Пристрій вилучення внутрішнього грату в електрозварювальних прямошовних трубах
Номер патенту: 24101
Опубліковано: 31.08.1998
Автори: Пономарьов Анатолій Костянтинович, Сова Василь Гаврилович, Кондратьєв Сергій Валентинович, Панюшкин Євгеній Миколайович, Данченко Валентин Миколайович, Поклонов Геннадій Гаврилович, Ульянов Віктор Михайлович, Тронь Валентин Вікторович
Текст
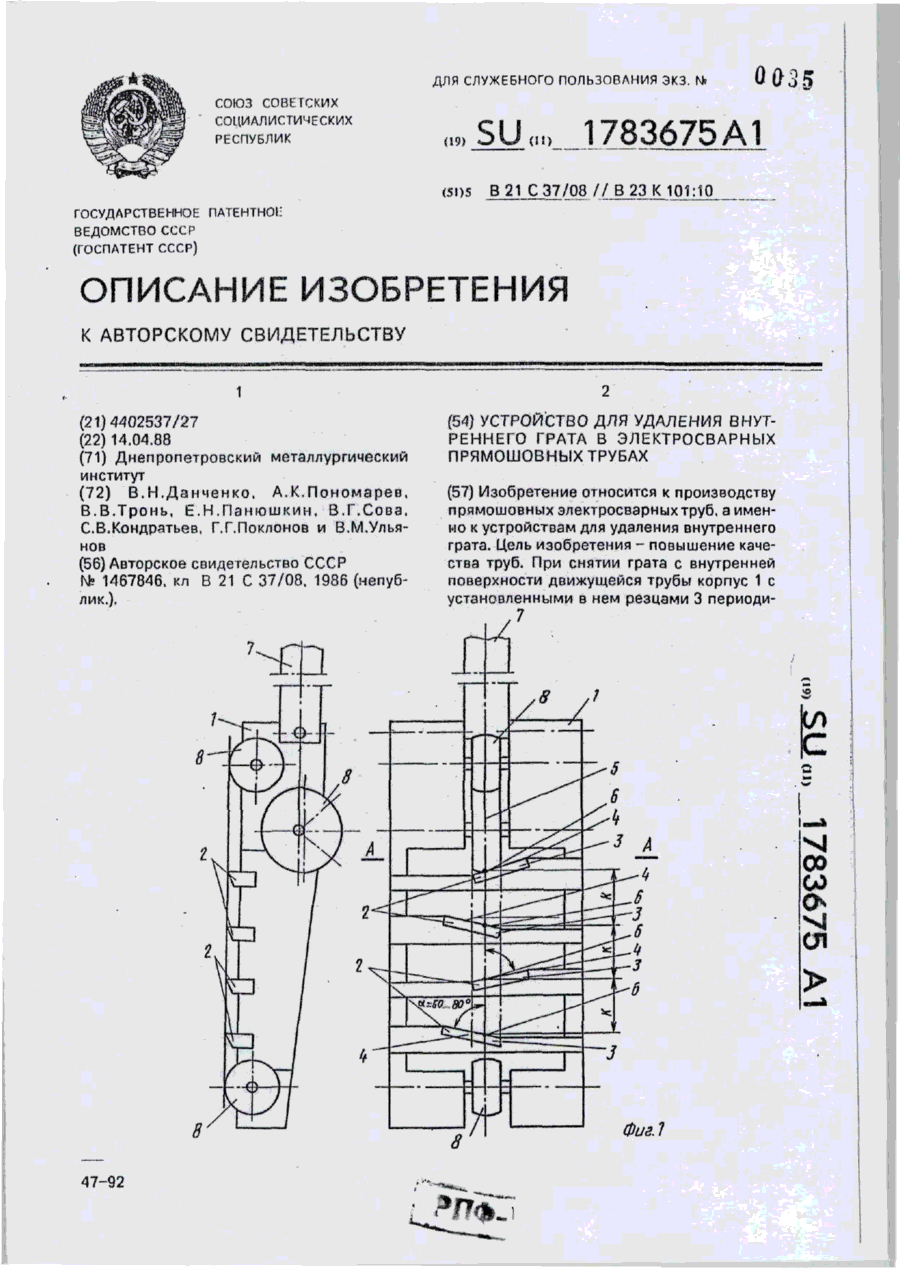
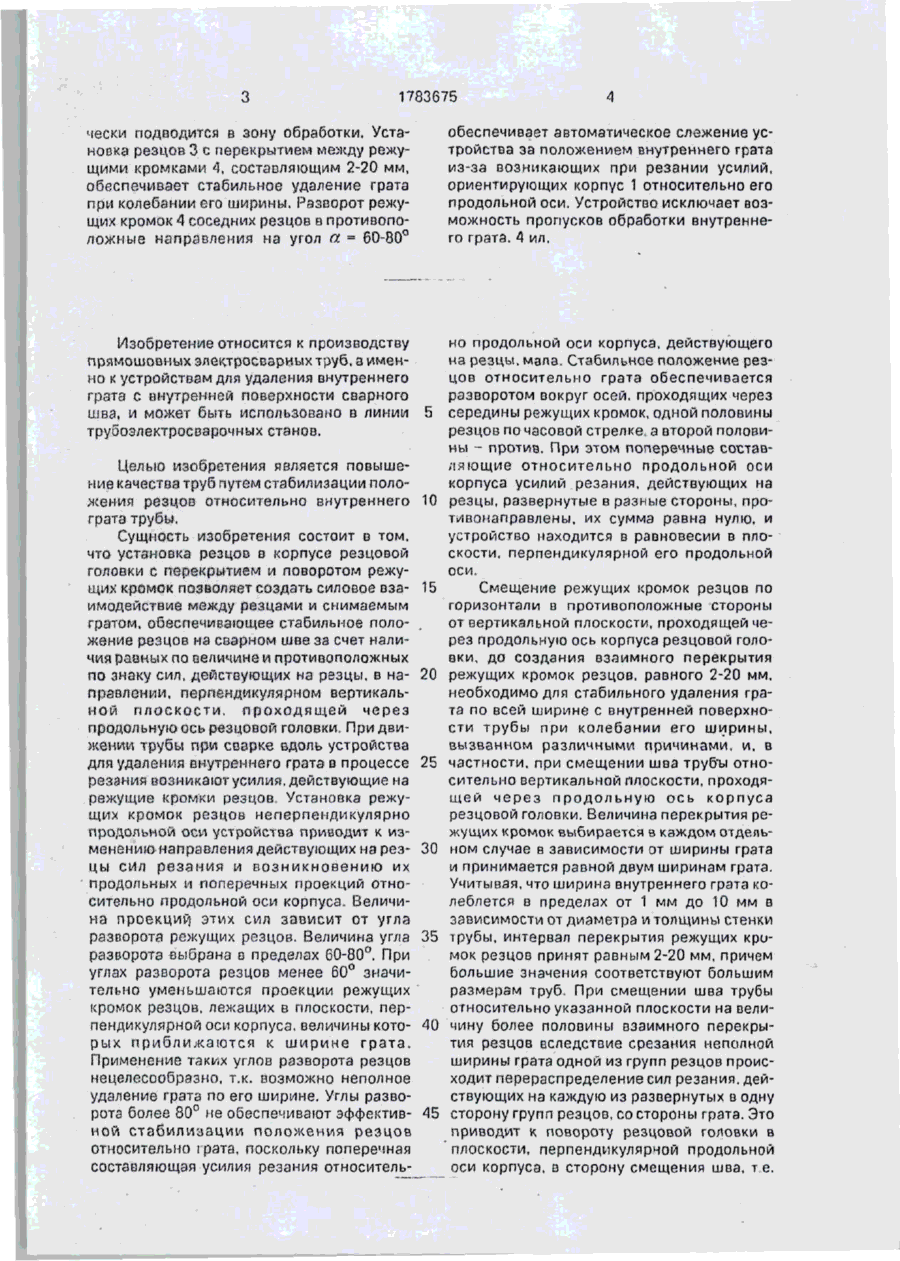
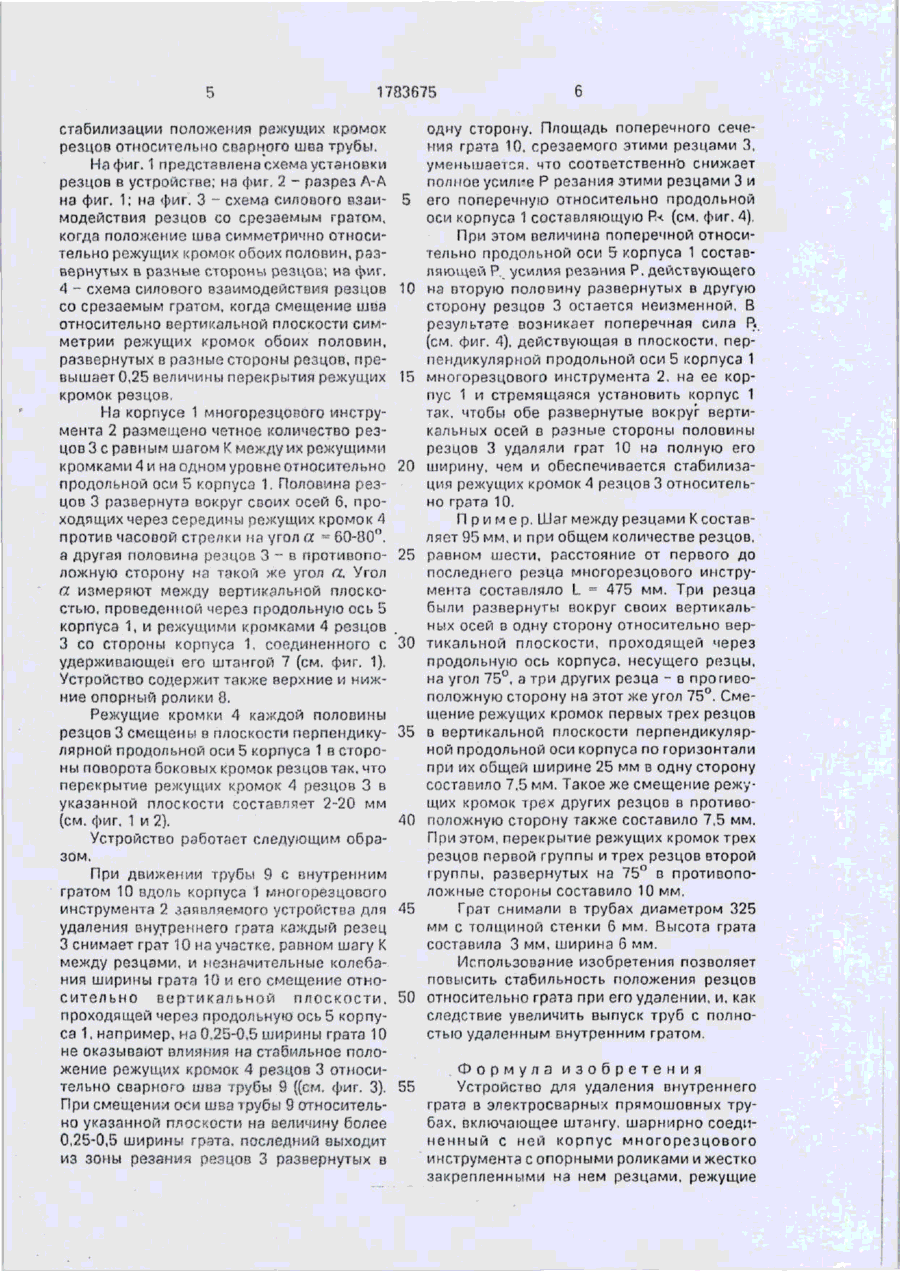
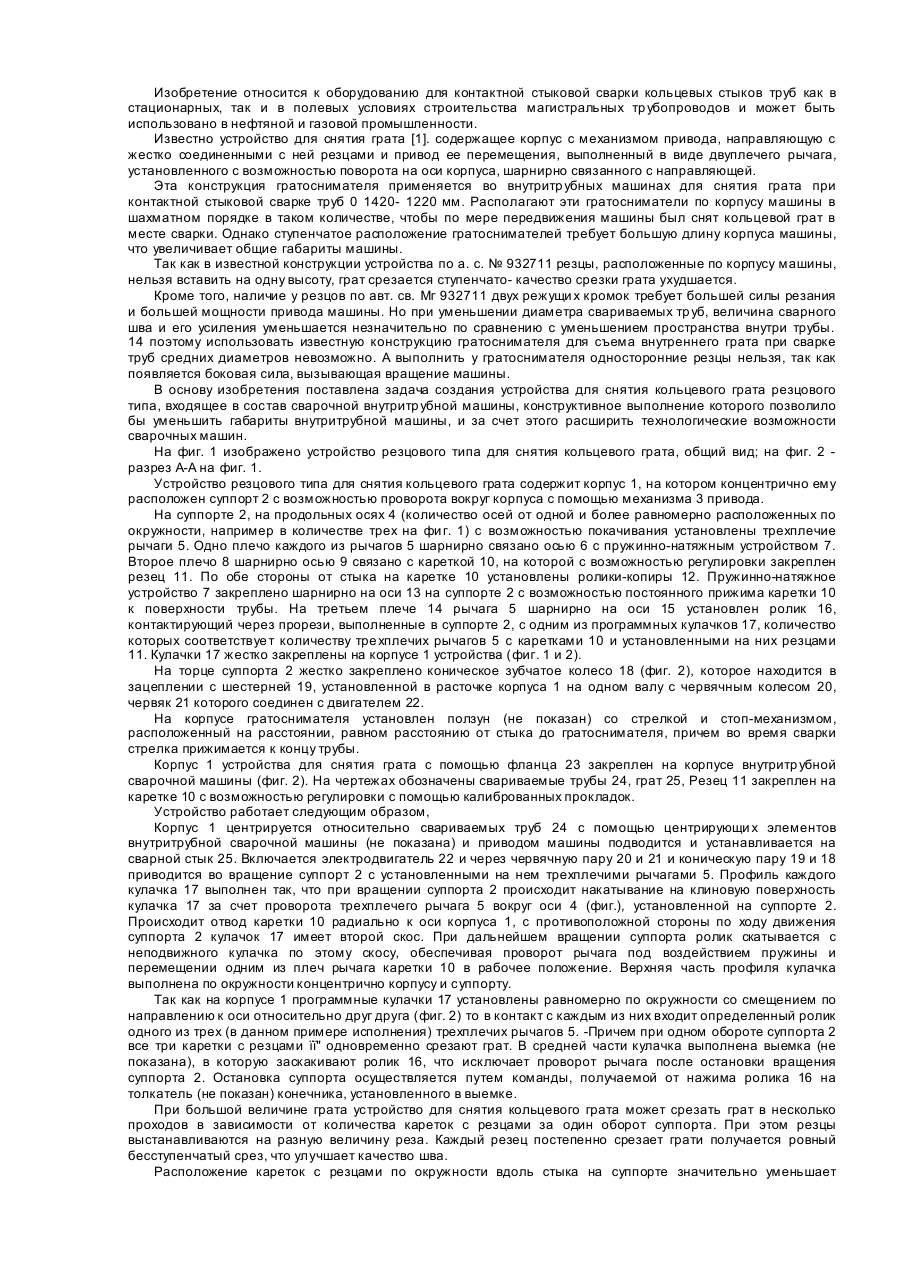
Изобретение относится к производству лрямошовных электросварных труб, а именно к устройствам для удаления внутреннего грата. Цель изобретения - повышение качества труб. При снятии грата с внутренней поверхности движущейся трубы корпус 1 с установленными в нем резцами 3 периоди 7 (Л С в 00 w ел > Фі/А 7 47-92 1783675 чески подводится в зону обработки. Установка резцов 3 с перекрытием между режущими кромками А, составляющим 2-20 мм, обеспечивает стабильное удаление грата при колебании его ширины. Разворот режущих кромок А соседних резцов в противоположные направления на угол а « 60-80° обеспечивает автоматическое слежение устройства за положением внутреннего грата из-за возникающих при резании усилий, ориентирующих корпус 1 относительно его продольной оси. Устройство исключает возможность пропусков обработки внутреннего грата.4 ил. Изобретение относится к производству но продольной оси корпуса, действующего прямошовных электросвэриых труб, а именна резцы, мала. Стабильнее положение резно к устройствам для удаления внутреннего цов относительно грата обеспечивается грата с внутренней поверхности сварного разворотом вокруг осей, проходящих через шва, и может быть использовано в линии 5 середины режущих кромок, одной половины трубоэлектросварочных станов. резцов по часовой стрелке, а второй половины - против. При этом поперечные составляющие относительно продольной оси Целью изобретения является повышекорпуса усилий резания, действующих на ние качества труб путем стабилизации положения резцов относительно внутреннего 10 резцы, развернутые в разные стороны, противонаправлены, их сумма равна нулю, и грата трубы. устройство находится в равновесии в плоСущность изобретения состоит в том, скости, перпендикулярной его продольной что установка резцов в корпусе резцовой оси. головки с перекрытием и поворотом режущих кромок позволяет создать силовое вза- 15 Смещение режущих кромок резцов по имодействие между резцами и снимаемым горизонтали в противоположные стороны гратом, обеспечивающее стабильное полоот вертикальной плоскости, проходящей чежение резцов на сварном шве за счет налирез продольную ось корпуса резцовой голочии равных по величине и противоположных вки, до создания взаимного перекрытия по знаку сил, действующих на резцы, в на- 20 режущих кромок резцов, равного 2-20 мм, правлении, перпендикулярном вертикальнеобходимо для стабильного удаления граной плоскости, проходящей через та по всей ширине с внутренней поверхнопродольную ось резцовой головки. При двисти трубы при колебании его ширины, жении трубы при сварке вдоль устройства вызванном различными причинами, и. в для удаления внутреннего грата в процессе 25 частности, при смещении шва труб^ы отнорезания возникают усилия, действующие на сительно вертикальной плоскости, проходярежущие кромки резцов. Установка режущей через продольную ось корпуса щих кромок резцов иеперлендикулярно резцовой головки. Величина перекрытия репродольной оси устройства приводит к изжущих кромок выбирается в каждом отдельменению направления действующих нэ рез- 30 ном случае в зависимости от ширины грата цы сил резания и возникновению их и принимается равной двум ширинам грата. продольных и поперечных проекций отноУчитывая, что ширина внутреннего грата косительно продольной оси корпуса. Величилеблется в пределах от 1 мм до 10 мм в на проекций этих сил зависит от угла зависимости от диаметра и толщины стенки разворота режущих резцов. Величина угла 35 трубы, интервал перекрытия режущих криразворота выбрана в пределах 60-80°. При мок резцов принят равным 2-20 мм. причем углах разворота резцов менее 60° значибольшие значения соответствуют большим тельно уменьшаются проекции режущих размерам труб. При смещении шва трубы кромок резцов, лежащих в плоскости, перотносительно указанной плоскости на велипендикулярной оси корпуса, величины кото- 40 чину более половины взаимного перекрырых приближаются к ширине грата. тия резцов вследствие срезания неполной Применение таких углов разворота резцов ширины грата одной из групп резцов происнецелесообразно, т.к. возможно неполное ходит перераспределение сил резания, дейудаление грата по его ширине. Углы развоствующих на каждую из развернутых в одну рота более 80° не обеспечивают эффектив- 45 сторону групп резцов, со стороны грата. Это ной стабилизации положения резцов приводит к повороту резцовой головки в относительно ірата, поскольку поперечная плоскости, перпендикулярной продольной составляющая усилия резания относительоси корпуса, в сторону смещения шва, те. 1783675 стабилизации положения режущих кромок резцов относительно сварного шва трубы. На фиг. 1 представлена схема установки резцов в устройстве; на фиг, 2 - разрез Л-А на фиг. 1; на фиг", 3 - схема силового взаи- 5 модействия резцов со срезаемым гратом, когда положение шва симметрично относительно режущих кромок обоих половин, развернутых в разные стороны резцов; на фиг. 4 - схема силового взаимодействия резцов 10 со срезаемым гратом, когда смещение шва относительно вертикальной плоскости симметрии режущих кромок обоих половин, развернутых в разные стороны резцов, превышает 0,25 величины перекрытия режущих 15 кромок резцов. На корпусе 1 многорезцового инструмента 2 размещено четное количество резцов 3 с равным шагом К между их режущими кромками 4 и на одном уровне относительно 20 продольной оси 5 корпуса 1, Половина резцов 3 развернута вокруг своих осей б, проходящих через середины режущих кромок 4 против часовой стрелки на угол а - 60-80°. а другая половина резцов 3 - в противопо- 25 ложную сторону на такой же угол а. Угол а измеряют между вертикальной плоскостью, проведенной через продольную ось 5 корпуса 1, и режущими кромками 4 резцов 3 со стороны корпуса 1. соединенного с 30 удерживающей его штангой 7 (см. фиг. 1), Устройство содержит также верхние И нижние опорный ролики 8. Режущие кромки 4 каждой половины резцов 3 смещены в плоскости перпендику- 35 лярной продольной оси 5 корпуса 1 в стороны поворота боковых кромок резцов так, что перекрытие режущих кромок 4 резцов 3 в указанной плоскости составляет 2-20 мм (см. фиг. 1 и 2). 40 Устройство работает следующим образом. При движении трубы 9 с внутренним гратом 10 вдоль корпуса 1 многорезцового инструмента 2 заявляемого устройства для 45 удаления внутреннего грата каждый резец 3 снимает грат '10 на участке, равном шагу К между резцами, и незначительные колебания ширины грата 10 и его смещение относительно вертикальной плоскости, 50 проходящей через продольную ось 5 корпуса 1, например, на 0.25-0,5 ширины грата 10 не оказывают влияния на стабильное положение режущих кромок 4 резцов 3 относительно сварного шва трубы 9 ((см. фиг. 3). 55 При смещение оси шва трубы 9 относительно указанной плоскости на величину более 0,25-0,5 ширины грета, последний выходит из зоны резания резцов 3 развернутый в одну сторону. Площадь поперечного сечения грата 10. срезаемого этими резцами 3, уменьшается, что соответственно снижает полное усилие Р резания этими резцами 3 и его поперечную относительно продольной оси корпуса 1 составляющую ?.< (см. фиг. 4), При этом величина поперечной относительно продольной оси Ъ корпуса 1 составляющей Р^ усилия реззния Р. действующего на вторую половину развернутых в другую сторону резцов 3 остается неизменной. В результате возникает поперечная сила Р.. (см. фиг. 4), действующая в плоскости, перпендикулярной продольной оси 5 корпуса 1 многорезцового инструмента 2, на ее корпус 1 и стремящаяся установить корпус 1 так, чтобы обе развернутые вокруг вертикальных осей в разные стороны половины резцов 3 удаляли грат 10 на полную его ширину, чем и обеспечивается стабилизация режущих кромок 4 резцов 3 относительно грата 10. Пример. Шаг между резцами К составляет 95 мм, и при общем количестве резцов, равном шести, расстояние от первого до последнего резца многорезцового инструмента составляло L = 475 мм. Три резца были развернуты вокруг своих вертикальных осей в одну сторону относительно вертикальной плоскости, проходящей через продольную ось корпуса, несущего резцы, на угол 75°, а три других резца - в противоположную сторону на этот же угол 75°. Смещение режущих кромок первых трех резцов в вертикальной плоскости перпендикулярной продольной оси корпуса по горизонтали при их общей ширине 25 мм в одну сторону составило 7.5 мм. Такое же смещение режущих кромок трех других резцов в противоположную сторону также составило 7,5 мм. При этом, перекрытие режущих кромок трех резцов первой группы и трех резцов второй группы, развернутых на 75° в противоположные стороны составило 10 мм. Грат снимали в трубах дизметром 325 мм с толщиной стенки 6 мм. Высота грата составила 3 мм, ширина 6 мм. Использование изобретения позволяет повысить стабильность положения резцов относительно грата при его удалении,и,как следствие увеличить выпуск труб с полностью удаленным внутренним гратом. Формула изобретения Устройство для удаления внутреннего грата в электросварных прямошовных трубах, включающее штангу, шарнирно соединенный с ней корпус многорезцового инструмента с опорными роликами и жестко закрепленными на нем резцами, режущие 7 1783b/5 кромки которых размещены с равным шагом на одинаковом расстоянии от продольной оси корпуса, о т л и ч а ю щ е е с я тем, что, с целью повышения качества сварного соединения путем стабилизации положения резцов относительно внутреннего грата, в корпусе установлено четное количество резцов, резцы поочередно развернуты в раз ные стороны, угол, образованный режущими кромками резцов и плоскостью, проходящей через продольную ось корпуса и продольные оси опорных роликов, равен 6080°, а середины режущих кромок резцов смещены от этой плоскости в стороны поворота боковых кромок резцов на величину 2-20 мм. А-А 3 Фиг.Ъ 1783675 Фиг Редактор Е.Полионова Составитель Э.Ветрова Техред М.Моргентал Корректор Э.Лончакова Заказ 4532/ДСП Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for removal of internal burr in longitudinal welded tubes
Автори англійськоюDanchenko Valentyn Mykolaiovych, Ponomariov Anatolii Kostiantynovych, Tron Valentyn Viktorovych, Paniushkyn Yevhenii Mykolaiovych, Kondratiev Serhii Valentynovych, Sova Vasyl Havrylovych, Poklonov Hennadii Havrylovych, Ulianov Viktor Mykhailovych
Назва патенту російськоюУстройство для удаления внутреннего грата в электросварных прямошовных трубах
Автори російськоюДанченко Валентин Николаевич, Пономарев Анатолий Константинович, Тронь Валентин Викторович, Панюшкин Евгений Николаевич, Кондратьев Сергей Валентинович, Сова Василий Гаврилович, Поклонов Геннадий Гаврилович, Ульянов Виктор Михайлович
МПК / Мітки
МПК: B21C 37/08, B23K 101/10
Мітки: електрозварювальних, внутрішнього, вилучення, пристрій, прямошовних, грату, трубах
Код посилання
<a href="https://ua.patents.su/6-24101-pristrijj-viluchennya-vnutrishnogo-gratu-v-elektrozvaryuvalnikh-pryamoshovnikh-trubakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій вилучення внутрішнього грату в електрозварювальних прямошовних трубах</a>
Спосіб деформування зварного шва на прямошовних трубах
Номер патенту: 20464
Опубліковано: 15.07.1997
Автори: Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Новіков Леонід Миколайович, Правдін Юрій Михайлович, Ковіка Микола Данилович, Сизоненко Григорій Олександрович, Гладченко Олександр Федорович, Туренков Микола Мусійович, Хаустов Георгій Йосипович, Райчук Юрій Ісакович
МПК: B21B 23/00, B21B 19/00
Мітки: деформування, шва, спосіб, прямошовних, трубах, зварного
Формула / Реферат:
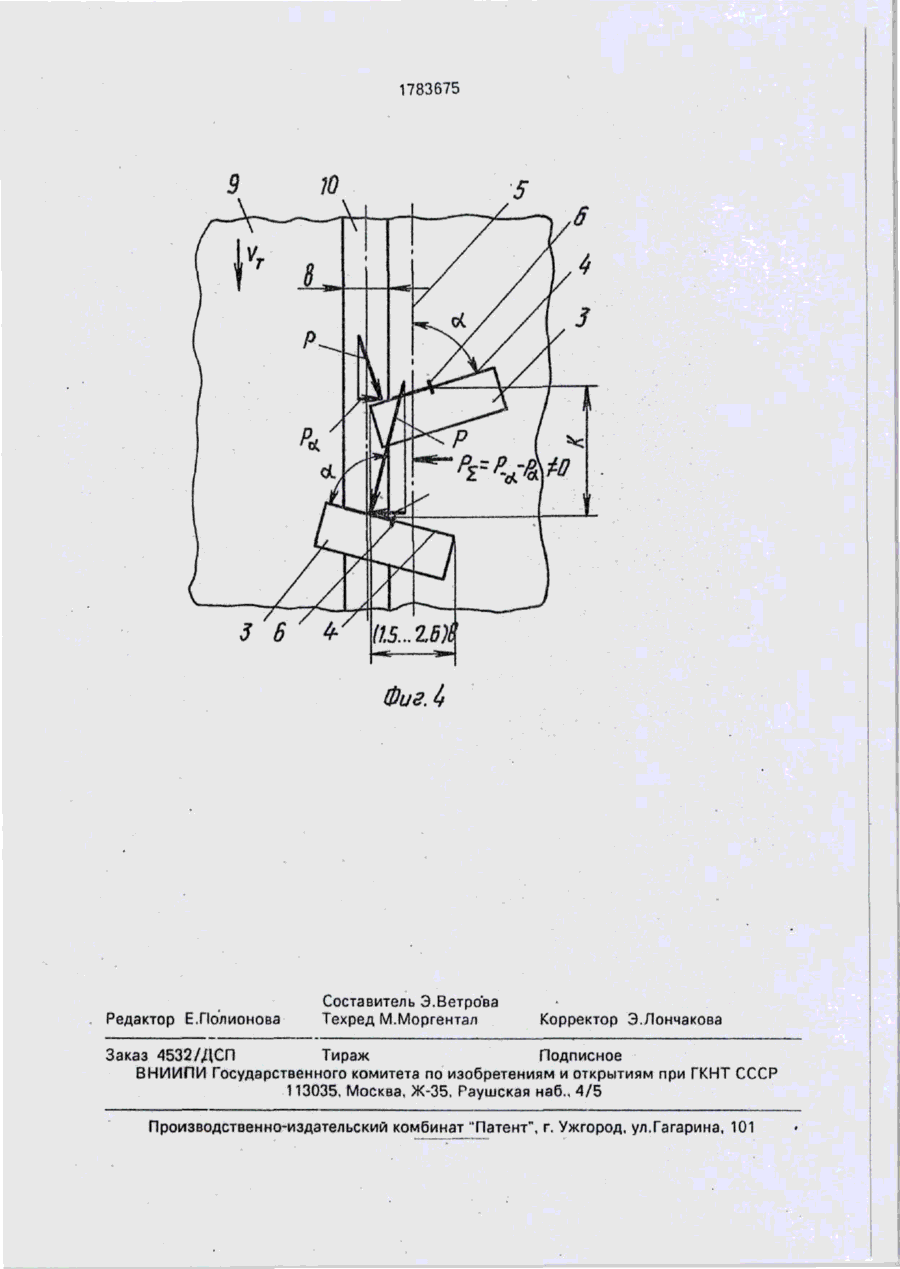
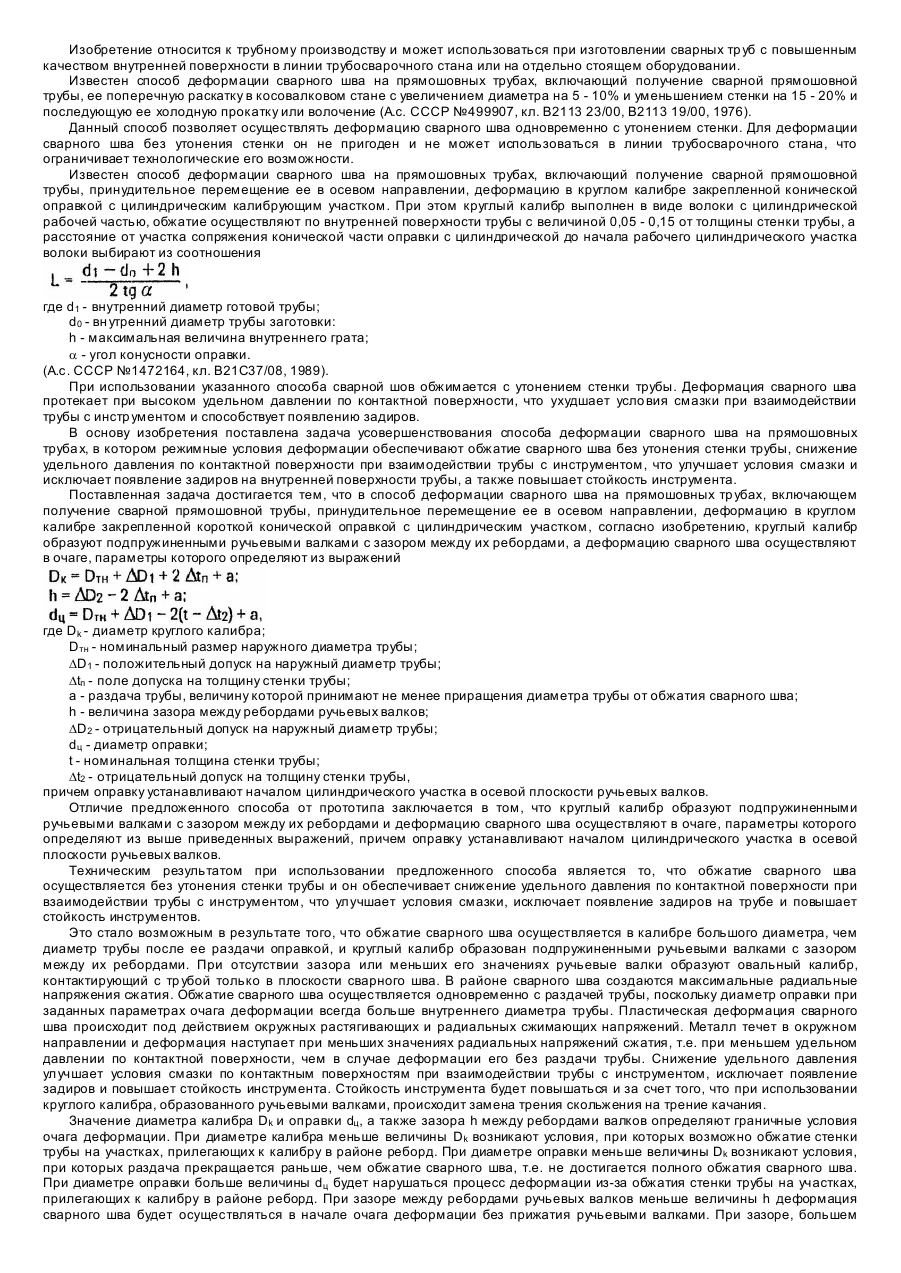
Способ деформации сварного шва на прямо-шовных трубах, включающий получение сварной прямошовной трубы, принудительное перемещение ее в осевом направлении, деформацию в круглом калибре закрепленной короткой конической оправкой с цилиндрическим участком, отличающийся тем, что круглый калибр образуют подпружиненными ручьевыми валками с зазором между их ребордами, а деформацию сварного шва осуществляют в очаге, параметры которого определяют...
Пристрій різцевого типу для зняття кільцевого грату
Номер патенту: 18822
Опубліковано: 25.12.1997
Автори: Галян Борис Панасович, Головачов Віктор Миколайович, Толдін Анатолій Андрійович, Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: типу, пристрій, різцевого, грату, зняття, кільцевого
Формула / Реферат:
Устройство резцового типа для снятия кольцевого грата, содержащее корпус, каретки с резцами и привод перемещения, отличающееся тем, что устройство снабжено суппортом, выполненным в виде цилиндра со сквозными пазами, установленными соосно корпусу с возможностью поворота относительно продольной оси последнего, пружинно-натяжными механизмами, трехплечными рычагами, шарнирно закрепленными на суппорте с возможностью покачивания в плоскости,...
Пристрій для зняття грату при контактно-стиковому зварюванні деталей
Номер патенту: 1611
Опубліковано: 25.10.1994
Автори: Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Беляєв Данило Іванович, Дідковський Олександр Володимирович, Кучук-Яценко Сергій Іванович, Горонков Микола Дмитрович, Думчев Євген Олександрович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: зняття, деталей, пристрій, контактно-стиковому, грату, зварюванні
Формула / Реферат:
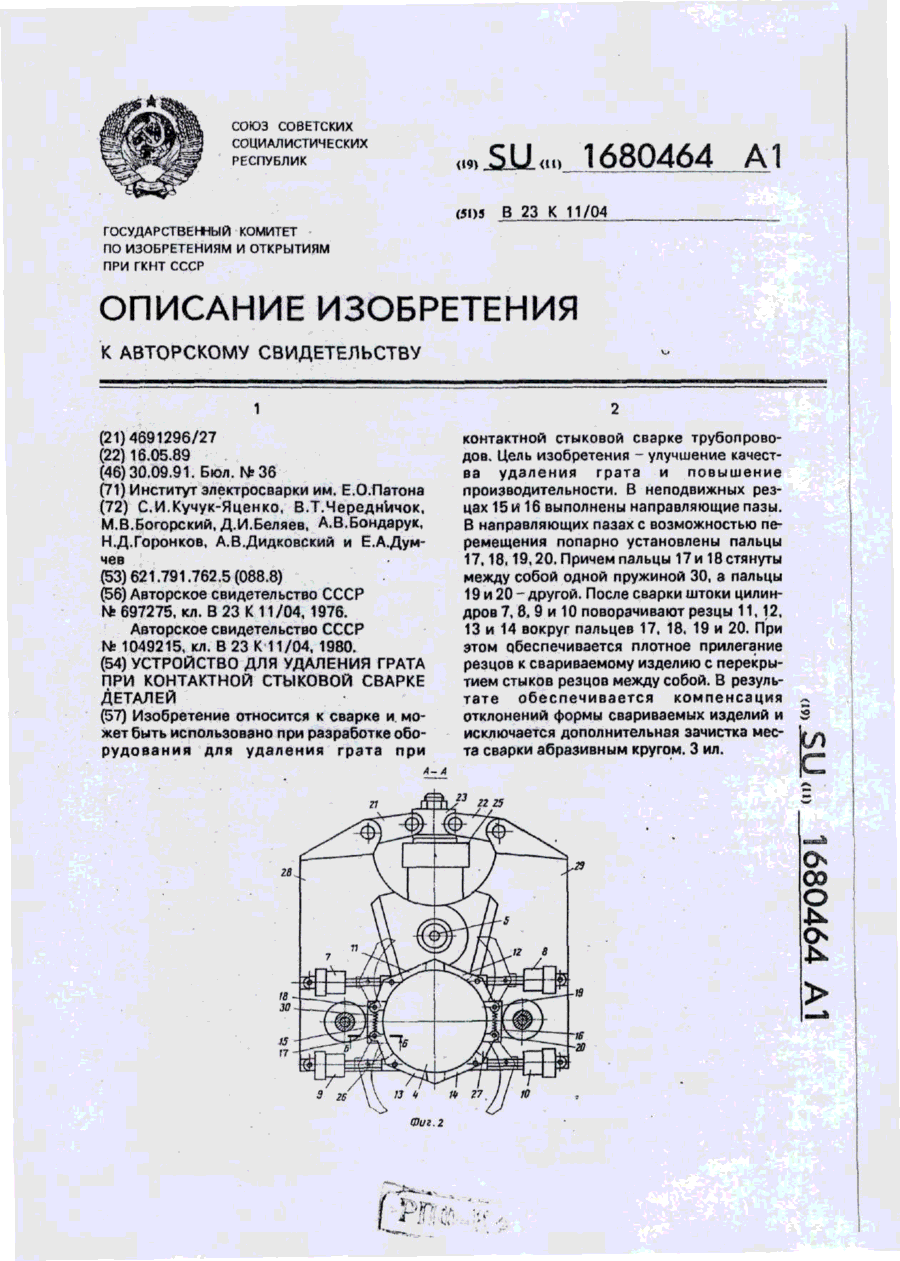
Устройство для удаления грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный корпус, выполненный в виде клещевого зажима, четыре цилиндра, установленные попарно на каждой из частей корпуса, шарнирно закрепленные на штоках цилиндров подвижные резцы и цилиндр зажатия, отличающееся тем, что, с целью улучшения качества удаления грата и повышения производительности, оно снабжено жестко закрепленными на...
Пристрій для віддалення грату
Номер патенту: 1058
Опубліковано: 30.12.1993
Автори: Уніговський Михайло Рахмілєвич, Арєндт Гєоргій Альбєртовіч, Хейніс Олександр Борисович, Чірсков Владімір Грігор'євіч, Рулевський Євген Васильович, Іванов Василь Тимофійович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Немировський Ісак Якович, Коновалов Юліан Костянтинович
МПК: B23C 3/12
Мітки: грату, віддалення, пристрій
Формула / Реферат:
Формула изобретенияУстройство для удаления грата, включающее обойму и рамы, несущие катки, фрезерную головку с механизмом радиального перемещения фрез, ведущую зубчатую шестерню и копирные ролики, отличающееся тем, что, с целью повышения его надежности в работе, обойма снабжена на направляющими для взаимодействия с катками и зубчатым венцом для связи с ведущей шестерней, а механизм радиального перемещения фрез снабжен неподвижно...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Спірідонов Віталій Дмитрович, Омелін Олександр Дмитрович, Горяний Сергій Андрійович, Лебідь Генадій Олександрович, Хоменко Анатолій Федорович, Іванов Євген Іванович, Соболевський Едуард Йосипович, Гончар Володимир Олександрович, Стома Генріх Францович, Коломенський Володимир Костянтинович, Новіков Леонід Миколайович, Ковіка Микола Данилович, Заплаткин Юрій Ананьйович
МПК: B21C 37/08
Мітки: спосіб, діаметра, труб, зварних, великого, виробництва, прямошовних
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Попередній патент: Возик обпалювальної машини
Наступний патент: Пристрій для вимірювання кута наклону вантажного канату
Випадковий патент: Горілка