Спосіб контролю адгезійної міцності покриттів на металах
Номер патенту: 83697
Опубліковано: 25.09.2013
Автори: Бродніковський Микола Павлович, Шевченко Олександр Іванович

Формула / Реферат
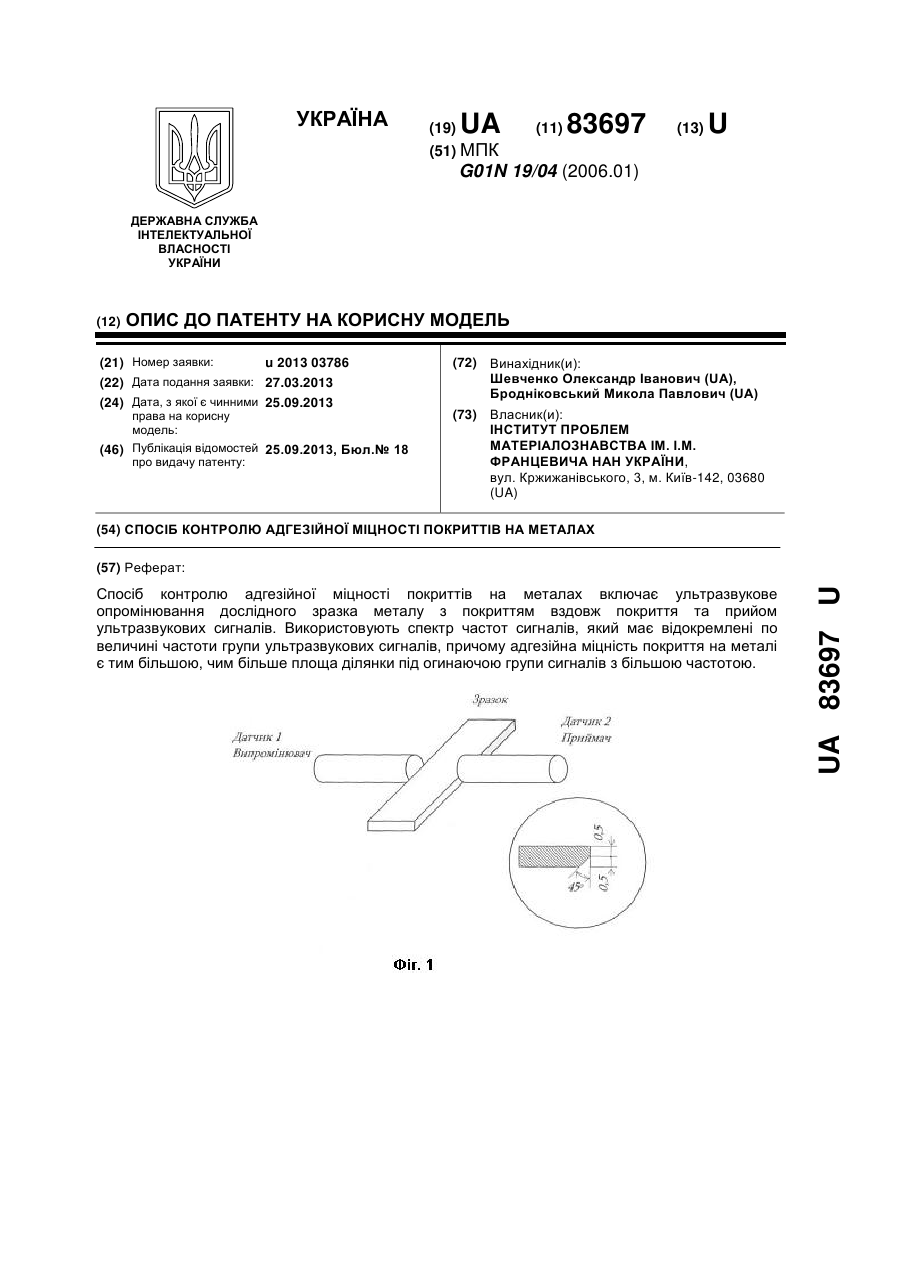
Спосіб контролю адгезійної міцності покриттів на металах, що включає ультразвукове опромінювання дослідного зразка металу з покриттям вздовж покриття та прийом ультразвукових сигналів, який відрізняється тим, що використовується спектр частот сигналів, який має відокремлені по величині частоти групи ультразвукових сигналів, причому адгезійна міцність покриття на металі є тим більшою, чим більше площа ділянки під огинаючою групи сигналів з більшою частотою.
Текст
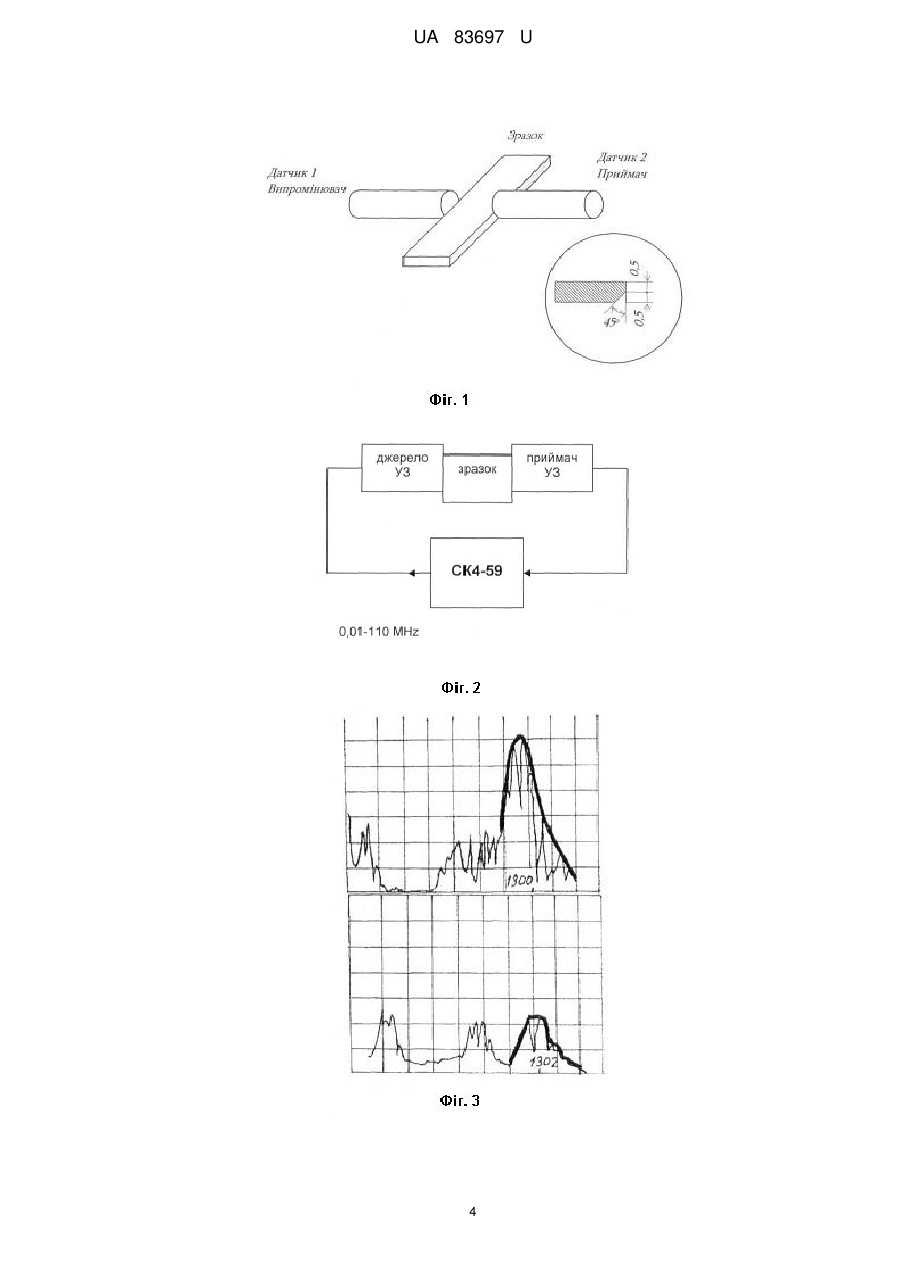
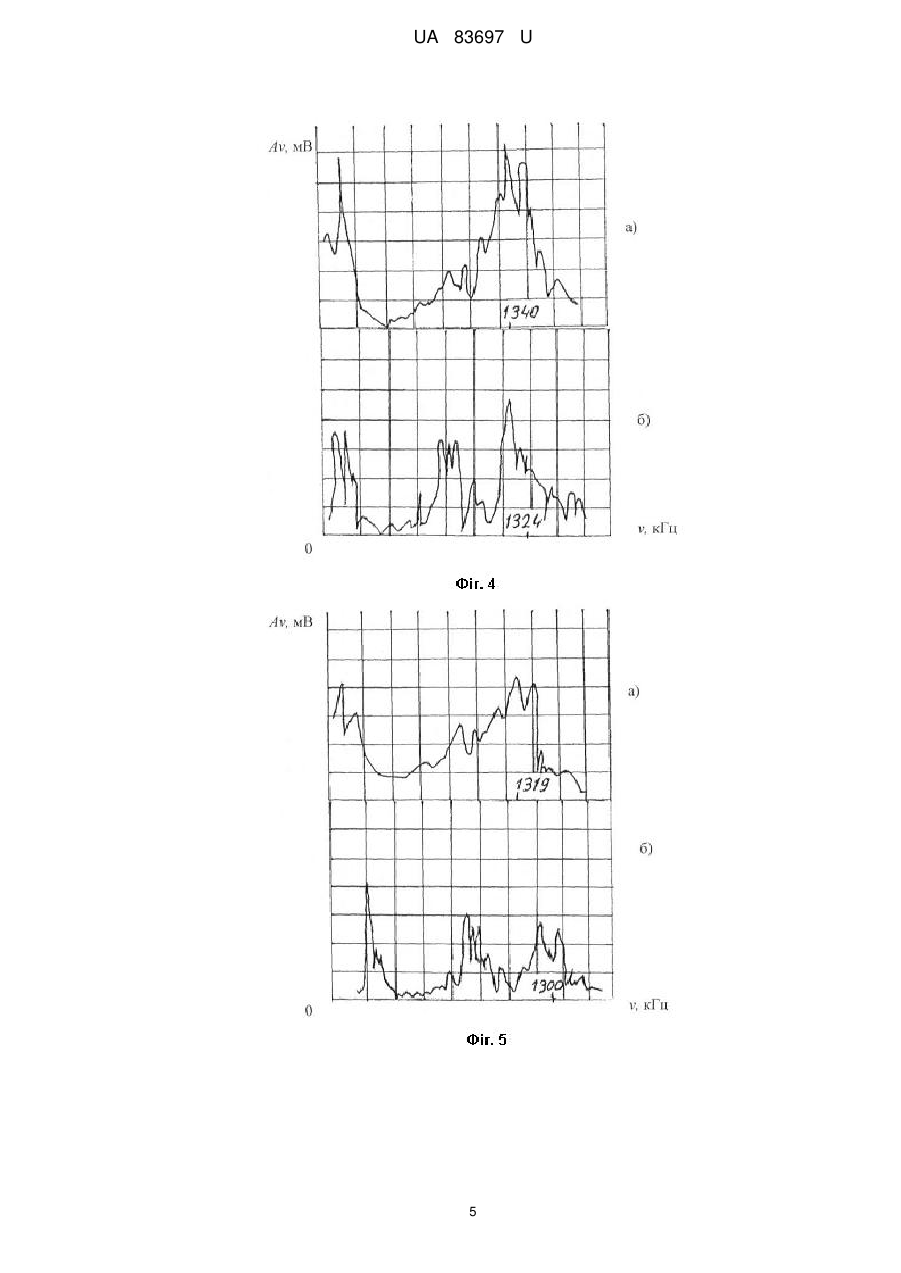
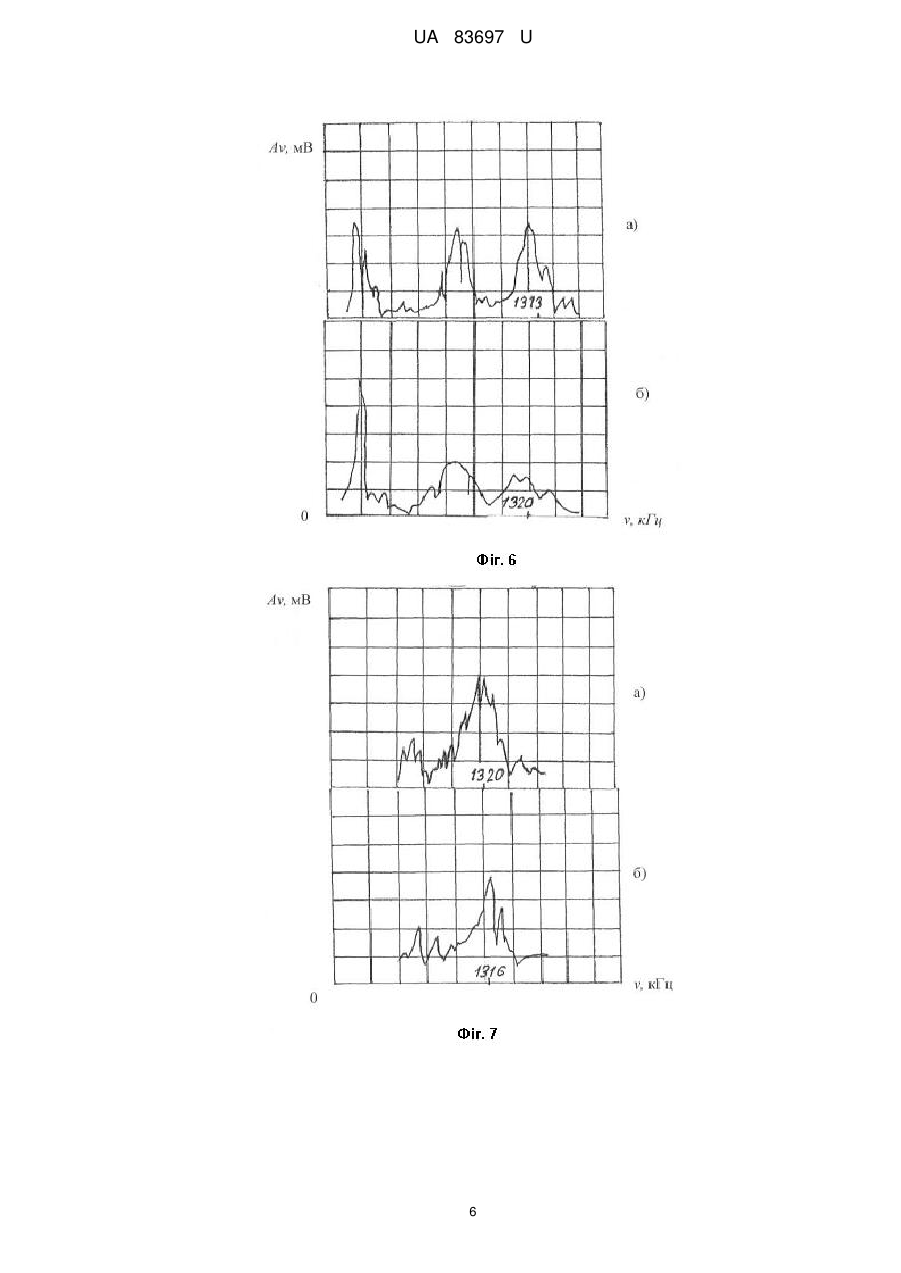
Реферат: UA 83697 U UA 83697 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі металургії, а саме до способу контролю адгезійної міцності покриттів на високотемпературних жаростійких металах. Спосіб, що заявляється, може бути використано в тепловій енергетиці, металургійній, хімічній та машинобудівній промисловості. Аналогом розробленому способу може бути спосіб визначення адгезії при індентуванні (Способ оценки качества сцеплений покрытия с основой. Патент RU № 2117930 С1, кл. G01N19/04. 20.08.1998. Бюл. № 23. Семашко Н.А., Мокрицкая Е.Б., Кравченко К.В.). Спосіб включає взаємодію індентора із зразком шляхом відносного переміщення індентора і досліджуваної поверхні з утворенням сітки слідів переміщення, а як параметр акустичної емісії (АЕ) використовують величину сумарного підрахунку різкого зростання АЕ. Недоліком зазначеного способу є те, що точність вимірювання амплітуди АЕ має недостатню точність - на рівні ±15 %. Не визначено місце знаходження датчика АЕ. У випадку розташування датчика з боку покриття, амплітуда АЕ буде змінюватися не тільки від адгезійної міцності, але й від відстані від датчика до індентора. У випадку розташування датчика з протилежного боку зразка, амплітуда буде залежати також і від товщини зразка і від пружних характеристик матеріалу зразка. Другим аналогом може бути спосіб дослідження властивостей матеріалу виробів (Способ оценки свойств материала изделий. Патент RU № 2140075 С1, кл. G01N29/14, G01N19/04, G01N3/00. 20.10.1999. Бюл. № 29. Семашко Н.А., Мокрицкая Е.Б., Мокрицкий Б.Я., Селезнев В.В., Фролов Д.Н.). Спосіб включає навантаження еталона і досліджуваного виробу із зміною глибини втискування індентора шляхом його руху по дузі кола, реєстрацію сигналів акустичної емісії і оцінку властивостей матеріалу шляхом співставлення параметрів сигналів по критерію розділення Kp від еталона і виробу, яке визначається за залежністю Kp lg( Ec / 2 , де Ec енергія імпульсів, - тривалість імпульсів. Недоліком зазначеного способу є те, що при зміні глибини втискування індентора, змінюються пружні характеристики на різних глибинах, що впливає на достовірність визначення енергії імпульсів. Крім того, наявні значні шуми АЕ за рахунок джерел імпульсів АЕ від міст руйнації плівки покриття в місцях попередніх уколів. Як прототип по технічній суті і технічному ефекту що досягається, найбільш близьким до заявленого способу був вибраний спосіб контролю фізико-механічних властивостей виробів (Способ контроля физико-механических свойств изделий. Патент RU № 2138038 С1, кл. G01N29/14, G01N19/04, G01N3/00. 20.09.1999. Бюл. № 26. Семашко Н.А., Мокрицкая Е.Б., Филоненко С.Ф., Мокрицкий Б.Я., Вахрушев О.М). Спосіб включає навантаження досліджуваного виробу індентором, реєстрацію параметрів сигналів АЕ, оцінку якості зчеплення покриття з основою по критерію розділення Kp від еталона і виробу, яке визначається за залежністю Kp lg( Ec / 2 , де Ec - енергія імпульсів, - тривалість імпульсів. Недоліком зазначеного способу є невелика достовірність контролю, оскільки проблематично відокремити АЕ сигнали від покриття та основи зразка. Задачею способу, що заявляється, є підвищення точності контролю адгезійної міцності покриттів на металах при ультразвуковому (УЗ) опроміненні за допомогою оцінки адгезійної міцності покриттів шляхом аналізу спектрів УЗ сигналів. В основу корисної моделі "Спосіб контролю адгезійної міцності покриттів на металах" покладено спосіб контролю адгезійної міцності покриттів на металах, що включає ультразвукове опромінювання дослідного зразка металу з покриттям вздовж покриття та прийом ультразвукових сигналів, який відрізняється тим, що використовується спектр частот сигналів, який має відокремлені по величині частоти групи ультразвукових сигналів, причому адгезійна міцність покриття на металі є тим більшою, чим більше площа ділянки під огинаючою групи сигналів з більшою частотою. Кількісна характеристика адгезії залежить від енергетичних параметрів на границі розділу підкладки матриці, тобто від міцності фізичних та хімічних зв'язків між атомами покриття та підкладки. На практиці, адгезію вимірюють у різних одиницях, наприклад за допомогою роботи, яка затрачується на відрив покриття від підкладки. Одиниця вимірювання адгезії залежить від методу вимірювання. Спосіб контролю реалізується наступним чином. На фіг. 1 показано досліджуваний зразок з покриттям що розміщується між двома датчиками з якими знаходиться у щільному контакті. Датчик 1 є випромінювачем УЗ, датчик 2 - приймачем. Структурна схема з'єднання приладів для визначення спектру проходження сигналу показано на фіг. 2. 1 UA 83697 U 5 10 15 20 25 30 35 Спосіб вимірювань оснований на поданні УЗ сигналів на торець досліджуваного зразка сплаву ВХ-2К розміром 14×11×1 мм з нанесеним покриттям товщиною 10 мк паралельно площині зразка, запису ультразвукової спектрограми УЗ, що пройшов вздовж площини зразка на границі між підкладкою та покриттям. Два однакових УЗ датчики марки П113(0,2-0,5) з комплекту приладу АФ-15 (ТУ 25-2425.0003-86) зі смугою частот 0,2…2,0 МГц і діаметром робочої частини 10 мм вводяться у щільний контакт з досліджуваним зразком у формі пластини через прошарок олії И-40 (ГОСТ 20799-88). Датчики підключаються до спектроаналізатора СК459 (ЕЭ1.406.055 ТУ). Спектрограми показано на фіг. 3 (Зразок № 3, партія 9). На зразок було нанесене окисне покриття YCrO3, отримане магнетронним розпиленням на сплаві ВХ-2К. Підкладка зразка попередньо випалена у вакуумі та шліфована, розмір зерна max 20-25 мкм; а) вихідний зразок: на покритті розмір зерна 50-60 мкм, min 5-6 мкм, max 50 мкм, є мало чорних включень розміром 3 мкм; б) вторинне випалювання зразка в Аr при 1200 °C, протягом 2 год., розмір зерна 50 мкм (погіршення адгезії). Площа під огинаючою спектра частот на фіг. 3б у районі частот 1300 кГц менша, ніж площа під огинаючою спектра частот на фіг. 3а. На фіг. 3 наведено товстою лінією огинаючу спектра дзвіноподібної форми у районі частот 1300 кГц. Вихідне покриття фіг. 3а після відпалювання зразка адгезійна міцність погіршилася (фіг. 3б). Спектр сигналу запам'ятовується на екрані СК4-59 або друкується через комп'ютер (або безпосередньо на самописному вольтметрі). Проводиться аналіз спектра УЗ сигналів на спектроаналізаторі СК4-59 або на подібному із такою або кращою точністю у діапазоні частот від 0 до 1500 кГц. Оцінка адгезійної міцності покриттів на металах по спектру сигналів УЗ датчика приймача здійснюється наступним чином. Записується спектр сигналу УЗ датчика приймача спектроаналізатором, проводиться огинаюча по амплітудах двох груп УЗ сигналів з більшими та меншими частотами, які мають дзвоноподібну форму і розділені проміжком з меншими амплітудами сигналів. Адгезійна міцність покриття на металі є тим більшою, чим більше площа ділянки під огинаючою спектра ультразвукових сигналів спектрограми, що розташована у групі ультразвукових сигналів з більшими частотами. Похибка вимірювань відношення амплітуд сигналів на спектроаналізаторі СК4-59 становить від 4 до 5 %. Спосіб контролю, що заявляється, має наступні переваги у порівнянні з прототипом. Його реалізація не вимагає вимірювання енергії АЕ сигналів, що має значно меншу точність у порівнянні з вимірюваннями частоти спектрів, не вимірюється тривалість імпульсів. Це дає можливості побудувати практичну шкалу адгезійної міцності конкретного металу з покриттям. Нижче наведено приклади реалізації способу (фіг. 4-8): На фіг. 4-8 по осі ординат (вісь у) відкладуються значення сигналу датчика П113-(0,2-2,0) у мВ, а по осі абсцис (вісь х) - частоти УЗ у кГц з ціною поділки шкали 100 кГц. Величина адгезійної міцності характеризується площиною, яку займає на спектрограмі огинаюча високочастотної складової (фіг. 1). Математично цю величину можна визначити наступним чином: S 2 ( A )d , де S - площа під 1 40 45 50 55 кривою ( A ) , яка пропорційна величині адгезії, ( A ) - функція огинаючої спектрограми, 1,2 - відповідно початок та кінець частот для функції огинаючої високочастотного спектра. фіг. 4. Зразок № 2, партія 9. Підкладка зразка без попереднього випалювання у вакуумі, електрополірована а) вихідний зразок, зерна не було на підкладці, є окремі чорні включення розміром 2-3 мм, але їх мало, зустрічаються дефекти типу розтраву; б) первинне випалювання зразка в Аr при 1200 °C протягом 2 год. Зерна не було у покритті і в підкладці зразка, є окремі включення (погіршення адгезії); фіг. 5. Зразок № 4, партія 9. Попереднє випалювання у вакуумі підкладки зразка при 1200 °C протягом 2 год. Підкладка зразка електрополірована. А) вихідний зразок, є окремі сколи, розмір зерна покриття 50-20-12 мкм, середній - 40 мкм, є окремі включення розміром 5-7 мкм, але їх мало, розмір зерна підкладки зразка 40-50 мкм, min 7 мкм, max 40-50 мкм; б) вторинне випалювання зразка в Аr при 1200 °C протягом 2 год. (погіршення адгезії); фіг. 6. Зразок № 1, партія 9. Підкладка зразка без попереднього випалювання зразка у вакуумі (ХО), зразок шліфований, вага 1,6673 г; а) вихідне покриття без зерен, чорні включення, сколів і тріщин, зерна не видно на покритті, 1 15 мкм; б) первинне випалювання зразка в Аr , при 1200 °C протягом 2 год. зерна не видно (погіршення адгезії); фіг. 7. Зразок № 4, партія 10. Попереднє випалювання підкладки зразка у вакуумі при 1200 °C протягом 2 год., зразок шліфований, 4,8 мкм; а) вихідний зразок, розмір зерна 7,5 2 UA 83697 U 5 10 15 20 25 30 35 мкм, max 17 мкм, зміщення -75 В; б) вторинне випалювання зразка в Аr при 1200 °C протягом 2 год., є сколи по краях зразка, 4,8 мкм (погіршення адгезії); фіг. 8. Зразок № 1, партія 10. Попереднє випалювання підкладки зразка у вакуумі при 1200 °C, протягом 2 год., зразок шліфований; а) вихідний зразок, розмір зерна max 5-7,5 мкм, 3,2 мкм; б) вторинне випалювання зразка в Аг при 1200 °C протягом 2 год. (погіршення адгезії). Прямі вимірювання адгезійної міцності на відрив підтверджують виводи, що отримані вимірюваннями за допомогою ультразвуку. Висновки. Результати вимірювань свідчать що розподіл частот на низькі (НЧ) і високі (ВЧ) для кожної технології отримання та обробки покриттів відрізняються. Якщо на фіг. 2. ВЧ це 1340 кГц, то на фіг. 3. ВЧ це 1300 кГц. Причиною цьому є зміна пружних характеристик матеріалів під час різних технологій підготовки зразків. Дві групи частот, що спостерігаються на УЗ спектрограмах, відповідають двом групам хвиль. Більші частоти, у районі 1300 кГц - це поверхневі хвилі (хвилі Релея), що розповсюджуються зі швидкістю c s . Менші частоти (біля 1050 кГц) - це поздовжні (об'ємні) хвилі розширеннястискання, що розповсюджуються всередині зразка зі швидкістю cl . Поділ УЗ на НЧ та ВЧ умовний і робиться у рамках цього способу. Більша амплітуда ВЧ складової свідчить про вихід енергії УЗ хвилі з підкладки у покриття, а це можливо при гарній адгезії покриття до підкладки. Амплітуда коливань поверхневої хвилі спадає по експоненті по мірі віддалення від вільної поверхні. Тому хвиля локалізується у тонкому шарі товщиною 1 15 , де - довжина хвилі. , Проміжок між частотами (1300 кГц - 1050 кГц = 250 кГц) означає, що швидкості поздовжньої та поверхневої хвилі суттєво відрізняються. Аналіз частотної характеристики двох датчиків, які щільно притиснуті один до одного (через масляний прошарок), показує, що на частоті 1192 кГц є проміжок і він не співпадає з проміжком у спектрограмі УЗ, що пройшов через досліджуваний зразок. Тобто, можна зробити висновок, що чим більша амплітуда високих частот, тим краща адгезія (енергія УЗ хвилі йде у підкладку). Величина амплітуди корелює з якістю адгезії. Енергія УЗ, що йде до підкладки, більша в декілька разів, ніж енергія, що йде у покриття, тому що площа поперечного перерізу підкладки у декілька разів більша, ніж покриття. При якісній адгезії хвиля встигає вийти на поверхню підкладки, тобто у покриття, а при поганій - не встигає. При поганій адгезійній міцності покриття УЗ хвиля або не потрапляє в покриття, або входить у покриття не на всіх частотах, що характеризується зривом кривої спектрограми (УЗ хвиля виходить в покриття і розповсюджується по покриттю у вигляді поверхневої хвилі). Спосіб, що заявляється, може знайти застосування у металургії та ливарному виробництві при контролі адгезійної міцності покриттів на металах як швидкий метод порівняння адгезійної міцності який не потребує виготовлення спеціального зразка та машин для механічних випробувань. Достатньо мати ультразвукове устаткування для аналізу спектрограм. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб контролю адгезійної міцності покриттів на металах, що включає ультразвукове опромінювання дослідного зразка металу з покриттям вздовж покриття та прийом ультразвукових сигналів, який відрізняється тим, що використовується спектр частот сигналів, який має відокремлені по величині частоти групи ультразвукових сигналів, причому адгезійна міцність покриття на металі є тим більшою, чим більше площа ділянки під огинаючою групи сигналів з більшою частотою. 3 UA 83697 U 4 UA 83697 U 5 UA 83697 U 6 UA 83697 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюShevchenko Oleksandr Ivanovych, Brodnikovskyi Mykola Pavlovych
Автори російськоюШевченко Александр Иванович, Бродниковский Николай Павлович
МПК / Мітки
МПК: G01N 19/04
Мітки: контролю, адгезійної, металах, покриттів, міцності, спосіб
Код посилання
<a href="https://ua.patents.su/9-83697-sposib-kontrolyu-adgezijjno-micnosti-pokrittiv-na-metalakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю адгезійної міцності покриттів на металах</a>
Пристрій для визначення адгезійної міцності покриття
Номер патенту: 36993
Опубліковано: 10.11.2008
Автори: Ковальов Андрій Іванович, Єлагін Георгій Іванович, Кришталь Микола Андрійович
МПК: G01N 19/02
Мітки: пристрій, покриття, визначення, адгезійної, міцності
Формула / Реферат:
Пристрій для визначення адгезійної міцності покриття, який містить реєструючий пристрій, дві пластини, що затискають зразок, з яких нижня пластина має штуцер для подавання робочого середовища через отвір у підкладці на межу розділу підкладки та покриття, який відрізняється тим, що пристрій додатково має манометр, верхня пластина виконана у вигляді рамки, а нижня пластина має ущільнення, штуцер з'єднаний з механізмом подачі робочого...
Спосіб забезпечення адгезійної міцності покриття
Номер патенту: 40078
Опубліковано: 16.07.2001
Автори: Погромська Марина Володимирівна, Ковальов Віктор Дмитрович, Мірошніченко Юрій Вікторович
МПК: G01H 5/00, G01N 22/00
Мітки: адгезійної, покриття, міцності, забезпечення, спосіб
Формула / Реферат:
Спосіб забезпечення адгезійної міцності покриття, при якому визначають адгезійну міцність, який відрізняється тим, що змінюють шорсткість підкладки, наносять зносостійке покриття на еталонні зразки при різних значеннях шорсткості основи і будують криву залежності сумарного числа імпульсів акустичної емісії, які випромінюються кожним зразком, що характеризує стан покриття в залежності від шорсткості основи, по точці перегину якої визначають...
Пристрій для визначення адгезійної міцності покриття
Номер патенту: 2191
Опубліковано: 15.12.2003
Автори: Мовшович Ісаак Якович, Римчук Данило Васильович, Вайсберг Григорій Львович, Добровольський Ігор Володимирович, Власенко Василь Миколайович
МПК: G01N 19/00
Мітки: пристрій, визначення, адгезійної, міцності, покриття
Формула / Реферат:
Пристрій для визначення адгезійної міцності покриття, що містить підкладку з конічним отвором і штифт, який відрізняється тим, що пристрій оснащений додатковими штифтами і несучою плитою, на якій жорстко закріплені штифти, кожен із штифтів оснащений карданами, в підкладці відповідно додатковим штифтам виконані додаткові конічні отвори, пристрій оснащений корпусом, в якому розміщені штифти і несуча плита, у корпусі виконані упорні пази, в яких...
Спосіб підвищення адгезійної міцності антидифузійних шарів з нікелю на кристалах твердих розчинів bi-te-se-sb
Номер патенту: 6514
Опубліковано: 16.05.2005
Автори: Фотій Василь Давидович, Ащеулов Анатолій Анатолійович
МПК: H01L 35/12
Мітки: адгезійної, розчинів, bi-te-se-sb, підвищення, міцності, кристалах, шарів, спосіб, нікелю, антидифузійних, твердих
Формула / Реферат:
Спосіб підвищення адгезійної міцності антидифузійних шарів нікелю на кристалах твердих розчинів Bi-Te-Se-Sb, що включає температурний відпал кристала з хімічно нанесеними шарами нікелю, який відрізняється тим, що в процесі температурного відпалу кристали з хімічно нанесеними шарами нікелю піддаються одночасній дії зовнішніх постійного магнітного та імпульсного електричного полів за допомогою циліндричного гіротропного конденсатора при...
Пристрій для дослідження адгезійної міцності на зріз
Номер патенту: 35942
Опубліковано: 10.10.2008
Автор: Левицький Віктор Степанович
МПК: G01N 19/00
Мітки: зріз, адгезійної, дослідження, пристрій, міцності
Формула / Реферат:
Пристрій для дослідження адгезійної міцності на зріз, що містить два співвісно встановлених у захватах зразки, кульковий індентор, розміщений при дослідженні між зразками, тримач індентора, виконаний у вигляді охоплюючого індентор шківа, привід у вигляді повзуна з закріпленим передавальним шківом, передавальний механізм, виконаний з гнучкого елемента, кінці якого, огинаючи передавальний і проміжний шківи, з'єднані з охоплюючим шківом,...
Попередній патент: Спосіб виготовлення високощільних виробів з металевих порошків
Наступний патент: Спосіб анатомо-функціональної оцінки тяжкої закритої поєднаної абдомінальної травми
Випадковий патент: Екскаваційне обладнання для пошарового зняття забруднених ґрунтових масивів