Профільована стрічка та спосіб її виготовлення


Формула / Реферат
1. Профільована стрічка (1), яка включає видиму сторону (2А), першу подовжню сторону (5А), яка має перші штирові з'єднувальні засоби (10), та другу подовжню сторону (5В), яка є розташованою на протилежному боці від першої подовжньої сторони і має перші гніздові з'єднувальні засоби (11), і ці перші з'єднувальні засоби (10, 11) є придатними для з'єднання подовжніх сторін (5А, 5В') суміжних профільованих стрічок (1, 1') одна з одною в результаті зачеплення перших штирових з'єднувальних засобів з першими гніздовими з'єднувальними засобами, причому профільована стрічка (1) також має другі з'єднувальні засоби для з'єднання кінцевих сторін (7А, 7В') суміжних профільованих стрічок (1, 1'), причому другі з'єднувальні засоби включають другі штирові з'єднувальні засоби (20), які без можливості розмикання з'єднуються з першою кінцевою стороною (7А), та другі гніздові з'єднувальні засоби (21'), які без можливості розмикання з'єднуються з другою кінцевою стороною (7В'), розташованою навпроти першої кінцевої сторони (7А), і ці другі з'єднувальні засоби (20, 21') є придатними для з'єднання кінцевих сторін (7А, 7В') суміжних профільованих стрічок (1, 1') одна з одною таким чином, щоб другі штирові з'єднувальні засоби зачіплювалися з другими гніздовими з'єднувальними засобами, причому профільована стрічка (1) додатково включає стикові засоби (7А, 7В') (202V, 212A), передбачені для запобігання повному охопленню других штирових з'єднувальних засобів (20) у з'єднаній позиції другими гніздовими з'єднувальними засобами (21') суміжної профільованої стрічки таким чином, щоб у з'єднаній позиції було видно принаймні відрізок других штирових з'єднувальних засобів (20), таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов (16) між суміжними профільованими стрічками, яка відрізняється тим, що другі штирові з'єднувальні засоби (20) утворюються виступом (202), який утворює частину верхньої стінки (6), що виступає під площиною видимої сторони (2А), практично паралельної площині профільованої стрічки (1), і верхня поверхня (6А) якої є заглибленою відносно площини видимої сторони (2А), та частина верхньої стінки (6) якої виступає практично на всю довжину L профільованої стрічки (1).
2. Профільована стрічка за п. 1, яка відрізняється тим, що виступ (202) виступає від торця (7А) з відповідною глибиною виступання U, і цей виступ (202) проходить практично паралельно площині РР' профільованої стрічки (1), і верхня поверхня (202А) цього виступу є заглибленою відносно поверхні видимої сторони (2А), і тим, що другі гніздові з'єднувальні засоби (21) утворюються пазом (212), який має таку форму, що другі штирові з'єднувальні засоби (20) суміжної, подібної профільованої стрічки можуть прийматися ними шляхом ковзної посадки до досягнення з'єднаної позиції, причому у з'єднаній позиції глибина виступання U виступу (202) принаймні дорівнює глибині D паза (212), в результаті чого передній край (202 V) виступу (202) стикується з задньою стінкою (212A) паза (212), і/або торець (7А) стикується з торцем (7В') суміжної, подібної профільованої стрічки, тоді як глибина виступання U виступу (202) принаймні дорівнює довжині (S) відрізка виступу (202), який приймається у паз (212), таким чином, щоб принаймні відрізок виступу (202) був видимим у з'єднаній позиції, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов (16) між суміжними профільованими стрічками.
3. Профільована стрічка за п. 2, яка відрізняється тим, що глибина виступання U виступу (202) практично дорівнює сумі глибини D паза та ширини Н з'єднувального шва (16), який є видимим у з'єднаній позиції.
4. Профільована стрічка за п. 2 або п. 3, яка відрізняється тим, що ширина виступу (202) принаймні практично дорівнює ширині профільованої стрічки (1).
5. Профільована стрічка за будь-яким з пп. 2-4, яка відрізняється тим, що ширина паза (212) принаймні практично дорівнює ширині профільованої стрічки (1).
6. Профільована стрічка за будь-яким з пп. 2-5, яка відрізняється тим, що профільована стрічка (1) включає верхню стінку (6) та задню стінку (3), які є з'єднаними одна з одною за допомогою з'єднувальних ребер (4), і тим, що пази (212) утворюють шляхом принаймні часткового прорізання з'єднувальних ребер (4).
7. Профільована стрічка за будь-яким з пп. 2-6, яка відрізняється тим, що виступ (202) має дизайн, який відрізняється від дизайну видимої сторони (2А).
8. Профільована стрічка за будь-яким з пп. 1-7, яка відрізняється тим, що перші з'єднувальні засоби (10, 11) профільованої стрічки утворюються другими з'єднувальними засобами (20, 21), описаними у пп. 1-7, і тим, що значення товщини шару між першим пазом (102), другим пазом (212) та видимою стороною (2А) профільованої стрічки (1) є практично однаковими.
9. Спосіб виготовлення профільованої стрічки (1), описаної у будь-якому з пп. 1-8, згідно з яким принаймні верхню стінку (6), задню стінку (3) та з'єднувальні ребра (4), які проходять більш-менш перпендикулярно ним, формують шляхом екструзії, який відрізняється тим, що принаймні один додатковий верхній шар (2) формують шляхом коекструзії на верхній стінці (6) та/або задній стінці (3) на видимій стороні, і цей додатковий екструдат, після його охолодження, відрізають на довжину профільованої стрічки (1), і згідно з цим способом на першій кінцевій стороні (7А) верхній шар (2) та принаймні відрізок задньої стінки (3) та/або з'єднувальних ребер (4) видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, і, принаймні по відношенню до верхнього шару (2), на глибину, на якій розташовується верхня стінка (6), таким чином, утворюючи виступ (202), і згідно з цим способом на другій кінцевій стороні (7В), верхню стінку (6) та, у відповідному разі, відрізок з'єднувальних ребер (4) видаляють шляхом фрезерування у подовжньому напрямку, таким чином, утворюючи паз (212), щоб цим способом утворювалися стикові засоби для запобігання повному охопленню других штирових з'єднувальних засобів (20) у з'єднаній позиції другими гніздовими з'єднувальними засобами (21') суміжної профільованої стрічки, таким чином, щоб у з'єднаній позиції принаймні відрізок других штирових з'єднувальних засобів (20) був видимим, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов (16) між суміжними профільованими стрічками.
10. Спосіб виготовлення профільованої стрічки (1) за п. 9, який відрізняється тим, що на другій кінцевій стороні (7В) верхню стінку (6) та, у відповідному разі, відрізок з'єднувальних ребер (4) видаляють шляхом фрезерування на глибину D, від кінцевого краю, яка щонайбільше дорівнює глибині виступання U у подовжньому напрямку, таким чином, утворюючи паз (212), і/або на першій кінцевій стороні (7А) верхній шар (2) та принаймні відрізок задньої стінки (3) та/або з'єднувальних ребер (4) видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, що принаймні дорівнює довжині (S) відрізка виступу (202), який приймається у паз (212).
Текст
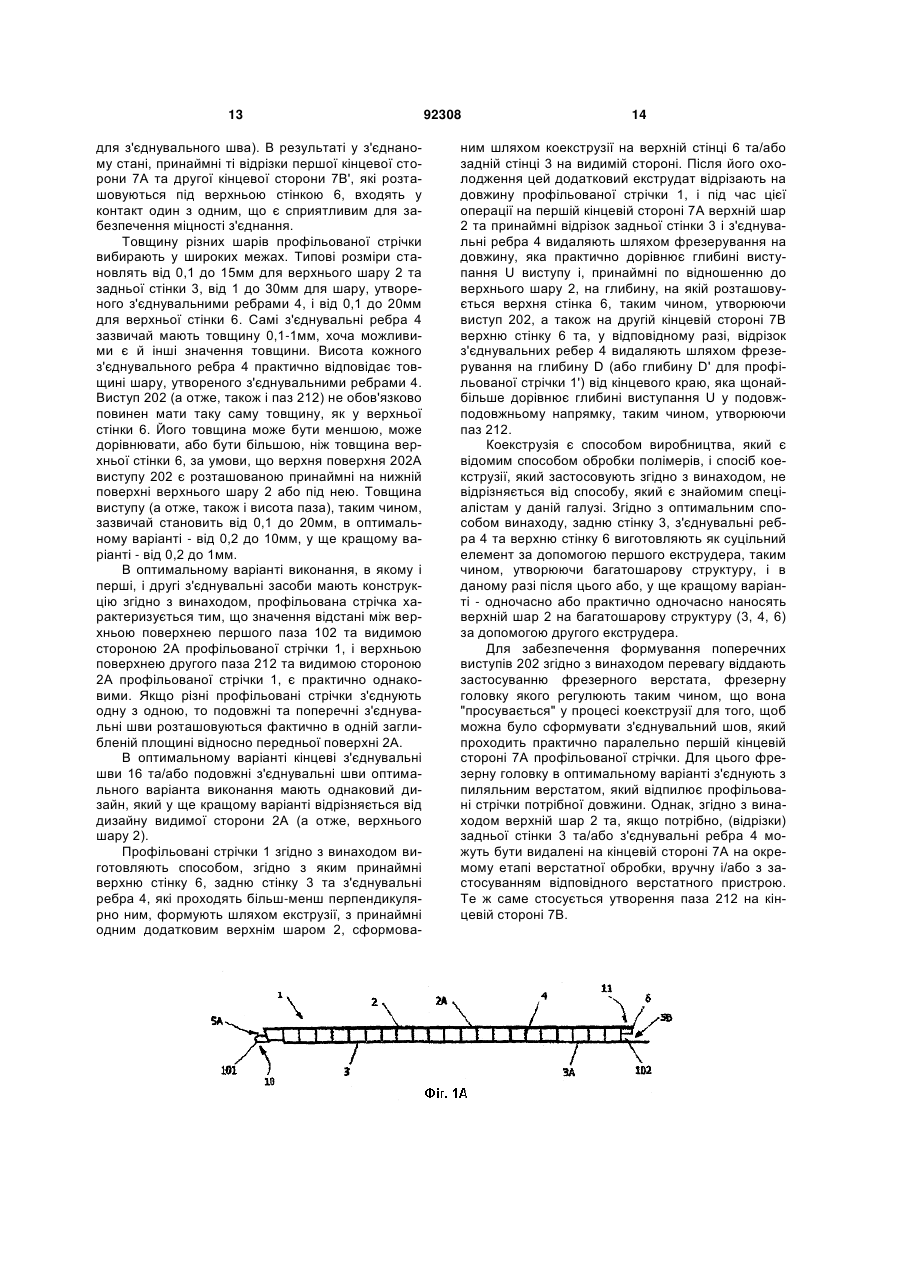
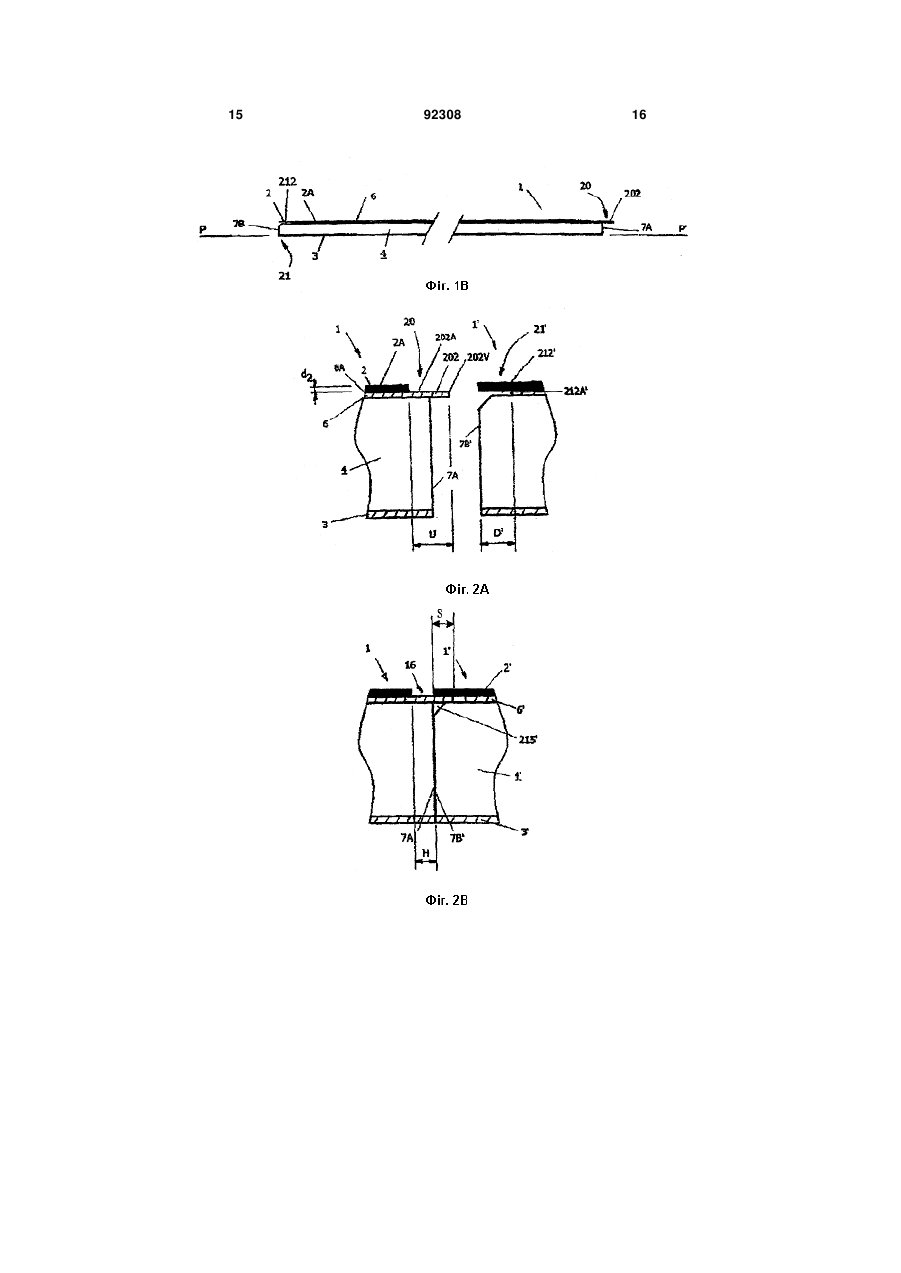
1. Профільована стрічка (1), яка включає видиму сторону (2А), першу подовжню сторону (5А), яка має перші штирові з'єднувальні засоби (10), та другу подовжню сторону (5В), яка є розташованою на протилежному боці від першої подовжньої сторони і має перші гніздові з'єднувальні засоби (11), і ці перші з'єднувальні засоби (10, 11) є придатними для з'єднання подовжніх сторін (5А, 5В') суміжних профільованих стрічок (1, 1') одна з одною в результаті зачеплення перших штирових з'єднувальних засобів з першими гніздовими з'єднувальними засобами, причому профільована стрічка (1) також має другі з'єднувальні засоби для з'єднання кінцевих сторін (7А, 7В') суміжних профільованих стрічок (1, 1'), причому другі з'єднувальні засоби включають другі штирові з'єднувальні засоби (20), які без можливості розмикання з'єднуються з першою кінцевою стороною (7А), та другі гніздові з'єднувальні засоби (21'), які без можливості розмикання з'єднуються з другою кінцевою стороною (7В'), розташованою навпроти першої кінцевої сторони (7А), і ці другі з'єднувальні засоби (20, 21') є придатними для з'єднання кінцевих сторін (7А, 7В') суміжних профільованих стрічок (1, 1') одна з одною таким чином, щоб другі штирові з'єднувальні засоби зачіплювалися з другими гніздовими з'єднувальними засобами, причому профільована стрічка (1) додатково включає стикові засоби (7А, 7В') (202V, 212A), передбачені для запобігання повному охопленню других штирових з'єднуваль 2 (19) 1 3 92308 4 4. Профільована стрічка за п. 2 або п. 3, яка відрізняється тим, що ширина виступу (202) принаймні практично дорівнює ширині профільованої стрічки (1). 5. Профільована стрічка за будь-яким з пп. 2-4, яка відрізняється тим, що ширина паза (212) принаймні практично дорівнює ширині профільованої стрічки (1). 6. Профільована стрічка за будь-яким з пп. 2-5, яка відрізняється тим, що профільована стрічка (1) включає верхню стінку (6) та задню стінку (3), які є з'єднаними одна з одною за допомогою з'єднувальних ребер (4), і тим, що пази (212) утворюють шляхом принаймні часткового прорізання з'єднувальних ребер (4). 7. Профільована стрічка за будь-яким з пп. 2-6, яка відрізняється тим, що виступ (202) має дизайн, який відрізняється від дизайну видимої сторони (2А). 8. Профільована стрічка за будь-яким з пп. 1-7, яка відрізняється тим, що перші з'єднувальні засоби (10, 11) профільованої стрічки утворюються другими з'єднувальними засобами (20, 21), описаними у пп. 1-7, і тим, що значення товщини шару між першим пазом (102), другим пазом (212) та видимою стороною (2А) профільованої стрічки (1) є практично однаковими. 9. Спосіб виготовлення профільованої стрічки (1), описаної у будь-якому з пп. 1-8, згідно з яким принаймні верхню стінку (6), задню стінку (3) та з'єднувальні ребра (4), які проходять більш-менш перпендикулярно ним, формують шляхом екструзії, який відрізняється тим, що принаймні один додатковий верхній шар (2) формують шляхом коекструзії на верхній стінці (6) та/або задній стінці (3) на видимій стороні, і цей додатковий екструдат, після його охолодження, відрізають на довжину профі льованої стрічки (1), і згідно з цим способом на першій кінцевій стороні (7А) верхній шар (2) та принаймні відрізок задньої стінки (3) та/або з'єднувальних ребер (4) видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, і, принаймні по відношенню до верхнього шару (2), на глибину, на якій розташовується верхня стінка (6), таким чином, утворюючи виступ (202), і згідно з цим способом на другій кінцевій стороні (7В), верхню стінку (6) та, у відповідному разі, відрізок з'єднувальних ребер (4) видаляють шляхом фрезерування у подовжньому напрямку, таким чином, утворюючи паз (212), щоб цим способом утворювалися стикові засоби для запобігання повному охопленню других штирових з'єднувальних засобів (20) у з'єднаній позиції другими гніздовими з'єднувальними засобами (21') суміжної профільованої стрічки, таким чином, щоб у з'єднаній позиції принаймні відрізок других штирових з'єднувальних засобів (20) був видимим, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов (16) між суміжними профільованими стрічками. 10. Спосіб виготовлення профільованої стрічки (1) за п. 9, який відрізняється тим, що на другій кінцевій стороні (7В) верхню стінку (6) та, у відповідному разі, відрізок з'єднувальних ребер (4) видаляють шляхом фрезерування на глибину D, від кінцевого краю, яка щонайбільше дорівнює глибині виступання U у подовжньому напрямку, таким чином, утворюючи паз (212), і/або на першій кінцевій стороні (7А) верхній шар (2) та принаймні відрізок задньої стінки (3) та/або з'єднувальних ребер (4) видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, що принаймні дорівнює довжині (S) відрізка виступу (202), який приймається у паз (212). Винахід стосується профільованої стрічки, описаної у вступній частині першого пункту формули. Винахід також стосується способу виробництва профільованої стрічки цього типу. Конкретніше, винахід стосується профільованої стрічки, яка включає видиму сторону, першу подовжню сторону, яка має перші штирові з'єднувальні засоби, та другу подовжню сторону, яка є розташованою на протилежному боці від першої подовжньої сторони і має перші гніздові з'єднувальні засоби, і ці перші з'єднувальні засоби є придатними для з'єднання подовжніх сторін суміжних, подібним чином профільованих стрічок між собою в результаті зачеплення перших штирових з'єднувальних засобів з першими гніздовими з'єднувальними засобами. Профільована стрічка також має другі з'єднувальні засоби для з'єднання кінцевих країв суміжних профільованих стрічок. Профільовані стрічки цього типу зазвичай виготовляють із придатного полімеру за допомогою відповідного способу обробки. Найбільш поширеним і прийнятним способом обробки є екструзія, і в цьому разі квазібезперервним способом виготовляють профільовані стрічки великої довжини, а потім нарізають на шматки потрібної довжини. Профільовані стрічки, виготовлені таким чином, застосовують, наприклад, для прикрашання стін та стель шляхом з'єднання багатьох стрічок одна з одною вздовж бокових сторін за допомогою відповідних з'єднувальних засобів. У цьому контексті для профільованих стрічок важливо, щоб вони утворювали естетично прийнятне ціле, оскільки профільовані стрічки призначаються, насамперед, для прикрашання. Естетика всього набору визначається, зокрема, способом з'єднання профільованих стрічок, оскільки з'єднання зазвичай створює інший візуальний ефект, а отже, впадає у вічі. Зокрема, для утворення профільованих стрічок важливо, щоб візуальні розбіжності між профільованими стрічками у місцях з'єднання були мінімальними. Це створює візуальний ефект плавного переходу і створює у того, хто дивиться на стіну або стелю, враження якості. Відома профільована стрічка зазвичай має першу подовжню сторону, яка має перші штирові з'єднувальні засоби, та другу подовжню сторону, яка є розташованою на протилежному боці від першої подовжньої сторони і має перші гніздові з'єднувальні засоби, і ці перші з'єднувальні засоби 5 є придатними для з'єднання подовжніх сторін суміжних, подібним чином профільованих стрічок між собою в результаті зачеплення перших штирових з'єднувальних засобів з першими гніздовими з'єднувальними засобами. У відомій профільованій стрічці передбачено другі з'єднувальні засоби для з'єднання кінцевих країв суміжних профільованих стрічок. У відомій профільованій стрічці другі з'єднувальні засоби включають окремий компонент у формі відрізка Н. Після нарізання профільованої стрічки на шматки потрібної довжини два практично плоскі кінцеві краї двох подібних профільованих стрічок проштовхуються в отвори у відрізку Н, і необов'язково закріплюються в них, наприклад, поперечним стержнем. Дві відомі подібні профільовані стрічки таким способом з'єднуються одна з одною на кінцевих краях. Приклади відомих профільних стрічок розкриті зокрема у наступних публікаціях: US 2002/014047; ЕР 1 195 477; WO 03/044303, BE 765 817, BE 688 529; DE 103 04 536. Відома профільована стрічка має недолік, який полягає в тому, що другі з'єднувальні засоби є дуже складними в застосуванні, помітно змінюють зовнішній вигляд, а також можуть викликати неточне складання, оскільки вимагається окремий компонент (відрізок Н) для з'єднання двох профільованих стрічок. Метою винаходу є забезпечення профільованої стрічки та способу виробництва, що не має цих та інших недоліків. Для цього профільована стрічка згідно з винаходом характеризується тим, що вищезгадана профільована стрічка включає стикові засоби, передбачені для запобігання повному охопленню других штирових з'єднувальних засобів у з'єднаній позиції другими гніздовими з'єднувальними засобами суміжної профільованої стрічки таким чином, щоб у з'єднаній позиції було видно принаймні відрізок других штирових з'єднувальних засобів, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов між суміжними профільованими стрічками. Зокрема, в результаті з'єднання других штирових з'єднувальних засобів без можливості розмикання з першою кінцевою стороною досягають точного і функціонально надійного з'єднання впритул між подібними профільованими стрічками. В оптимальному варіанті профільована стрічка згідно з винаходом характеризується тим, що другі штирові з'єднувальні засоби утворюються виступом, який виступає від торця з відповідною глибиною виступання U, і цей виступ проходить практично паралельно площині РР' профільованої стрічки, і верхня поверхня цього виступу є заглибленою відносно поверхні видимої сторони, і тим, що другі гніздові з'єднувальні засоби утворюються пазом, який має таку форму, що другі штирові з'єднувальні засоби суміжної, подібної профільованої стрічки можуть прийматися ними шляхом ковзної посадки до досягнення з'єднаної позиції, причому в з'єднаній позиції - глибина виступання U виступу принаймні дорівнює глибині D паза, в результаті чого передній край виступу стикується з задньою стінкою паза; 92308 6 і/або - торець стикується з торцем суміжної, подібної профільованої стрічки, тоді як глибина виступання U виступу принаймні дорівнює довжині відрізка виступу, який приймається у паз, таким чином, щоб принаймні відрізок виступу був видимим у з'єднаній позиції, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов між суміжними профільованими стрічками. В результаті забезпечується дуже ефективне і функціонально надійне з'єднання профілів стрічки. Зрештою, підтримання однакової глибини виступання виступу та глибини паза для профілів стрічки, які підлягають з'єднанню, у кожному профілі стрічки і, в оптимальному варіанті втілення, забезпечення можливості стикування переднього краю виступу з задньою стінкою паза дозволяє здійснювати дуже просте складання, а також забезпечує практично однакову ширину кінцевого з'єднувального шва в усіх випадках. Ще одна перевага профільованої стрічки згідно з винаходом полягає в тому, що профільована стрічка, зокрема, також її кінцеві краї, менше піддаються ризикові пошкодження під час маніпуляцій з ними на певному етапі складання. Коли профільовані стрічки є з'єднаними одна з одною, у місці з'єднання утворюється з'єднувальна лінія, яку чітко можна побачити у площині видимої сторони. Для з'єднання двох профільованих стрічок згідно з винаходом одна з одною штирові з'єднувальні засоби профільованої стрічки проштовхують у гніздові з'єднувальні засоби суміжної профільованої стрічки. Видимі сторони двох профільованих стрічок у з'єднаному стані є розташованими одна навпроти одної. Однак, місце розділу між профільованими стрічками (з'єднувальний шов) можна побачити у формі розташованої нижче лінії або смуги. З'єднувальні засоби згідно з винаходом забезпечують, щоб ця розташована нижче лінія або смуга була практично однаковою на всій видимій поверхні побудованої стіни та/або стелі. Це забезпечується завдяки тому, що розміри штирових та гніздових з'єднувальних засобів згідно з винаходом є незмінними, оскільки їх виконують як одне ціле з профільованою стрічкою. Ще одна перевага профільованої стрічки згідно з винаходом полягає в тому, що ширина з'єднувального шва може бути заздалегідь задана через вибір співвідношення між глибиною вставлення виступу та глибиною паза, незалежно від складання профільованих стрічок. Крім того, в оптимальному варіанті виконання під час складання профільованих стрічок глибина, на яку виступ входить у паз, так само є незмінною за рахунок того, що передній край виступу, за умови правильного складання, стикується з задньою стінкою паза. Відома профільована стрічка зазвичай має форму багатошарової структури, яка включає верхню стінку та задню стінку, які тримаються на відстані одна від одної з'єднувальними ребрами, які проходять більш-менш перпендикулярно ним. Багатошарова структура цього типу є дуже легкою й жорсткою і може бути виготовлена відомим спосо 7 бом за одну операцію, наприклад, за допомогою екструзії. Винахід також стосується способу виготовлення профільованої стрічки згідно з винаходом, у якій принаймні верхню стінку, задню стінку та з'єднувальні ребра, які проходять більш-менш перпендикулярно ним, формують шляхом екструзії, причому принаймні один додатковий верхній шар формують шляхом коекструзії на верхній стінці та/або задній стінці на видимій стороні, і цей додатковий екструдат, після його охолодження, відрізають на довжину профільованої стрічки, і згідно з цим способом на першій кінцевій стороні верхній шар і принаймні відрізок задньої стінки та/або з'єднувальні ребра видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, і, принаймні по відношенню до верхнього шару, на глибині, на якій розташовується верхня стінка, таким чином, утворюючи виступ, і згідно з цим способом на другій кінцевій стороні верхню стінку та, у відповідному разі, відрізок з'єднувальних ребер видаляють шляхом фрезерування у подовжньому напрямку, таким чином, утворюючи паз, щоб цим способом утворювалися стикові засоби для запобігання повному охопленню других штирових з'єднувальних засобів у з'єднаній позиції другими гніздовими з'єднувальними засобами суміжної профільованої стрічки, таким чином, щоб у з'єднаній позиції було видно принаймні відрізок других штирових з'єднувальних засобів, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов між суміжними профільованими стрічками. Згідно з оптимальним способом цього винаходу - на другій кінцевій стороні верхню стінку та, у відповідному разі, відрізок з'єднувальних ребер видаляють шляхом фрезерування на глибину D, від кінцевого краю, яка щонайбільше дорівнює глибині виступання U у подовжньому напрямку, таким чином, утворюючи паз; і/або - згідно з цим способом на першій кінцевій стороні верхній шар і принаймні відрізок задньої стінки та/або з'єднувальні ребра видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу, що принаймні дорівнює довжині відрізка виступу, який приймається у паз. В оптимальному варіанті згідно з цим способом у з'єднаній позиції - глибина виступання U виступу принаймні дорівнює глибині D паза, в результаті чого передній край виступу стикується з задньою стінкою паза; і/або - торець стикується з торцем суміжної, подібної профільованої стрічки, тоді як глибина виступання U виступу принаймні дорівнює довжині відрізка виступу, який приймається у паз, таким чином, щоб принаймні відрізок виступу був видимим у з'єднаній позиції, таким чином, щоб цей відрізок діяв як кінцевий з'єднувальний шов між суміжними профільованими стрічками. Хоча спосіб згідно з винаходом описано вище для профільованої стрічки, яка складається з ба 92308 8 гатошарової структури з верхнім шаром, спеціалістові у даній галузі стане зрозуміло, що подібним чином можна одержати профільовану стрічку з верхнім шаром, побудованим іншим способом, наприклад, за допомогою різних шарів, які наносять один над одним, за допомогою багатошарової структури з пінною основою замість з'єднувальних ребер і т. ін. Суттєвим для цього способу є лише те, що принаймні на видимій стороні профільованої стрічки верхній шар в оптимальному варіанті наносять за допомогою коекструзії, і цей верхній шар потім частково видаляють на кінцевій стороні утвореного профільованого відрізка, таким чином, утворюючи виступ, який може входити в паз у другій профільованій стрічці. Способи, якими утворюють паз у другій кінцевій стороні, очевидно, також можуть бути різними, залежно від застосовуваного типу профільованої стрічки. Наприклад, згідно з оптимальним способом, з'єднувальні ребра можуть бути частково видалені шляхом фрезерування з метою утворення паза. У разі профільованої стрічки з пінною основою, наприклад, вирізають ділянку пінної основи. Якщо в контексті даної заявки робиться посилання на фрезерування та/або видалення шляхом фрезерування, це також слід розуміти як будьякий відомий спосіб видалення (часткового) шару матеріалу шляхом верстатної обробки. Якщо в контексті даної заявки робиться посилання на різання на довжину, це також слід розуміти як будь-який відомий спосіб утворення належної довжини профільованої стрічки, наприклад, відпилювання. У контексті даної заявки термін "видима сторона профільованої стрічки" слід розуміти як такий, що означає сторону, яку можна бачити при нормальному застосуванні після побудови стіни та/або стелі, що включає профільовані стрічки. Хоча коекструзія є відомим способом виробництва профільованих відрізків та інших об'єктів, виконаних з полімерів, і відому профільовану стрічку виготовляють за допомогою екструзії, досі не було описано, що профільована стрічка з включеними другими з'єднувальними засобами може бути виготовлена за допомогою екструзії та/або коекструзії. Фактично, відома профільована стрічка має лише включені перші з'єднувальні засоби (для з'єднання подовжніх сторін) і для з'єднання кінцевих сторін мають застосовуватися окремі допоміжні деталі (у даному разі - відрізок Н). Виготовлення профільованої стрічки згідно з винаходом, як описано вище, в результаті забезпечує виступ, який складає частину верхньої стінки, що виступає під площиною видимої сторони, практично паралельної площині профільованої стрічки, і верхня поверхня якого є заглибленою відносно площини видимої сторони, водночас виступаючи практично на всю довжину профільованої стрічки. У цьому полягають основні переваги, оскільки у даному разі профільовані стрічки згідно з винаходом можуть виготовлятися з різною довжиною і з різною шириною з'єднувальних швів з одного додаткового екструдату (та лінії коекструзії). Все, що для цього вимагається - це регулю 9 вання установок верстатів для різання та фрезерування. Згідно з винаходом профільовані стрічки цього типу, екструдовані з верхньою стінкою, можуть нарізатися на потрібну довжину, і з метою утворення пазів достатньо зробити прорізи у з'єднувальних ребрах на відповідних сторонах профільованих стрічок. Ці пази можна зробити дуже легко за допомогою ріжучого інструмента, наприклад, фрези, і в цьому разі її позицію та привід регулюють таким чином, щоб пази в оптимальному варіанті утворювалися під самою верхньою стінкою. Крім того, перевагою є те, що профільована стрічка згідно з винаходом характеризується тим, що виступ має край, який виступає з площини виступу, і паз має проріз у стінці, сформований таким чином, що край у з'єднаній позиції може ним прийматися. В результаті це забезпечує додаткове вдосконалення з'єднання, а також дозволяє досягати ширини з'єднувального шва, яка робить його відносно нечутливим до довготривалого впливу, такого як провисання профільованих стрічок, вплив вологості і т. ін. Для одержання візуального ефекту керамічної плитки для спорудженої стіни та/або стелі перевагу віддають профільованій стрічці згідно з винаходом, яка характеризується тим, що перші з'єднувальні засоби профільованої стрічки утворюються вищеописаними другими з'єднувальними засобами згідно з винаходом. У комплекті профільованих стрічок з'єднувальні шви (утворені невкритим центральним відрізком виступів) перших з'єднувальних засобів є видимими у місці подовжнього з'єднання між профільованими стрічками, тоді як з'єднувальні шви (утворені невкритим центральним відрізком виступів) других з'єднувальних засобів так само є видимими на рівні поперечного (або впритул) з'єднання профільованих стрічок. Забезпечення ідентичності розмірів перших та других з'єднувальних засобів у подібних профільованих стрічках означає, що в разі комбінування кількох подібних профільованих стрічок, як описано вище, ширина поперечного та подовжнього з'єднувальних швів є практично однаковою, що забезпечує гладенький зовнішній вигляд. Однак, існує також можливість передбачення іншої ширини поперечного та подовжнього з'єднувальних швів, наприклад, пропорційно розмірам кімнати, в якій застосовують профільовані стрічки. Стосовно міри прорізання з'єднань відносно площини видимої сторони (що визначається товщиною профільованого відрізка між пазами та площиною видимої сторони), існують естетичні переваги з огляду на значення товщини (d1, d2) між першим або другим пазом та видимою стороною профільованої стрічки, які є практично однаковими. В оптимальному варіанті профільована стрічка має глибину виступання виступу, яка практично дорівнює сумі глибини паза та ширини з'єднувального шва, видимого у з'єднаній позиції. Це полегшує складання профільованих стрічок, оскільки у 92308 10 разі, коли виступи "стикуються" з задніми стінками паза, отримують точну ширину з'єднувальних швів. Крім того, в оптимальному варіанті ширина стрічки принаймні практично дорівнює ширині профільованої стрічки, у ще кращому варіанті ширина паза так само принаймні практично дорівнює ширині профільованої стрічки. Забезпечення проходження виступу та паза по всій ширині профільованої стрічки дозволяє легко пристосовувати розміри профільованої стрічки (навіть після процесу виготовлення), і в цьому разі перші з'єднувальні засоби також можна легко відновити шляхом видалення верхньої стінки та задньої стінки шляхом фрезерування на першій подовжній стороні, на довжину, яка фактично дорівнює глибині виступання виступу, і фактично на глибину, на якій розташовується верхня стінка, таким чином, утворюючи виступ, і шляхом видалення верхньої стінки на другій подовжній стороні на глибину від бокового краю, яка щонайбільше дорівнює глибині виступання у поперечному напрямку, шляхом фрезерування, таким чином, утворюючи паз. Згідно з винаходом існує можливість забезпечення для верхнього шару, верхньої стінки, з'єднувальних ребер та задньої стінки потрібного кольору та/або декоративної конфігурації. Оскільки верхню стінку, з'єднувальні ребра та задню стінку зазвичай виготовляють шляхом екструзії як суцільний елемент, вони, як правило, мають один колір та/або дизайн, хоча це й не є необхідним згідно з винаходом. Крім того, існує можливість забезпечення для верхнього шару такого самого кольору, що й у верхньої стінки та/або з'єднувальних ребер та/або задньої стінки. Однак, в оптимальному варіанті верхній шар має колір та/або дизайн, який відрізняє його принаймні від верхньої стінки (а отже, також від з'єднувального шва). Далі винахід пояснюється за допомогою представленого нижче більш детального опису можливого варіанта втілення з посиланням на такі фігури: Фігура 1А показує ілюстрацію вертикального розрізу в поперечному напрямку профільованої стрічки згідно з винаходом. Фігура 1В показує вертикальний розріз у подовжньому напрямку профільованої стрічки згідно з винаходом. Фігура 2А детально показує вертикальний розріз других з'єднувальних засобів згідно з винаходом у роз'єднаній позиції. Фігура 2В детально показує вертикальний розріз других з'єднувальних засобів згідно з винаходом у з'єднаній позиції. Фігура 2С детально показує вертикальний розріз перших з'єднувальних засобів згідно з винаходом у з'єднаній позиції. І нарешті, фігура 3 схематично показує горизонтальну проекцію двох профільованих стрічок згідно з винаходом у з'єднаній позиції. Профільована стрічка 1, показана на фігурі 1, включає верхню стінку 6, задню стінку 3 та принаймні один верхній шар 2. Верхня стінка 6 та задня стінка 3 є з'єднаними одна з одною за допомогою з'єднувальних ребер 4. На фігурі 1 верхня 11 стінка 6 є розташованою безпосередньо під верхнім шаром 2. Таким чином, у даному разі видима сторона 2А є передньою поверхнею верхнього шару 2. Задня сторона профільованої стрічки 1 на фігурі 1 утворюється нижньою поверхнею 3А задньої стінки 3. Оптимальний варіант виконання профільованої стрічки 1, показаний на фігурі 1, має перші з'єднувальні засоби (10, 11), утворені першими штировими з'єднувальними засобами 101, передбаченими на першій подовжній стороні 5А, та перші гніздові з'єднувальні засоби 102, передбачені на другій подовжній стороні 5В. Перші з'єднувальні засоби (10', 11) передбачено з метою з'єднання подовжніх сторін суміжних, подібних профільованих стрічок 1' та 1 одна з одною в результаті зачеплення перших штирових з'єднувальних засобів 101' з першими гніздовими з'єднувальними засобами 102 (пор. з фігурою 2С). Верхній шар 2' профільованої стрічки 1', в оптимальному варіанті втілення показаний на Фігурі 2С, проходить не по всій ширині профільованої стрічки 1’, а отже, відрізок 17 верхньої стінки 6' стає видимим у місці подовжнього з'єднання. На Фігурі 2С цей відрізок 17 перебуває на подовжній стороні перших штирових з'єднувальних засобів 101'. Згідно з винаходом цей відрізок 17 так само може бути розташований на подовжній стороні перших гніздових з'єднувальних засобів 102. Фігура 2А показує деталь першої кінцевої сторони 7А профільованої стрічки 1 та другої кінцевої сторони 7B' другої, подібної профільованої стрічки 1'. Згідно з винаходом другі з'єднувальні засоби утворюються другими штировими з'єднувальними засобами 20, які без можливості розмикання з'єднуються з першою кінцевою стороною 7А, та другими гніздовими з'єднувальними засобами 21', які без можливості розмикання з'єднуються з другою кінцевою стороною 7В'. Другі штирові з'єднувальні засоби 20 утворюються виступом 202, який виступає від торця 7А з відповідною глибиною виступання U, і цей виступ 202 проходить практично паралельно площині РР' профільованої стрічки 1, з верхньою поверхнею 202А, з прорізом на відповідну глибину d2 відносно площини видимої сторони 2А. На фігурі 2А ця глибина d2 відповідає товщині верхнього шару 2. Однак, глибина d2 також може бути більшою, ніж товщина верхнього шару 2, і в цьому разі відрізок верхньої стінки 6 також є пропущеним. Другі гніздові з'єднувальні засоби 21' утворюються пазом 212', який має таку форму, що другі штирові з'єднувальні засоби 202 суміжної, подібної профільованої стрічки 1 можуть прийматися ними шляхом ковзної посадки до досягнення з'єднаної позиції. У даному разі в оптимальному варіанті передній край 202V виступу 202 стикується з задньою стінкою 212А' паза 212'. Глибина виступання U виступу 202 принаймні дорівнює глибині D' паза 212', в результаті чого у з'єднаній позиції принаймні відрізок виступу 202 є видимим, в результаті чого цей відрізок діяв як кінцевий з'єднувальний шов 16 з шириною Н між суміжними профільованими стрічками 1 та 1'. Дані, представлені вище у зв'язку з другими з'єднувальними засобами, в оптимальному варіан 92308 12 ті втілення також стосуються перших з'єднувальних засобів. Виступ 202 утворює частину верхньої стінки 6, що виступає під площиною видимої сторони 2А, практично паралельної площині РР' профільованої стрічки 1, і верхня поверхня 6А якого є заглибленою відносно площини видимої сторони 2А, і ця верхня стінка 6 проходить фактично по всій довжині, в оптимальному варіанті - також фактично по всій ширині профільованої стрічки 1. На горизонтальній проекції, показаній на Фігурі 3, можна побачити видимі сторони 2А та 2А' двох суміжних профільованих стрічок 1 та 1’. Перші штирові з'єднувальні засоби профільованої стрічки 1 та 1’, відповідно, мають форму виступу 101, 101', який безперервно проходить уздовж подовжніх сторін 5А та 5А' (перші штирові з'єднувальні засоби також можуть бути передбачені у формі переривчастих виступів 101, 101', або як показано на Фігурі 1А). Перші гніздові з'єднувальні засоби, які взаємодіють з ними, мають форму паза 102 та 102', який проходить уздовж протилежних подовжніх сторін 5В, 5В' і в який може прийматися виступ. Перші гніздові з'єднувальні засоби також можуть бути такими, як показано на фігурі 1А. Згідно з винаходом другі штирові з'єднувальні засоби 20 профільованої стрічки 1 так само мають форму виступу 202, який безперервно проходить уздовж кінцевої сторони 7А (другі штирові з'єднувальні засоби 20 також можуть бути передбачені у формі переривчастого виступу 202). Взаємодіючі з ними другі гніздові з'єднувальні засоби 21' профільованої стрічки 1' мають форму паза 212', який проходить уздовж протилежних кінцевих сторін 7В' і в який може прийматися виступ 202. Якщо дві кінцеві сторони 7А та 7В' просуваються одна до одної шляхом ковзної посадки, доки не досягають з'єднаної позиції, як показано на фігурі 3, при з'єднанні впритул утворюється з'єднувальний шов 16 з шириною Н, яка дорівнює різниці між глибиною виступання U виступу 202 першої профільованої стрічки 1 та глибиною D' паза 212' у другій профільованій стрічці 1’. Якщо потрібно, профільована стрічка згідно з винаходом на своїх кінцевих сторонах може мати кілька виступів, які утворюють частину верхньої стінки 6, та/або задню стінку 3 та/або з'єднувальні ребра 4 та/або необов'язкову пінну основу профільованої стрічки 1. Для полегшення вставлення виступу 202 у паз 212' паз, якщо потрібно, може мати, у частині його глибини, другий виріз у стінці 215' на передній стороні паза 212', як показано на фігурі 2В. Зрозуміло, що існує багато можливих рішень для досягнення такого вставлення. На фігурі 2В також показано, що у з'єднаному стані виступ 202 фактично повністю вміщується у паз 212', і в цьому разі виступ 202 уже не вкривається верхнім шаром 2 на відрізку його поверхні, а це означає, що з'єднувальний шов 16 залишається видимим. Фігура 2В показує варіант втілення, в якому шар, утворений з'єднувальними ребрами 4 та задньою стінкою 3, продовжується під виступом 202 далі, ніж верхній шар 2 (зокрема, на відстань, яка фактично дорівнює ширині Н, передбаченій 13 для з'єднувального шва). В результаті у з'єднаному стані, принаймні ті відрізки першої кінцевої сторони 7А та другої кінцевої сторони 7В', які розташовуються під верхньою стінкою 6, входять у контакт один з одним, що є сприятливим для забезпечення міцності з'єднання. Товщину різних шарів профільованої стрічки вибирають у широких межах. Типові розміри становлять від 0,1 до 15мм для верхнього шару 2 та задньої стінки 3, від 1 до 30мм для шару, утвореного з'єднувальними ребрами 4, і від 0,1 до 20мм для верхньої стінки 6. Самі з'єднувальні ребра 4 зазвичай мають товщину 0,1-1мм, хоча можливими є й інші значення товщини. Висота кожного з'єднувального ребра 4 практично відповідає товщині шару, утвореного з'єднувальними ребрами 4. Виступ 202 (а отже, також і паз 212) не обов'язково повинен мати таку саму товщину, як у верхньої стінки 6. Його товщина може бути меншою, може дорівнювати, або бути більшою, ніж товщина верхньої стінки 6, за умови, що верхня поверхня 202А виступу 202 є розташованою принаймні на нижній поверхні верхнього шару 2 або під нею. Товщина виступу (а отже, також і висота паза), таким чином, зазвичай становить від 0,1 до 20мм, в оптимальному варіанті - від 0,2 до 10мм, у ще кращому варіанті - від 0,2 до 1мм. В оптимальному варіанті виконання, в якому і перші, і другі з'єднувальні засоби мають конструкцію згідно з винаходом, профільована стрічка характеризується тим, що значення відстані між верхньою поверхнею першого паза 102 та видимою стороною 2А профільованої стрічки 1, і верхньою поверхнею другого паза 212 та видимою стороною 2А профільованої стрічки 1, є практично однаковими. Якщо різні профільовані стрічки з'єднують одну з одною, то подовжні та поперечні з'єднувальні шви розташовуються фактично в одній заглибленій площині відносно передньої поверхні 2А. В оптимальному варіанті кінцеві з'єднувальні шви 16 та/або подовжні з'єднувальні шви оптимального варіанта виконання мають однаковий дизайн, який у ще кращому варіанті відрізняється від дизайну видимої сторони 2А (а отже, верхнього шару 2). Профільовані стрічки 1 згідно з винаходом виготовляють способом, згідно з яким принаймні верхню стінку 6, задню стінку 3 та з'єднувальні ребра 4, які проходять більш-менш перпендикулярно ним, формують шляхом екструзії, з принаймні одним додатковим верхнім шаром 2, сформова 92308 14 ним шляхом коекструзії на верхній стінці 6 та/або задній стінці 3 на видимій стороні. Після його охолодження цей додатковий екструдат відрізають на довжину профільованої стрічки 1, і під час цієї операції на першій кінцевій стороні 7А верхній шар 2 та принаймні відрізок задньої стінки 3 і з'єднувальні ребра 4 видаляють шляхом фрезерування на довжину, яка практично дорівнює глибині виступання U виступу і, принаймні по відношенню до верхнього шару 2, на глибину, на якій розташовується верхня стінка 6, таким чином, утворюючи виступ 202, а також на другій кінцевій стороні 7В верхню стінку 6 та, у відповідному разі, відрізок з'єднувальних ребер 4 видаляють шляхом фрезерування на глибину D (або глибину D' для профільованої стрічки 1') від кінцевого краю, яка щонайбільше дорівнює глибині виступання U у подовжподовжньому напрямку, таким чином, утворюючи паз 212. Коекструзія є способом виробництва, який є відомим способом обробки полімерів, і спосіб коекструзії, який застосовують згідно з винаходом, не відрізняється від способу, який є знайомим спеціалістам у даній галузі. Згідно з оптимальним способом винаходу, задню стінку 3, з'єднувальні ребра 4 та верхню стінку 6 виготовляють як суцільний елемент за допомогою першого екструдера, таким чином, утворюючи багатошарову структуру, і в даному разі після цього або, у ще кращому варіанті - одночасно або практично одночасно наносять верхній шар 2 на багатошарову структуру (3, 4, 6) за допомогою другого екструдера. Для забезпечення формування поперечних виступів 202 згідно з винаходом перевагу віддають застосуванню фрезерного верстата, фрезерну головку якого регулюють таким чином, що вона "просувається" у процесі коекструзії для того, щоб можна було сформувати з'єднувальний шов, який проходить практично паралельно першій кінцевій стороні 7А профільованої стрічки. Для цього фрезерну головку в оптимальному варіанті з'єднують з пиляльним верстатом, який відпилює профільовані стрічки потрібної довжини. Однак, згідно з винаходом верхній шар 2 та, якщо потрібно, (відрізки) задньої стінки 3 та/або з'єднувальні ребра 4 можуть бути видалені на кінцевій стороні 7А на окремому етапі верстатної обробки, вручну і/або з застосуванням відповідного верстатного пристрою. Те ж саме стосується утворення паза 212 на кінцевій стороні 7В. 15 92308 16 17 Комп’ютерна верстка В. Мацело 92308 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProfiled strip and method for its manufacture
Автори англійськоюVanvuchelen, Jan
Назва патенту російськоюПрофилированная лента и способ ее изготовления
Автори російськоюВанвухелен Ян
МПК / Мітки
МПК: E04F 15/00, E04F 13/08
Мітки: спосіб, профільована, стрічка, виготовлення
Код посилання
<a href="https://ua.patents.su/9-92308-profilovana-strichka-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Профільована стрічка та спосіб її виготовлення</a>
Фольга або тонка стрічка зі сплаву al-fe-si та спосіб її виготовлення
Номер патенту: 80778
Опубліковано: 25.10.2007
Автори: Шеналь Брюно, Феппон Жан-Марі, Даніелу Армель
МПК: C22C 21/02, C22F 1/04, C22C 21/00
Мітки: сплаву, фольга, тонка, al-fe-si, виготовлення, спосіб, стрічка
Формула / Реферат:
1. Фольга або тонка стрічка товщиною від 6 до 200 мкм, зі сплаву такого хімічного складу, мас. %: Si: 1,0 – 1,5, Fe: 1,0 – 1,5, Сu < 0,2, Mn < 0,1, інших елементів < 0,05 кожного та < 0,15 загалом, АІ – решта, розривна міцність якої після відпалу становить Rm > 110 МПа для товщини > 9 мкм та Rm > 100 МПа для товщини від 6 до 9 мкм.2. Фольга або тонка стрічка за п. 1, яка відрізняється тим, що товщина фольги або...
Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення
Номер патенту: 61113
Опубліковано: 17.11.2003
Автори: Анеллі Етторе, Маскандзоні Антоніо
МПК: C21D 8/02, B22D 11/06
Мітки: спосіб, низьковуглецевої, сталі, виготовлення, вилита, стрічка
Формула / Реферат:
1. Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій:- виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас.%:С - від 0,02% до 0,10%; Мn - від 0,1% до 0,6%; Sі - від 0,02% до 0,35%; Аl - від 0,01% до 0,05%; S - до 0,015%; Р - до 0,02%; Сr - від 0,05% до 0,35%; Ni - від 0,05%...
Спосіб виготовлення гарячекатаної стрічки з багатофазною структурою та гарячекатана стрічка
Номер патенту: 90436
Опубліковано: 26.04.2010
Автори: Шпрок Аугуст, Олерт Йоахім, Хенніг Вольфганг, Більген Крістіан
МПК: C21D 8/04, C21D 8/02, C21D 1/00
Мітки: виготовлення, багатофазною, гарячекатаної, гарячекатана, спосіб, стрічки, стрічка, структурою
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки зі сталі з TRIP-ефектом, як розвиток двофазної сталі, для сталі з багатофазною структурою, якій властиві надвисокі формувальні властивості при високій міцності, яких досягають шляхом регульованого охолоджування із стану після гарячої прокатки, яке здійснюють після останньої прокатної кліті (6'), який відрізняється тим, що виготовлення гарячекатаної стрічки (7) здійснюють в ливарно-прокатній...
Лист та стрічка з магнієвого сплаву та спосіб їх виготовлення
Номер патенту: 80466
Опубліковано: 25.09.2007
Автори: ібсон Марк Ентоні, Беттлс Коллін Джойс, Лайенґ Деніел Донґ, Реншо Дейвід Айен, Аллен Росс Віктор, Іст Деніел Реймонд, Борбідж Венді
МПК: B22D 21/00, B22D 11/16, B22D 27/20, C22F 1/06, B22D 11/06
Мітки: магнієвого, спосіб, виготовлення, стрічка, сплаву, лист
Формула / Реферат:
1. Спосіб виготовлення стрічки з магнієвого сплаву, прийнятної для використання при виробництві листа з магнієвого сплаву за допомогою редукції при прокатці і термічної обробки, який відрізняється тим, що складається з етапів:(а) відливання магнієвого сплаву у вигляді стрічки, використовуючи установку для відливання з двома валками; і(б) регулювання товщини і температури стрічки, яку виводять з-поміж валків на установці,...
Захисний засіб, переважно захисна стрічка для введення у документ, і спосіб його виготовлення
Номер патенту: 77748
Опубліковано: 15.01.2007
Автор: Ладзеріні Мауріціо
МПК: B42D 15/00
Мітки: документ, захисний, переважно, засіб, введення, стрічка, захисна, спосіб, виготовлення
Формула / Реферат:
1. Захисний засіб, переважно захисна стрічка (1) для введення у документ, такий як банкнота, який має:базовий шар (2) переважно з прозорого поліефіру;перший шар, який розміщений поверх базового шару (2) і який має негативні літери або цифри, або рукописні знаки (3а), введені у нього; імагнітний кодовий шар (5), який розміщений поверх першого шару і є суміжним з негативними літерами або цифрами, або рукописними знаками...
Попередній патент: Зв’язувальний радіоприймач з адаптивним компенсатором
Наступний патент: Спосіб виготовлення ливарного стрижня
Випадковий патент: Пристрій для передачі і приймання сигналів дистанційного управління