Спосіб виготовлення відбиваючого щита рефлектора дзеркальної антени
Номер патенту: 30129
Опубліковано: 15.11.2000
Автори: Новосад Мирослав Васильович, Рудник Андрій Григорович, Навроцький Анатолій Миколайович, Куцевич Арсен Васильович, Дейнекін Володимир Павлович


Формула / Реферат
1. Спосіб виготовлення відбиваючого щита рефлектора дзеркальної антени, який включає формування відбиваючого листа робочої поверхні щита на пуансоні шляхом обтяжки по ньому листового матеріалу, введення в контакт вершин пукльовок наступного листа з відбиваючим листом, послідуюче нерухоме з'єднання пукльовок з відбиваючим листом, який відрізняється тим, що перед формуванням відбиваючого листа робочої поверхні щита проводять наступні підготовчі операції: на плоскому листі формують пукльовки, розміщуючи їх за наперед заданою схемою, яка забезпечувала б оптимальні жорсткістні характеристики листа, попередньо виготовляють, наприклад, формовкою з профілю заданої форми перерізу, визначеної з умови забезпечення оптимального співвідношення жорсткістних і масових характеристик, контурний обід відбиваючого щита, забезпечуючи при цьому максимальне прилягання сторони, зверненої в готовому щиті в сторону відбиваючого листа, до поверхні, еквідістантної відбиваючій і віддаленій від неї на товщину відбиваючого листа, попередньо виготовляють ребра підвищеної поперечної жорсткості, які в подальшому будуть розміщені по бокових поверхнях щита, призначених для з'єднання з іншими щитами, причому обробку звернених до відбиваючої поверхні щита сторін ребер до отримання на них профілю, еквідістантного відбиваючій поверхні і віддаленого від неї на товщину відбиваючого листа, проводять сумісно в пакетах, сформованих із скріплюваних в подальшому ребер сусідніх щитів, а в бокових сторонах скріплених пар ребер попередньо виконують базуючі отвори, по яких пакет суміщають з технологічними базами для здійснення обробки звернених до відбиваючої поверхні щита сторін ребер, встановлюють, забезпечуючи їх взаємний контакт, контурний обід на аналог пуансона, по якому буде формуватись відбиваюча поверхня панелі щита, або на сам пуансон, закріплюють над контурним ободом лист з пукльовками і піддають його деформуванню, наприклад, обтяжкою, таким чином, щоб найбільш віддалені від вихідної поверхні цього листа точки кожної пукльовки розмістились на поверхні, близькій за формою до форми відбиваючої поверхні щита, по бокових поверхнях обода, які будуть стикуватись в зібраній антені з іншими щитами, встановлюють попередньо виготовлені ребра, орієнтують їх відносно пуансона в боковому напрямі по рухомих упорах, положення яких строго визначене відносно пуансона, але допускає кінематично зв'язані зміщення на задану величину, а в поздовжньому і поперечному напрямках - по виконаних в ребрах базуючих отворах та закріплюють ребра в цьому положенні відносно рухомих упорів, скріплюють в цьому положенні обід з ребрами і листом з пукльовками та відводять цей елемент панелі щита від поверхні пуансона, не порушуючи кінематичного зв'язку з пуансоном, якщо формування листа з пукльовками проходило на робочому пуансоні, або знімають зібрану панель щита з аналога пуансона, після виконання вказаних підготовчих операцій і формування на робочому пуансоні відбиваючого листа робочої поверхні панелі щита, зменшують зусилля обтяжки відбиваючого листа до величини, яка була б достатньою для недопущення відриву відбиваючого листа від пуансона, до закріпленого на пуансоні сформованого відбиваючого листа притискають через закріплені на рухомих упорах ребра зібрану панель щита до моменту забезпечення взаємного контакту всіх пукльовок та обода з відбиваючим листом та з'єднують з ним в цьому положенні, наприклад, одностороннім точковим зварюванням, кожну пукльовку і в цьому положенні проводять додаткове скріплення ребер з контурним ободом і листом з пукльовками за допомогою попередньо виготовлених кронштейнів і тяг до створення жорсткої просторової конструкції, здійснюють операцію обрізки по контуру відбиваючого листа зі сторони поверхонь щита, звернених до сусідніх щитів в рефлекторі, знімають щит з пуансона та проводять обрізку контуру відбиваючого листа з інших сторін.
2. Спосіб за п.1, який відрізняється тим, що при формуванні пукльовок їх розміщують поперечними рядами по відношенню до осі симетрії щита, витримуючи постійним крок t між пукльовками одного ряду та розміщуючи їх симетрично осі щита таким чином, щоб віддаль між рядами була рівна 0,866t, а сусідні ряди в поперечному напрямку були зсунутими на величину t/2.
3. Спосіб за пп.1 і 2, який відрізняється тим, що перед накладанням листа з пукльовками на відбиваючому листі в зонах наступного прилягання пукльовок проводять зачистку поверхні та встановлюють кільця, заповнені спеціальним клеєм, і відповідну зачистку поверхні листа проводять на вершинах пукльовок в місцях наступного зварювання.
4. Спосіб за пп.13, який відрізняється тим, що формування панелі щита, до складу якої входить лист з пукльовками, здійснюють на аналозі пуансона, форма робочої поверхні якого близька до форми відбиваючої поверхні, але має деяке наперед задане для кожної точки пуансона перевищення кривизни поверхні, причому величини цих перевищень розраховують виходячи з того, щоб при виконанні зазначеної в п.1 операції деформування листа з пукльовками просторове положення кожної пукльовки було б таким, щоб після виконання операції жорсткого з'єднання на пуансоні пукльовок з відбиваючим листом приведені до площадок з'єднання вершин пукльовок деформаційні зусилля листа з пукльовками компенсували пружні деформації відбиваючого листа таким чином, щоб після зняття щита з пуансона відбиваюча поверхня щита відповідала заданій формі, а у випадку використання для деформування листа з пукльовками робочого пуансона між ним і листом з пукльовками розташовують підкладку змінної товщини, яка б забезпечила б такі ж умови деформування, як і описана форма аналога пуансона, а зварювання пукльовок з відбиваючим листом починають з пукльовки, найближче розташованої до вершини пуансона.
Текст
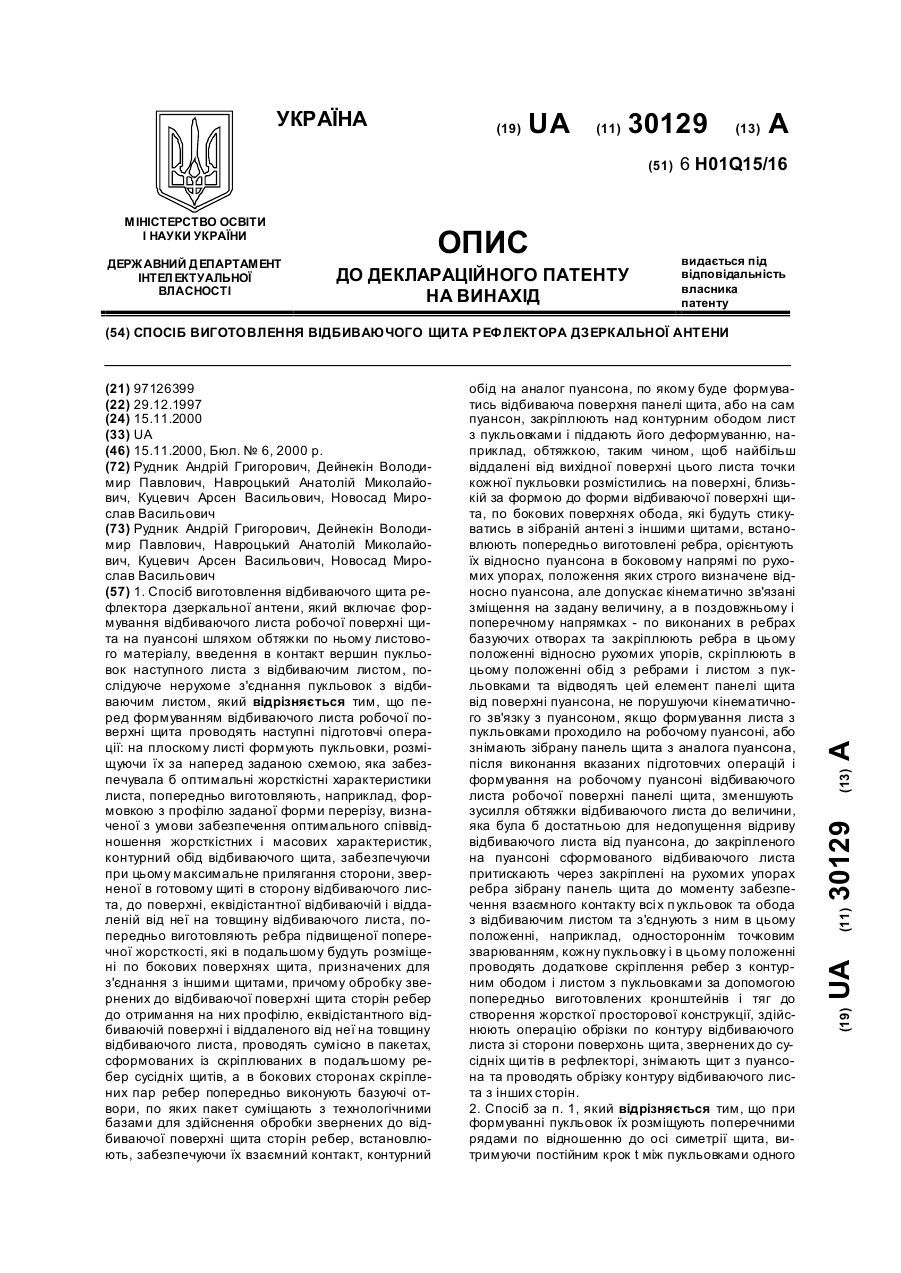
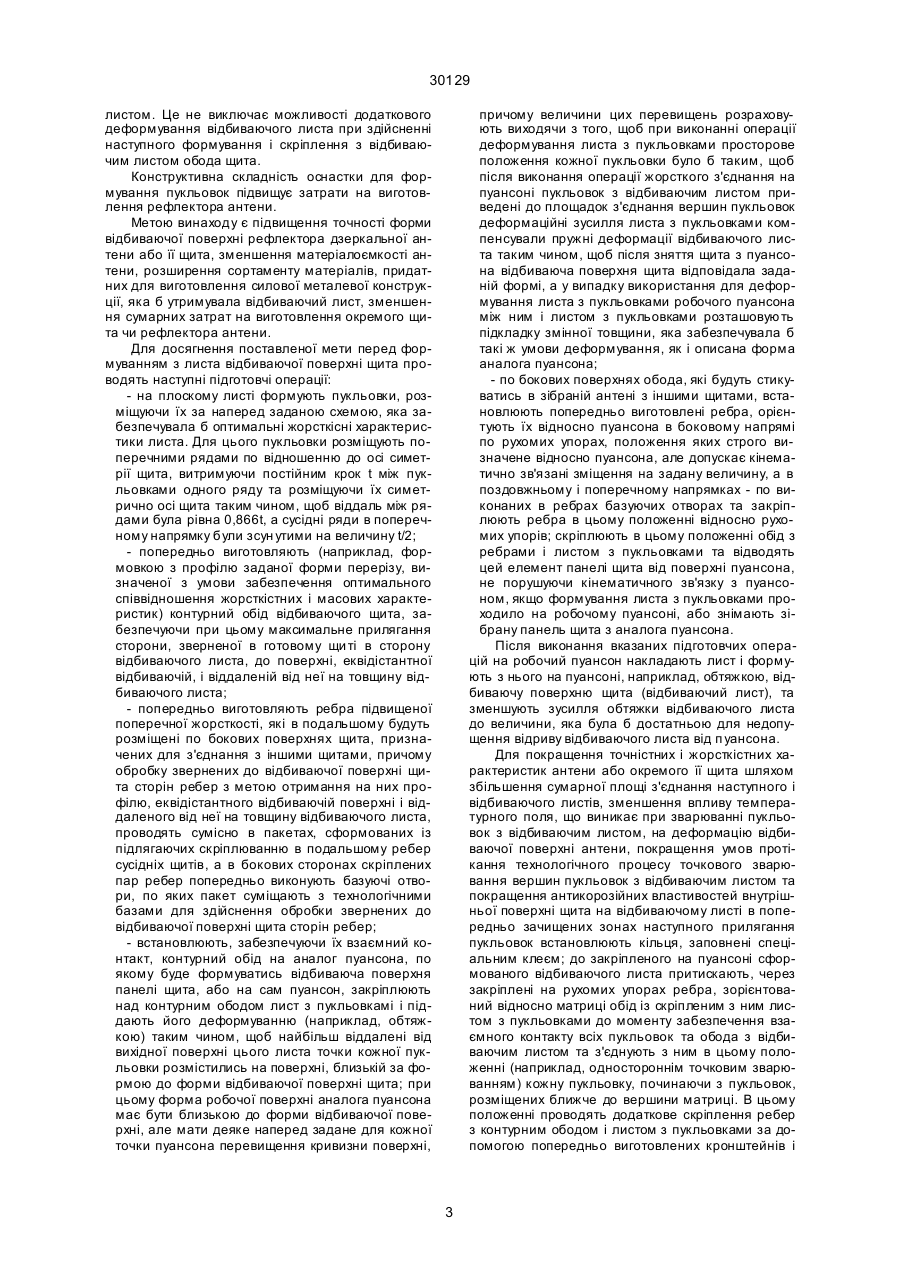
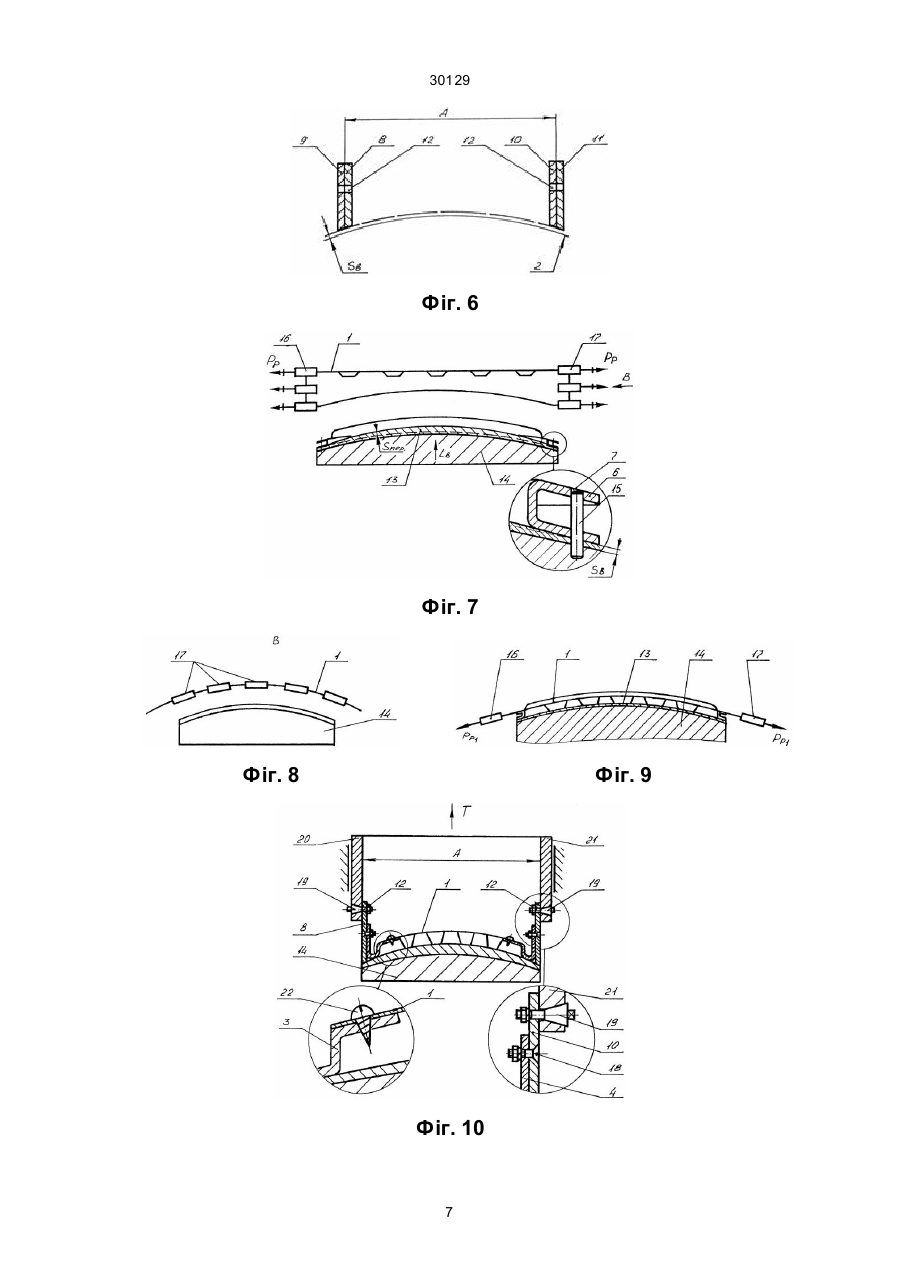
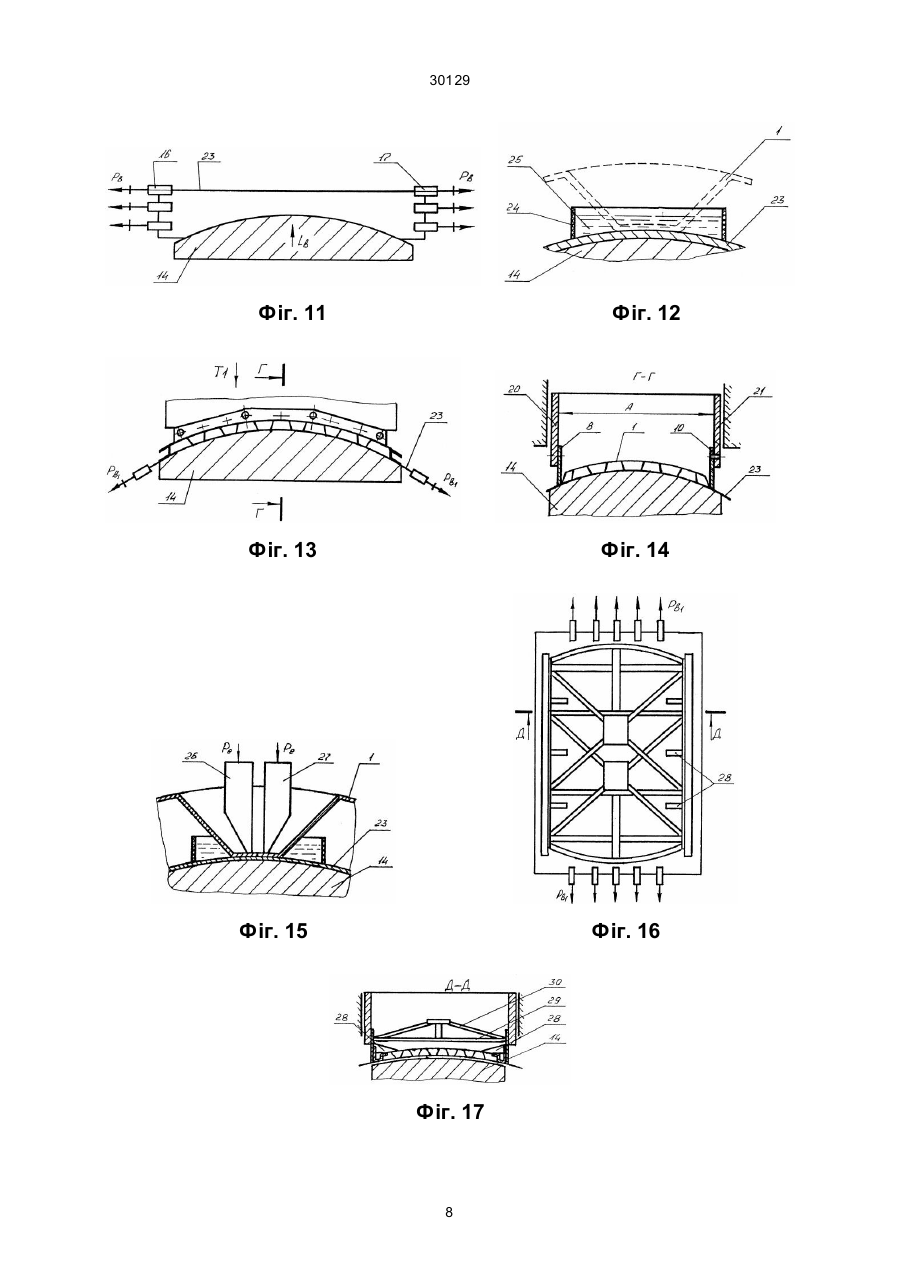
1. Спосіб виготовлення відбиваючого щита рефлектора дзеркальної антени, який включає формування відбиваючого листа робочої поверхні щита на пуансоні шляхом обтяжки по ньому листового матеріалу, введення в контакт вершин пукльовок наступного листа з відбиваючим листом, послідуюче нерухоме з'єднання пукльовок з відбиваючим листом, який відрізняється тим, що перед формуванням відбиваючого листа робочої поверхні щита проводять наступні підготовчі операції: на плоскому листі формують пукльовки, розміщуючи їх за наперед заданою схемою, яка забезпечувала б оптимальні жорсткістні характеристики листа, попередньо виготовляють, наприклад, формовкою з профілю заданої форми перерізу, визначеної з умови забезпечення оптимального співвідношення жорсткістних і масових характеристик, контурний обід відбиваючого щита, забезпечуючи при цьому максимальне прилягання сторони, зверненої в готовому щиті в сторону відбиваючого листа, до поверхні, еквідістантної відбиваючій і віддаленій від неї на товщину відбиваючого листа, попередньо виготовляють ребра підвищеної поперечної жорсткості, які в подальшому будуть розміщені по бокових поверхнях щита, призначених для з'єднання з іншими щитами, причому обробку звернених до відбиваючої поверхні щита сторін ребер до отримання на них профілю, еквідістантного відбиваючій поверхні і віддаленого від неї на товщину відбиваючого листа, проводять сумісно в пакетах, сформованих із скріплюваних в подальшому ребер сусідніх щитів, а в бокових сторонах скріплених пар ребер попередньо виконують базуючі отвори, по яких пакет суміщають з технологічними базами для здійснення обробки звернених до відбиваючої поверхні щита сторін ребер, встановлюють, забезпечуючи їх взаємний контакт, контурний A (54) СПОСІБ ВИГОТОВЛЕННЯ ВІДБИВАЮЧОГО ЩИТА РЕФЛЕКТОРА ДЗЕРКАЛЬНОЇ АНТЕНИ 30129 ряду та розміщуючи їх симетрично осі щита таким чином, щоб віддаль між рядами була рівна 0,866t, а сусідні ряди в поперечному напрямку були зсунутими на величину t/2. 3. Спосіб за пп. 1 і 2, який відрізняється тим, що перед накладанням листа з пукльовками на відбиваючому листі в зонах наступного прилягання пукльовок проводять зачистку поверхні та встановлюють кільця, заповнені спеціальним клеєм, і відповідну зачистку поверхні листа проводять на вершинах пукльовок в місцях наступного зварювання. 4. Спосіб за пп. 1-3, який відрізняється тим, що формування панелі щита, до складу якої входить лист з пукльовками, здійснюють на аналозі пуансона, форма робочої поверхні якого близька до форми відбиваючої поверхні, але має деяке наперед задане для кожної точки пуансона перевищення кривизни поверхні, причому величини цих перевищень розраховують виходячи з того, щоб при виконанні зазначеної в п. 1 операції деформування листа з пукльовками просторове положення кожної пукльовки було б таким, щоб після виконання операції жорсткого з'єднання на пуансоні пукльовок з відбиваючим листом приведені до площадок з'єднання вершин пукльовок деформаційні зусилля листа з пукльовками компенсували пружні деформації відбиваючого листа таким чином, щоб після зняття щита з пуансона відбиваюча поверхня щита відповідала заданій формі, а у випадку використання для деформування листа з пукльовками робочого пуансона між ним і листом з пукльовками розташовують підкладку змінної товщини, яка б забезпечила б такі ж умови деформування, як і описана форма аналога пуансона, а зварювання пукльовок з відбиваючим листом починають з пукльовки, найближче розташованої до вершини пуансона. Винахід відноситься до технологій виготовлення оболонок і може бути використаний для виготовлення осесиметричних і неосесиметричних рефлекторів або окремих елементів дзеркальних антен. Відомі формозмінюючі операції листового штампування: витяжка, ротаційна витяжка, рельєфне формування, обтяжка, в тому числі витяжка резиною, рідиною, гідромеханічна витяжка, витяжка вибухом, штампування електричним розрядом, електромагнітне штампування [1], гідропневмовитяжка, які дозволяють отримати заготовку з листового матеріалу шляхом притискання його до матриці або пуансона передаючим середовищем. Оболонка з певними похибками відтворює профіль формоутворюючого елементу. Для утворення високоточних відбиваючих щитів дзеркала антени отримані листові оболонки з'єднують із жорсткими каркасами. Відомі також операції формоутворення відбиваючої поверхні заданого профілю, наприклад, литтям або механічною обробкою різанням. Найбільш близьким прототипом є спосіб виготовлення щита рефлектора з фіксацією профілю металевого листа на суцільному пуансоні силовою металевою конструкцією з утворенням пукльовок на пуансоні [2, с. 168]. Він полягає в тому, що після обтяжки пуансона листом над ними встановлюють формовочну плиту з отворами. На плиту кладуть лист м'якого алюмінію, закривають зверху герметичною кришкою, в яку нагнітають рідину. Під тиском рідини матеріал тече і видавлюється через отвори плити до упору в лист, який обтягує пуансон. З'єднання пукльовок з листом, який виконує роль відбиваючої поверхні, здійснюють заклепуванням або точковим зварюванням. Недоліком цього способу є необхідність прийняття в якості матеріалу для листа з пукльовками саме м'якого алюмінію з обмеженнями по його товщині. Обмеження вибору марки матеріалу і його сортаменту обумовлюється тим, що використання плоскої плити з отворами приводить до суттєвого перевищення висоти пукльовок по краях щита в порівнянні з висотою пукльовок над найвищою точкою пуансона. Збільшення висоти пукльовок в свою чергу вимагає використання матеріалу з ви соким допустимим відносним видовженням, що обмежує вибір марок матеріалу, а також змушує використовува ти листовий матеріал збільшеної товщини, що приводить до збільшення матеріалоємкості щита. Цей недолік посилюється через необхідність надання високого тиску рідині, використовуваній для формування пукльовок, що викликає необхідність жорсткого защемлення країв листа для забезпечення герметичності камери з робочою рідиною. Це в свою чергу виключає можливість просковзування листа в защемленні і збільшує таким чином відносне видовження листа біля зони його защемлення при формуванні пукльовок по краях листа. Крім того, наявність різної висоти пукльовок, які формуються рідиною з однаковим тиском, приводить до того, що пукльовки, які розміщені ближче до вершини пуансона, скоріше входять з ним в контакт і передеформовуються більше, ніж пукльовки, розміщені по краях пуансона, тому і переміщення вершин пукльовок під впливом пружних деформацій після зняття навантаження будуть різними. Тобто після зняття листа з пукльовками з гідравлічного пристосування розміщення вершин пукльовок вже не буде строго відповідати профілю пуансона. При наступному з'єднанні вершин пукльовок з відбиваючим листом лист з пукльовками викличе відповідні деформації відбиваючого листа, що приведе до зменшення точності форми відбиваючої поверхні щита. Крім того, одночасне вільне формоутворення пукльовок різної висоти обмежує можливості їх розміщення через неоднорідність відносного видовження листового матеріалу в прилягаючих до кожної пукльовки зонах, а відсутність прижиму листа при їх формуванні не виключає можливості утворення складок, ребер і інших спотворень поверхні листа між пукльовками. Жорстке з'єднання вершин пукльовок з відбиваючим листом поза пуансоном, на якому відбиваючий лист формувався, приводять до того, що пружні деформації відбиваючого листа не компенсуються з'єднаними з ним пукльовками. Суттєвим недоліком також є те, що краї відбиваючого листа по контуру залишаються вільними і після жорсткого скріплення вершин пукльовок з відбиваючим 2 30129 листом. Це не виключає можливості додаткового деформування відбиваючого листа при здійсненні наступного формування і скріплення з відбиваючим листом обода щита. Конструктивна складність оснастки для формування пукльовок підвищує затрати на виготовлення рефлектора антени. Метою винаходу є підвищення точності форми відбиваючої поверхні рефлектора дзеркальної антени або її щита, зменшення матеріалоємкості антени, розширення сортаменту матеріалів, придатних для виготовлення силової металевої конструкції, яка б утримувала відбиваючий лист, зменшення сумарних затрат на виготовлення окремого щита чи рефлектора антени. Для досягнення поставленої мети перед формуванням з листа відбиваючої поверхні щита проводять наступні підготовчі операції: - на плоскому листі формують пукльовки, розміщуючи їх за наперед заданою схемою, яка забезпечувала б оптимальні жорсткісні характеристики листа. Для цього пукльовки розміщують поперечними рядами по відношенню до осі симетрії щита, витримуючи постійним крок t між пукльовками одного ряду та розміщуючи їх симетрично осі щита таким чином, щоб віддаль між рядами була рівна 0,866t, а сусідні ряди в поперечному напрямку були зсун утими на величину t/2; - попередньо виготовляють (наприклад, формовкою з профілю заданої форми перерізу, визначеної з умови забезпечення оптимального співвідношення жорсткістних і масових характеристик) контурний обід відбиваючого щита, забезпечуючи при цьому максимальне прилягання сторони, зверненої в готовому щи ті в сторону відбиваючого листа, до поверхні, еквідістантної відбиваючій, і віддаленій від неї на товщину відбиваючого листа; - попередньо виготовляють ребра підвищеної поперечної жорсткості, які в подальшому будуть розміщені по бокових поверхнях щита, призначених для з'єднання з іншими щитами, причому обробку звернених до відбиваючої поверхні щита сторін ребер з метою отримання на них профілю, еквідістантного відбиваючій поверхні і віддаленого від неї на товщину відбиваючого листа, проводять сумісно в пакетах, сформованих із підлягаючих скріплюванню в подальшому ребер сусідніх щитів, а в бокових сторонах скріплених пар ребер попередньо виконують базуючі отвори, по яких пакет суміщають з технологічними базами для здійснення обробки звернених до відбиваючої поверхні щита сторін ребер; - встановлюють, забезпечуючи їх взаємний контакт, контурний обід на аналог пуансона, по якому буде формуватись відбиваюча поверхня панелі щита, або на сам пуансон, закріплюють над контурним ободом лист з пукльовкамі і піддають його деформуванню (наприклад, обтяжкою) таким чином, щоб найбільш віддалені від вихідної поверхні цього листа точки кожної пукльовки розмістились на поверхні, близькій за формою до форми відбиваючої поверхні щита; при цьому форма робочої поверхні аналога пуансона має бути близькою до форми відбиваючої поверхні, але мати деяке наперед задане для кожної точки пуансона перевищення кривизни поверхні, причому величини цих перевищень розраховують виходячи з того, щоб при виконанні операції деформування листа з пукльовками просторове положення кожної пукльовки було б таким, щоб після виконання операції жорсткого з'єднання на пуансоні пукльовок з відбиваючим листом приведені до площадок з'єднання вершин пукльовок деформаційні зусилля листа з пукльовками компенсували пружні деформації відбиваючого листа таким чином, щоб після зняття щита з пуансона відбиваюча поверхня щита відповідала заданій формі, а у випадку використання для деформування листа з пукльовками робочого пуансона між ним і листом з пукльовками розташовують підкладку змінної товщини, яка забезпечувала б такі ж умови деформування, як і описана форма аналога пуансона; - по бокових поверхнях обода, які будуть стикуватись в зібраній антені з іншими щитами, встановлюють попередньо виготовлені ребра, орієнтують їх відносно пуансона в боковому напрямі по рухомих упорах, положення яких строго визначене відносно пуансона, але допускає кінематично зв'язані зміщення на задану величину, а в поздовжньому і поперечному напрямках - по виконаних в ребрах базуючих отворах та закріплюють ребра в цьому положенні відносно рухомих упорів; скріплюють в цьому положенні обід з ребрами і листом з пукльовками та відводять цей елемент панелі щита від поверхні пуансона, не порушуючи кінематичного зв'язку з пуансоном, якщо формування листа з пукльовками проходило на робочому пуансоні, або знімають зібрану панель щита з аналога пуансона. Після виконання вказаних підготовчих операцій на робочий пуансон накладають лист і формують з нього на пуансоні, наприклад, обтяжкою, відбиваючу поверхню щита (відбиваючий лист), та зменшують зусилля обтяжки відбиваючого листа до величини, яка була б достатньою для недопущення відриву відбиваючого листа від п уансона. Для покращення точністних і жорсткістних характеристик антени або окремого її щита шляхом збільшення сумарної площі з'єднання наступного і відбиваючого листів, зменшення впливу температурного поля, що виникає при зварюванні пукльовок з відбиваючим листом, на деформацію відбиваючої поверхні антени, покращення умов протікання технологічного процесу точкового зварювання вершин пукльовок з відбиваючим листом та покращення антикорозійних властивостей внутрішньої поверхні щита на відбиваючому листі в попередньо зачищених зонах наступного прилягання пукльовок встановлюють кільця, заповнені спеціальним клеєм; до закріпленого на пуансоні сформованого відбиваючого листа притискають, через закріплені на рухомих упорах ребра, зорієнтований відносно матриці обід із скріпленим з ним листом з пукльовками до моменту забезпечення взаємного контакту всіх пукльовок та обода з відбиваючим листом та з'єднують з ним в цьому положенні (наприклад, одностороннім точковим зварюванням) кожну пукльовку, починаючи з пукльовок, розміщених ближче до вершини матриці. В цьому положенні проводять додаткове скріплення ребер з контурним ободом і листом з пукльовками за допомогою попередньо виготовлених кронштейнів і 3 30129 тяг до створення жорсткої просторової конструкції; здійснюють операцію обрізки по контуру відбиваючого листа зі сторони поверхонь щита, звернених до сусідніх щитів в антені; знімають щит з пуансона та проводять обрізку контуру відбиваючого листа з інших сторін. На фіг. 1 зображено схему розміщення пукльовок на плоскому листі; на фіг. 2 - один з варіантів форми пукльовок; на фіг. 3 - контурний обід щита (вигляд зверху) з перерізами по Б-Б (фіг. 4) і ВВ (фіг. 5); на фіг. 6 показано схему базування ребер при обробці їх функціональних поверхонь; на фіг. 7 - схема деформування листа з пукльовками (початкова стадія); фіг. 8 - вигляд В на фіг. 7; фіг. 9 - схема деформування листа з пукльовками (кінцева стадія); на фіг. 10 - схема приєднання до листа з пукльовками контурного ободу і ребер жорсткості; на фіг. 11 - схема встановлення над пуансоном відбиваючого листа; на фіг. 12 - схема встановлення на відбиваючому листі клеєвих шайб; на фіг. 13 - схема формування відбиваючого листа; на фіг. 14 - розріз Г-Г на фіг. 13; на фіг. 15 - схема зварювання пукльовок з відбиваючим листом; на фіг. 16 - схема формування жорсткого силового каркасу, на фіг. 17 - розріз Д-Д на фіг. 16. Спосіб реалізують слідуючим чином. Перед формуванням з листа відбиваючої поверхні щита проводять ряд підготовчих операцій. На плоскому листі 1, призначеному для формування задньої поверхні панелі щита, виконують послідовне або одночасне формування пукльовок (фіг. 1), один з варіантів форми яких показано на фіг. 2. Глибина пукльовки hn визначає необхідну товщин у панелі щита. При цьому, з метою забезпечення максимальної щільності заповнення поверхні листа пукльовками і надання листу з пукльовками оптимальних жорсткістних характеристик пукльовки розміщують так, щоб кожна пукльовка з двома найближче розташованими іншими утворювали рівносторонні трикутники. Для симетричного щита така ситуація буде створена тоді, коли пукльовки розмістити поперечними рядами по відношенню до осі О-О симетрії щита (фіг. 1), витримуючи постійний крок t між пукльовками одного ряду та розміщуючи їх симетрично осі щита таким чином, щоб віддаль між рядами була рівна 0,866t, а сусідні ряди в поперечному напрямку були зсунутими на величину t/2. Формування пукльовок на плоскому листі паралельними рядами суттєво спрощує конструкцію технологічної оснастки і дозволяє виготовляти її універсальною (наприклад, з регульованим кроком t). Іншою підготовчою операцією є виготовлення контурного ободу відбиваючої панелі щита, який в подальшому буде розміщуватись між листом з пукльовками і відбиваючим листом, тому віддаль між поверхнями контакту вказаних листів і контурного ободу найдоцільніше прийняти рівною hn (фіг. 3), що підвищує те хнологічність подальшої формовки листа з пукльовками, а взаємне розміщення і просторову орієнтацію цих поверхонь виконують виходячи з умови забезпечення максимального прилягання до пуансона зі сторони відбиваючої поверхні 2 (фіг. 4) через підкладений в подальшому відбиваючими лист товщиною Sв. Елементи контурного ободу доцільно виконувати з технологічних прокатних профілів, напри клад, як з показаних на фіг. 4 і фіг. 5. Причому фрагменти 3 і 4 контурного ободу (фіг. 3, фіг. 4) розміщені зі сторін спряжуваних щитів антени, а фрагменти 5, 6 з крайніх її сторін (фіг. 3, фіг. 5). В фрагментах 5, 6 попередньо виконують отвори 7 (фіг. 3), які в подальшому можуть бути використані для орієнтування ободу відносно пуансона і фіксації обода від бокового зміщення. Поряд з цим виготовляють ребра підвищеної поперечної жорсткості, які в подальшому будуть розміщені по бокових поверхнях щита, призначених для з'єднання з іншими щитами. Для показаного на фіг. 3 контурного ободу це бокові поверхні фрагментів 3 і 4. Обробку таких ребер проводять сумісно в пакетах, сформованих із скріплюваних в подальшому ребер сусідніх щи тів (фіг. 6). Так, наприклад, ребро 8, яке в подальшому буде стикуватись з боковою поверхнею фрагменту 3 контурного ободу, обробляється сумісно з ребром 9 сусіднього щита. Для фрагменту 4 контурного ободу відповідно формується пара ребер 10, 11. Попередньо в цих попарно скріплених ребрах виконують не менше двох базуючи х отворів 12, взаємне розміщення яких в площині роз'єму кожної пари ребер строго визначене відносно відбиваючої поверхні антени. Отвори 12 використовують для базування в пристосуванні при обробці сторін ребер,звернених до відбиваючої поверхні щита, забезпечуючи при цьому віддаль до неї, рівну Sв (фіг. 6). Після проведення вказаних підготовчих операцій контурний обід встановлюють через прокладку 13 змінної товщини на пуансон 14, забезпечуючи їх взаємну орієнтацію по пальцях 15 (фіг. 7). Якщо робоча поверхня пуансона 14 є дзеркальним відображенням відбиваючої поверхні щита, то товщина прокладки 13 має змінюватись від Sв по краях контуру відбиваючого щита до збільшеної на змінну розрахункову величину Sпер (фіг. 7) товщини, яка збільшується при наближенні до вершини пуансона. Над ободом в затискачах 16, 17 (фіг. 7) закріплюють лист з пукльовками 1 і прикладають до листа розтягуюче зусилля Рр та надають робочого ходу пуансону в напрямку Lв, до моменту вступу в контакт вершин всіх пукльовок листа 1 з поверхнею пуансона 14 через прокладку 13 (фіг. 9). При цьому затискачі 16, 17 можуть встановлюватись по шаблонах у задане вихідне положення, яке забезпечувало б обтяжку листа по робочій поверхні пуансона 14 (фіг. 8). Після цього до бокових поверхонь фрагментів обода 3, 4 приєднують, наприклад, гвинтами 18 відповідні ребра 8, 10, скріплені попередньо (наприклад, центруючими пальцями 19) з рухомими боковими упорами 20, 21 (фіг. 10), положення яких строго визначене відносно пуансона. Кожне ребро однозначно зорієнтоване в просторі як по "прив'язаних" до відбиваючої поверхні щита обмежуючих площинах, відстань між якими становить наперед задану величину А (фіг. 6, фіг.10), так і по базуючих отворах 12 (фіг. 10). В цьому положенні лист 1 з пукльовками з'єднують з контурним ободом, наприклад, саморіжучими гвинтами 22, та відводять зібраний елемент панелі щита від пуансона разом з рухомими упорами 20, 21, наприклад, в напрямі Т (фіг. 10). Після цього над пуансоном 14 в затискачах обжимної машини закріплюють відбиваючий лист 23 4 30129 (фіг. 11) і під дією обжимного переміщення пуансона 14 в напрямку Lв формують відбиваючу поверхню щита (фіг. 11). Потім на обтягнутий по пуансону 14 відбиваючий лист 23 в зонах майбутнього прилягання пукльовок листа 1 встановлюють попередньо виготовлені шайби 24, наповнені клеєм 25 (фіг. 12) та шляхом зворотнього руху упорів 20, 21 в напрямі Т1 (фіг. 13) разом з ребрами 8, 10 та контурним ободом притискають лист з пукльовками 1 до задньої поверхні відбиваючого листа 23 (фіг. 13, 14). Зусилля розтягу відбиваючого листа після цього послаблюють до мінімального значення Рв1, (фіг. 13), яке забезпечило б нерозкриття контакту відбиваючого листа з пуансоном. В цьому положенні, наприклад, одностороннім точковим зварюванням (фіг. 15) скріплюють кожну пукльовку з відбиваючим листом, забезпечуючи задане зусилля Ре піджиму електрода 26, 27, період їх силової дії на зону зварювання та строго визначену відносно нього тривалість робочого імпульсу зварювального струму заданої інтенсивності. Причому приєднання починають з пукльовок, розміщених ближче до вершини матриці, що дає можливість вивести за межі контуру відбиваючого листа поперечні і поздовжні видовження листа з пукловками, які виникають за рахунок пружних деформацій. Після цього лист з пукльовками, контурний обід та ребра додатково скріплюють кронштейнами 28, а за допомогою тяг нижнього 29 та верхнього 30 ярусу формують статично визначений жорсткий силовий каркас, здатний утримати взаємне просторове положення ребер і після зняття щита з пуансона. Скріплений щит звільняють від зажимів і бокових упорів та знімають з пуансона, після чого проводять необхідні операції по обрізці контуру відбиваючого листа та доводочні операції. Підвищення точності форми відбиваючої поверхні щита або дзеркальної антени у порівнянні з аналогом досягається за рахунок декількох факторів: лист з пукльовками передеформовують на величину, визначену, наприклад, розрахунковоекспериментальним шляхом, що дозволяє практично повністю компенсувати вплив залишкових пружних деформацій відбиваючого листа; виконання операції скріплення вершин пукльовок з відбиваючим листом, наприклад, одностороннім точковим зварюванням, в стані мінімального напруження відбиваючого листа, який в той же час залишається беззазорно обтягнутим по пуансону, дозволяє (в порівнянні із застосовуваним в аналозі склепуванням або зварюванням поза межами обтяжного пуансона) здійснити її без зміни форми відбиваючої поверхні в зоні з'єднання пукльовок з відбиваючим листом; використання клеєвих об'ємних елементів, які тверднуть ще на обтяжному пуансоні під дією температурних полів від зварювання, дозволяє зафіксувати в зоні пукльовки відбиваючий лист у строгій відповідності до форми обтяжного пуансона в цій зоні. Матеріалоємкість антени зменшується за рахунок того, що для формування пукльовок невисоких, однак рівних між собою, можна використовувати тонкостінні листи з порівняно меншою масою, як в аналога. Ця ж вимога до розмірів пукльовок дає можливість в якості матеріалу для відбиваючого і верхнього листів приймати крім алюмінієвих, наприклад, стальні листи, тобто значно розширити сортамент використовуваних матеріалів, які можуть бути і значно дешевшими від алюмінієвих. Крім того, зменшенню сумарних затрат на виготовлення окремого щита антени буде сприяти суттєве зменшення конструктивної складності оснастки для формування пукльовок у порівнянні з аналогом. Доказом того, що максимальна щільність заповнення листа пукльовками досягається саме при вказаному взаємному розташуванні осей сусідніх пукльовок може служити співвідношення площ, що не перекриваються пукльовками в межах фігури, утвореної лініями, що з'єднують осі найближчих пукльовок, кола більших діаметрів яких контактують між собою, тобто коли віддаль між осями найближчих пукльовок рівна більшому діаметру пукльовки. Коли максимально зблизити три пукльовки і лінії між осями пукльовок утворять рівносторонній трикутник, незаповнена пукльовками поверхня листа в межах цього трикутника буде складати лише 9,2%. Коли ж максимально зблизити чотири пукльовки і лінії між осями пукльовок утворять квадрат, то незаповнена пукльовками поверхня в межах цієї фігури буде становити вже 21,5% від загальної площі цього квадрата. Для п'яти пукльовок цей показник виросте до 68,5%. Апробація способу проводилась при виготовленні офсетної антени типорозміру 2800´2600 мм з максимальною глибиною профілю 250 мм. Матеріал відбиваючого листа і листа з пукльовками алюміній листовий марки АМЦМ товщиною 1,0 мм. Висота пукльовок 15 мм, співвідношення більшого і меншого діаметрів пукльовок 65:35. Максимальний струм при зварюванні пукльовок Imax=50 кА, тривалість робочого імпульсу 20 мс, зусилля підтиску електродів 7 кН. Вимірювання геометричних параметрів дзеркала антени показали, що середнє квадратичне відхилення поверхні від номінальної не перевищує 0,04 мм. Джерела інформації 1. Шухов Ю.В., Еленев С.А. Холодная штамповка. - М.: Высшая школа, 1977. – 208 с. 2. Поляк B.C., Бервалдс Э.Я. Прецизионные конструкции зеркальных радиотелескопов: Опыт создания, проблемы анализа и синтеза. - Рига: Зинатне, 1990. – 256 с. 5 30129 Фіг. 1 Фіг. 3 Фіг. 2 Фіг. 4 Фіг. 5 6 30129 Фіг. 6 Фіг. 7 Фіг. 8 Фіг. 9 Фіг. 10 7 30129 Фіг. 11 Фіг. 12 Фіг. 13 Фіг. 14 Фіг. 15 Фіг. 16 Фіг. 17 8 30129 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of reflecting board for reflector antenna
Автори англійськоюRudnyk Andrii Hryhorovych, Deineikin Volodymyr Pavlovych, Navrotskyi Anatolii Mykolaiovych, Kutsevych Arsen Vasyliovych, Novosad Myroslav Vasyliovych
Назва патенту російськоюСпособ изготовления отражающего щита рефлектора зеркальной антенны
Автори російськоюРудник Андрей Григорьевич, Дейнекин Владимир Павлович, Навроцкий Анатолий Николаевич, Куцевич Арсен Васильевич, Новосад Мирослав Васильевич
МПК / Мітки
МПК: H01Q 15/14
Мітки: щита, антени, дзеркальної, відбиваючого, виготовлення, спосіб, рефлектора
Код посилання
<a href="https://ua.patents.su/9-30129-sposib-vigotovlennya-vidbivayuchogo-shhita-reflektora-dzerkalno-anteni.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення відбиваючого щита рефлектора дзеркальної антени</a>
Спосіб виготовлення рефлектора антени
Номер патенту: 13134
Опубліковано: 28.02.1997
Автори: Ніколаєв Євген Іванович, Хомляк Любомир Володимирович, Галазюк Віталій Аполлонович, Хотімський Станіслав Данилович
МПК: H01Q 15/14
Мітки: виготовлення, рефлектора, спосіб, антени
Формула / Реферат:
57) Способ изготовления рефлектора антенны, заключающийся в размещении заготовки над матрицей, имеющей вогнутую криволинейную поверхность образования герметичной камеры, одной из стенок которой является заготовка, подаче в герметичную камеру текучей среды под давлением до формообразования заготовки, сбрасывании давления и удалении готового рефлектора, отличающийся тем, что в качестве другой стенки герметичной камеры используют прижимной...
Спосіб виготовлення антени
Номер патенту: 20049
Опубліковано: 25.12.1997
Автори: Білошенко Віктор Олександрович, Варюхін Віктор Миколайович, Чигорин Леонід Олександрович
Мітки: спосіб, антени, виготовлення
Формула / Реферат:
Способ изготовления антенны, включающий размещение на несущем стержне из полимера деталей антенны и последующую ее термообработку, отличающийся тем, что в качестве полимера выбирают полимер, деформированный твердофазной вытяжкой, а термообработку ведут при температуре, равной или превышающей температуру вытяжки полимера.
Завантажувальний пристрій конвейєра прохідницького щита

Номер патенту: 13293
Опубліковано: 28.02.1997
Автори: Трубчанін Віктор Іванович, Соколовський Юрій Олександрович, Мірошников Юрій Миколайович, Омеляненко Володимир Миколайович, Фішман Йосип Давидович
МПК: E21D 9/06
Мітки: щита, конвейєра, прохідницького, пристрій, завантажувальний
Формула / Реферат:
(57) 1. Загрузочное устройство конвейера проходческого щита, содержащее корпус, шарнирно установленную заслонку, силовой гидроцилиндр и рычаги поворота, отличающееся тем, что устройство снабжено шиберами, а заслонка выполнена из двух ковшей с наклонными днищами и с пружинящими листами, при этом шибера установлены с возможностью перемещения в направляющих, выполненных на днищах ковшей, и с возможностью взаимодействия с пружинящими листами...
Hаваhтажувальhий пристрій прохідhицького щита
Номер патенту: 11788
Опубліковано: 25.12.1996
Автори: Зенін Костянтин Михайлович, Власов Сергій Миколайович, Нестеренко Віталій Григорович, Швиченко Олександр Володимирович, Татаринський Володимир Борисович, Фішман Йосип Давидович, Ходош Володимир Олександрович
МПК: E21D 9/12
Мітки: пристрій, щита, прохідhицького, hаваhтажувальhий
Формула / Реферат:
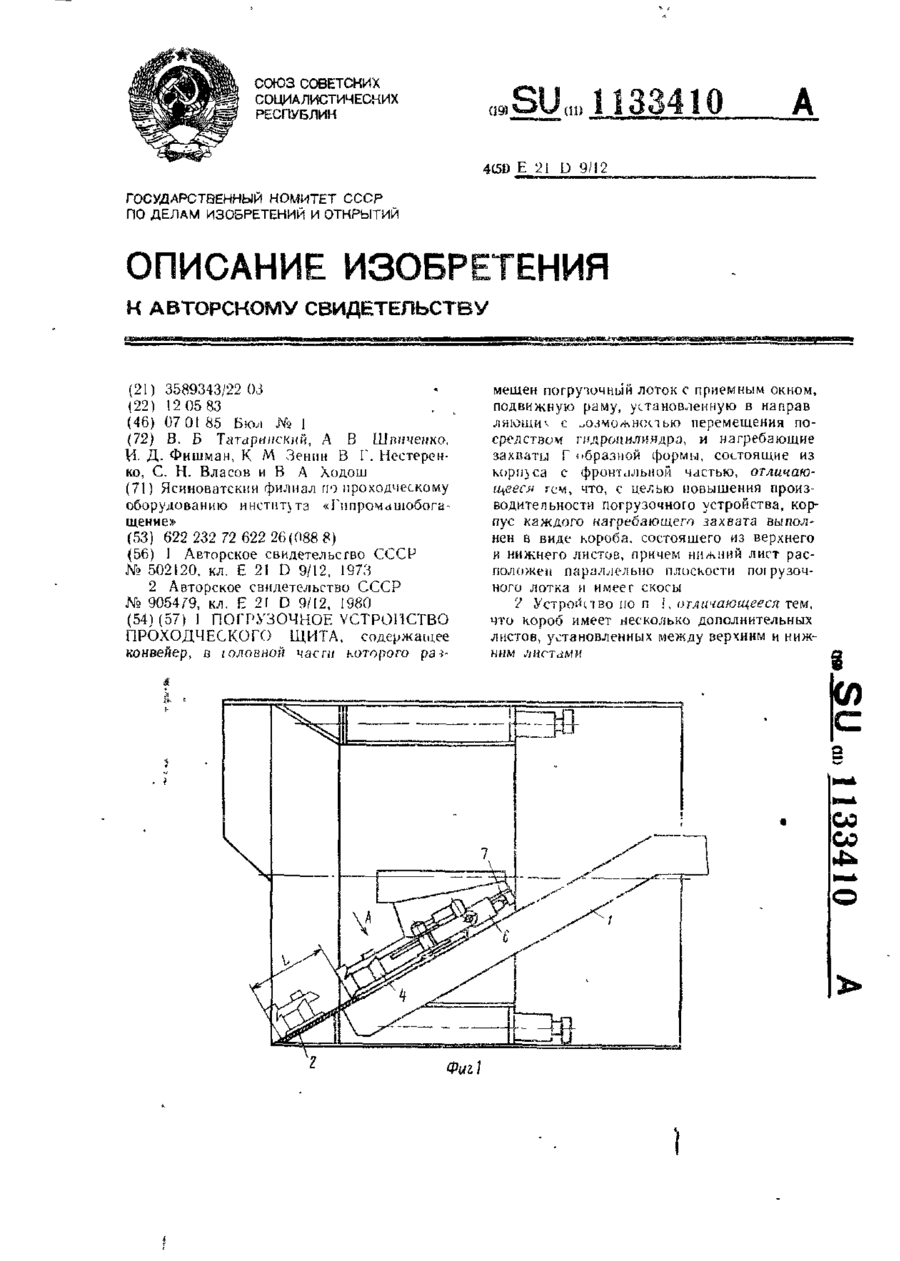
1. Погрузочное устройство проходческого щита, содержащее конвейер, в головной части которого размещен погрузочный лоток с приемным окном, подвижную раму, установленную в направляющих с возможностью перемещения посредством гидроцилиндра, и нагребающие захваты Г-образной формы, состоящие из корпуса с фронтальной частью, отличающееся тем, что с целью повышения производительности погрузочного устройства, корпус каждого нагребающего захвата...
Екскаваторний робочий орган прохідницького щита
Номер патенту: 1535
Опубліковано: 25.07.1994
Автори: Фішман Йосип Давидович, Мірошников Юрій Миколайович, Нестеренко Віталій Григорович, Зенін Костянтин Михайлович, Трубчанін Віктор Іванович, Проніна Тетяна Василівна
МПК: E21D 9/06
Мітки: щита, орган, прохідницького, екскаваторний, робочий
Формула / Реферат:
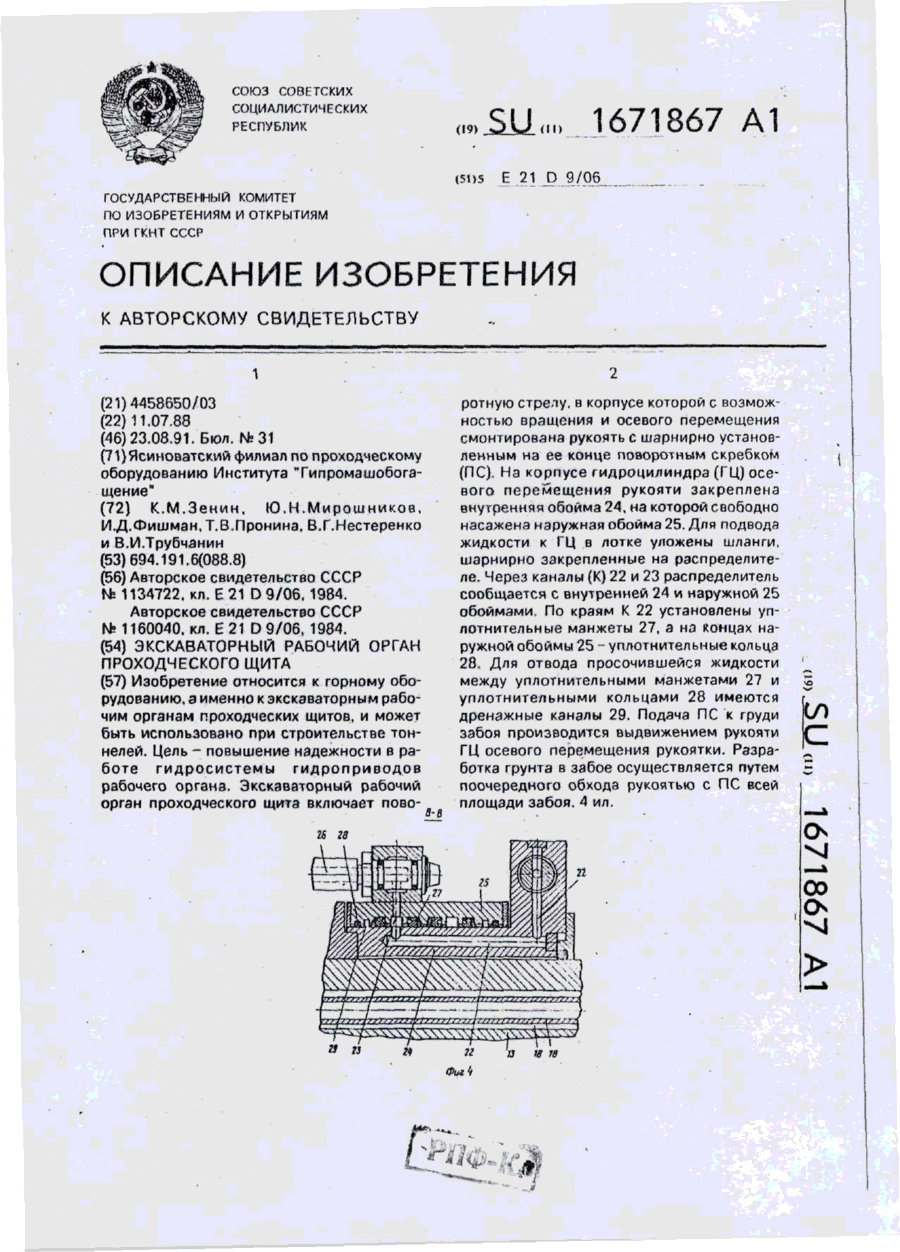
Экскаваторный рабочий орган проходческого щита, включающий поворотную стрелу, в корпусе которой установлена с возможностью вращения и осевого перемещения рукоять с шарнирно установленным на ее конце поворотным скребком, гидроцилиндр поворота стрелы, привод вращения рукояти и гидроцилиндр осевого перемещения, шток которого соединен с корпусом поворотной стрелы, а корпус - с рукоятью, отличающийся тем, что, с целью повышения надежности работы...
Попередній патент: Спосіб лікування дітей з ревматоїдним артритом та дифузними хворобами сполучної тканини
Наступний патент: Пристрій для вимірювання кутів у геодезичних приладах
Випадковий патент: Спосіб приготування білково-вітамінного корму