підвищити точність позиціювання оправки нижнього і верхнього візків, пневматичного упору усередині труби і, за рахунок цього, підвищити штанги і частоти обертання привідного вала відпопродуктивність установки і рівень автоматизації відно до заданих діаметрів оброблюваних труб. операцій видалення грату. Сутність корисної моделі пояснюється предДля розширення технологічних можливостей ставленими фігурами креслення: установки при обробці секцій труб різної довжини на фіг.1 - загальний вид установки, вид сперепорожнистий циліндровий корпус штанги і розтаду; шований усередині нього привідний вал виконані з на фіг.2 - вид А на фіг.1 (загальний вид устарознімних секцій. При цьому подовжня жорсткість і новки, вид зверху); співвісність конструкції забезпечується за рахунок на фіг.3 - вид Б на фіг.2 (приводи подовжнього виконання секцій корпусу з центрувальними вальпереміщення і обертання, вид спереду); цями, розташованими рівномірно по периметру на фіг.4 - переріз В-В на фіг.2 (подовжній пекорпусу по три вальця в кожному ряду, а також реріз з'єднання секцій штанги); наявністю підтримуючих опор. Така конструкція на фіг.5 - переріз Д-Д на фіг.4 (поперечний пештанги дозволяє, окрім забезпечення подовжньої реріз штанги з центрувальними роликами); жорсткості, механізувати процес введення штанги на фіг.6 - вид Ж на фіг.2 (перехідний корпус, з оправкою всередину труб різного діаметра, що оправка з різальними елементами, щітка і напрямпереміщуються, наприклад, по рольгангу, і виходу ний наконечник); з неї, що підвищує продуктивність установки. Дона фіг.7 - переріз І-І на фіг.6 (подовжній перецільно, щоб підтримуючі опори були виконані у різ перехідного корпусу, оправка з різальними вигляді двоплечих важелів, шарнірно встановлеелементами, щітки і напрямний наконечник); них з можливістю регулювання їх положення по на фіг.8 - вид Г на фіг.1 (підтримуюча опора і висоті і оснащених вальцевими опорами з протирольганг з приводом); вагами. на фіг.9 - принципова схема системи керувння. Виконання оправки конічної форми із збільУстановка для зняття внутрішнього грату на шенням діаметра у бік напрямного наконечника, а трубах містить (фіг.1, 2, 3) основу 1, виконану у також з різальними елементами, закріпленими по вигляді жорсткої збірно-зварної конструкції, на якій її довжині в декілька рядів, в якій різальні елемензмонтовані штанга 2 і привід 3 для її подовжнього ти одного ряду зміщені щодо різальних елементів переміщення щодо основи 1, оправку 4 з різальнаступного ряду в радіальному напрямі і по висоті, ними елементами 5, з'єднану із напрямним накозабезпечує якість обробки внутрішньої поверхні нечником 6, і системою керувння 7. при знятті грату і підвищення продуктивності устаПривід 3 складається з нижнього візка 8 для новки. При цьому доцільно, щоб різальні елементи переміщення штанги 2 з оправкою 4 з маршрутною були закріплені в кожному ряду оправки із зміщеншвидкістю в вихідне і кінцеве положення, і верхням один щодо одного по периметру оправки, в нього візка 9, встановленого на нижньому візку 8 суміжних рядах оправки із зміщенням один щодо для переміщення оправки 4 з робочими швидкосодного, а виліт різців кожного наступного ряду у тями при виконанні операцій зняття грату. Нижній міру збільшення діаметра оправки збільшився на візок 8 встановлений на основі 1 за допомогою 3-5мм. При цьому для розширення технологічних профільних вальцевих напрямних 10 і з'єднаний зі можливостей установки доцільно, щоб оправка з штоками двох пневмоцилиндрів 11, закріплених на різальними елементами і різальні елементи були основі 1. Верхній візок 9 встановлений на нижньовиконані змінними для обробки труб різного діамему візку 8 за допомогою напрямних ковзання (не тра. показані) і з'єднаний із закріпленим на нижньому Виконання установки з циліндровою щіткою візку 8 гідроциліндром 12, який зв'язаний з гідросдля видалення знятого грату, розташованою між танцією 13. Нижній 8 і верхній 9 візки обладнано оправкою і напрямним наконечником, дозволяє кінцевими вимикачами (не показані), зв'язаними з підвищити якість обробки внутрішньої поверхні системою керувння 7. труб і механізувати операцію видалення відходів Привід обертання 14 призначений для наданпісля зняття грату при виходу оправки з труби, що ня обертання оправці 4 і містить послідовно з'єдтакож підвищує продуктивність установки. нані мотор-редуктор 15, опорний вузол 16 і карЗв'язок системи керувння з приводами поданну передачу 17, нерухомо закріплені на довжнього переміщення і обертання штанги і, відверхньому візку 9. повідно, з оправкою з різальними елементами, Штанга 2 (фіг.1, 2, 4, 5) призначена для перепривідним упором і кінцевими вимикачами і викоміщення оправки 4 в подовжньому напрямі і для нання її з можливістю керувння операціями зняття передачі їй обертаючого моменту. Штанга 2 склаі видалення грату з урахуванням діаметра обробдається з полого циліндрового корпусу 18, усерелюваних труб дозволяє підвищити рівень автомадині якого на лінійних підшипниках 19 розміщений тизації цих операцій. При цьому доцільно, щоб привідний вал 20. Штанга 2 і привідний вал 20 висистема керувння містила пульт керувння установконані з рознімних секцій 21, з'єднаних між собою кою, що включає дисплей, кнопкову панель і провідповідно муфтами 22 і карданними муфтами 23. грамований логічний контролер, пов'язані з привоКарданні муфти 23 на суміжних кінцях привідного дом подовжнього переміщення і приводом вала 20 встановлені за допомогою втулок 24 і обертання штанги, привідним упором і кінцевими шпонок 25. Кожна роз'ємна секція 21 обладнана 9 19810 10 одним рядом центрувальних вальців 26, які закріважелів 40, встановлених з можливістю регулюплені в обоймах 27, розміщених в прорізах порожвання їх положення по висоті для проходу труб нистого циліндрового корпусу 18. В ряду встановрізного діаметра. Одне плече двоплечих важелів лено по три центруючі вальця 26, рівномірно 40 обладнано вальцями 41, інше - противагами 42. розташованих по периметру порожнистого циліндКількість підтримуючих опор 39 відповідає кількосрового корпусу 18. ті рознімних секцій 21 на штанзі 2. Порожнистий циліндровий корпус 18 з боку Для подачі секцій труб на ділянку зварювання оправки 4 оснащений перехідним корпусом 28, може бути використаний, наприклад, рольганг 43 який обладнаний двома рядами центрувальних (фіг.8), що містить біконичні вальцеві опори 44, вальців 29, розміщеними в прорізах корпусу за кожна з яких обладнана автономним приводом 45, допомогою обойм 30, і виконаний з клинами 31, виконаним у вигляді електродвигунів. В цьому вивстановленими на привідному вала 20 за допомопадку підтримуючі опори 39 розташовані між вальгою лінійних підшипників (не позначені) з можливіцевими опорами 44 рольганга і закріплені на ньостю взаємодії з центрувальними вальцями 29. При му за допомогою кронштейнів 46. цьому центруючі вальця 29 розташовані по довДля збору відходів після зняття грату в місці жині перехідного корпусу 28, принаймні, в два рявиходу оправки 4 з різцями 5 з оброблюваної труди, а в кожному ряду встановлені, принаймні, по би встановлений контейнер 47, виконаний, напритри центруючі вальця 29, рівномірно розташоваклад, у вигляді металевого ящика. них по периметру перехідного корпусу 28. Система керувння 7 (фіг.9) побудована на базі Привідний вал 20 з'єднаний з одного боку чеконтролера з інтерфейсом розподіленої периферії рез карданну передачу 17 з приводом обертання і підключена до трифазної мережі електроживлен14, а з протилежної сторони - з оправкою 4. Фіксаня з напругою 380В частотою 50Гц. Керувння ція положення порожнистого циліндрового корпусу установкою здійснюється за допомогою пульта 18 відносно приводів подовжнього переміщення 3 і керувння 48, який містить дисплей 49, кнопковий обертання 14 здійснюється нерухомим упором 32, пульт 50 з світлосигнальними лампами і програзакріпленим на верхньому візку 9, а при подовжмований логічний контролер 51. ньому переміщенні привідного вала 20 для позиціОб'єктами керувння є: мотор-редуктор 15 прионування центрувальних вальців 29 в перехідному воду обертання 14 оправки 4 з різцями 5, електкорпусі 28 - привідним упором 33, встановленим ромагніти пневморозподілювачів (не показані) на нижньому візку 8. пневмоциліндрів 11 нижнього візка 8 і привідного Оправка 4 з різальними елементами 5, викоупору 33, електромагніти гидророзподілювачів (не наними у вигляді різців (фіг.6, 7), призначена для показані) гідроциліндра 12 верхнього візка 9, гідмеханічного зняття внутрішнього грату на трубах. ростанція 13. Пульт керувння 48 взаємозв'язаний з Оправка 4 жорстко з'єднана з привідним валом 20. гідростанцією 13 і пов'язаний з датчиками кінцевоДілянка її з'єднання з привідним валом 20 закрита го положення нижнього 8 і верхнього 9 візків, елекзахисним кожухом 34. Оправка 4 виконана конічної тромагнітами пневморозподілювачів приводу нижформи із збільшенням зовнішнього діаметра від нього візка 8 і привідного упору 31, перехідного корпусу 28 до напрямного наконечниелектромагнітами гідророзподілювачів верхнього ка 6. Вал 35 із закріпленою на ньому циліндровою візка 9 і мотор-редуктором 15 приводу обертання щіткою 36 з одного боку з'єднаний з оправкою 4 з 14. Для керувння вказаними об'єктами передбачеможливістю синхронного обертання з нею, а з проні також датчики положення штоків (не показані) тилежної сторони жорстко зв'язаний із напрямним зазначених пневмоциліндров і гідроциліндра, реле наконечником 6. Напрямний наконечник 6 обладтиску. наний одним рядом центрувальних вальців 37, Система керувння установкою забезпечує: закріплених в обоймах 38. Центруючі вальці 37 - включення силових ланцюгів установки; рівномірно розташовані по периметру напрямного - налагоджувальний режим роботи, при якому наконечника 6 в один ряд. В ряду встановлені по залежно від діаметра оброблюваних труб задатри центрувальних вальця 37. ються частота обертання оправки 4 з різцями 5, Різці 5 закріплені по довжині оправки 4 в чотикоординати вихідних і кінцевих положень нижнього ри ряди, при цьому в кожному ряду розташовані по візка 8 і привідного упору 3, відповідні положення і два різці 5. Для кріплення різців 5 в їх торцевій робоча швидкість переміщення верхнього візка 9; частині виконані різьбові отвори, в які укручуються - напівавтоматичний режим роботи для перерізьбодержателі у вигляді проушин і серьог (не міщення оправки 4 з різцями 5 в початкове полопоказані). Серги встановлені в крізних радіальних ження усередині труби, зняття і видалення грату з отворах оправки 4 і зафіксовані віссю (не показаїї внутрішньої поверхні, у тому числі контролю вена). Різці закріплені в кожному ряду оправки 4 із личини зусилля на різцях 5 і швидкості перемізміщенням один відносно одного по її периметру щення верхнього візка 9, повернення оправки 4 з на 180 , а в суміжних рядах оправки 4 - із зміщенрізцями 5 в вихідне положення; ням один відносно одного на 90 . Виліт різців 5 в - аварійну зупинку роботи при виконанні будькожному наступному ряду у міру збільшення діаякого із згаданих режимів; метра оправки 4 більше, ніж в попередньому, на 3- захисні блокування установки, у тому числі 5мм. відключення запуску приводів подовжнього переДля обробки труб з різним внутрішнім діаметміщення 3 і обертання 14 при роботі в налагоджуром є змінний комплект оправок 4. вальному режимі, відключення операцій подовжПідтримуючі опори 39 (фіг.1,8) призначені для нього переміщення при нештатних положеннях опирання штанги 2 і виконані у вигляді двоплечих верхнього візка 9 і при включенні приводу обер 11 19810 12 тання 14. джує виконання команди. Після досягнення нижнім Описана в даному прикладі і представлена на візком 8 кінцевого вимикача пневморозподілювач кресленні конструкція установки для зняття внутавтоматично відключається, спалахує лампа, що рішнього грату на трубах не є єдино можливою сигналізує про завершення руху, мигання світлосидля досягнення вищезазначеного технічного регнальної лампи припиняється. Проводиться опезультату і не виключає інших варіантів її виконанрація зварювання стику труб. ня, які містять сукупність конструктивних ознак, Після закінчення зварювання на кнопковому включених в незалежний пункт формули. Наприпульті 50 включається операція робочої подачі клад, привід подовжнього переміщення може місштанги 2 з оправкою 4 з різцями 5. По цій команді тити іншу кількість і розташування пневматичних включаються привід гідростанції 13 і пневморозабо гідравлічних циліндрів або інші типи силових поділювач привідного упору 33, який переміщує їх привідних пристроїв. Наприклад, кріплення привіз вихідних у кінцеві положення до спрацьовування дного вала усередині полого циліндрового корпусу кінцевих вимикачів. За їх сигналами через витримштанги може бути виконано на інших підшипниках. ку в часі включаються проміжні реле і через них Наприклад, підтримуючі ролики можуть бути викокатушки гідророзподілювача. Гідроциліндр 12 на нані з клиновими опорами і вертикальним, а не маршовій швидкості переміщає верхній візок 9 з радіальним їх переміщенням при взаємодії з кромштангою 2 і оправку 4 з різцями 5 у напрямі виходу кою труби і т.п. з труби на довжину холостого ходу, рівного 80мм. Робота установки здійснюється таким чином. В результаті привідний вал 20 в перехідному корВключення силових ланцюгів установки і ланпусі 28 за допомогою конічного клина 31 звільняє цюгів керувння проводиться з кнопкового пульта центруючі вальця 29 і вони розтискаються. Порож50. Живлення одержують блок живлення (не поканистий циліндровий корпус 18 штанги 2 разом з заний) вхідних і вихідних ланцюгів, контролер 51, привідним упором 33 починають переміщення з дисплей 49 і кнопковий пульт 50. кінцевого положення. По сигналу кінцевого вимиДля запуску режиму наладки пакетним перекача привідного упору 33 верхній візок 9 зупинямикачем з кнопкового пульта 50 встановлюється ється. Одночасно відбувається запуск за заданою один з інтервалів діаметрів оброблюваних труб: програмою приводу обертання 14, з'єднаного з 83...114, 159...219 або 273...325, після чого на привідним валом 20 і оправкою 4, на дисплеї 49 цьому ж пульті відповідний перемикач перевовисвічуються показники частоти обертання оправдиться в положення "Наладка". Програма перехоки 4, кутової швидкості різців 5, поточний і максидить в налагоджувальний режим, про що на диспмально допускається моменти на вала моторлеї 49 висвічується текстове повідомлення. редуктора 15. Шляхом послідовного включення кнопок на Після цього включається робоча швидкість пекнопковому пульті 50 здійснюють наладку парамереміщення верхнього візка 9 і різці 5 оправки 4, що трів максимальної і мінімальної частоти обертання обертається, зрізають ґрат. При перевищенні на вала мотор-редуктора 15 приводу обертання 14, вала мотор-редуктора 15 максимально зусилля маршової і робочої швидкостей переміщення нижпереміщення верхнього візка 9 автоматично коронього 8 і верхнього 9 візків, координат їх вихідного ткочасно зупиняється. Оператор з кнопкового і кінцевого положення, відповідних координат припульта 50 зменшує швидкість подачі, після чого відного упору 33. Вибрані параметри висвічуються повторно включається привід верхнього візка 9. на дисплеї 49 і заносяться в контролер 51 у вигляОперація зняття грату автоматично закінчується ді управляючих команд для вибраного інтервала по сигналу кінцевого вимикача, досягши верхнім діаметрів оброблюваних труб. Основні положення візком 9 кінцевого положення. В цій позиції верхній механізмів контролюються світлосигнальними лавізок 9 і привід обертання 14 зупиняються. мпами на кнопковому пульті 50. Наладка завершуВиконання операції зняття грату контролюєтьється установкою візків в вихідне положення: нижся за допомогою світлосигнальних ламп, розташоній візок 8 - в крайнє ліве, верхній візок 9 - в крайнє ваних на пульті керувння 48. Програмою блокуправе. вання передбачено, що після трьох відключень Труба по рольгангу 43 подається на ділянку верхнього візка 9, пов'язаних з перевищенням мозварювання. При переміщенні труби уздовж рольменту на вала мотор-редуктора 15, відбувається ганга 43 її торцева кромка, накатуючись на вальці зупинка операції зняття грату в напівавтоматично41 підтримуючих опор 39, по черзі відхилює двопму режимі, про що на дисплеї 49 висвічується теклечі важелі 40 і штанга 2 з оправкою 4 із різцями 5 стове повідомлення: "Момент на вала двигуна заходять всередину труби, спираючись на більше норми". центруючі вальці 26, 29 і 37 і, досягши протилежЗапуск операції повернення приводів установної кромкою труби позиції контактно-стикової зваки у вихідне положення проводиться з кнопкового рювання, її переміщення зупиняється, з нею співпульта 50. При цьому привідний упор 33 і нижній 8 вісно состиковуєтся друга труба і вони і верхній 9 візки на маршовій швидкості перевозатискаються в зварювальній установці. дяться в вихідні положення. Виконання цього реПодальші операції проводяться в напівавтожиму підтверджується миганням відповідної світматичному режимі. Натисненням кнопки на кноплосигнальної лампи. Через витримку в часі ковому пульті 50 здійснюють переміщення оправки спрацьовують затиски зварювальної установки, 4 з різцями до позиції зварювання. При цьому труба розтискається і по рольгангу 43 подається включається пневморозподілювач і нижній візок 8 на наступну операцію, наприклад, для зняття зовподається з вихідного в кінцеве положення, минішнього грату. Відходи після зняття внутрішнього гання відповідної світлосигнальної лампи підтверграту віддаляються в процесі руху труби циліндро 13 19810 14 вою щіткою 36 і зсипаються в контейнер 47 для грату на трубах діаметром 89, 114, 159, 168, 219, збору відходів. При русі труби послідовно звільня273 і 325мм з товщиною стінки від 6 до 20мм. ються підтримуючі опори 39, які під дією противаг Конструкція установки для зняття внутрішньо42 повертаються в вихідне положення, і штанга 2 го грату на трубах, що заявляється, дозволяє розспирається на їх вальця 41. ширити технологічні можливості і суттєво підвищиВиконання програми в будь-якому режимі роти її продуктивність в порівнянні з установкоюботи установки повністю припиняється і всі подапрототипом при одночасному забезпеченні якості льші операційні кроки відміняються після введення обробки внутрішньої поверхні труб і підвищенні команди "Аварійний стоп". Після цього відбуваєтьрівня автоматизації операцій видалення грату. При ся відключення всіх ланцюгів керувння установцьому система керувння, контролю і блокувань кою. установки забезпечують зручну і безпечну роботу Установка забезпечує зняття внутрішнього оператора. 15 19810 16 17 Комп’ютерна верстка Г. Паяльніков 19810 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for removing the internal flash on the pipes
Автори англійськоюMotorin Artur Mykolaiovych, Maliuseiko Viktor Myronovych
Назва патенту російськоюУстановка для снятия внутреннего грата на трубах
Автори російськоюМоторин Артур Николаевич, Малюсейко Виктор Миронович
МПК / Мітки
МПК: B23K 37/08
Мітки: грату, внутрішнього, трубах, установка, зняття
Код посилання
<a href="https://ua.patents.su/9-19810-ustanovka-dlya-znyattya-vnutrishnogo-gratu-na-trubakh.html" target="_blank" rel="follow" title="База патентів України">Установка для зняття внутрішнього грату на трубах</a>
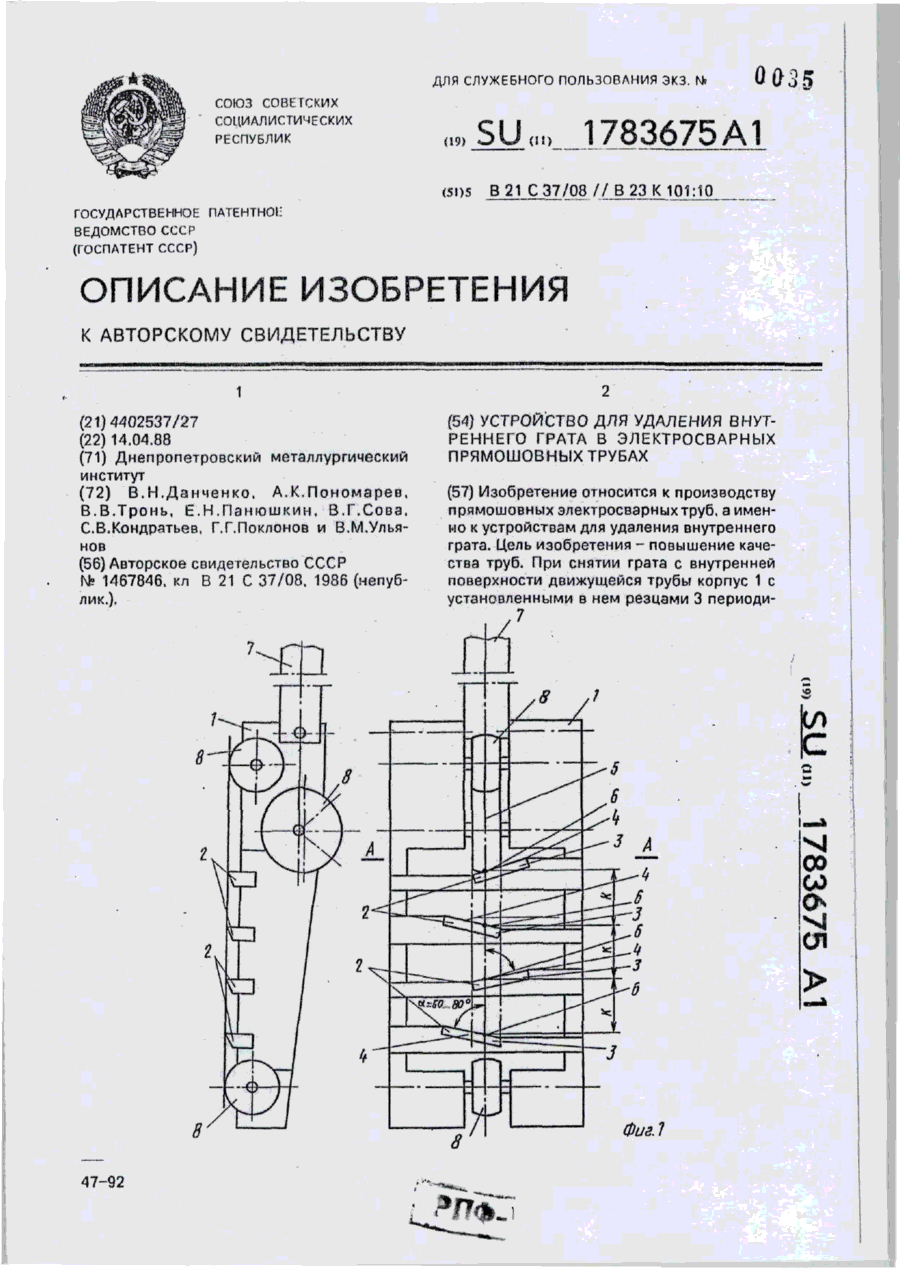
Пристрій вилучення внутрішнього грату в електрозварювальних прямошовних трубах
Номер патенту: 24101
Опубліковано: 31.08.1998
Автори: Данченко Валентин Миколайович, Поклонов Геннадій Гаврилович, Сова Василь Гаврилович, Пономарьов Анатолій Костянтинович, Панюшкин Євгеній Миколайович, Тронь Валентин Вікторович, Кондратьєв Сергій Валентинович, Ульянов Віктор Михайлович
МПК: B21C 37/08, B23K 101/10
Мітки: вилучення, грату, внутрішнього, електрозварювальних, прямошовних, пристрій, трубах
Текст:
...относительно режущих кромок обоих половин, развернутых в разные стороны резцов; на фиг. 4 - схема силового взаимодействия резцов 10 со срезаемым гратом, когда смещение шва относительно вертикальной плоскости симметрии режущих кромок обоих половин, развернутых в разные стороны резцов, превышает 0,25 величины перекрытия режущих 15 кромок резцов. На корпусе 1 многорезцового инструмента 2 размещено четное количество резцов 3 с равным шагом...
Пристрій для зняття зовнішнього грату
Номер патенту: 64590
Опубліковано: 16.02.2004
Автори: Малінін Альберт Леонідович, Іткін Олександр Феліксович
МПК: B23C 3/12
Мітки: пристрій, зовнішнього, зняття, грату
Формула / Реферат:
Пристрій для зняття зовнішнього грату, що містить кільцевий рознімний корпус із механізмом фіксації і зубчатим вінцем, що має встановлений за допомогою ведучої шестерні, опорних роликів і копіювального механізму, візок з приводом переміщення і механізмом подачі, опозитно розміщеними інструментальними головками, слідкуючими гідроциліндрами і слідкуючими золотниками, який відрізняється тим, що слідкуючий гідроциліндр з’єднує одночасно слідкуючі...
Пристрій різцевого типу для зняття кільцевого грату
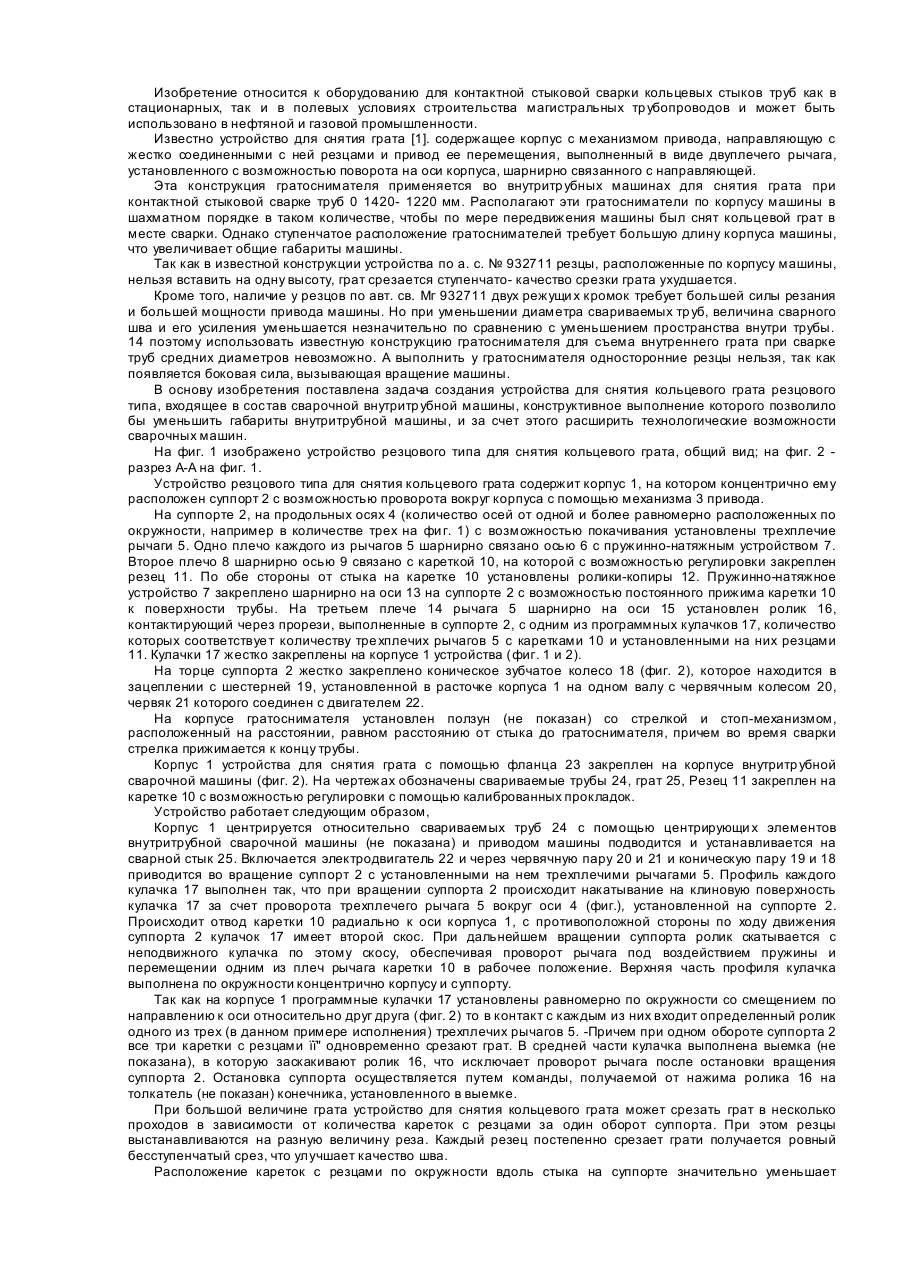
Номер патенту: 18822
Опубліковано: 25.12.1997
Автори: Толдін Анатолій Андрійович, Галян Борис Панасович, Мірошниченко Олександр Петрович, Головачов Віктор Миколайович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: різцевого, типу, зняття, пристрій, кільцевого, грату
Формула / Реферат:
Устройство резцового типа для снятия кольцевого грата, содержащее корпус, каретки с резцами и привод перемещения, отличающееся тем, что устройство снабжено суппортом, выполненным в виде цилиндра со сквозными пазами, установленными соосно корпусу с возможностью поворота относительно продольной оси последнего, пружинно-натяжными механизмами, трехплечными рычагами, шарнирно закрепленными на суппорте с возможностью покачивания в плоскости,...
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
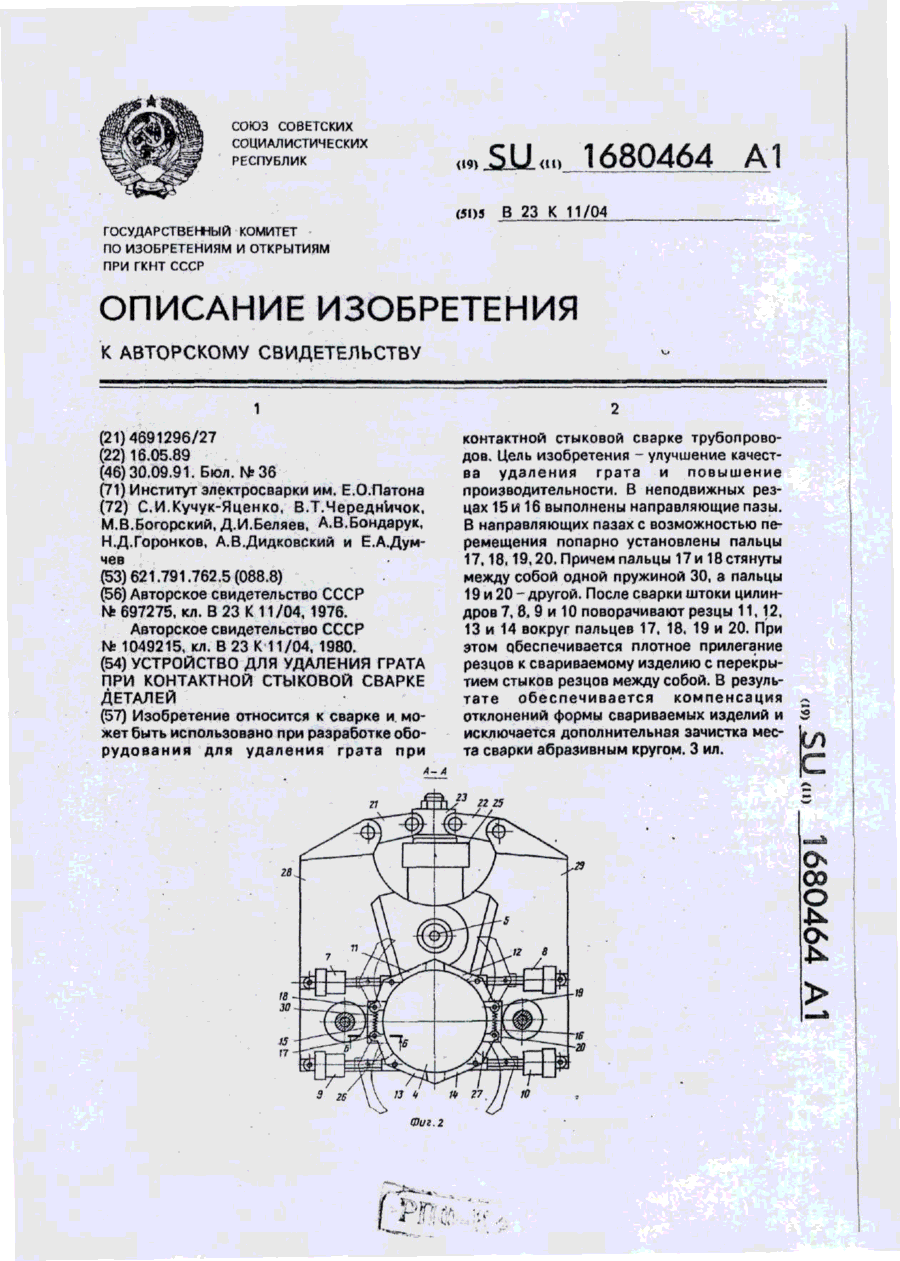
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Беляєв Данило Іванович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Думчев Євген Олександрович, Кучук-Яценко Сергій Іванович, Дідковський Олександр Володимирович, Череднічок Віталій Тимофійович, Горонков Микола Дмитрович
МПК: B23K 11/04
Мітки: грату, зняття, контактно-стиковому, пристрій, деталей, зварюванні
Формула / Реферат:
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
Пристрій для зняття грату при контактному стиковому зварюванні рейок
Номер патенту: 56985
Опубліковано: 16.06.2003
Автори: Порхун Федір Костянтинович, Сахарнов Василій Олексійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: рейок, зняття, контактному, зварюванні, стиковому, пристрій, грату
Формула / Реферат:
Устройство для снятия грата при контактной стыковой сварке рельсов на машине с двумя клещевыми зажимами, каждый из которых имеет по два двуплечих зажимных рычага и состоит из трех резцов для схватывания профиля рельса по всему периметру, причем два боковых резца установлены с возможностью поворота относительно одного клещевого зажима и шарнирно связаны с верхним третьим резцом, отличающееся тем, что боковые резцы закреплены на штоках двух...
Попередній патент: Механізм переміщення
Наступний патент: Установка для зняття зовнішнього грату на трубах
Випадковий патент: Датчик для зчитування банкнот, паперів, захищених від підробки, тощо, які мають щонайменше один елемент захисту