Спосіб виготовлення зубчастих передач з неевольвентним зачепленням
Номер патенту: 79091
Опубліковано: 10.04.2013
Автори: Бобух Іван Олексійович, Бекленіщев Олег Петрович, Кльованик Олена Анатоліївна, Бобух Олексій Іванович, Кльованик Дар'я Станіславівна
Формула / Реферат
Спосіб виготовлення зубчастих передач з неевольвентним зачепленням, який полягає у виконанні профільних пазів силових деталей під бочкоподібні ролики інструментом зворотного профілю з подачею його до дотику базових поверхонь, який відрізняються тим, що повздовжній профіль та поперечні розміри бочки роликів обробляють після виготовлення профільних увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованої програми розрахунку розмірів бочки роликів фактичному куту між профільними пазами пари, взаємодіючих через ролики, деталей.
Текст
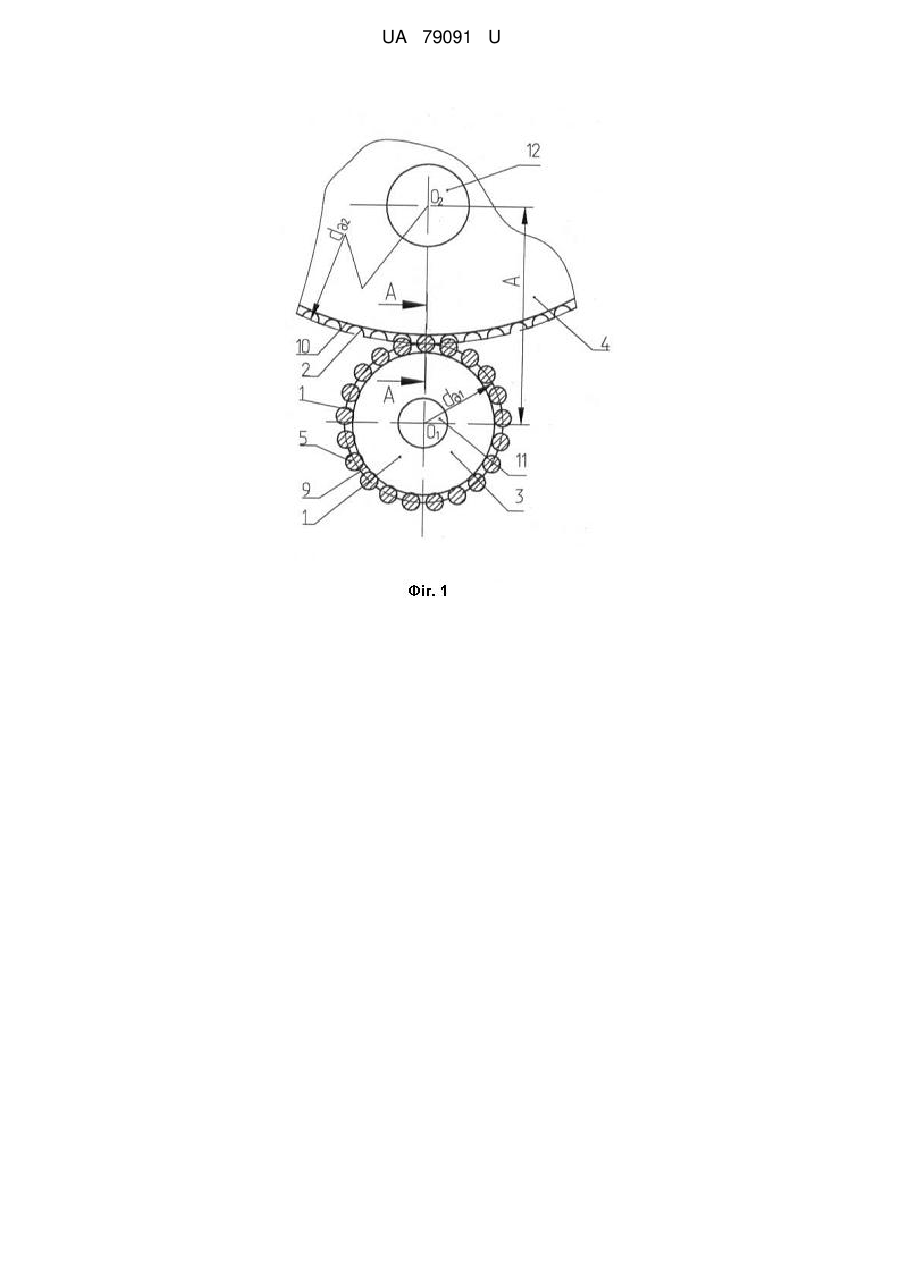
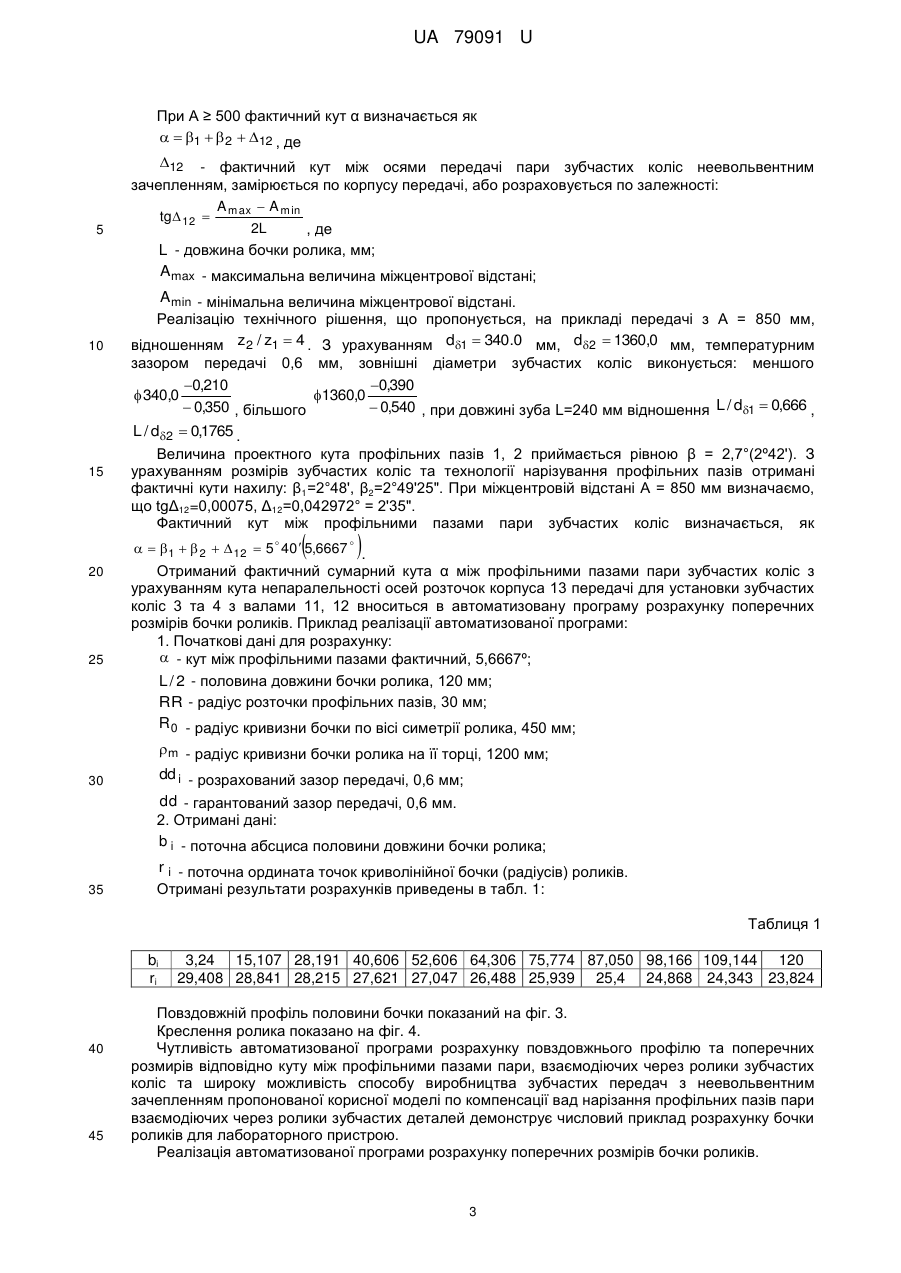
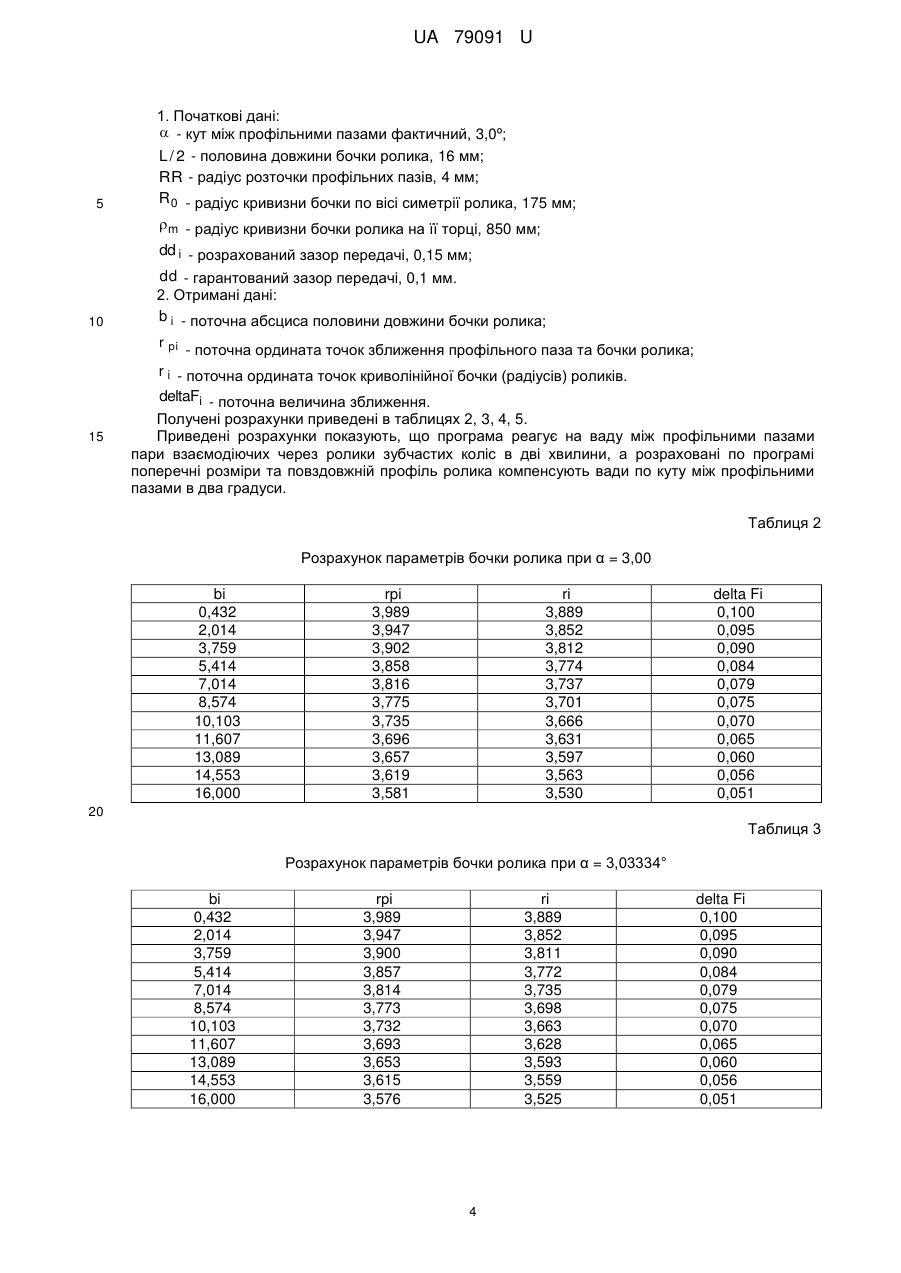
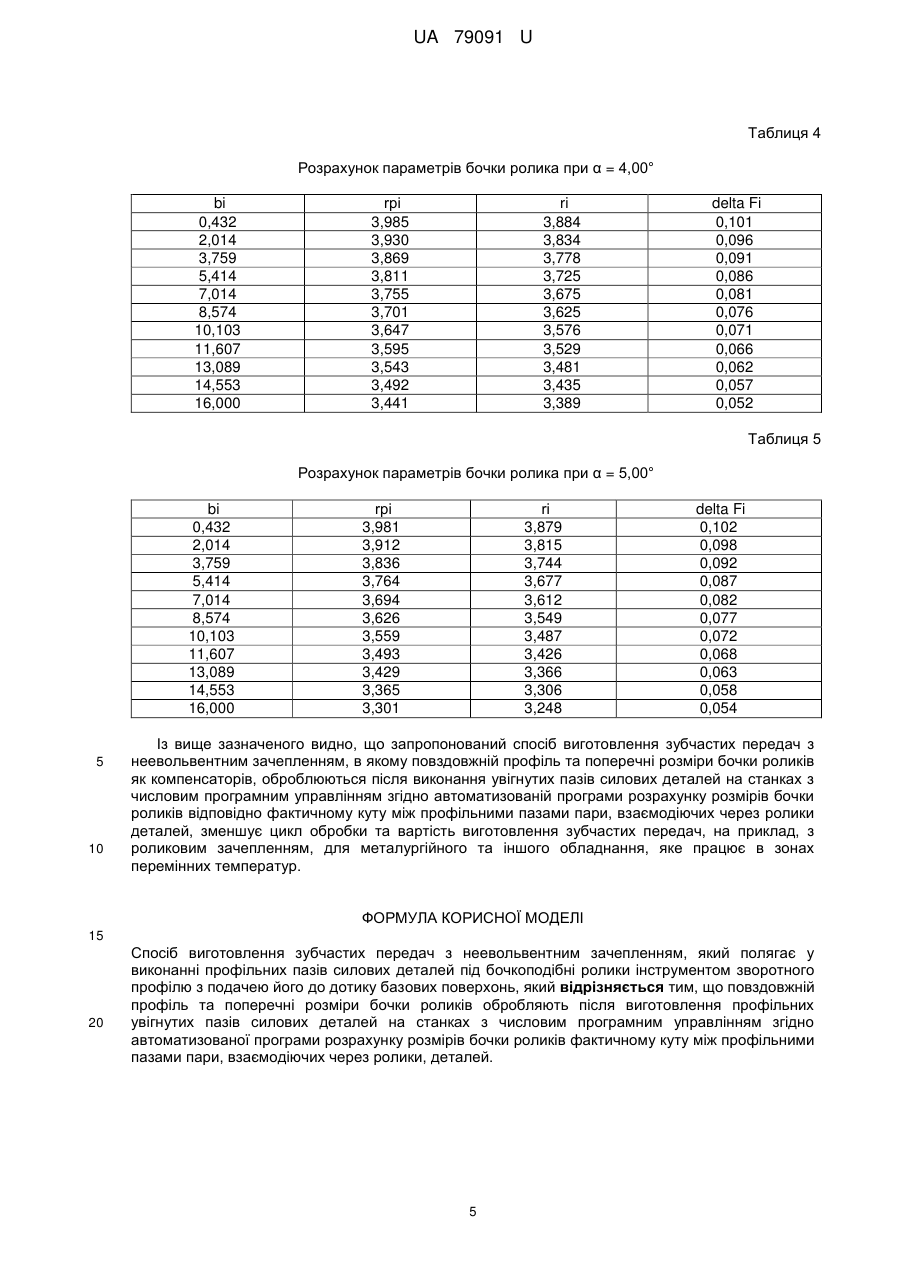
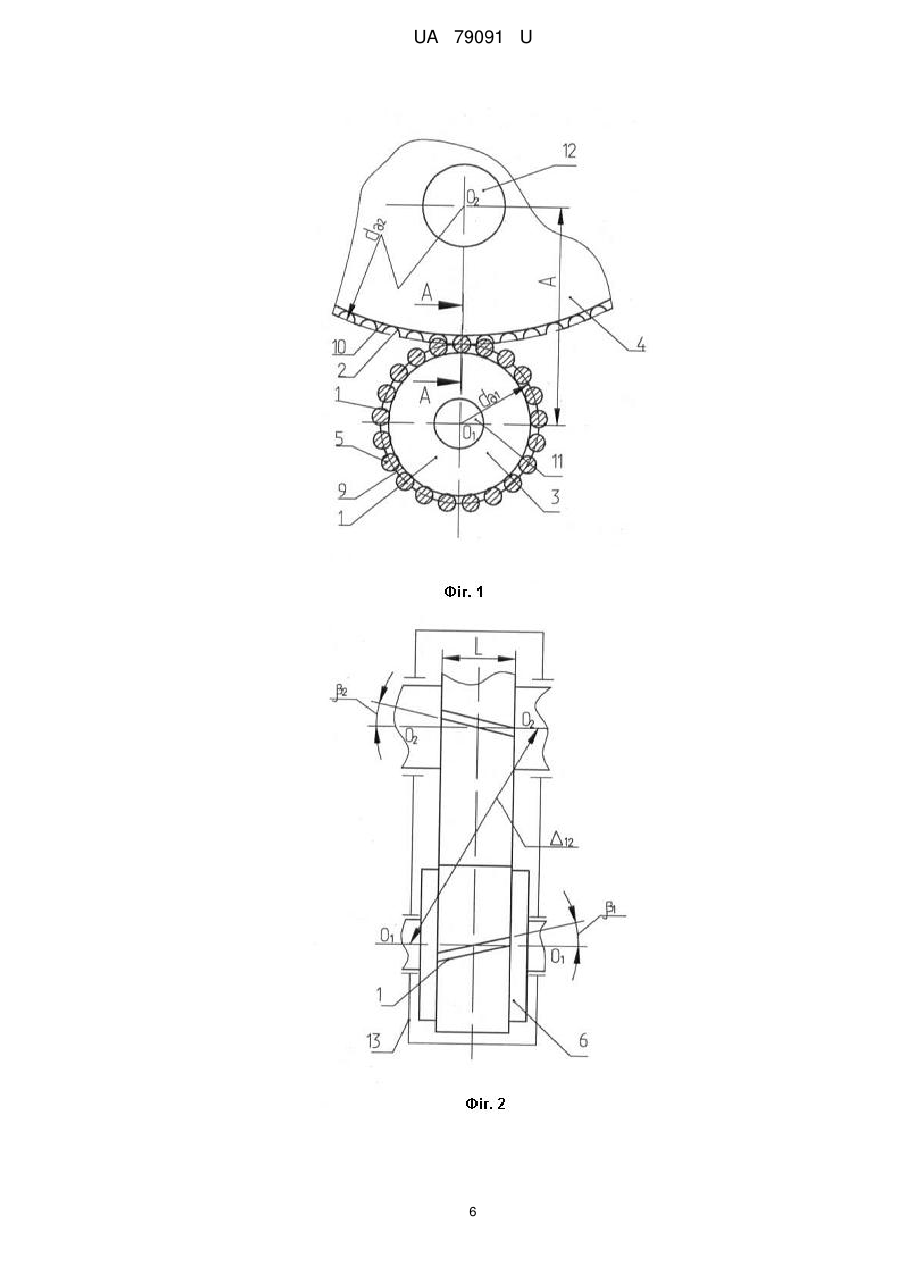
Реферат: Спосіб виготовлення зубчастих передач з неевольвентним зачепленням полягає у виконанні профільних пазів силових деталей під бочкоподібні ролики інструментом зворотного профілю з подачею його до дотику базових поверхонь. Повздовжній профіль та поперечні розміри бочки роликів обробляють після виготовлення профільних увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованої програми розрахунку розмірів бочки роликів фактичному куту між профільними пазами пари, взаємодіючих через ролики, деталей. UA 79091 U (54) СПОСІБ ВИГОТОВЛЕННЯ ЗУБЧАСТИХ ПЕРЕДАЧ З НЕЕВОЛЬВЕНТНИМ ЗАЧЕПЛЕННЯМ UA 79091 U UA 79091 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до техніки й саме до машинобудування і може бути використана для виготовлення зубчастих передач з зовнішнім зачепленням. Відомий спосіб виготовлення в машинобудуванні, особливо в індивідуальному та малосерійному, при якому замість пригонки деталей, які складають пристрій, в розмірний ланцюг заноситься допоміжна деталь, яка компенсує та регулює лінійні розміри складових деталей в розмірних ланцюгах. Спосіб виготовлення з застосуванням компенсаторів прискорює виробництво, знижує затрати на механічну обробку, підвищує точність пристроїв, що складаються. Але застосування компенсаторів підвищує кількість деталей в пристрої, та в певній мірі ускладнює сам пристрій [Новиков М. П. /Основы технологии сборки машин и механизмов. М. Машиностроение. 1980 г.-592 с]. Найбільш близьким технічним рішенням є спосіб нарізування зубчастих виробів з неевольвентним зачепленням. Це технічне рішення, вибрано за прототип, з урахуванням технічного рішення "неевольвентна зубчаста передача", який полягає у виконанні профільних пазів силових деталей інструментом зворотного профілю з подачею його до дотику базових поверхонь [Патент України на корисну модель № 55901 МПКF16Н 1/00 заяв № U201008222 від 01.07.2010 опубл.27.12.2010, Бюл. № 24]. Загальними суттєвими ознаками відомого способу нарізування зубчастих виробів з зовнішнім неевольвентним зачепленням та способу виготовлення зубчастих передач з неевольвентним зачепленням, що заявляється, є те, що профільні пази силових деталей під бочкоподібні ролики виконуються інструментом зворотного профілю з подачею його до дотику базових поверхонь. Відомий спосіб вирішує завдання виготовлення тільки силових деталей неевольвентного зачеплення, які між собою не контактують. В основу корисної моделі поставлена задача удосконалення відомого способу, що дає зменшення циклу виробництва та вартості і виготовлення зубчастих передач з неевольвентним зачеплення, наприклад, роликовим. Поставлена задача вирішується за рахунок технічного результату, який одержується від сумісності виконання технологічної операції обробки бочки роликів та пригонки бочки, як компенсатора, відповідно фактичному кута між профільними пазами пари взаємодіючих через ролики силових деталей. Для досягнення вище вказаного результату спосіб виготовлення зубчастих передач з неевольвентним зачепленням, відповідно до корисної моделі, повздовжній профіль та відповідні поперечні розміри бочки роликів обробляються після виконання профільних увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованій програмі розрахунку розмірів бочки роликів відповідно фактичному куту між профільними пазами пари, взаємодіючих через ролики деталей. Між ознаками, які відрізняються то технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що повздовжній профіль та відповідні поперечні розміри бочки роликів обробляються на станках з числовим програмним управлінням після виконання профільних увігнутих пазів силових деталей згідно автоматизованій програмі розрахунку розмірів бочки роликів відповідно фактичному куту між профільними пазами пари, взаємодіючих через ролики деталей, виготовлення роликів закінчується з виконанням обробки повздовжнього профілю бочки. Так як повздовжній профіль бочки роликів розрахований згідно автоматизованій програмі, яка включає суму фактичних кутів між профільними пазами пари силових деталей, які виконані раніше та їх осями обертання, то сумісно з обробкою бочки ролика виконується пригонка бочки як компенсатора, ліквідуються вади та недоліки силових зубчастих деталей з профільними пазами, як більш складних в виробництві. Сумісність виконання цих двох технологічних операцій зменшує цикл обробки та вартість виготовлення зубчастих виробів. Окрім цього, автоматизована програма розрахунку розмірів бочки роликів, яка в табличній та в графічній формі видає координати не менше 10 характерних точок на криволінійній твірній поверхні половини довжини бочки ролика на паперовий носій інформації, а також необхідну інформацію в числову програму управління станком для обробки бочки ролика, в залежності від кута α, що виключає необхідність корегування технічної документації, де α - фактичний кут між профільними пазами пари взаємодіючих через ролики деталей. 1 2 12 , де 1 , 2 - фактичний кут між віссю обертання зубчастого колеса та повздовжньою твірною бокового профілю зуба першої та другої деталі; 1 UA 79091 U 5 10 15 20 25 30 35 40 12 - фактичний кут між осями обертання пари зубчастих коліс, взаємодіючих через ролики, 12 0 , коли міжцентрова відстань А не перевищує 500 мм. Виключення з вищевказаної супутності відмінних ознак, хоча б одного, не забезпечує досягнення технічного результату. За цим технічним рішенням розроблена автоматизована програма розрахунку повздовжнього профілю бочки роликів з числовим прикладом для лабораторного пристрою для дослідження неевольвентних зубчастих передач з різними кутами нахилу (0…6º) між профільними пазами з радіусом розточки rр = 4 мм, також для силових деталей з кутом нахилу 5°40' профільних пазів з радіусом rр = 30 мм для передачі значного крутного моменту в приводі випаленої печі цементного заводу. Технічне рішення пояснюється кресленнями, на яких зображені: фіг. 1 - загальний вид пристрою для дослідження неевольвентних зубчастих передач; фіг. 2 - вид збоку на фіг. 1 - пара силових зубчастих деталей з різними кутами нахилу профільних пазів відносно осей обертання; фіг. 3 - результати розрахунку по автоматизованій програмі - повздовжній профіль бочки роликів; фіг. 4 - креслення ролика до фіг. 3. Спосіб виробництва зубчастих передач з неевольвентним зачепленням, які містять (фіг. 1) профільні пази 1 зубчастого колеса 3, профільні пази 2 зубчастого колеса 4, бочкоподібні ролики 5, фіксатори 6 роликів. Профільні пази 1 відносно вісі обертання О1О1 (фіг. 2) розміщені під кутом 1 , профільні пази 2 розміщені відносно осі обертання О2О2 під кутом 2 . Зубчасті колеса 3, 4 взаємодіють за допомогою роликів 5, криволінійний профіль 7 (фіг. 3) бочок 8 (фіг. 4), яких контактує з профільними пазами 1, 2, які центруються базовими поверхнями 9, 10. Зубчасті колеса 3, 4 установлюються на відповідних валах 11, 12, які в свою чергу, монтуються в корпус 13 зубчастої передачі з неевольвентним зачепленням з міжцентровою відстанню А. Технічне рішення, що заявляється, реалізується наступним чином. Профільні пази 1, 2 силових деталей зубчастих коліс 3 і 4 послідовно, на одному і тому ж станку, або паралельно на двох зубофрезерних, зубостругальних або довбальних станках з ділильною головкою виконуються інструментом зворотного профілю з подачею його до дотику базових поверхонь 9 та 10, згідно з технічним рішенням корисної моделі [Патент України на корисну модель № 43044 МПК B23F 21/00заяв. № 4200902977 від 30.03.2009 публ.27.07.2009, Бюл. № 14]. Вісі обертання О1О1 та O2O2 зубчастих коліс 3 та 4 відповідають осям базових поверхонь 9 та 10, а також висям валів 11 та 12 (фіг. 1, фіг. 2), на яких встановлені зубчасті колеса 3 та 4, а це означає те, що в радіальних напрямках відсутні вади зубчастих коліс. Але при нарізуванні профільних пазів 1, 2 зубчастих коліс 3, 4 під одним і тим же проектним кутом нахилу 1 , фактичні кути будуть різні: фактичний кут нахилу профільного паза 1 зубчастого колеса 3 буде 1 , фактичний кут нахилу профільного паза 2 зубчастого колеса буде 2 . Різні величини фактичних кутів нахилу зубчастих коліс 1 та 2 на наш погляд залежать в першу чергу від різної величини діаметрів ділильних кіл зубчастих коліс d1 та d2 . Покажемо це на прикладі: неевольвентна зубчаста передача з міжцентровою відстанню А = 500 мм, з z 2 / z1 5 , d1 166,66 мм, d2 833,34 мм. З розрахованим температурним зазором передачі 166,66 45 50 0,245 0,405 , 0,45 мм зовнішні діаметри зубчастих коліс виконуються, відповідно, меншого 0,645 833,34 , 0,800 . При довжині зуба L=200 мм відношення L / d1 12 , L / d2 0,24 . більшого Величина відношення L / d також впливає на вади при виконанні кутів нахилу 1 , 2 . Технічне рішення, що пропонується, виключає вплив вад при виконанні кутів нахилу, тим, що повздовжній профіль та відповідні поперечні розміри бочки роликів обробляються після виконання профільних увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованій програми розрахунку розмірів бочки роликів відповідно фактичному куту між профільними пазами пари, взаємодіючих через ролики деталей. 2 UA 79091 U При А ≥ 500 фактичний кут α визначається як 1 2 12 , де 5 10 15 12 - фактичний кут між осями передачі пари зубчастих коліс неевольвентним зачепленням, замірюється по корпусу передачі, або розраховується по залежності: A A min tg 12 max 2L , де L - довжина бочки ролика, мм; Amax - максимальна величина міжцентрової відстані; A min - мінімальна величина міжцентрової відстані. Реалізацію технічного рішення, що пропонується, на прикладі передачі з А = 850 мм, відношенням z 2 / z1 4 . З урахуванням d1 340.0 мм, d2 1360,0 мм, температурним зазором передачі 0,6 мм, зовнішні діаметри зубчастих коліс виконується: меншого 0,210 0,390 1360,0 340,0 0,540 , при довжині зуба L=240 мм відношення L / d1 0,666 , 0,350 , більшого L / d2 0,1765 . Величина проектного кута профільних пазів 1, 2 приймається рівною β = 2,7°(2º42'). З урахуванням розмірів зубчастих коліс та технології нарізування профільних пазів отримані фактичні кути нахилу: β1=2°48', β2=2°49'25". При міжцентровій відстані А = 850 мм визначаємо, що tgΔ12=0,00075, Δ12=0,042972° = 2'35". Фактичний кут між профільними пазами пари зубчастих коліс визначається, як 20 25 1 2 12 5 40 5,6667 . Отриманий фактичний сумарний кута α між профільними пазами пари зубчастих коліс з урахуванням кута непаралельності осей розточок корпуса 13 передачі для установки зубчастих коліс 3 та 4 з валами 11, 12 вноситься в автоматизовану програму розрахунку поперечних розмірів бочки роликів. Приклад реалізації автоматизованої програми: 1. Початкові дані для розрахунку: - кут між профільними пазами фактичний, 5,6667º; L / 2 - половина довжини бочки ролика, 120 мм; RR - радіус розточки профільних пазів, 30 мм; R 0 - радіус кривизни бочки по вісі симетрії ролика, 450 мм; m - радіус кривизни бочки ролика на її торці, 1200 мм; dd i - розрахований зазор передачі, 0,6 мм; 30 dd - гарантований зазор передачі, 0,6 мм. 2. Отримані дані: b i - поточна абсциса половини довжини бочки ролика; 35 r i - поточна ордината точок криволінійної бочки (радіусів) роликів. Отримані результати розрахунків приведены в табл. 1: Таблиця 1 bi ri 40 45 3,24 15,107 28,191 40,606 52,606 64,306 75,774 87,050 98,166 109,144 120 29,408 28,841 28,215 27,621 27,047 26,488 25,939 25,4 24,868 24,343 23,824 Повздовжній профіль половини бочки показаний на фіг. 3. Креслення ролика показано на фіг. 4. Чутливість автоматизованої програми розрахунку повздовжнього профілю та поперечних розмирів відповідно куту між профільними пазами пари, взаємодіючих через ролики зубчастих коліс та широку можливість способу виробництва зубчастих передач з неевольвентним зачепленням пропонованої корисної моделі по компенсації вад нарізання профільних пазів пари взаємодіючих через ролики зубчастих деталей демонструє числовий приклад розрахунку бочки роликів для лабораторного пристрою. Реалізація автоматизованої програми розрахунку поперечних розмірів бочки роликів. 3 UA 79091 U 5 10 1. Початкові дані: - кут між профільними пазами фактичний, 3,0º; L / 2 - половина довжини бочки ролика, 16 мм; RR - радіус розточки профільних пазів, 4 мм; R 0 - радіус кривизни бочки по вісі симетрії ролика, 175 мм; m - радіус кривизни бочки ролика на її торці, 850 мм; dd i - розрахований зазор передачі, 0,15 мм; dd - гарантований зазор передачі, 0,1 мм. 2. Отримані дані: b i - поточна абсциса половини довжини бочки ролика; r 15 pi - поточна ордината точок зближення профільного паза та бочки ролика; r i - поточна ордината точок криволінійної бочки (радіусів) роликів. deltaFi - поточна величина зближення. Получені розрахунки приведені в таблицях 2, 3, 4, 5. Приведені розрахунки показують, що програма реагує на ваду між профільними пазами пари взаємодіючих через ролики зубчастих коліс в дві хвилини, а розраховані по програмі поперечні розміри та повздовжній профіль ролика компенсують вади по куту між профільними пазами в два градуси. Таблиця 2 Розрахунок параметрів бочки ролика при α = 3,00 bi 0,432 2,014 3,759 5,414 7,014 8,574 10,103 11,607 13,089 14,553 16,000 rpі 3,989 3,947 3,902 3,858 3,816 3,775 3,735 3,696 3,657 3,619 3,581 rі 3,889 3,852 3,812 3,774 3,737 3,701 3,666 3,631 3,597 3,563 3,530 delta Fi 0,100 0,095 0,090 0,084 0,079 0,075 0,070 0,065 0,060 0,056 0,051 20 Таблиця 3 Розрахунок параметрів бочки ролика при α = 3,03334° bi 0,432 2,014 3,759 5,414 7,014 8,574 10,103 11,607 13,089 14,553 16,000 rрі 3,989 3,947 3,900 3,857 3,814 3,773 3,732 3,693 3,653 3,615 3,576 ri 3,889 3,852 3,811 3,772 3,735 3,698 3,663 3,628 3,593 3,559 3,525 4 delta Fi 0,100 0,095 0,090 0,084 0,079 0,075 0,070 0,065 0,060 0,056 0,051 UA 79091 U Таблиця 4 Розрахунок параметрів бочки ролика при α = 4,00° bi 0,432 2,014 3,759 5,414 7,014 8,574 10,103 11,607 13,089 14,553 16,000 rрі 3,985 3,930 3,869 3,811 3,755 3,701 3,647 3,595 3,543 3,492 3,441 ri 3,884 3,834 3,778 3,725 3,675 3,625 3,576 3,529 3,481 3,435 3,389 delta Fi 0,101 0,096 0,091 0,086 0,081 0,076 0,071 0,066 0,062 0,057 0,052 Таблиця 5 Розрахунок параметрів бочки ролика при α = 5,00° bi 0,432 2,014 3,759 5,414 7,014 8,574 10,103 11,607 13,089 14,553 16,000 5 10 rрі 3,981 3,912 3,836 3,764 3,694 3,626 3,559 3,493 3,429 3,365 3,301 rі 3,879 3,815 3,744 3,677 3,612 3,549 3,487 3,426 3,366 3,306 3,248 delta Fi 0,102 0,098 0,092 0,087 0,082 0,077 0,072 0,068 0,063 0,058 0,054 Із вище зазначеного видно, що запропонований спосіб виготовлення зубчастих передач з неевольвентним зачепленням, в якому повздовжній профіль та поперечні розміри бочки роликів як компенсаторів, оброблюються після виконання увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованій програми розрахунку розмірів бочки роликів відповідно фактичному куту між профільними пазами пари, взаємодіючих через ролики деталей, зменшує цикл обробки та вартість виготовлення зубчастих передач, на приклад, з роликовим зачепленням, для металургійного та іншого обладнання, яке працює в зонах перемінних температур. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення зубчастих передач з неевольвентним зачепленням, який полягає у виконанні профільних пазів силових деталей під бочкоподібні ролики інструментом зворотного профілю з подачею його до дотику базових поверхонь, який відрізняється тим, що повздовжній профіль та поперечні розміри бочки роликів обробляють після виготовлення профільних увігнутих пазів силових деталей на станках з числовим програмним управлінням згідно автоматизованої програми розрахунку розмірів бочки роликів фактичному куту між профільними пазами пари, взаємодіючих через ролики, деталей. 5 UA 79091 U 6 UA 79091 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing gear transmissions with noninvolute engagement
Автори англійськоюBobukh Ivan Oleksiiovych, Bobukh Oleksii Ivanovych, Beklenischev Oleh Petrovych, Kliovanik Olena Anatoliivna, Kliovanyk Daria Stanislavivna
Назва патенту російськоюСпособ изготовления зубчатых передач с неэвольвентным зацеплением
Автори російськоюБобух Иван Алексеевич, Бобух Алексей Иванович, Бекленищев Олег Петрович, Клеваник Елена Анатолиевна, Клеваник Дарья Станиславовна
МПК / Мітки
МПК: B23F 21/00
Мітки: виготовлення, спосіб, неевольвентним, передач, зачепленням, зубчастих
Код посилання
<a href="https://ua.patents.su/9-79091-sposib-vigotovlennya-zubchastikh-peredach-z-neevolventnim-zacheplennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зубчастих передач з неевольвентним зачепленням</a>
Спосіб нарізування зубчастих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 27500
Опубліковано: 15.09.2000
Автори: Бобух Іван Олексійович, Коновалов Олексій Дмитрович, Плахтін Володимир Дмитрович
МПК: B23F 5/00
Мітки: зачепленням, зовнішнім, виробів, неевольвентним, спосіб, зубчастих, нарізування, внутрішнім
Текст:
...уровень, т.к. предложенный способ нарезания зубьев зубчртых изделий явным образом не следует из уровня техники. Заявляемое изобретение промышленно применимо, т.к. его составные части не представляют технологических трудностей и могут бьпъ реализованы на базе машиностроительного завода. Изобретение поясняется чертежами, на которых изображены: фиг. 1 - схема нарезания зубьев на втулке роликового шарнира, фиг. 2 - схема нарезания...
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням
Номер патенту: 43044
Опубліковано: 27.07.2009
Автори: Коновалов Олексій Дмитрович, Бобух Олексій Іванович, Бобух Іван Олексійович, Федорінов Володимир Анатолійович, Нечаєва Лілія Анатолієвна
МПК: B23F 21/00
Мітки: виробів, неевольвентним, нарізування, зубчатих, внутрішнім, зовнішнім, спосіб, зачепленням
Формула / Реферат:
Спосіб нарізування зубчатих виробів з зовнішнім та внутрішнім неевольвентним зачепленням, профіль котрого має увігнуті ділянки, інструментом, ріжучі кромки котрого мають відповідний профіль, з подачею інструмента до дотику базової поверхні, який відрізняється тим, що спряжені кромки циліндричної поверхні деталі та профільних пазів обробляються ріжучою кромкою того ж інструмента, а кривизна ділянок, що обробляють кромки, зворотна кривизні...
Спосіб оброблення зубчастих коліс з внутрішнім еліптичним зачепленням
Номер патенту: 57702
Опубліковано: 10.03.2011
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Диня Володимир Іванович, Ляшук Олег Леонтійович, Стойко Ігор Іванович
МПК: B23F 15/00
Мітки: зубчастих, еліптичним, коліс, спосіб, зачепленням, внутрішнім, оброблення
Формула / Реферат:
Спосіб оброблення зубчастих заготовок з внутрішнім зачепленням, при якому плоску заготовку встановлюють нерухомо на столі верстата з числовим програмним керуванням (ЧПК), долбяку надають зворотно-поступальні вертикальні рухи, а заготовці - обертовий рух від ділильного пристрою згідно з заданою програмою, при цьому на заготовці відтворюють контр, що складається з двох півкруглих геометричних фігур, які розміщено концентрично на кінцях...
Неевольвентна зубчаста передача
Номер патенту: 55901
Опубліковано: 27.12.2010
Автори: Бекленіщев Олег Петрович, Федорінов Володимир Анатолійович, Бобух Іван Олексійович, Бобух Всеволод Іванович, Бобух Олексій Іванович
МПК: F16H 1/00
Мітки: неевольвентна, зубчаста, передача
Формула / Реферат:
Неевольвентна зубчаста передача, яка містить приводне зубчасте колесо та колесо, що приводиться, з профільними пазами, радіусом в нормальному перерізі та торцевими базовими проточками на глибину профільних пазів, в яких розміщені бочкоподібні ролики з хвостовиками, довжина яких відповідає ширині торцевих базових проточок, яка відрізняється тим, що бочкоподібні ролики утримуються в профільних пазах приводного зубчастого колеса взаємодією...
Спосіб ремонту зубчастих передач
Номер патенту: 66399
Опубліковано: 17.05.2004
Автор: Печений Володимир Іванович
МПК: B23P 6/00
Мітки: передач, ремонту, зубчастих, спосіб
Формула / Реферат:
Спосіб ремонту зубчастих передач, що включає механічну обробку зубчастого колеса і шестірні, який відрізняється тим, що в зубчастому колесі з кожного евольвентного зуба виконують увігнутий зуб кругогвинтового точкового зачеплення, а шестірню виконують зі сполучуваними з профілем зубів зубчастого колеса опуклими зубами кругогвинтового точкового зачеплення, з нової заготовки чи з наплавленої наявної шестірні.
Попередній патент: Робочий циліндр пароповітряного молота
Наступний патент: Гідроциліндр насоса з додатковим брудозбирачем
Випадковий патент: Спосіб малоінвазивного лікування обтураційної непрохідності товстої кишки