Завантажувальний пристрій до токарного багатошпиндельного верстата
Формула / Реферат
Загрузочное устройство к токарному многошпиндельному станку, содержащее магазин, питатель с захватным органом, предназначенным для установки детали соосно шпинделю, толкатель, выталкиватель и отводящий лоток, отличающееся тем, что питатель выполнен в виде связанных с приводами поворота двух валов, один из которых установлен на другом, перпендикулярно его продольной оси, и несет захватный орган, выполненный в виде установленной на его конце трубы, причем привод поворота этого вала выполнен в виде трехлозиционного силового цилиндра, соединенного посредством поводка, установленного на другом валу с возможностью поворота и продольного перемещения вдоль вала, с зубчатореечной передачей, состоящей из шестерни, смонтированной на валу, несущем трубку, и двух реек, одна из которых выполнена подпружиненной.
Текст
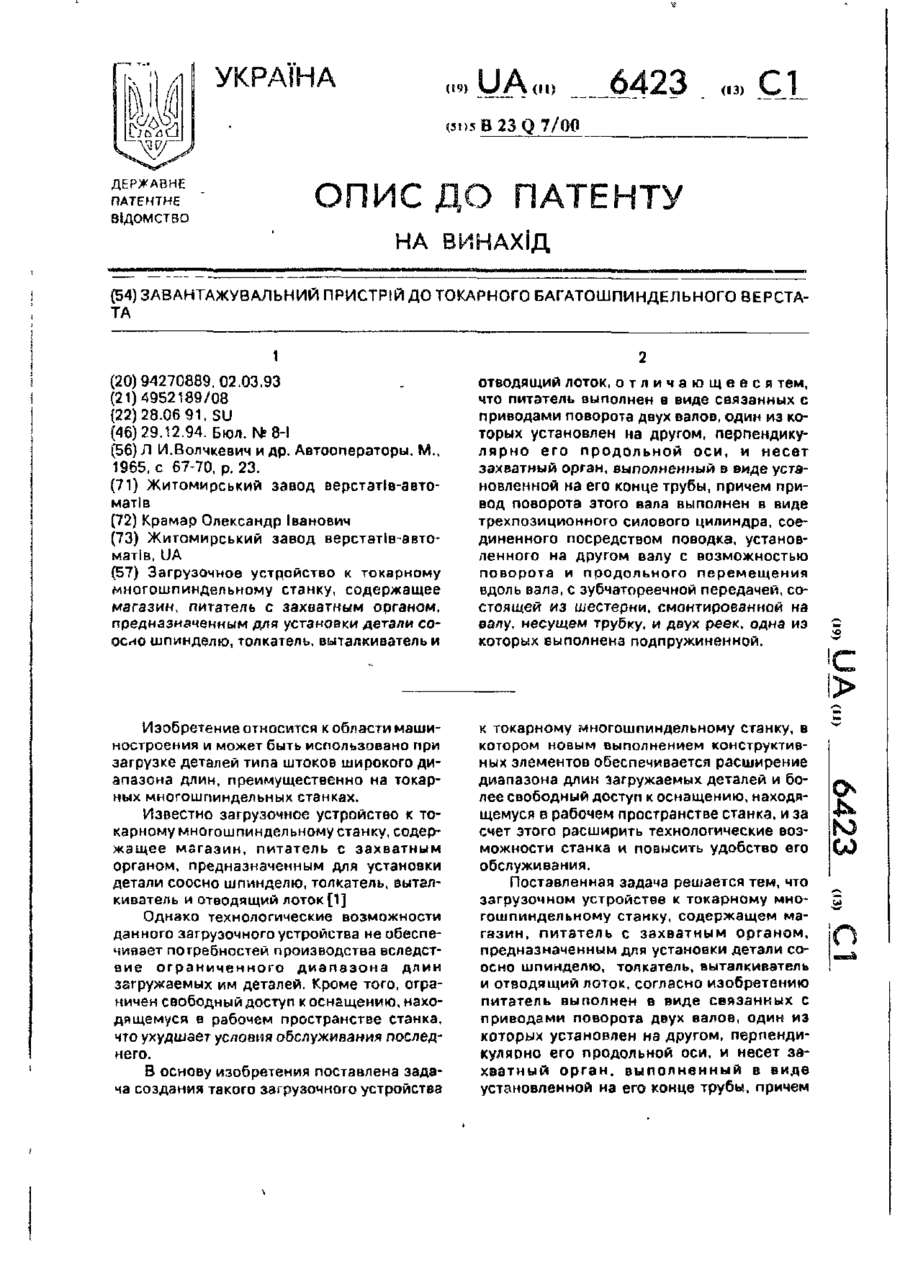
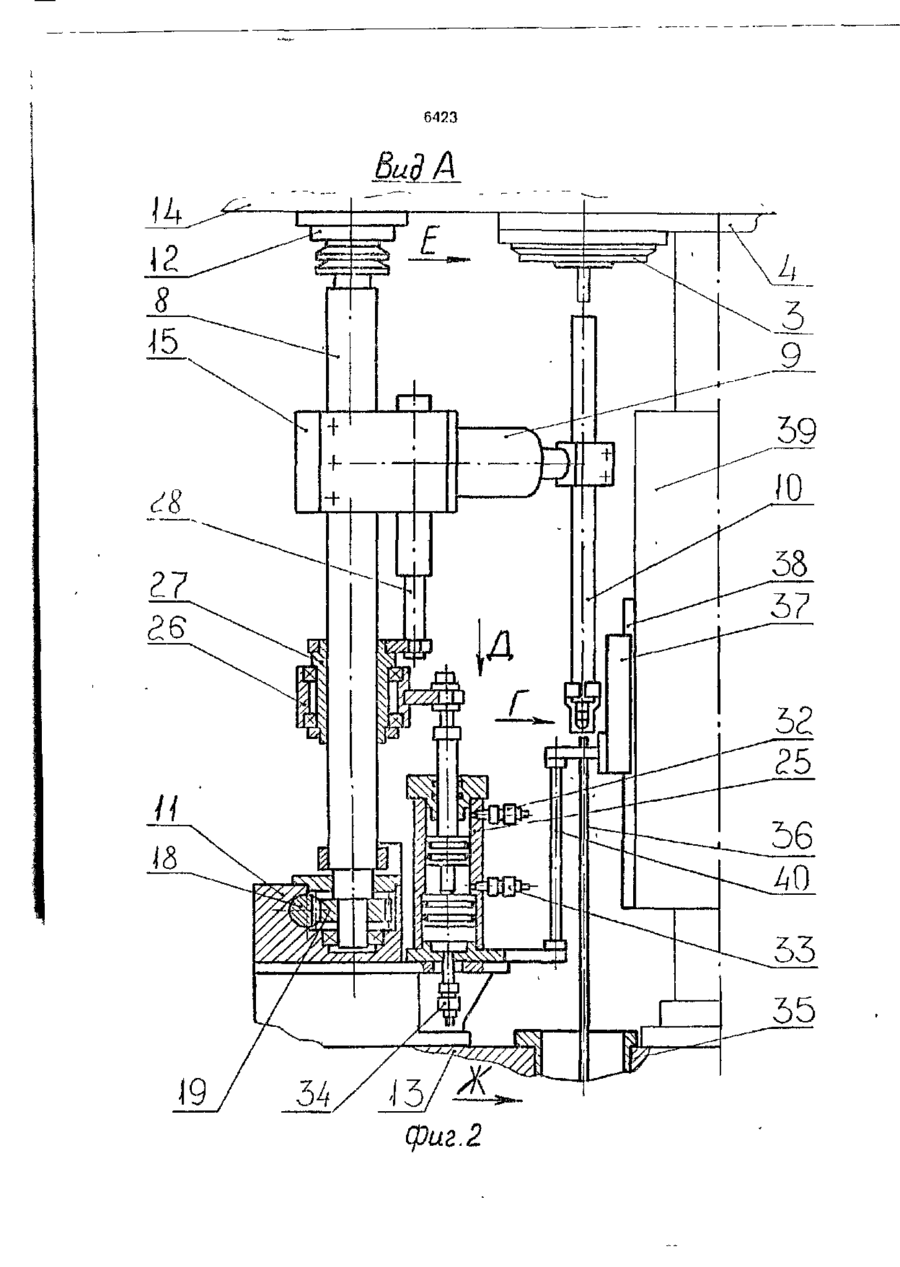
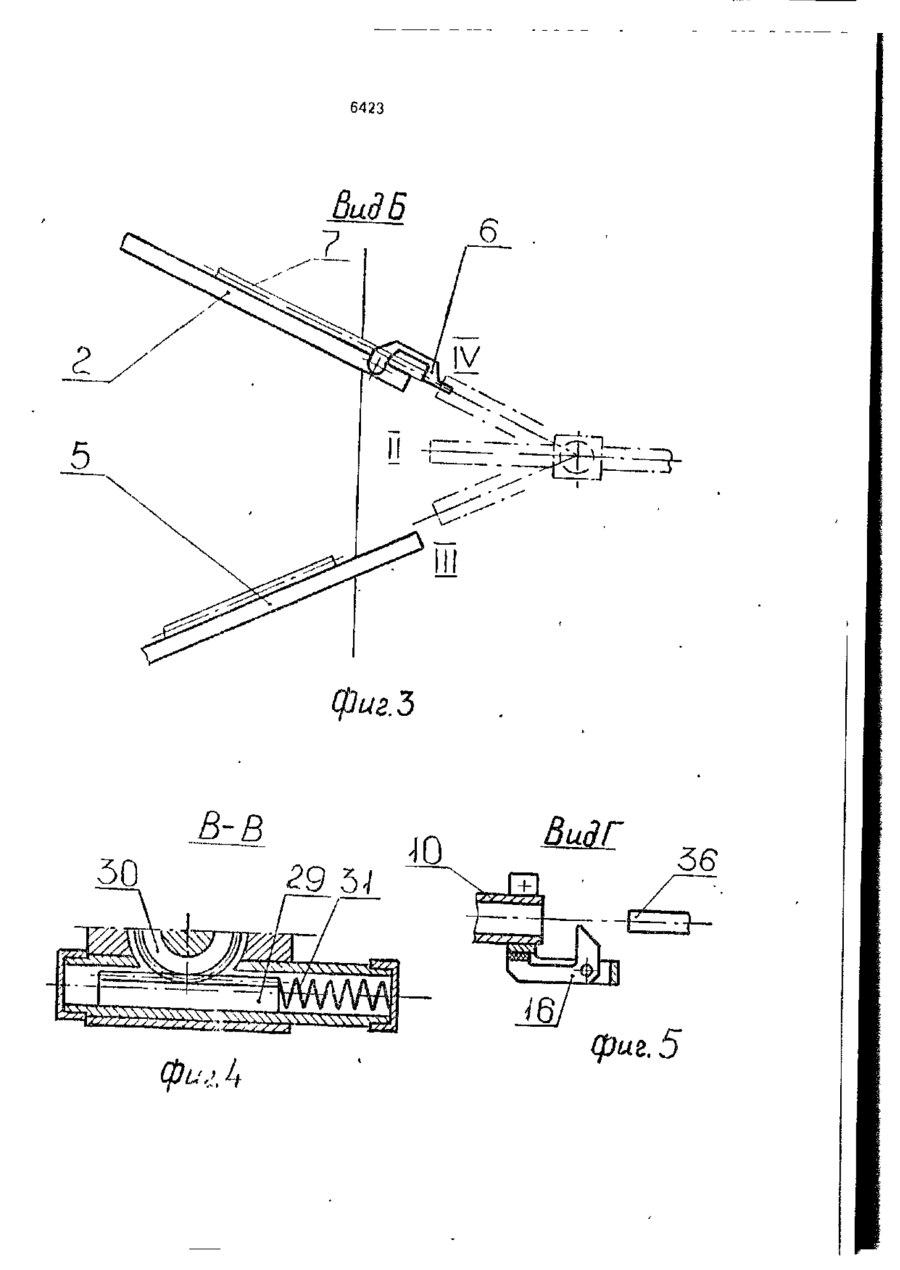
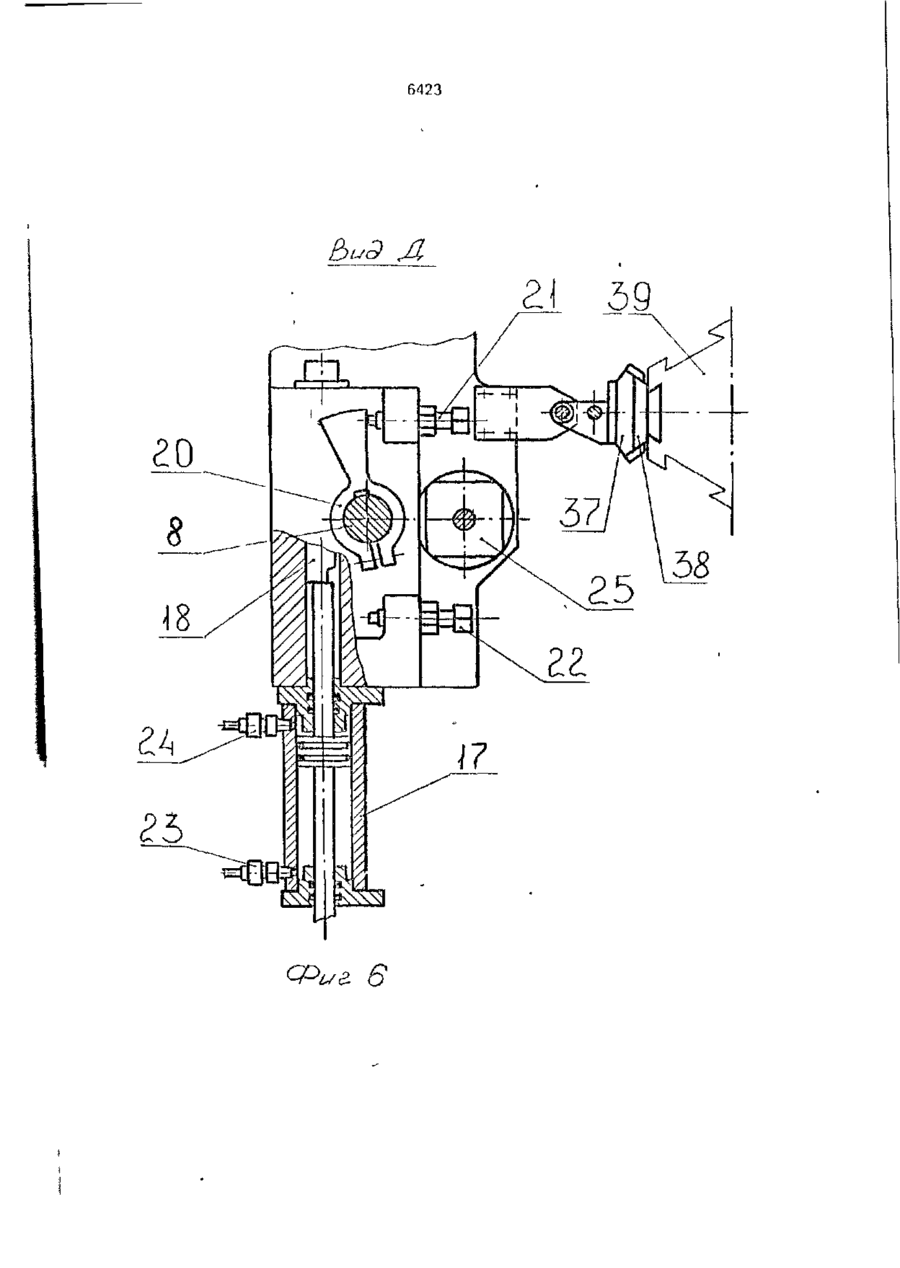
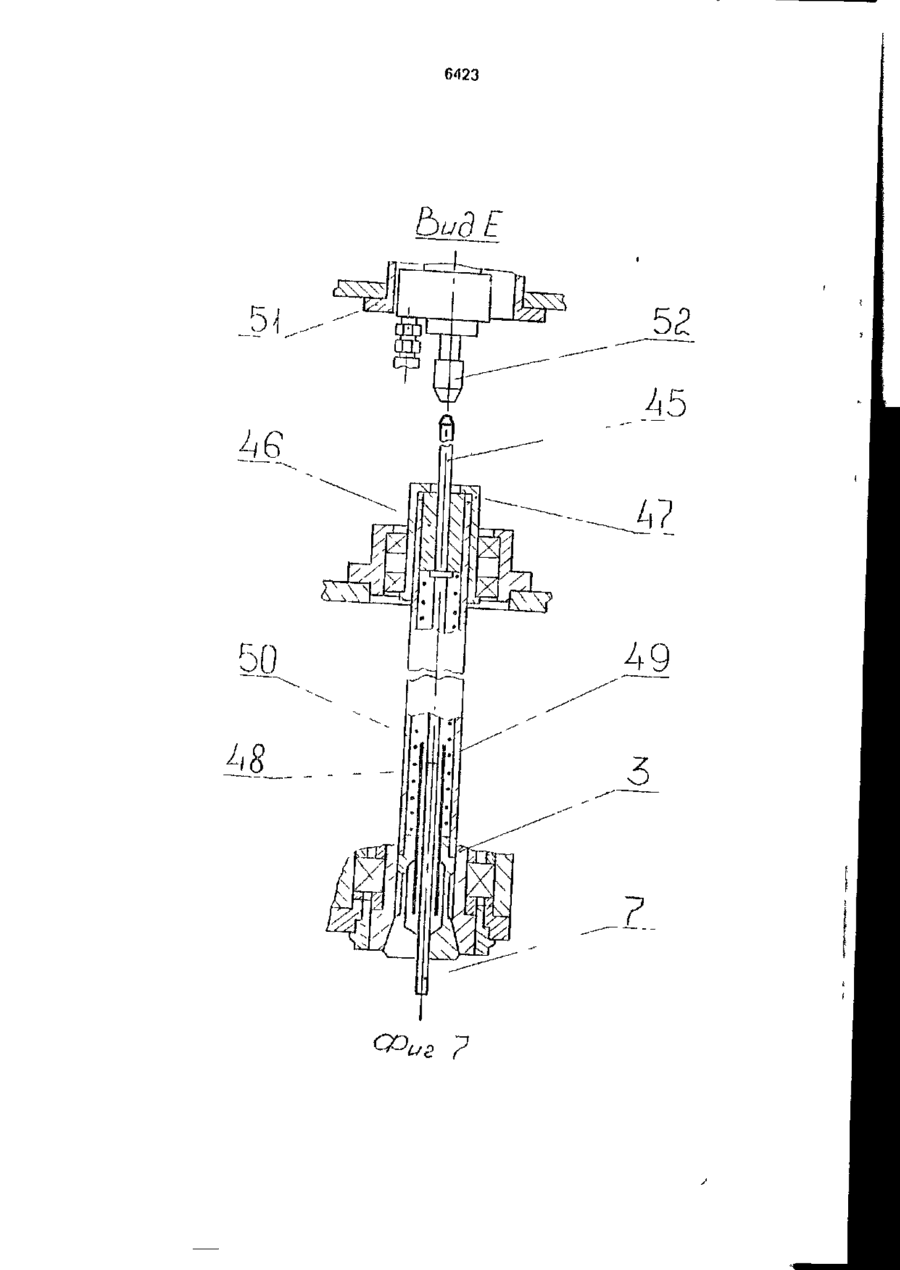
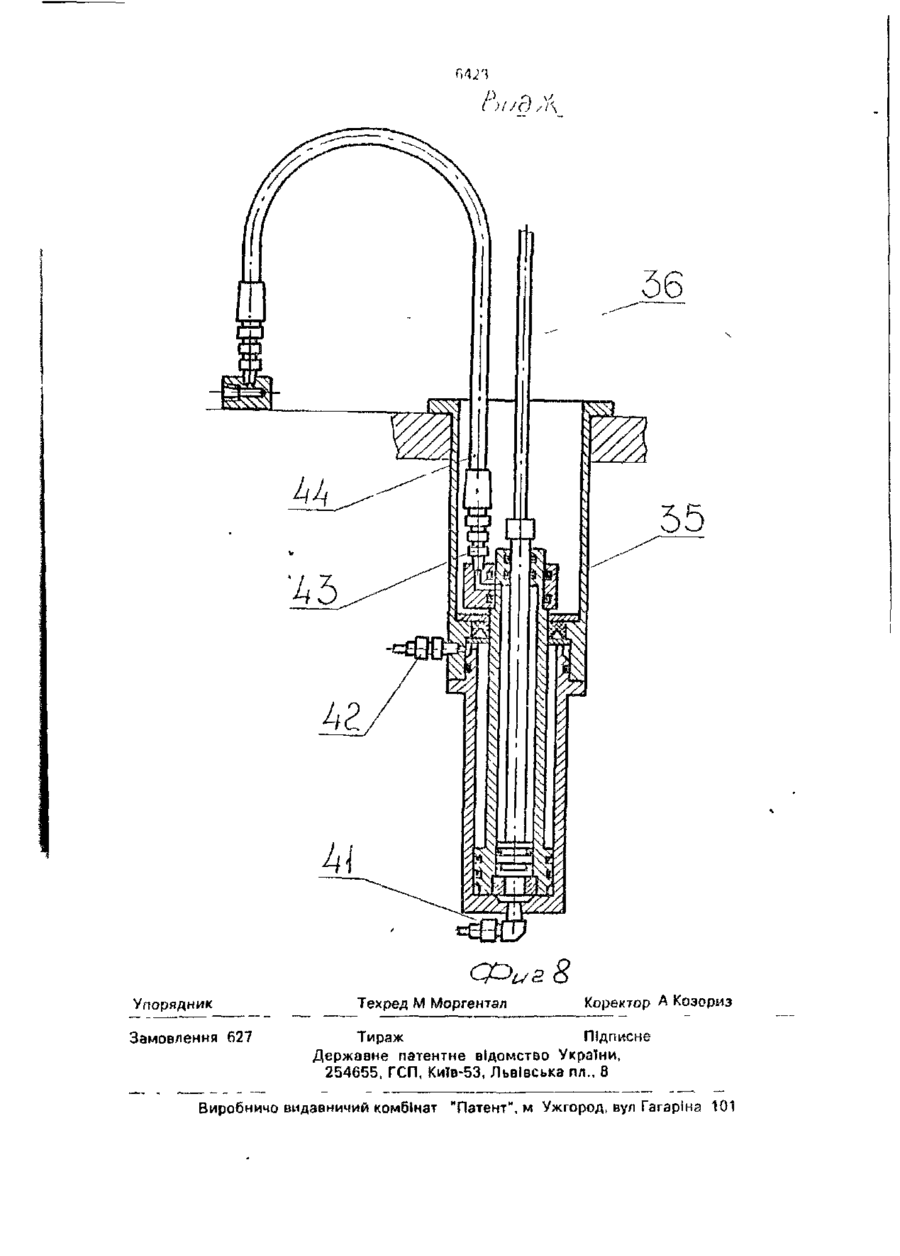
Загрузочное устройство к токарному многошпиндельному станку, содержащее магазин, питатель с захватным органом, предназначенным для установки детали соос-чо шпинделю, толкатель, выталкиватель и отводящий лоток, о т л и ч а ю щ е е с я тем, что питатель выполнен в виде связанных с приводами поворота двух валов, один из которых установлен на другом, перпендикулярно его продольной оси, и несет захватный орган, выполненный в виде установленной на его конце трубы, причем привод поворота этого вала выполнен в виде трехлозиционного силового цилиндра, соединенного посредством поводка, установленного на другом валу с возможностью поворота и продольного перемещения вдоль вала, с зубчатореечной передачей, состоящей из шестерни, смонтированной на валу, несущем трубку, и двух реек, одна из которых выполнена подпружиненной. Изобретение относится к области машиностроения и может быть использовано при загрузке деталей типа штоков широкого диапазона длин, преимущественно на токарных многошпиндельных станках. Известно загрузочное устройство к токарному многошпиндельному станку, содержащее магазин, питатель с захватным органом, предназначенным для установки детали соосно шпинделю, толкатель, выталкиватель и отводящий лоток [1] Однако технологические возможности данного загрузочного устройства не обеспечивает потребностей производства вследствие ограниченного диапазона длин загружаемых им деталей. Кроме того, ограничен свободный доступ к оснащению, находящемуся в рабочем пространстве станка, что ухудшает условия обслуживания последнего. В основу изобретения поставлена задача создания такого загрузочного устройства к токарному многошпиндельному станку, в котором новым выполнением конструктивных элементов обеспечивается расширение диапазона длин загружаемых деталей и более свободный доступ к оснащению, находящемуся в рабочем пространстве станка, и за счет этого расширить технологические возможности станка и повысить удобство его обслуживания. Поставленная задача решается тем, что загрузочном устройстве к токарному многошпиндельному станку, содержащем магазин, питатель с захватным органом, предназначенным для установки детали соосно шпинделю, толкатель, выталкиватель и отводящий лоток, согласно изобретению питатель выполнен в виде связанных с приводами поворота двух валов, один из которых установлен на другом, перпендикулярно его продольной оси, и несет захватный орган, выполненный в виде установленной на его конце трубы, причем з 6423 привод поворота этого вала выполнен в виде трехпозиционмого силового цилиндра, соединенного посредством поводка, установленного на другом валу с возможностью попорота и продольного перемещения 5 вдоль вала, с зубчато-реечной передачей, состоящей из шестерни, смонтированной на валу, несущем трубку, и двух реек, одна из которых выполнена подпружиненной. Использование предлагаемого загру- 10 зонного устройства позволяет достигнуть технического результата, выражающегося в обеспечении расширения диапазона длин загружаемых деталей и более свободного доступа к оснащению, находящемуся в рабо- 15 чем пространстве станка. Кроге того, - повысится удобство обслуживания станка за счет обеспечения более свободного доступа к оснащению, находящемуся в 20 рабочем пространстве станка; - уменьшатся простои станка за счет сокращения времени по его обслуживанию; - расширятся технологические возможности станка; 25 - повысится конкурентоспособность станков, оснащаемых предлагаемыми устройствами; - появится возможность загрузки более широкого диапазона размеров деталей с ми- 30 нимальными затратами времени на переналадку. На фиг. 1 изображено предлагаемое загрузочное устройство, вид на шпиндельный блок; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - 3 5 вид-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 2; на фиг. 6 вид Д на фиг. 2; на фиг. 7 - вид Е на фиг. 2; на фиг. 8 - вид Ж на фиг. 2, Загрузочное устройство к токарному 40 многошпиндельному станку содержит магазин 1, снабженный подводящим лотком 2, питатель, заталкиватель и выталкиватели, установленные в каждом шпинделе 3 шпиндельного барабана 4, и отводящий лоток 5 45 (фиг.1). На подводящем лотке 2 установлена собачка 6, фиксирующая заготовку 7, выданную магазином 1 (фиг.3,7). Питатель содержит два взаимно перпен- 50 дикулярных вала 8 и 9, приводы их поворота и трубу 10. Вал 8 установлен в опорах 11 и 12, закрепленных, соответственно, на коробке передач 13 и шпиндельном блоке 14. Посредством корпуса 15 вал 9 установлен на 55 валу 8. Труба 10 жестко закреплена на валу 9 и содержит на своем конце собачку 16 (фи г. 2,5). Привод поворота вала 8 включает цилиндр 17, рейку 18, шестерню 19, закреплен ную на валу 8, на котором также закреплен ограничитель поворота 20. имеющий возможность поочередного взаимодействия с регулировочными винтами 21 и 22, установленными на опоре 11, Полости цилиндра 16 соединены с гидросистемой посредством штуцеров 23 и 24 {фиг.6), Привод поворота вала 9 включает трехпозиционный цилиндр 25, установленный на коробке передач 13, вращающийся поводок 26, связанный со штоком цилиндра 25 и установленный на валу 8 посредством скользящей втулки 27, рейки 28 и 29 и шестерню 30. Рейка 28 соединена со скользящей втулкой 27, а рейка 29 поджата в осевом направлении пружиной 31 для выборки бокового зазора в зацеплении рейки 28 и шестерни 30. Полости цилиндра 25 соединены с гидросистемой посредством штуцеров 32, 33 и 34 (фиг.2). Заталкиватель содержит телескопический цилиндр 35. толкатель 36 и скользящую державку 37, установленную на направляющей 38 каретки 39 и зафиксированную в осевом направлении относительно коробки передач 13 тягой 40. Толкатель 36 связан одним концом со штоком цилиндра 35, другим установлен в направляющем отверстии державки 37. Полости цилиндра 35 связаны с гидросистемой посредством штуцеров 41, 42, 43 и гибкого рукава 44 (фиг.2,8). Выталкиватели установлены в каждом шпинделе 3 и содержат толкатель 45, втулку 46, вращающуюся опору 47, направляющую трубу 48 и возвратную пружину 49. Толкатель 45 совместно со втулкой 46 установлен в полости трубы зажима 50 подвижно в осевом направлении и ограничен в перемещении крайним задним положением опорой 47 (фи г.7). Привод выталкивателей расположен соосно шпинделю загрузочной позиции и выполнен в виде цилиндра 51, на штоке которого установлен вращающийся центр 52 с возможностью его взаимодействия в загрузочной позиции с толкателем 45 каждого из выталкивателей. Работа устройства рассматривается начиная с исходного положения (изображенного на фиг. 1-8), при згом в подводящем лотке 2 находится заготовка 7, выданная из магазина 1, в шпинделе 3 загрузочной позиции находится зажатая в нем обрабатываемая деталь, а штуцеры 23, 32, 34, 42 и 43 подключены к напорной магистрали. Загрузка заготовок 7 и выгрузка обработанной детали производятся без остановки шпинделя 3. От командоапарата станка подается команда на разжим цанги шпинделя 3 загру 6423 зонной позиции и далее согласно автоматическому циклу работы, шток цилиндра 51 перемещается в крайнее переднее положение, воздействуя центром 52 на толкатель 45, который в свою очередь выталкивает об- 5 работанную деталь в трубу 10, после чего щток цилиндра 51 возвращается в исходное положение, а пружина 49 выводит толкатель 45 за пределы лепестков зажимной цанги. В результате переключения гидрорасп- 10 ределителя цилиндра 17 штуцер 24 соединяется с напорной магистралью и рейка 18 поворачивает вал 8 до упора его ограничителя поворота 20 в винт 22 При этом труба 10 переводится из положения " І " в положение 15 "II" Затем при переключении гидрораспределителей штуцер 33 соединяется с напорной магистралью, а штуцеры 32 и 34 со сливной, и шток цилиндра 25 перемещается в крайнее переднее положение, толкая рей- 20 ку 28 посредством поводка 26 и втулки 27, которая, всдействуя на шестерню 30, поворачивает вал 9, при этом труба 10 из положения "II" переводится в положение "Ш" и готовая деталь соскальзывает в отводящий 25 лоток 5 Штуцер 32 соединяется с напорной магистралью, а штуцеры 33 и 34 со сливной и шток цилиндра 25 перемещается в крайнее заднее положение, увлекая рейку 28, кото- 30 рая поворачивает вал 9 в обратном направлении, в результате чего труба 10 занимает положение "IV и воздействует на собачку 6, которая поднимаясь, освобождает заготовку 7 Последняя под силой тяжести соскзль 35 зывает в трубу 10 до упора в собачку 16. Переключением гидрораспределителей с напорной магистралью соединяются шту церы 32 и 43, а штуцер 33 со сливной и шток цилиндра 25 возвращается Й исходное (среднее) положение При этом поворачивается вал 9 и труба 10 переводится в положение "II", а в подводящий лоток 2 выдается из магазина 1 очередная заготовка 7, которая фиксируется в своем исходном положении собачкой 6, Затем следует возврат вала 8 в исходное угловое положение до угора ограничителя поворота 20 в винт 21 При переключении гидрораспределителей цилиндр 35 штуцер 41 соединяется с напорной магистралью, а штуцеры 42 и 43 со сливной и штоки цилиндра 35 подаются в крайнее переднее положение, в результате чего толкатель 36, открывая собачку 16, переталкивает заготовку 7 из трубы 10 в цангу шпинделя 3 загрузочной позиции, причем заготовка 7» упираясь в передний торец толкателя 45, отводит в крайнее заднее (исходное) положение до упора втулкой 46 во вращающуюся опору 47. При данном исходном положении толкателя 45 его передний торец выполняет роль упора, определяющего положение заготовки. Производится зажим цинги и отвод толкатель 36 в исходное положение подсоединением штуцеров 42 и 43 к напорной магистрали, а штуцера 41 - к сливной в результате переключения гидрораспределителя цилиндра 35 По окончании цикла обработки заготовок в рабочих позициях производится смена позиции шпиндельного барабана 4 и в загрузочную позицию приходит очередная обработанная деталь. 6423 ' г зо г фиг. 6423 фиг. 2 6423 Вид Б фиг.Ъ 56 6423 л 21 6 59 6123 ЬидЕ г 7 p 36 Упорядник Замовлення 627 Техред М Моргентал Коректор А Козориз Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо видавничий комбінат "Патент", м Ужгород, вул Гагзріна 101
ДивитисяДодаткова інформація
Назва патенту англійськоюLoading device for multi-spindle lathe
Автори англійськоюKramar Oleksandr Ivanovych
Назва патенту російськоюЗагрузочное устройство к токарному многошпиндельному станку
Автори російськоюКрамар Александр Иванович
МПК / Мітки
МПК: B23Q 7/00
Мітки: завантажувальний, багатошпиндельного, верстата, токарного, пристрій
Код посилання
<a href="https://ua.patents.su/10-6423-zavantazhuvalnijj-pristrijj-do-tokarnogo-bagatoshpindelnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Завантажувальний пристрій до токарного багатошпиндельного верстата</a>
Шпиндельний вузол багатошпиндельного токарного автомата

Номер патенту: 3380
Опубліковано: 27.12.1994
Автор: Наголюк Олександр Васильович
МПК: B23B 9/00
Мітки: шпіндельний, багатошпиндельного, автомата, вузол, токарного
Формула / Реферат:
Шпиндельный узел многошпиндельного токарного автомата, содержащий шпиндель, установленный в шпиндельном барабане, многодисковую фрикционную муфту привода вращения шпинделя, нажимную втулку, установленную на шпинделе с возможностью взаимодействия с дисками фрикционной муфты привода вращения шпинделя, гильзу управления и тормозной механизм, отличающийся тем, что тормозной механизм выполнен в виде многодисковой фрикционной муфты, одна группа...
Центр до токарного верстата
Номер патенту: 911
Опубліковано: 15.12.1993
Автор: Говтвян Григорій Андрійович
МПК: B23B 23/00
Мітки: верстата, токарного, центр
Формула / Реферат:
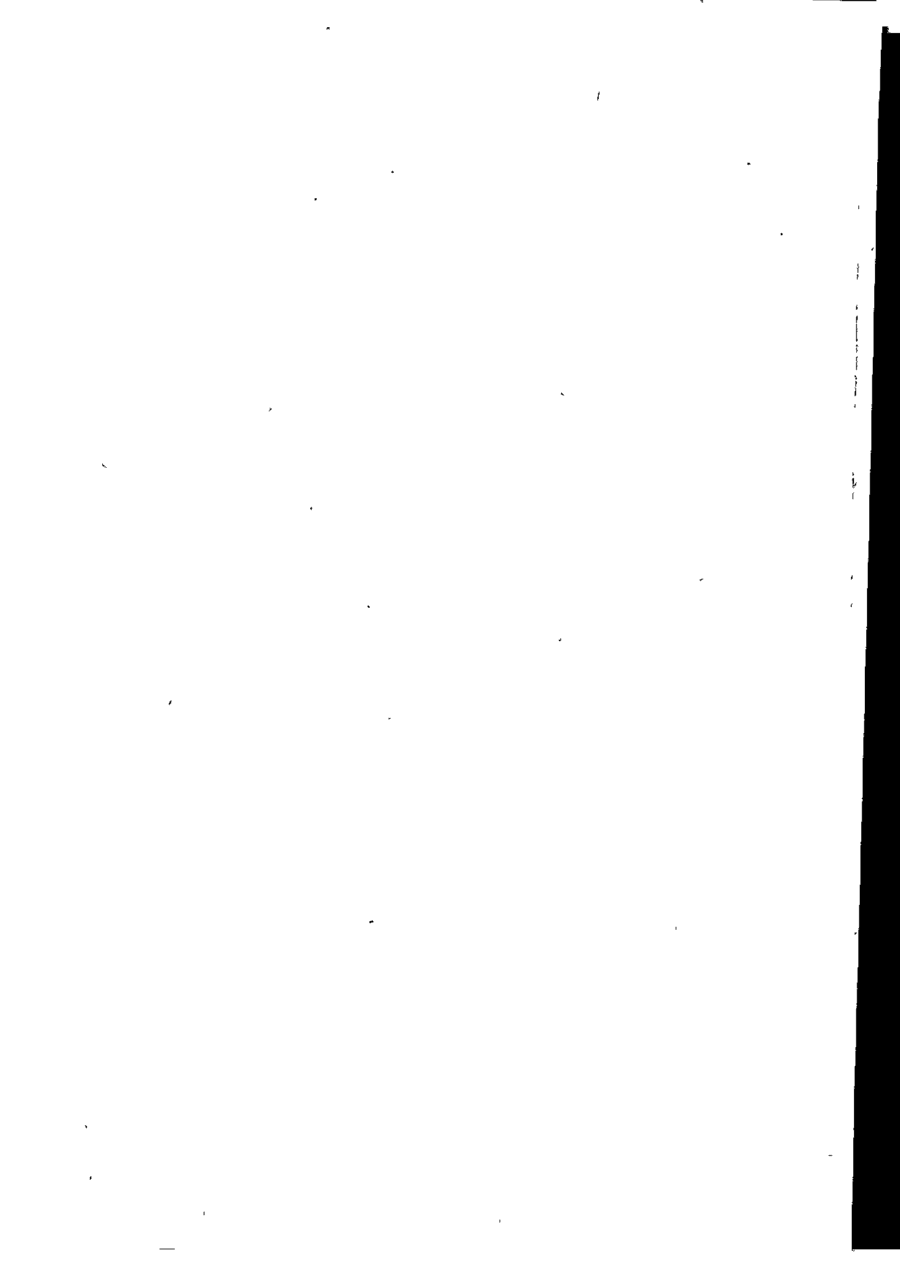
Формула изобретенияЦентр к токарному станку, содержащий расположенный в пиноли базовый центр, по меньшей мере один радиально-упорный подшипник и установленную на пиноли посредством опоры насадку, отличающийся тем, что, с целью повышения точности посредством уменьшения биений, внутреннее кольцо радиально-упорного подшипника размещено на конической поверхности базового центра, а наружное - в расточке, выполненной в насадке.
Кулачковий механізм привода робочих органів токарного верстата
Номер патенту: 3761
Опубліковано: 27.12.1994
Автори: Захарченко Валерій Федорович, Торопов Олександр Іванович
МПК: B23B 21/00, F16H 53/00
Мітки: робочих, органів, верстата, привода, токарного, механізм, кулачковий
Формула / Реферат:
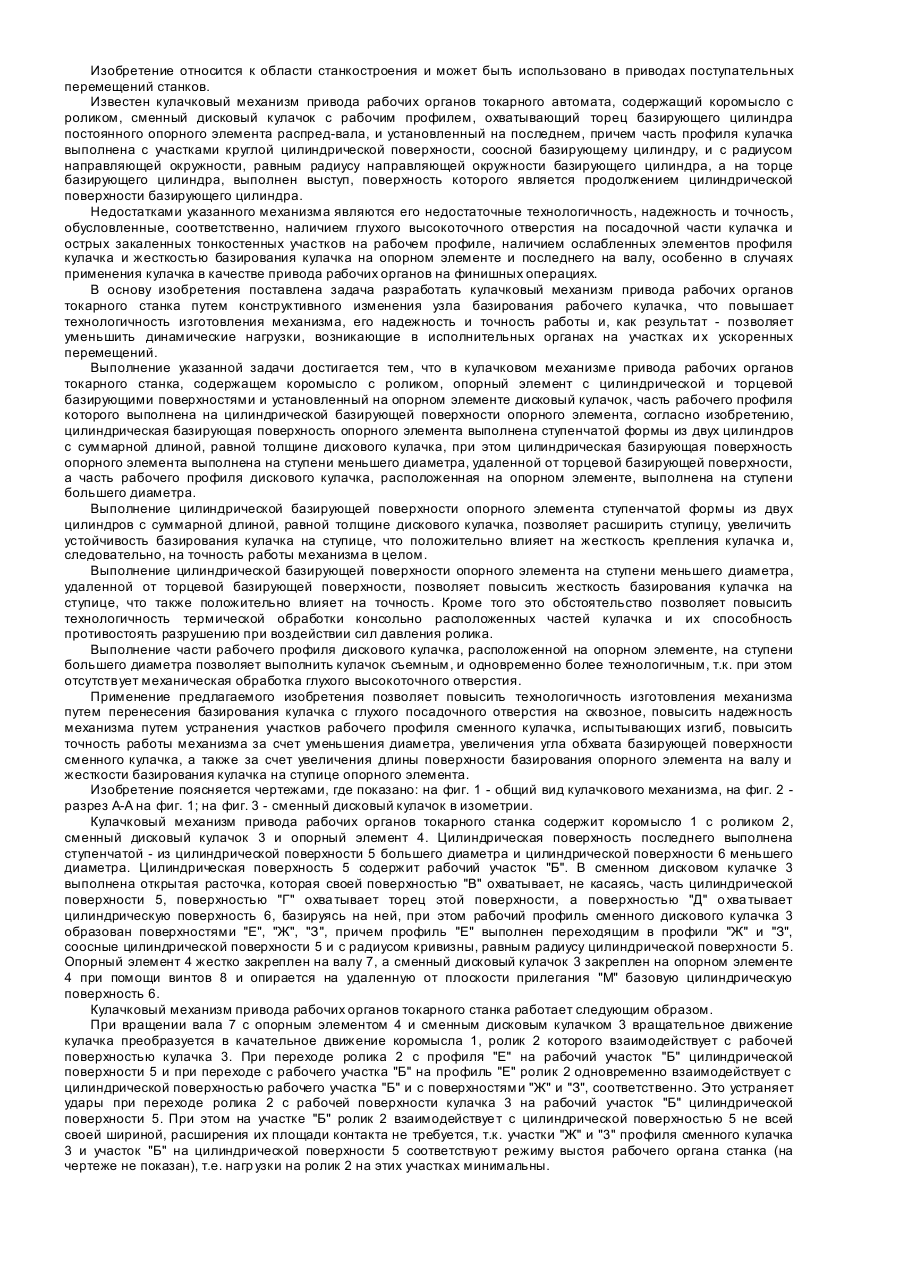
Кулачковый механизм привода рабочих органов токарного станка, содержащий коромысло с роликом, опорный элемент с цилиндрической и торцевой базирующими поверхностями и установленный на опорном элементе дисковый кулачок, часть рабочего профиля которого выполнена на цилиндрической базирующей поверхности опорного элемента, отличающийся тем, что цилиндрическая базирующая поверхность опорного элемента выполнена ступенчатой формы из двух цилиндров с...
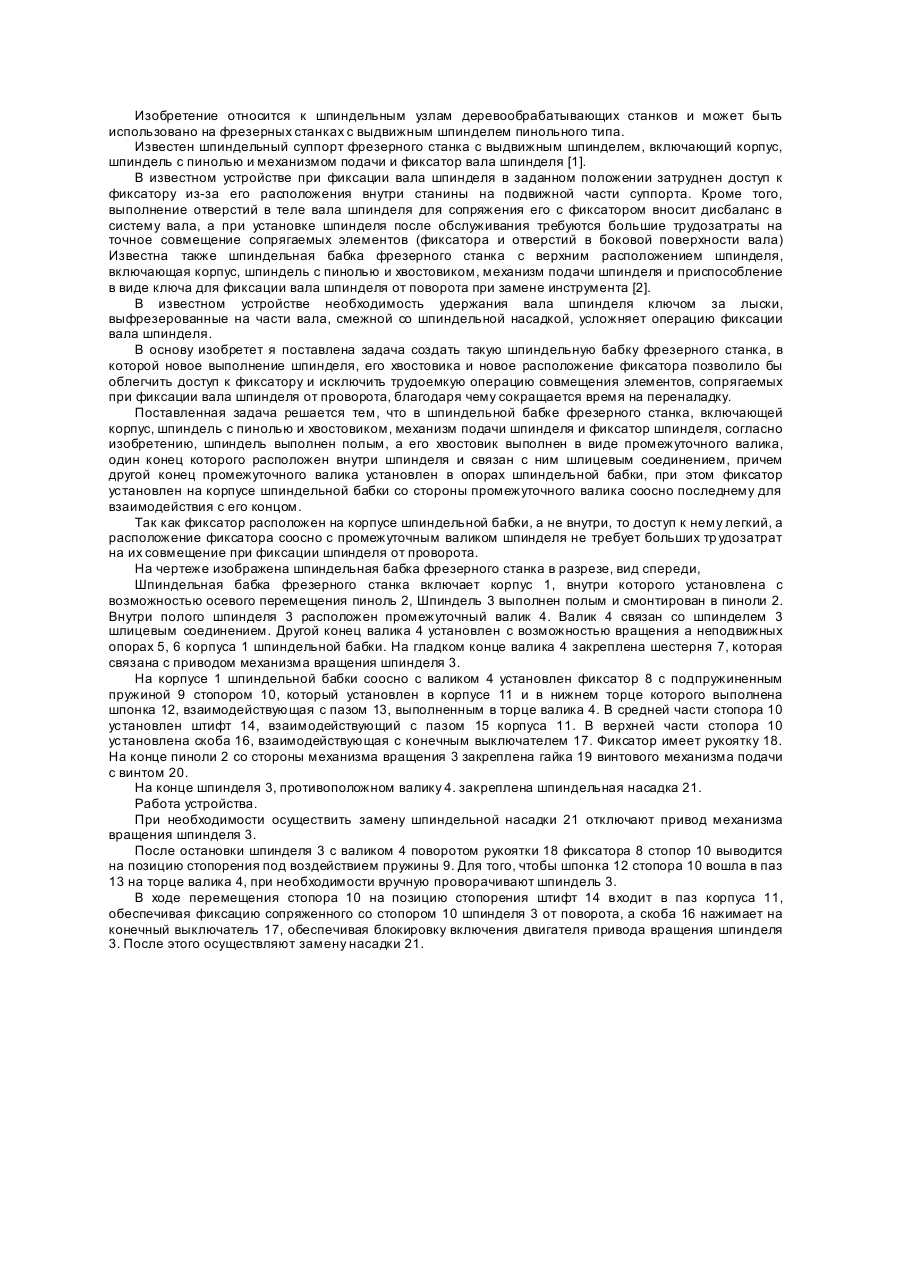
Шпиндельна бабка фрезерного верстата
Номер патенту: 5240
Опубліковано: 28.12.1994
Автор: Мілащенко Володимир Іванович
МПК: B27C 5/00
Мітки: верстата, бабка, шпиндельна, фрезерного
Формула / Реферат:
Шпиндельная бабка фрезерного станка, включающая корпус, шпиндель с пинолью и хвостовиком, механизм подачи шпинделя и фиксатор шпинделя, отличающаяся тем, что шпиндель выполнен полым, а его хвостовик выполнен в виде промежуточного валика, один конец которого расположен внутри шпинделя и связан с ним шлицевым соединением, причем другой конец промежуточного валика установлен м опорах корпуса шпиндельной бабки, при этом фиксатор установлен на...
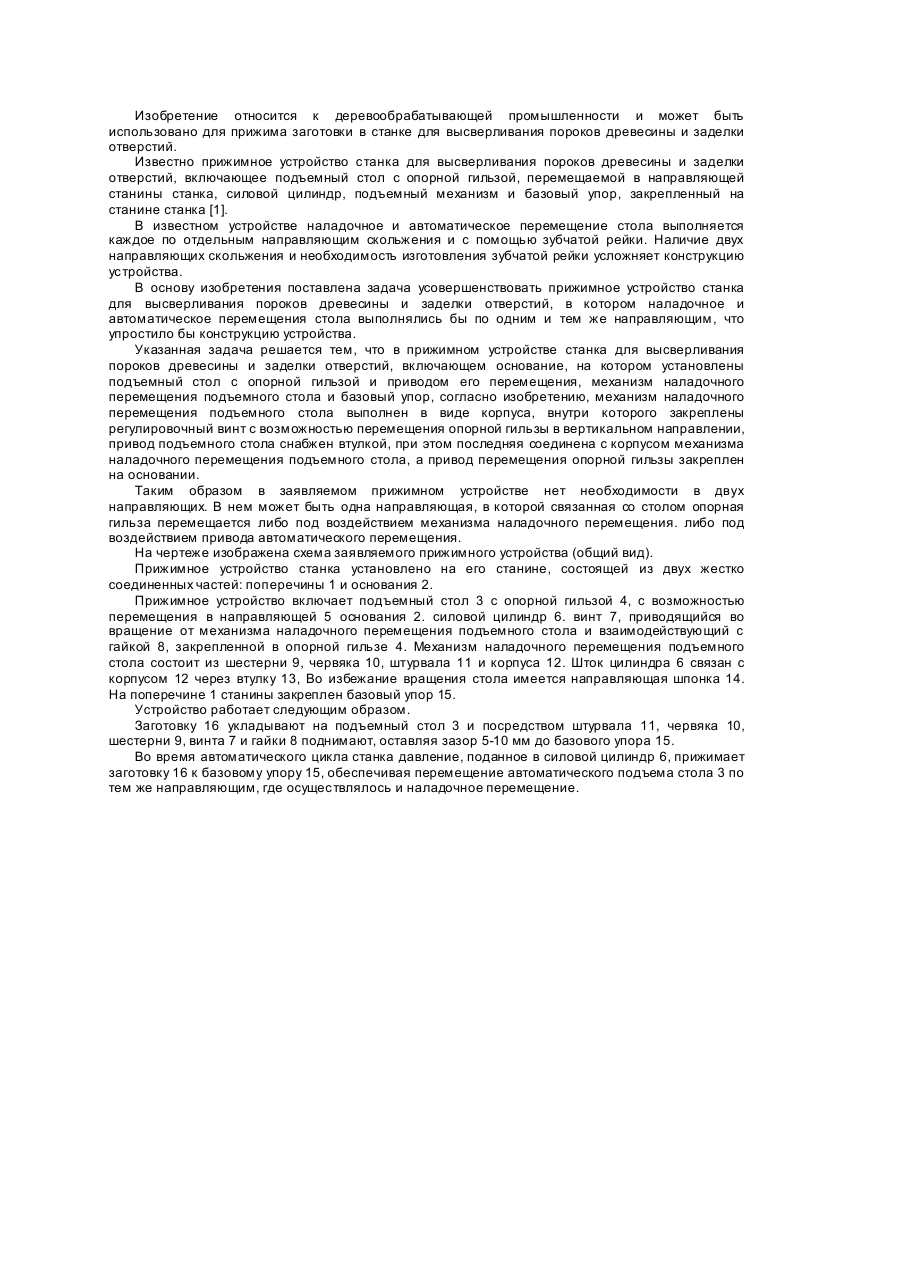
Притискний пристрій верстата для висвердлювання дефектів деревини і забивання отворів
Номер патенту: 5239
Опубліковано: 28.12.1994
Автор: Немучинський Борис Аронович
Мітки: верстата, деревини, пристрій, забивання, притискний, отворів, дефектів, висвердлювання
Формула / Реферат:
Прижимное устройство станка для высверливания пороков древесины и заделки отверстий, включающее основание, на которому становлены подъемный ствол с опорной гильзой и приводом его перемещения, механизм наладочного перемещения подъемного стола, базовый упор, отличающееся тем, что механизм наладочного перемещения подъемного стола выполнен в виде корпуса, внутри которого закреплены регулировочный винт с шестерней с возможностью перемещения...
Попередній патент: Спосіб обробки дроту та пристрій для його здійснення
Наступний патент: Установка для розливу пива в тару споживача
Випадковий патент: Шина для транспортного засобу