Стенд для правки колісних дисків автомобілів і мотоциклів

Формула / Реферат
1. Стенд для правки колісних дисків автомобілів і мотоциклів, що містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, що обладнана п'ятою для передачі зусилля на деформовану ділянку диска, засоби управління і контролю відхилень розмірів дисків від нормативних, який відрізняється тим, що вертикальний гвинтовий прес забезпечений встановленим на нерухомій поперечній балці реверсивним електроприводом, передавальний механізм якого з'єднаний через муфту зчеплення з робочим штоком гвинтового преса, причому стільниця опорного столу виконана з можливістю зміщення вздовж осі гвинтового преса, а засоби контролю відхилень розмірів дисків від нормативних включають принаймні один індикатор кутових переміщень деформованої ділянки диска, виконаний у вигляді фігурної пластини, що спирається на нього і вільний кінець якої контактує з вимірювачем лінійних переміщень.
2. Стенд за п. 1, який відрізняється тим, що між основою опорного столу і стільницею встановлений додатковий реверсивний електропривід для зворотно-поступального переміщення стільниці по напрямних силових стійках гвинтового преса.
3. Стенд за п. 1, який відрізняється тим, що маховик виконаний з можливістю роз'єднання з робочим штоком при включенні реверсивного електроприводу, що встановлений на нерухомій поперечній балці.
4. Стенд за п. 1, який відрізняється тим, що засоби управління стендом можуть включати пульт оперативного управління реверсивним електроприводом, а засоби контролю можуть містити індикатори і датчики переміщень рухомої поперечної балки, стільниці та кутових переміщень деформованої ділянки диска, причому електричні виходи датчиків можуть бути з'єднані через багатоканальний підсилювач з входами пульта управління для контролю процесу правки диска.
Текст
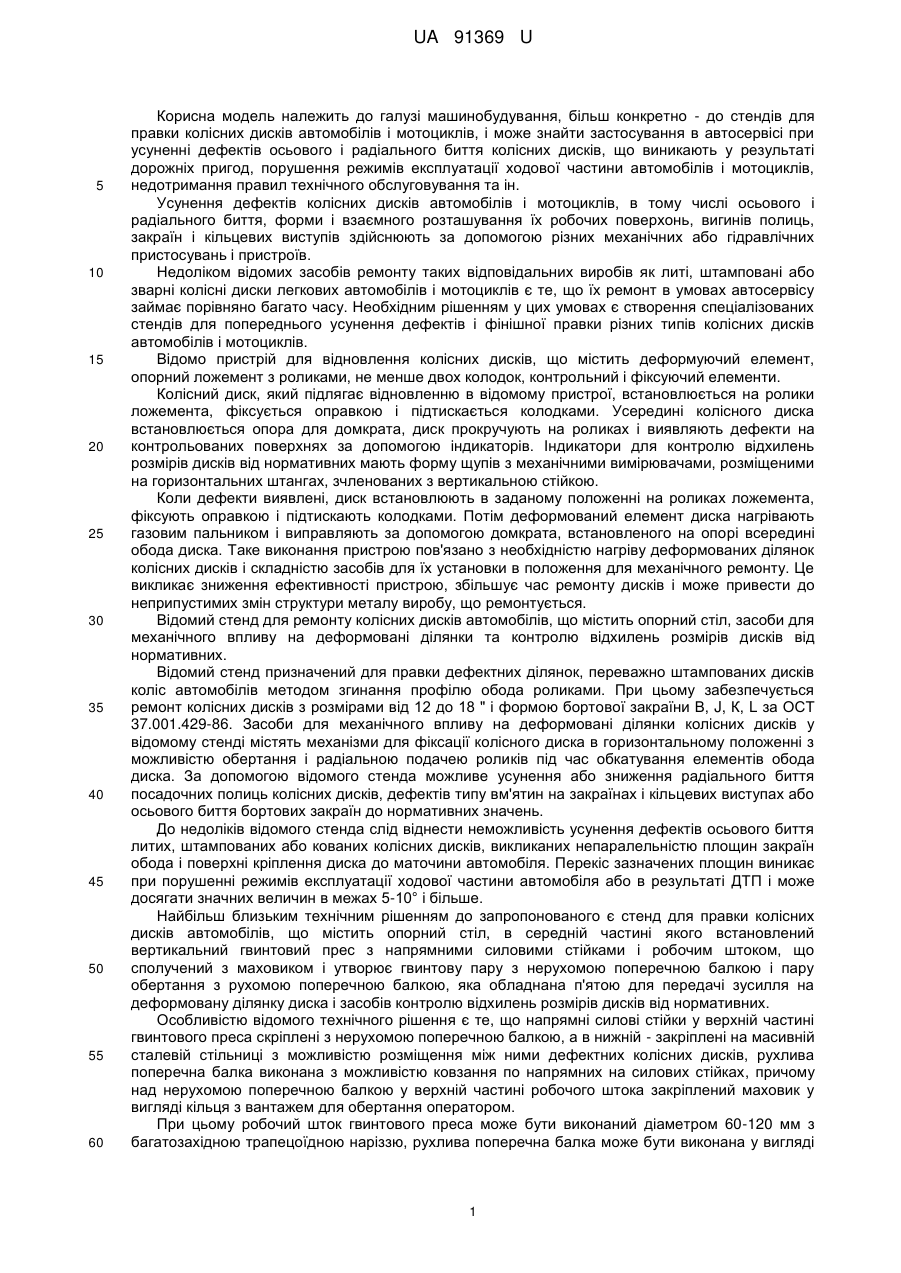
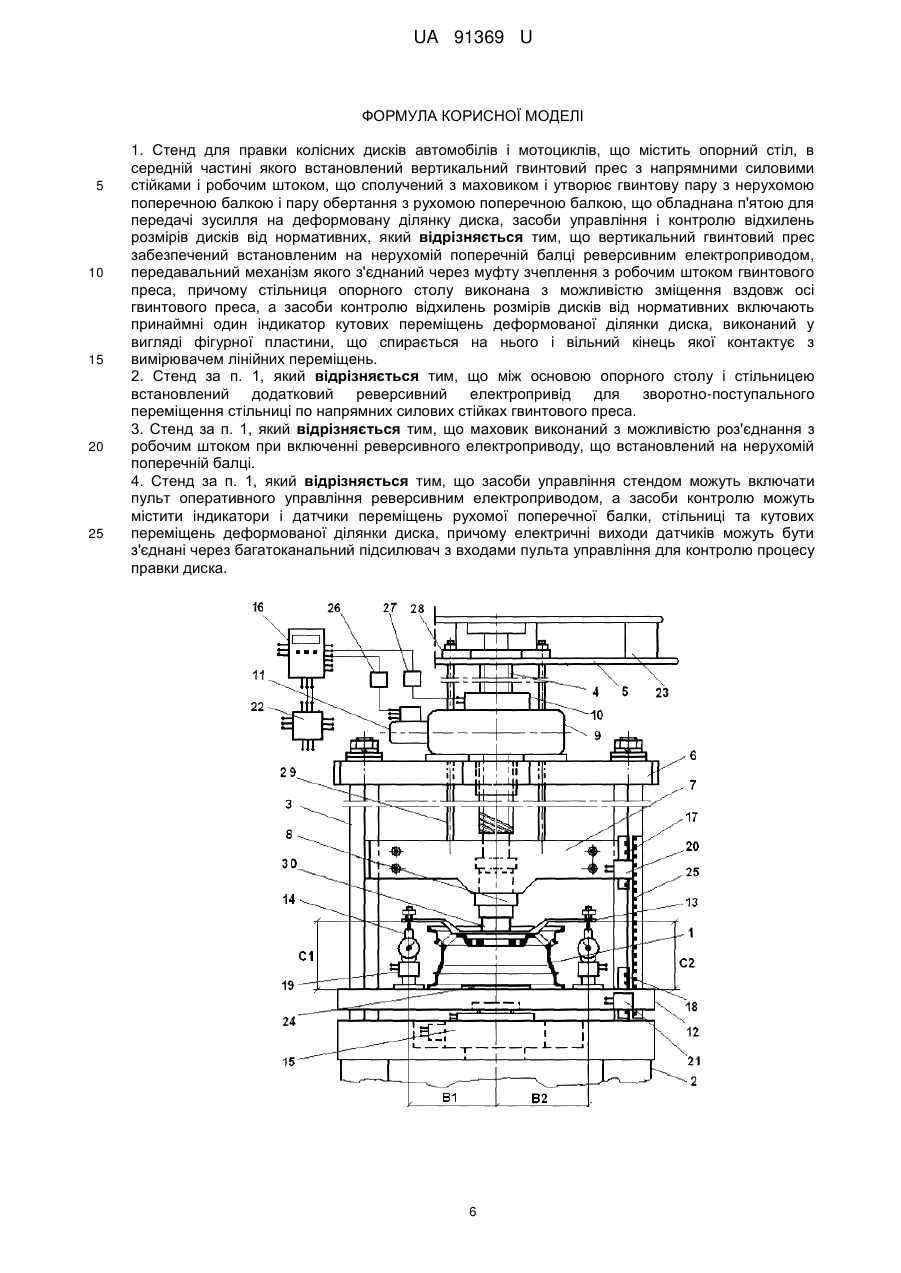
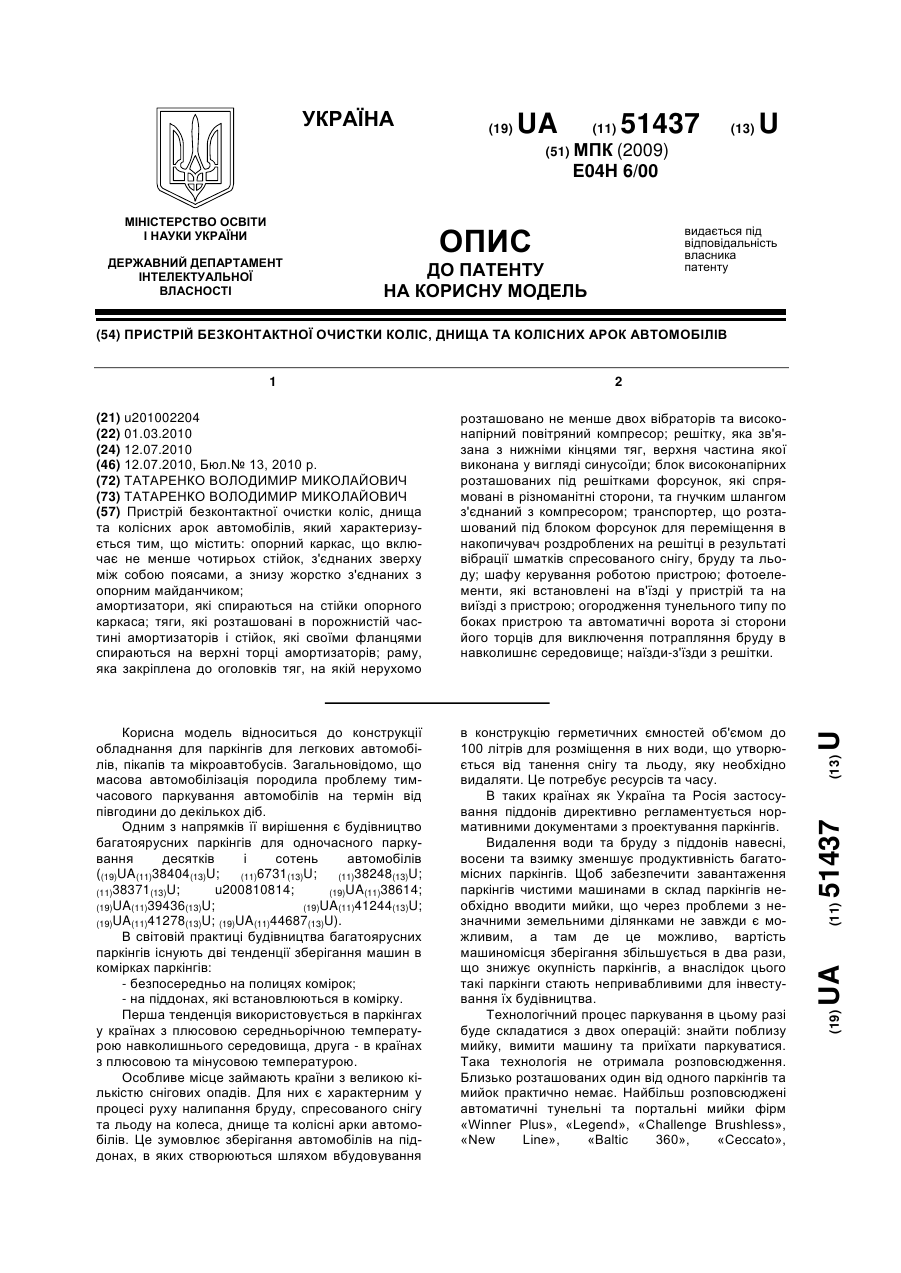
Реферат: Стенд для правки колісних дисків автомобілів і мотоциклів містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, що обладнана п'ятою для передачі зусилля на деформовану ділянку диска, засоби управління і контролю відхилень розмірів дисків від нормативних. Вертикальний гвинтовий прес забезпечений встановленим на нерухомій поперечній балці реверсивним електроприводом, передавальний механізм якого з'єднаний через муфту зчеплення з робочим штоком гвинтового преса. Стільниця опорного столу виконана з можливістю зміщення вздовж осі гвинтового преса. Засоби контролю відхилень розмірів дисків від нормативних включають принаймні один індикатор кутових переміщень деформованої ділянки диска, виконаний у вигляді фігурної пластини, що спирається на нього і вільний кінець якої контактує з вимірювачем лінійних переміщень. UA 91369 U (12) UA 91369 U UA 91369 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, більш конкретно - до стендів для правки колісних дисків автомобілів і мотоциклів, і може знайти застосування в автосервісі при усуненні дефектів осьового і радіального биття колісних дисків, що виникають у результаті дорожніх пригод, порушення режимів експлуатації ходової частини автомобілів і мотоциклів, недотримання правил технічного обслуговування та ін. Усунення дефектів колісних дисків автомобілів і мотоциклів, в тому числі осьового і радіального биття, форми і взаємного розташування їх робочих поверхонь, вигинів полиць, закраїн і кільцевих виступів здійснюють за допомогою різних механічних або гідравлічних пристосувань і пристроїв. Недоліком відомих засобів ремонту таких відповідальних виробів як литі, штамповані або зварні колісні диски легкових автомобілів і мотоциклів є те, що їх ремонт в умовах автосервісу займає порівняно багато часу. Необхідним рішенням у цих умовах є створення спеціалізованих стендів для попереднього усунення дефектів і фінішної правки різних типів колісних дисків автомобілів і мотоциклів. Відомо пристрій для відновлення колісних дисків, що містить деформуючий елемент, опорний ложемент з роликами, не менше двох колодок, контрольний і фіксуючий елементи. Колісний диск, який підлягає відновленню в відомому пристрої, встановлюється на ролики ложемента, фіксується оправкою і підтискається колодками. Усередині колісного диска встановлюється опора для домкрата, диск прокручують на роликах і виявляють дефекти на контрольованих поверхнях за допомогою індикаторів. Індикатори для контролю відхилень розмірів дисків від нормативних мають форму щупів з механічними вимірювачами, розміщеними на горизонтальних штангах, зчленованих з вертикальною стійкою. Коли дефекти виявлені, диск встановлюють в заданому положенні на роликах ложемента, фіксують оправкою і підтискають колодками. Потім деформований елемент диска нагрівають газовим пальником і виправляють за допомогою домкрата, встановленого на опорі всередині обода диска. Таке виконання пристрою пов'язано з необхідністю нагріву деформованих ділянок колісних дисків і складністю засобів для їх установки в положення для механічного ремонту. Це викликає зниження ефективності пристрою, збільшує час ремонту дисків і може привести до неприпустимих змін структури металу виробу, що ремонтується. Відомий стенд для ремонту колісних дисків автомобілів, що містить опорний стіл, засоби для механічного впливу на деформовані ділянки та контролю відхилень розмірів дисків від нормативних. Відомий стенд призначений для правки дефектних ділянок, переважно штампованих дисків коліс автомобілів методом згинання профілю обода роликами. При цьому забезпечується ремонт колісних дисків з розмірами від 12 до 18 " і формою бортової закраїни В, J, К, L за ОСТ 37.001.429-86. Засоби для механічного впливу на деформовані ділянки колісних дисків у відомому стенді містять механізми для фіксації колісного диска в горизонтальному положенні з можливістю обертання і радіальною подачею роликів під час обкатування елементів обода диска. За допомогою відомого стенда можливе усунення або зниження радіального биття посадочних полиць колісних дисків, дефектів типу вм'ятин на закраїнах і кільцевих виступах або осьового биття бортових закраїн до нормативних значень. До недоліків відомого стенда слід віднести неможливість усунення дефектів осьового биття литих, штампованих або кованих колісних дисків, викликаних непаралельністю площин закраїн обода і поверхні кріплення диска до маточини автомобіля. Перекіс зазначених площин виникає при порушенні режимів експлуатації ходової частини автомобіля або в результаті ДТП і може досягати значних величин в межах 5-10° і більше. Найбільш близьким технічним рішенням до запропонованого є стенд для правки колісних дисків автомобілів, що містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, яка обладнана п'ятою для передачі зусилля на деформовану ділянку диска і засобів контролю відхилень розмірів дисків від нормативних. Особливістю відомого технічного рішення є те, що напрямні силові стійки у верхній частині гвинтового преса скріплені з нерухомою поперечною балкою, а в нижній - закріплені на масивній сталевій стільниці з можливістю розміщення між ними дефектних колісних дисків, рухлива поперечна балка виконана з можливістю ковзання по напрямних на силових стійках, причому над нерухомою поперечною балкою у верхній частині робочого штока закріплений маховик у вигляді кільця з вантажем для обертання оператором. При цьому робочий шток гвинтового преса може бути виконаний діаметром 60-120 мм з багатозахідною трапецоїдною наріззю, рухлива поперечна балка може бути виконана у вигляді 1 UA 91369 U 5 10 15 20 25 30 35 40 45 50 55 60 масивного бруса для збільшення тиску робочого штока на деформовану ділянку колісного диска, засоби для механічного впливу на деформовані ділянки колісних дисків можуть включати набір плоских проставок для запобігання зминання бічних закраїн різних типів колісних дисків об поверхню стільниці, п'ята для передачі зусилля робочого штока може бути обладнана датчиком, сполученим із засобами індикації, для визначення сили впливу робочого штока на деформовані ділянки колісного диска, а засоби для контролю відхилень розмірів дисків від нормативних можуть бути забезпечені механічними індикаторами лінійних переміщень. До недоліків відомого стенда слід віднести порівняно велику кількість часу на усунення дефектів кожного ремонтованого диска, що пов'язана з необхідністю значних переміщень рухомої поперечної балки при обертанні маховика вручну оператором і робочого штока, зокрема, при перенастроюванні на інші типи колісних дисків, осьовий розмір яких може змінюватися в діапазоні від 10 до 40 см і більше. Крім того, засоби контролю відхилень розмірів диска від нормативних у відомому стенді мають недостатню точність вимірювання, в тому числі при визначенні величини кутових переміщень деформованих поверхонь диска, непаралельності площин бічних закраїн і поверхні кріплення диска до маточини автомобіля. Це часто призводить до необхідності повторних вимірювань зазначених відхилень. Головною задачею корисної моделі є створення зручного в експлуатації спеціалізованого стенда для усунення дефектів колісних дисків автомобілів і мотоциклів в умовах підприємств автосервісу. Технічним результатом корисної моделі є усунення недоліків відомих технічних рішень, зменшення кількості часу, необхідного для усунення дефектів різних модифікацій колісних дисків без обмежень за їх габаритами, і підвищення точності контролю відхилень розмірів дисків в процесі ремонту. Зазначений технічний результат досягається тим, що в стенді для правки колісних дисків автомобілів і мотоциклів, що містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, яка обладнана п'ятою для передачі зусилля на деформовану ділянку диска і засобів контролю відхилень розмірів дисків від нормативних. Відповідно до корисної моделі, вертикальний гвинтовий прес обладнаний встановленим на нерухомій поперечній балці реверсивним електроприводом, передавальний механізм якого з'єднаний через муфту зчеплення з робочим штоком гвинтового преса, причому стільниця опорного столу виконана з можливістю зміщення вздовж осі гвинтового преса, а засоби контролю відхилень розмірів дисків від нормативних включають принаймні один індикатор кутових переміщень деформованої ділянки диска, виконаний у вигляді фігурної пластини, що спирається на нього і вільний кінець якої контактує з вимірювачем лінійних переміщень. Крім того, між основою опорного столу і стільницею може бути встановлений додатковий реверсивний електропривід для зворотно-поступального переміщення стільниці по напрямних силових стійках гвинтового преса. Крім того, маховик може бути виконаний з можливістю роз'єднання з робочим штоком при включенні реверсивного електроприводу, встановленого на нерухомій поперечній балці. Крім того, засоби управління стендом можуть включати пульт оперативного управління реверсивним електроприводом, а засоби контролю можуть містити індикатори і датчики переміщень рухомої поперечної балки, стільниці та кутових переміщень деформованої ділянки диска, причому електричні виходи датчиків можуть бути з'єднані через багатоканальний підсилювач з входами пульта управління для контролю процесу ремонту диска. Таке виконання стенда дозволяє усунути недоліки відомих технічних рішень, вирішити поставлене завдання створення зручного в експлуатації спеціалізованого стенда для усунення дефектів осьового або радіального биття колісних дисків в умовах підприємств автосервісу, а також досягти зазначений технічний результат, пов'язаний із зменшенням кількості часу для усунення дефектів різних модифікацій колісних дисків і з підвищенням точності контролю відхилень розмірів дисків під час ремонту. Для запропонованого стенда практично відсутні обмеження за габаритами і технічними характеристиками ремонтованих дисків, при цьому можливий швидкісний ремонт різних типів литих, штампованих, кованих або зварних колісних дисків, виготовлених різними виробниками. Основою запропонованого стенда для усунення дефектів осьового і радіального биття колісних дисків автомобілів і мотоциклів є вертикальний гвинтовий прес, що забезпечує необхідне робоче зусилля для пластичної деформації металу деформованих ділянок диска, що ремонтується. Наявність маховика у вигляді кільця діаметром близько 1 м для обертання оператором, рухомої поперечної балки у вигляді масивного бруса і зазначених систем 2 UA 91369 U 5 10 15 20 25 30 35 40 45 50 55 60 електроприводу дозволяє при вказаному діаметрі робочого штока досягти порівняно високих постійних або імпульсних зусиль робочого штока на деформовану ділянку диска. Силові стійки, що приварені до опорного столу на значній відстані один від одного, забезпечують розміщення і ремонт різних модифікацій дефектних колісних дисків. У процесі створення та експлуатації запропонованого стенда знайдено, що для досягнення зазначеного тиску робочий шток може мати діаметр 60-120 мм з багатозахідною трапецоїдною наріззю з кроком 10-20 мм. Вибір діаметра штока за межами 60-120 мм не забезпечує необхідних зусиль або призводить до збільшення кількості часу ремонту колісних дисків. Виконання засобів контролю для визначення невідповідності розмірів диска до нормативних і, зокрема, непаралельності його торцевих поверхонь, а також площини кріплення диска до маточини автомобіля у вигляді забезпечених електричними датчиками механічних індикаторів кутових і лінійних переміщень, дозволяє оцінювати результати роботи оператора безпосередньо в процесі роботи на стенді. На фіг. 1 схематично представлений загальний вигляд стенда для правки колісних дисків легкових автомобілів і мотоциклів. Стенд для правки колісних дисків 1 містить опорний стіл 2, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками 3 і робочим штоком 4, що сполучений з маховиком 5 і утворює гвинтову пару з нерухомою поперечною балкою 6 і пару обертання з рухомою поперечною балкою 7, що обладнана п'ятою 8 для передачі зусилля на деформовану ділянку диска 1. Вертикальний гвинтовий прес у верхній частині обладнаний встановленими на нерухомій поперечної балці 6 реверсивним електроприводом 9, передавальний механізм якого з'єднаний через муфту зчеплення 10 з робочим штоком 4 гвинтового преса. Електродвигун приводу 9 позначений поз. 11, як передавальний механізм приводу 9 може використовуватися черв'ячний редуктор, а як муфта зчеплення 10 - дисковий, барабанний або стрічковий механізм (не показані). При цьому стільниця 12 опорного столу 2 виконана з можливістю зміщення вздовж осі гвинтового пресау по напрямних силових стійках 3. Засоби контролю відхилень розмірів диска 1 від нормативних, що стосуються, зокрема, непаралельності торцевих площин закраїн обода і поверхні кріплення диска1 до маточини автомобіля або мотоцикла, включають принаймні один індикатор кутових переміщень деформованої ділянки диска 1, виконаний у вигляді фігурної пластини 13, що спирається на нього. В даному випадку вільні кінці фігурної пластини 13 контактують з чутливими елементами двох стандартних механічних індикаторів або вимірників 14 лінійних переміщень. На фіг. 1 показано розгорнуте в площину креслення перетину фігурної пластини 13 індикатора, що спирається на поверхню кріплення диска 1 до маточини автомобіля. При цьому вимірювачі 14 вертикально встановлені на поверхні стільниці 12 опорного столу 2 по обидві сторони диска 1 з можливістю постійного контактування їх рухомих штоків з вільними кінцями фігурної пластини 13. Позначення С1 і С2 на кресленні відповідають стану, близького до усунення дефекту непаралельності торцевих поверхонь диска 1. Позначення В1 і В2 відповідають обраній для вимірювань віддалі осей вимірників 14 лінійних переміщень до осі робочого штока 4. Між основою опорного столу 2 і стільницею 12 встановлено додатковий реверсивний електропривід 15 для зворотно-поступального переміщення стільниці 12 по напрямних силових стійках 3 гвинтового преса. Зазначене переміщення стільниці 12 може знадобитися, наприклад, при перенастроюванні стенда для виробництва робіт з виправлення колісних дисків від легкових автомобілів до мотоциклів, диски яких у кілька разів тонші від автомобільних. При цьому маховик 5 може бути виконаний з можливістю роз'єднання з робочим штоком 4 при включенні реверсивного електроприводу 9 для зменшення випробувальних ним навантажень. Механізм такого роз'єднання може бути виконаний у вигляді електромагніту з висувним сердечником або у вигляді муфти зчеплення (не показані). Засоби управління стендом на фіг. 1 включають пульт 16 оперативного управління електроприводами 9, 15 з муфтами зчеплення, а засоби контролю стенда містять індикатор кутових переміщень 13, вимірювачі лінійних переміщень 14, індикатори візуального контролю переміщень 17, 18 рухомої поперечної балки 7 і стільниці 12. При цьому вимірювачі 14 та індикатори 17, 18 забезпечені електромагнітними датчиками 19, 20, 21 зазначених переміщень, їх електричні виходи з'єднані через багатоканальний підсилювач 22 з входами пульта 16 управління для контролю оператором процесу ремонту колісного диска 1. Як зазначено на фіг. 1 напрямні силові стійки 3 гвинтового преса у верхній частині скріплені з нерухомою поперечною балкою 6, а в нижній - закріплені на опорному столі 2 з можливістю розміщення між стійками 3 колісних дисків різного розміру. Рухома поперечна балка 7 і стільниця 12 виконані з можливістю ковзання по напрямних на силових стійках 3. Над 3 UA 91369 U 5 10 15 20 25 30 35 40 45 50 55 60 нерухомою поперечною балкою 6 у верхній частині робочого штока 4 закріплений з можливістю роз'єднання маховик 5, виконаний у вигляді двох кілець із труб з вантажем 23 для його обертання оператором. Засоби для механічної правки деформованих ділянок колісних дисків включають набір плоских проставок 24 у вигляді прямокутника, одна зі сторін якого виконана за формою бічних закраїн для запобігання їх зминання при впливі робочого штока 4 на деформовані ділянки диска 1. Набір плоских проставок 24 повинен включати 2-4 групи пластин для використання при ремонті різних типів колісних дисків. У кожній із зазначених груп кількість пластин може становити 5-10 штук, при цьому пластини можуть мати товщину 2-10 мм з різницею товщини 0,5-1 мм. На одній з силових стійок 3 може бути встановлена розмірна лінійка 25 для грубої настройки положення рухомої поперечної балки 7, стільниці 12 і робочого штока 4 по висоті імпортних або вітчизняних колісних дисків. Для більш точної оцінки величини переміщень балки 7 і стільниці 12 в процесі пластичної деформації елементів диска 1 при його ремонті на зазначених рухливих вузлах розміщені електромагнітні датчики 20, 21 зазначених переміщень, що забезпечують точний контроль і передачу результатів вимірювань на індикаторну панель пульта 16 управління. Для додаткового контролю величини пластичної деформації елементів диска 1 п'ята 8 рухомої поперечної балки 7 може бути додатково обладнана механічним або тензометричним датчиком та відповідними засобами індикації (не показані) для визначення сили впливу штока 4 на вказані ділянки колісного диска 1. У реверсивному електроприводі 9 обертання передавального механізму здійснюється у двох протилежних напрямках, що досягається завдяки зміни напрямку обертання виконавчого електродвигуна 11 постійного струму, наприклад, шляхом зміни напрямку струму в ланцюзі живлення за допомогою контактного перемикача 26, що керується оператором. Крім того, у запропонованому стенді можна плавно змінювати в широкому діапазоні частоту обертання якоря електродвигуна 11 постійного струму за допомогою відомих засобів, що забезпечує необхідну швидкість переміщення рухомої поперечної балки 7 і правки деформованих частин колісного диска 1. За допомогою контактного перемикача 27 оператор за допомогою пульта 16 управляє також муфтою зчеплення 10 передавального механізму електроприводу 9 з робочим штоком 4 гвинтового преса. Аналогічно здійснюється управління роботою додаткового реверсивного електроприводу 15 з власною муфтою зчеплення, що забезпечує передачу моменту обертання на додатковий гвинтовий механізм (не показаний) для переміщення стільниці 12, наприклад, у випадку переналаштування стенда на інший тип колісних дисків. Крім того, на верхньому кінці робочого штока 4 на посадці ковзання встановлений опорний фланець 28 з тягами 29, що сприймають навантаження від рухомої поперечної балки 7, а для запобігання пошкодження поверхонь диска 1 при ремонті між п'ятою 8 і деформованим елементом диска 1 встановлена захисна проставка 30 з текстоліту або дерева твердих порід. Стенд для правки колісних дисків легкових автомобілів і мотоциклів функціонує наступним чином. Попередньо оператор стенда проводить вимірювання геометричних параметрів дефектного колісного диска 1, визначаючи інструментальними методами або на стенді для дефектації дисків відхилення його фактичних розмірів від нормативних. При виявленні осьового биття колісного диска 1, викликаного не паралельністю площин закраїн обода і поверхні кріплення диска до маточини автомобіля або мотоцикла, оператор встановлює диск 1 на стільницю 12 опорного столу 2 так, щоб п'ята 8 рухомої поперечної балки 7 і вісь робочого штока 4 проходили через ту частину диска 1, пластична деформація якої призведе до відновлення паралельності зазначених площин. Як правило, для усунення осьового биття дисків потрібно впливати зусиллям робочого штока 4 на області диска, що знаходяться між ободом і його центральною частиною. Потім оператор підбирає і встановлює між ободом диска 1 і стільницею 12 з наявного набору проставки 24, товщина яких дорівнює вильоту закраїни для даного типу диска з метою запобігання її зминання при впливі робочого штока 4 на вказані ділянки диска 1. Після цього оператор розміщує між п'ятою 8 і ділянкою диска 1, що деформується захисну проставку 30 і обертає маховик 5 і робочий шток 4 до контакту п'яти 8 з проставкою 30 і диском 1. За допомогою розмірних лінійок 17, 18, вимірників 14 і датчиків переміщень 19, 20, 21 оператор визначає початкове і наступні становища робочого штока 4, а також вихідну висоту даної ділянки диска 1 до початку і в процесі впливу на деформовану ділянку диска 1. Слід зазначити, що результати вимірювань датчиків переміщень 19, 20, 21 у вигляді слабких електричних сигналів надходять через багатоканальний підсилювач 22 на входи пульта 16 управління із засобами індикації для контролю оператором процесу правки диска. 4 UA 91369 U 5 10 15 20 25 30 35 40 45 50 55 Практично реалізований в процесі правки конкретного колісного диска 1 хід штока 4 може перебувати в діапазоні від одиниць мм до декількох см. Водночас, хід штока 4 при переході на ремонт різних типів литих, штампованих, кованих або зварних колісних дисків легкових автомобілів і мотоциклів вітчизняних і зарубіжних виробників, може досягати 50 см і більше. У разі ремонту однотипних колісних дисків досить встановити необхідне оптимальне положення стільниці 12 щодо опорного столу 2 за допомогою допоміжного реверсивного електроприводу 15 і встановити оптимальне положення рухомої поперечної балки 7 з п'ятою 8 і проставкою 30 за допомогою реверсивного електроприводу 9. У вибраному проміжку між поперечною балкою 7 і стільницею 12 оператор встановлює на неї зазначеним чином колісний диск 1. У цих умовах можлива правка колісного диска оператором як вручну за допомогою маховика 5, так і за допомогою реверсивного електроприводу 9, що забезпечує, в ряді випадків, значно більші зусилля ремонту деформованої частини диска 1. У першому випадку оператор обертає маховик 5 в напрямку робочого ходу штока 4 на частину обороту, на повний оборот або на кілька оборотів для досягнення в квазістатичному або імпульсному режимі великих зусиль п'яти 8 на деформовану ділянку диска 1. При цьому рухома поперечна балка 7, виконана у вигляді масивного бруса, сприяє додатковому збільшенню тиску робочого штока 4 на згадану ділянку колісного диска 1. При обертанні маховика 5 для виконання ходу штока 4 вгору тяги 29 приймають навантаження від рухомої поперечної балки 7 і передають її через опорний фланець 28 на робочий шток 4. У разі використання автоматичної правки дисків оператор включає електродвигун 11 приводу 9 за допомогою контактного перемикача 26. Одночасно з пульта 16 управління переважно автоматично подаються команди на розблокування механізму фіксації маховика 5 і робочого штока 4, а також на спрацьовування муфти зчеплення 10 робочого штока 4 і передавального механізму реверсивного електроприводу 9. Швидкості обертання робочого штока 4, переміщення рухомої поперечної балки 7 і відхилення розмірів дисків від нормативних при пластичній деформації дефектних ділянок диска 1 визначаються оператором з досвіду, а також контролюються ним за допомогою зазначених вище індикаторів і датчиків 13, 14, 17, 18, 19, 20, 21, в тому числі, за допомогою засобів для відображення результатів їх вимірювань на індикаторній панелі пульта 16 управління. Кількість впливів оператора на одну деформовану ділянку колісного диска 1 може досягати декількох послідовних ходів штока 4, а інтенсивність таких впливів залежить від багатьох факторів, зокрема від величини деформації диска, від матеріалу і способу його виготовлення, від жорсткості деформованих ділянок диска, від виду вказаних впливів (вручну або від електроприводу) і т.п. Момент мінімального відхилення зазначеного перекосу елементів диска оператор відзначає, як правило, візуально з урахуванням досвіду ремонту даного типу дисків, а також орієнтуючись на покази згаданих індикаторів і датчиків. У міру усунення величини зазначених дефектів диска 1 оператор проводить його додаткову дефектацію на спеціалізованому стенді аж до досягнення нормативних показників, що допускають технічну експлуатацію виробу. Для підвищення ефективності запропонованого стенда і поліпшення організації робіт з попередньою або фінішною правкою колісних дисків, стенд доцільно облаштовувати зазначеними засобами контролю параметрів колісних дисків. Для додаткового контролю параметрів пластичної деформації елементів диска 1 в п'яту 8 стенда може бути вбудований датчик тиску (не показаний), за показами якого оператор оцінює силу тиску штока 4 на диск 1, а також кількість натисків штока 4, необхідних для досягнення достатньої величини пластичної деформації елементів диска 1 при його правці. Ремонт колісних дисків автомобілів і мотоциклів на запропонованому стенді виключає нагрів диска, забезпечуючи збереження вихідної структури металу. Висока якість ремонту дисків на даному стенді зумовлено використанням зазначеного обладнання і строгим дотриманням технологічного процесу холодної пластичної деформації елементів диска з урахуванням рекомендацій виробників. Запропонований стенд пройшов необхідні технічні випробування, які підтвердили основні характеристики стенда та якість ремонту колісних дисків, що мають дефекти осьового биття. Зазначене виконання стенда усуває недоліки відомих технічних рішень і вирішує завдання створення зручного в експлуатації спеціалізованого стенда для усунення дефектів осьового або радіального биття колісних дисків в умовах підприємств автосервісу. При цьому досягається зменшення кількості часу усунення дефектів різних модифікацій колісних дисків і підвищення точності контролю відхилень розмірів дисків в ремонтному процесі. Для запропонованого стенда практично відсутні обмеження за габаритами і технічними характеристиками дисків, що ремонтуються, при цьому можливий швидкісний ремонт різних типів литих, штампованих, кованих або зварних колісних дисків, виготовлених різними виробниками. 60 5 UA 91369 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 1. Стенд для правки колісних дисків автомобілів і мотоциклів, що містить опорний стіл, в середній частині якого встановлений вертикальний гвинтовий прес з напрямними силовими стійками і робочим штоком, що сполучений з маховиком і утворює гвинтову пару з нерухомою поперечною балкою і пару обертання з рухомою поперечною балкою, що обладнана п'ятою для передачі зусилля на деформовану ділянку диска, засоби управління і контролю відхилень розмірів дисків від нормативних, який відрізняється тим, що вертикальний гвинтовий прес забезпечений встановленим на нерухомій поперечній балці реверсивним електроприводом, передавальний механізм якого з'єднаний через муфту зчеплення з робочим штоком гвинтового преса, причому стільниця опорного столу виконана з можливістю зміщення вздовж осі гвинтового преса, а засоби контролю відхилень розмірів дисків від нормативних включають принаймні один індикатор кутових переміщень деформованої ділянки диска, виконаний у вигляді фігурної пластини, що спирається на нього і вільний кінець якої контактує з вимірювачем лінійних переміщень. 2. Стенд за п. 1, який відрізняється тим, що між основою опорного столу і стільницею встановлений додатковий реверсивний електропривід для зворотно-поступального переміщення стільниці по напрямних силових стійках гвинтового преса. 3. Стенд за п. 1, який відрізняється тим, що маховик виконаний з можливістю роз'єднання з робочим штоком при включенні реверсивного електроприводу, що встановлений на нерухомій поперечній балці. 4. Стенд за п. 1, який відрізняється тим, що засоби управління стендом можуть включати пульт оперативного управління реверсивним електроприводом, а засоби контролю можуть містити індикатори і датчики переміщень рухомої поперечної балки, стільниці та кутових переміщень деформованої ділянки диска, причому електричні виходи датчиків можуть бути з'єднані через багатоканальний підсилювач з входами пульта управління для контролю процесу правки диска. 6 UA 91369 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори російськоюКамынин Станислав Игоревич
МПК / Мітки
МПК: B60B 21/00, B60B 3/00, G01M 13/00, G01B 5/00, B21D 24/00, B21D 19/00, B60B 29/00, B21D 3/00
Мітки: правки, колісних, автомобілів, стенд, мотоциклів, дисків
Код посилання
<a href="https://ua.patents.su/9-91369-stend-dlya-pravki-kolisnikh-diskiv-avtomobiliv-i-motocikliv.html" target="_blank" rel="follow" title="База патентів України">Стенд для правки колісних дисків автомобілів і мотоциклів</a>
Лінія ремонту литих колісних дисків “рлд”
Номер патенту: 88112
Опубліковано: 25.02.2014
Автор: Каминін Станіслав Ігорєвіч
МПК: G01B 5/00, G01M 13/00, B60B 21/00, B21D 24/00, B60B 30/00, G01B 3/00, B60B 3/00, B60B 29/00, B21D 3/00
Мітки: ремонту, колісних, лінія, литих, рлд, дисків
Формула / Реферат:
1. Лінія ремонту литих колісних дисків, що містить розташоване на ділянці ремонту основне і допоміжне устаткування, яке включає перший стенд для дефектації колісних дисків, що містить опорний стіл і закріплений на ньому шпиндель для установки колісних дисків з можливістю обертання, другий стенд для їх попередньої правки, що містить вертикальний гвинтовий прес для передачі зусилля робочого штока на дефектні ділянки дисків, третій стенд для...
Пристрій для виправлення і/або рихтування колісних дисків
Номер патенту: 393
Опубліковано: 30.08.1999
Автори: Немченко Валерій Іванович, Хандурін Віктор Миколайович
Мітки: рихтування, виправлення, пристрій, колісних, дисків
Формула / Реферат:
1. Пристрій для виправлення і/або рихтування колісних дисків, що містить станину з привідним валом, який з одного боку пов'язаний з приводом обертання, а з іншого боку забезпечений кондуктором для фіксації положення колісного диска в площині, перпендикулярній осі привідного вала, і затискним вузлом з планшайбою, а також механізм виправлення з основним правильним роликом, вісь обертання якого розташована в площині осі привідного вала, і вузли...
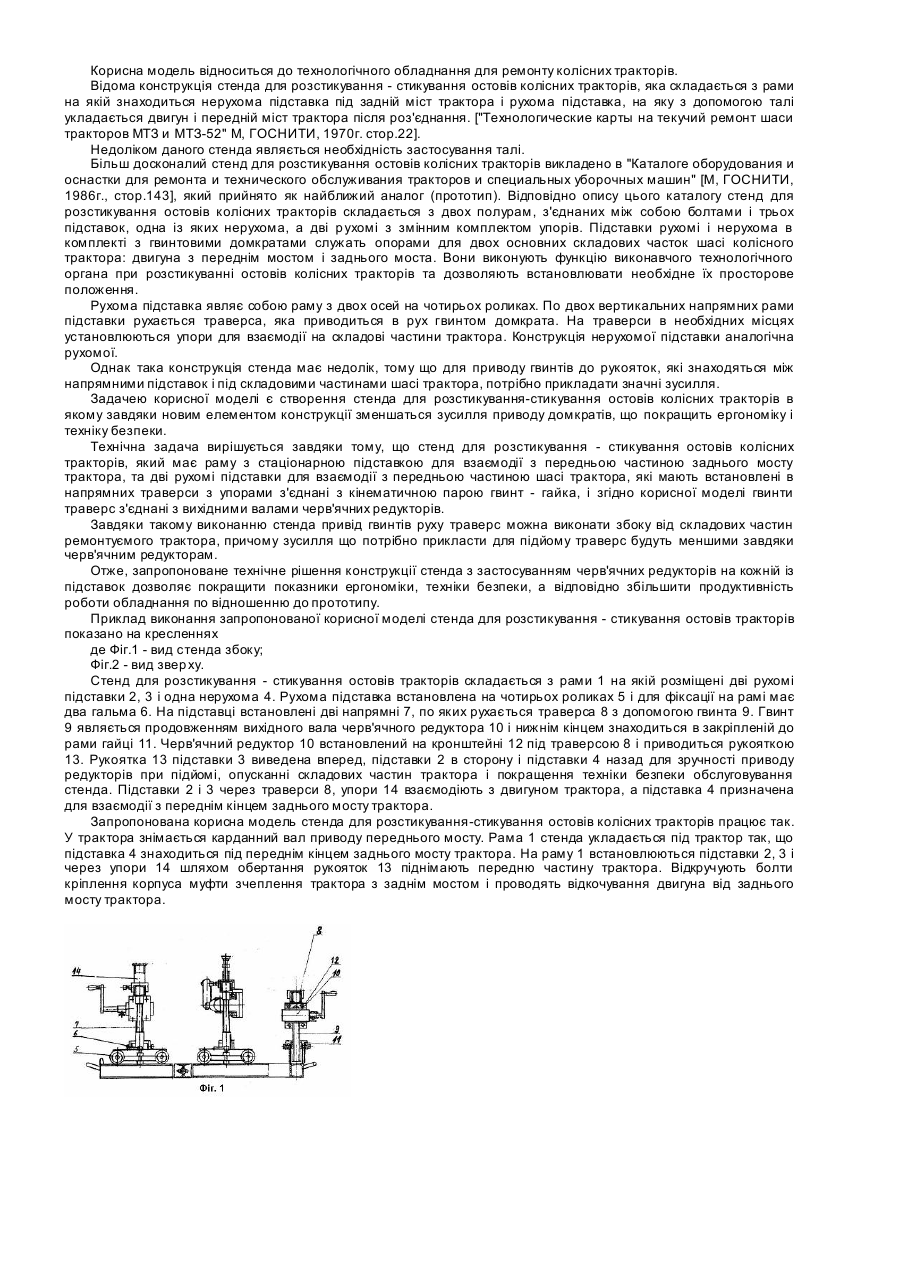
Стенд для розстикування-стикування остовів колісних тракторів
Номер патенту: 24290
Опубліковано: 25.06.2007
Автори: Моргун Анатолій Миколайович, Галушко Олександр Іларіонович
Мітки: тракторів, остовів, колісних, розстикування-стикування, стенд
Формула / Реферат:
Стенд для розстикування-стикування остовів колісних тракторів, що містить раму з стаціонарною підставкою для взаємодії з передньою частиною заднього моста трактора та дві рухомі підставки для взаємодії з передньою частиною шасі трактора, які мають встановлені в напрямних траверси з упорами, з'єднані з кінематичною парою гвинт - гайка, який відрізняється тим, що гвинти траверс з'єднані з вихідними валами черв'ячних редукторів.
Машина для правки дисків з листового матеріалу
Номер патенту: 96067
Опубліковано: 26.09.2011
Автори: Корчагіна Тетяна В'ячеславівна, Корчагін В'ячеслав Олександрович
МПК: B21D 1/10
Мітки: машина, дисків, правки, листового, матеріалу
Формула / Реферат:
1. Машина для правки дисків з листового матеріалу, що містить каретку з планшайбою для установки диска, механізм переміщення каретки, приводні ролики, закріплені на станині в шаховому порядку відносно холостих, холості ролики, корпуси яких встановлені в обоймі, змонтованій в напрямних станини, механізм індивідуального налаштування холостих роликів і механізм переміщення обойми, яка відрізняється тим, що обойма виконана у вигляді прямокутного...
Пристрій безконтактної очистки коліс, днища та колісних арок автомобілів
Номер патенту: 51437
Опубліковано: 12.07.2010
Автор: Татаренко Володимир Миколайович
МПК: E04H 6/00
Мітки: колісних, пристрій, днища, автомобілів, очистки, коліс, безконтактної, арок
Формула / Реферат:
Пристрій безконтактної очистки коліс, днища та колісних арок автомобілів, який характеризується тим, що містить: опорний каркас, що включає не менше чотирьох стійок, з'єднаних зверху між собою поясами, а знизу жорстко з'єднаних з опорним майданчиком;амортизатори, які спираються на стійки опорного каркаса; тяги, які розташовані в порожнистій частині амортизаторів і стійок, які своїми фланцями спираються на верхні торці амортизаторів;...