Комірчасті керамічні пластини з асиметричною структурою комірок і спосіб їх виготовлення
Формула / Реферат
1. Спосіб для безперервного виготовлення монолітної безперервної комірчастої керамічної пластини, що включає:
a) термічну обробку керамічних частинок і спінюючої речовини у спінюючій печі (3) при транспортуванні при цьому вказаних керамічних частинок і вказаної спінюючої речовини з першою швидкістю, таким чином, утворюючи монолітну безперервну комірчасту керамічну пластину, і
b) відпал вказаної монолітної комірчастої керамічної пластини в лері для відпалу (4) шляхом її охолоджування при транспортуванні її при цьому з другою швидкістю, більшою, ніж вказана перша швидкість, таким чином, розтягуючи і охолоджуючи вказану монолітну безперервну комірчасту керамічну пластину.
2. Спосіб за п. 1, в якому перед стадією (b) монолітну безперервну комірчасту керамічну пластину переносять з вказаної спінюючої печі (3) у вказаний лер для відпалу (4) за допомогою проміжного конвеєра (5) з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості.
3. Спосіб за п. 1 або 2, в якому різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважно між 3 і 25 %.
4. Спосіб за п. 2 або 3, в якому різниця між третьою і другою швидкістю знаходиться між 0 і 10 % від першої швидкості.
5. Спосіб за будь-яким з попередніх пунктів, в якому вказана монолітна безперервна комірчаста керамічна пластина являє собою монолітну безперервну пластину з піноскла.
6. Пристрій для безперервного виготовлення монолітної безперервної комірчастої керамічної пластини, що містить:
a) спінюючу піч (3) для термічної обробки керамічних частинок і спінюючої речовини, при цьому вказана спінююча піч (3) містить перший конвеєр (1), пристосований для транспортування з першою швидкістю при нагріванні в цей час вказаних керамічних частинок і вказаної спінюючої речовини для утворення монолітної безперервної комірчастої керамічної пластини, і
b) лер для відпалу (4) вказаної монолітної безперервної комірчастої керамічної пластини шляхом її охолоджування, при цьому вказаний лер для відпалу (4) знаходиться нижче по потоку від вказаної спінюючої печі (3) і містить другий конвеєр (2), пристосований для транспортування вказаної монолітної безперервної комірчастої керамічної пластини з другою швидкістю, більшою, ніж вказана перша швидкість.
7. Пристрій за п. 6, що далі містить проміжний конвеєр (5) перед другим конвеєром (2) для перенесення монолітної безперервної комірчастої керамічної пластини з вказаної спінюючої печі (3) у вказаний лер для відпалу (4).
8. Пристрій за п. 7, в якому проміжний конвеєр (5) пристосований для транспортування з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості.
9. Пристрій за будь-яким одним з пп. 6-8, в якому вказані перший (1) і другий (2) конвеєри пристосовуються до приведення в рух таким чином, що різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважно між 3 і 25 %.
10. Пристрій за п. 8 або п. 9, в якому різниця між третьою і другою швидкістю знаходиться між 0 і 10 % від другої швидкості, переважно між 0 і 5 %.
11. Пристрій за будь-яким з пп. 7-10, в якому перший конвеєр робиться стійким до вищих температур, ніж вказаний другий конвеєр.
12. Пристрій за п. 11, в якому перший конвеєр робиться стійким до температури аж до 900 °С, і в якому вказаний другий конвеєр робиться стійким до температур аж до 600 °С.
13. Пристрій за будь-яким з пп. 7-12, в якому проміжний конвеєр (5) містить ролики.
14. Пристрій за будь-яким з пп. 7-13, в якому проміжний конвеєр розташовується біля початку леру для відпалу.
15. Пристрій за будь-яким з пп. 7-13, в якому проміжний конвеєр розташовується в проміжному лері, розташованому між спінюючою піччю і лером для відпалу.
16. Пристрій за будь-яким з пп. 7-15, в якому проміжний конвеєр є стійким до температур в діапазоні 600 °С - 800 °С.
Текст
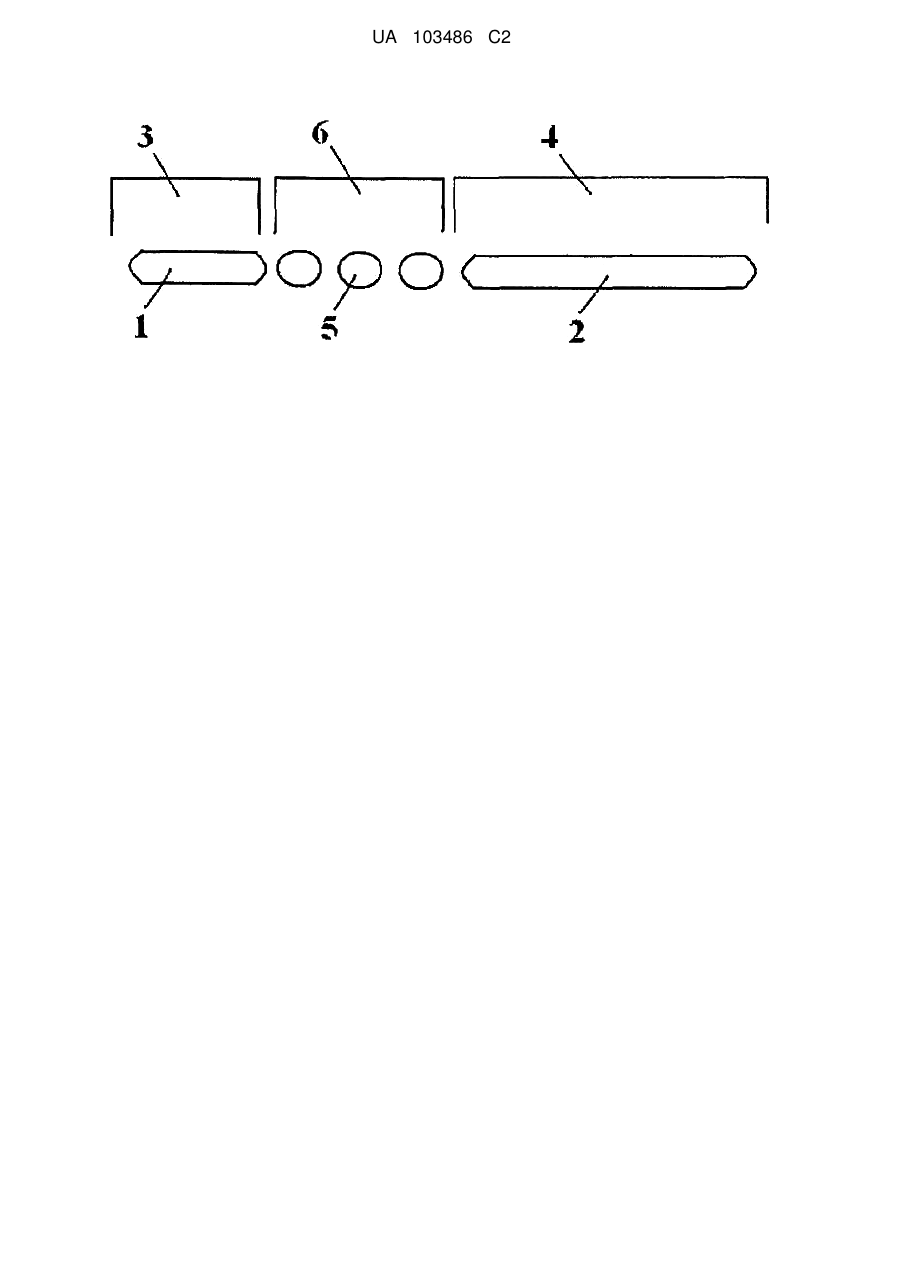
Реферат: Спосіб для безперервного виготовлення комірчастої керамічної або скляної пластини, яка має асиметричні комірки, що включає термічну обробку керамічних частинок і спінюючої речовини у спінюючій печі (3), при транспортуванні при цьому вказаних керамічних частинок і вказаної спінюючої речовини з першою швидкістю, таким чином, утворюючи комірчасту керамічну пластину, і відпал вказаної керамічної пластини в лері для відпалу (4) шляхом її охолоджування, при транспортуванні її при цьому з другою швидкістю, меншою, ніж вказана перша швидкість, таким чином, розтягуючи і охолоджуючи вказану комірчасту керамічну або скляну пластину. UA 103486 C2 (12) UA 103486 C2 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Даний винахід стосується способів і пристрою для безперервного виробництва комірчастих керамічних продуктів (наприклад, комірчастих керамічних пластин, таких, як пластини з піноскла). Даний винахід також стосується комірчастих керамічних продуктів, одержаних таким способом. Рівень техніки Існує декілька відомих способів для виготовлення комірчастих керамічних матеріалів, що включають спінення. Прикладами є: a) введення (включення, наприклад, інжектуванням) і механічний розподіл газів в розплав з низькою в'язкістю; b) випускання і розширення розчинених газів в розплаві з низькою в'язкістю під вакуумом; c) введення (включення) спінюючих речовин в розплав; d) змішування скляного порошку зі спінюючою речовиною і подальше нагрівання. У випадку останнього способу спінювання скла виробниче обладнання звичайно включає спінюючу піч зі стрічкою конвеєра, що несе скляний порошок і піну, і апарат завантаження порошку. Спінювання включає спінювання або товстих, або тонких пластин. Суть винаходу Даний винахід витікає зі спостереження того, що розтягування комірчастих керамічних продуктів (таких, як піноскло) в процесі виробництва призводить до змін в таких фізичних властивостях кінцевого матеріалу, як термічна ізоляція комірчастого керамічного продукту (такого, як спінене скло). Дороблення цих фізичних властивостей, таким чином, є можливим. Це є переважним, оскільки це дозволяє пристосувати властивості скла до потреб замовника (наприклад, розтягування знижує теплопровідність, тобто, поліпшує теплоізоляційні властивості). Перший аспект даного винаходу стосується способу для безперервного виготовлення комірчастої керамічної пластини (наприклад, монолітної керамічної пластини), що включає: a) термічну обробку керамічних частинок і спінюючої речовини у спінюючій печі, при транспортуванні при цьому вказані керамічні частинки і вказана спінююча речовина з першою швидкістю, щоб таким чином утворити комірчасту керамічну пластину, і b) відпал вказаної комірчастої керамічної пластини в лері для відпалу шляхом охолоджування її, при транспортуванні її при цьому з другою швидкістю, більшою, ніж вказана перша швидкість, таким чином, розтягуючи і охолоджуючи вказану комірчасту керамічну пластину. У здійсненні першого аспекту даний винахід стосується способу, в якому перед стадією (b) (монолітна) комірчаста керамічна пластина переноситься з вказаної спінюючої печі у вказаний лер для відпалу шляхом проміжного конвеєра з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості. Це є переважним, оскільки це дозволяє провести розтягування комірчастої керамічної пластини в зоні відносно високої температури без необхідності для конвеєра відпалу (другого конвеєра) бути стійким до вказаної відносно високої температури. Розтягування при відносно низьких температурах спричиняє більше напруження в піні, ніж розтягування при відносно високих температурах. Переважно, тільки проміжний конвеєр, який може бути коротшим (наприклад, набагато коротшим), ніж конвеєр відпалу, робиться стійким до вказаної відносно високої температури. Оскільки відпал вимагає відносно довгого конвеєра, є вигідним використовувати конвеєр відпалу, який не робиться стійким до порівняно високих температур (наприклад, коли використовується проміжний конвеєр, досить другого конвеєра, стійкого до температури до 600 °C, і немає необхідності використовувати другий конвеєр, стійкий до температури до 800 °C або 900 °C в довгому леру для відпалу). У здійсненні першого аспекту даний винахід стосується способу, в якому різниця між другою швидкістю і першою швидкістю може бути 25 % першої швидкості або менше, переважно, між 1 і 25 %, переважніше, між 2 і 20 %, найбільш переважно, між 3 і 15 %. Розтягування в цих діапазонах забезпечує поліпшення в теплоізоляції (менші значення k), при цьому одночасно зберігаючи кількість розломів досить низькою. Загалом, щоб знизити розломи при високих різницях швидкостей, вища температура розтягування є доцільною. У здійсненні першого аспекту даний винахід стосується способу, в якому різниця між третьою і другою швидкістю знаходиться між 0 і 10 % (або між 1 і 10 %), при цьому 0-5 % (або 15 %) є переважною. Деяке попереднє розтягування є переважним, оскільки воно робить можливим усадку монолітної комірчастої керамічної пластини під час відпалу, таким чином знімаючи напруження і знижуючи тенденцію до розтріскування. У здійсненні першого аспекту даний винахід стосується способу, в якому розтягування знаходиться між 3 і 15 %. Це є переважним, оскільки саме в цьому діапазоні утворена керамічна 1 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 комірчаста пластина одночасно має прийнятну міцність на стиснення і поліпшені ізоляційні властивості в порівнянні з ідентичною у всьому іншому не розтягнутою комірчастою керамічною пластиною. У здійсненні першого аспекту даний винахід стосується способу, в якому комірчаста керамічна пластина може бути пластиною з піноскла. Стадія спінення може призводити до утворення відкритих або закритих комірок. Для ізоляційних цілей закриті комірки є переважними. У випадку піноскла, відкриті комірки можуть бути одержані шляхом додавання якоїсь кількості кристалічного матеріалу (такого, як, наприклад, ТіО2) до аморфного скляного порошку. Наприклад, додавання приблизно 1 % ТіО2 під час перемелювання (наприклад, в кульовому млині) скла може привести до утворення до 100 % відкритих комірок в піносклі. Коли потрібні закриті комірки, додавання ТіО 2 або подібного кристалічного матеріалу, переважно, уникають. Другий аспект даного винаходу стосується пристрою для безперервного виготовлення комірчастої керамічної пластини, що включає: a) спінюючу піч для термічної обробки керамічних частинок і спінюючої речовини, при транспортуванні при цьому з першою швидкістю, щоб таким чином сформувати комірчасту керамічну пластину, і b) лер для відпалу для відпалу вказаної комірчастої керамічної пластини шляхом її охолоджування, при транспортуванні її при цьому з другою швидкістю, більшою, ніж вказана перша швидкість, таким чином розтягуючи і охолоджуючи вказану комірчасту керамічну пластину. Іншими словами, другий аспект даного винаходу стосується пристрою для безперервного виготовлення комірчастої керамічної пластини, що включає: a) спінюючу піч для термічної обробки керамічних частинок і спінюючої речовини, при цьому вказана спінююча піч включає перший конвеєр, пристосований для транспортування з першою швидкістю (тобто, лінійною швидкістю), нагріваючи при цьому вказані керамічні частинки і вказану спінюючу речовину для формування комірчастої керамічної пластини, і b) лер для відпалу вказаної комірчастої керамічної пластини шляхом її охолоджування, при цьому вказаний лер для відпалу розташований нижче вказаної спінюючої печі по потоку і включає другий конвеєр, пристосований для транспортування вказаної комірчастої керамічної пластини з другою швидкістю (тобто, лінійною швидкістю), більшою, ніж вказана перша швидкість. З метою одержання другої лінійної швидкості, більшої, ніж перша лінійна швидкість, можуть бути забезпечені незалежні засоби приводу для вказаного першого і вказаного другого конвеєра. У здійсненні другого аспекту пристрій далі включає проміжний конвеєр перед другим конвеєром для перенесення комірчастої керамічної пластини з вказаного першого конвеєра (наприклад, з вказаної спінюючої печі) на вказаний другий конвеєр (наприклад, з вказаного леру для відпалу). Наявність проміжного конвеєра між вказаним першим і вказаним другим конвеєрами дозволяє використовувати другий конвеєр з меншою жаростійкістю, ніж була б у вказаного другого конвеєра, безпосередньо прилеглого до першого конвеєра. Це є особливо переважним з точки зору зниження витрат, що виходить на одиницю довжини, що є важливим з точки зору відносно великої довжини другого конвеєра в порівнянні з проміжним конвеєром. У здійсненнях другого аспекту, де присутній проміжний конвеєр, він може бути пристосований для транспортування з третьою лінійною швидкістю, яка більша або дорівнює вказаній другій швидкості. Іншими словами, він може приводитися в рух з вказаною третьою швидкістю, яка більша або дорівнює вказаній другій швидкості. Це є переважним, оскільки це дозволяє проводити розтягування комірчастої керамічної пластини в зоні відносно високої температури без необхідності для конвеєра відпалу (другого конвеєра) бути стійким до відносно високих температур. Розтягування, що проводиться при відносно високій температурі, призводить до менших напружень, ніж розтягування, що проводиться при відносно низькій температурі. З метою одержання третьої лінійної швидкості, більшої, ніж вказана друга швидкість, можуть бути забезпечені незалежні засоби приводу для вказаного третього конвеєра. У здійсненнях другого аспекту даного винаходу перший і другий конвеєр можуть бути пристосовані для приведення в рух таким чином, що різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважно, між 1 і 25 %, переважніше, між 2 і 20 %, найбільш переважно, між 3 і 15 %. Іншими словами, перший і другий конвеєр можуть приводитися в рух таким чином, що різниця між другою швидкістю і першою швидкістю 2 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 60 становить 25 % або менше, переважно, між 1 і 25 %. У деяких варіантах здійснення ця різниця може бути між 5 і 25 %. У здійсненнях другого аспекту, де присутній проміжний конвеєр, різниця між третьою і другою швидкістю може бути між 0 і 10 %, при цьому переважним є між 0 і 5 %. У здійсненнях другого аспекту даного винаходу, перший конвеєр може бути пристосованим до стійкості до вищої температури, ніж другий конвеєр. Це є переважним, оскільки температура у спінюючій печі вища, ніж температура в зоні відпалу. У здійсненнях другого аспекту даного винаходу перший конвеєр може бути пристосованим до стійкості до температури до 800 °C, переважно, до 900 °C, і другий конвеєр може бути пристосований до стійкості до температури до 600 °C. Ці температури є типовими максимальними температурами для стадій спінення і відпалу відповідно. У здійсненнях другого аспекту даного винаходу проміжний конвеєр може включати ролики. Переважна відстань між двома роликами може варіюватися залежно від багатьох параметрів і, переважно, встановлюється методом проб і помилок. Звичайно ця відстань може становити від 0,2 м до 1,5 м. У деяких варіантах здійснення відстань між двома роликами може становити від 0,2 до 0,4 м. У інших варіантах здійснення, відстань між двома роликами може бути щонайменше 0,8 м і менше ніж 1,5 м. Це є переважним, тому що в цьому діапазоні відстань є досить великою, щоб знизити кількість роликів і, таким чином, кількість зон тертя між комірчастою керамічною пластиною і конвеєрами. Це тертя призводить до утворення пилу. Для великих відстаней між роликами небезпека заклинення у випадку розлому комірчастої керамічної пластини стає значно вищою. Роликовий конвеєр є переважним, тому що його легше спорудити, ніж стрічкові конвеєри, і він призводить до меншої кількості заклинювань при комірчастих керамічних пластинах, що розламалися при використанні при відносно високій температурі (для піноскла це є особливо вірним вище 450 °C). У здійсненнях другого аспекту даного винаходу проміжний конвеєр може бути розташований на початку леру для відпалу або в проміжному лері, розташованому між спінюючою піччю і лером для відпалу. Переважним є налагодити пристрій таким чином, щоб практично не існувало температурного градієнта (наприклад щонайменше перпендикулярно напрямку транспортування) в зоні пристрою в той час, коли відбувається розтягування (наприклад, між першим і другим конвеєром, якщо не присутній проміжний (третій) конвеєр, або між першим і проміжним (третім) конвеєром, якщо проміжний конвеєр присутній). Таким чином, розтріскування комірчастої керамічної пластини під час і після виготовлення мінімізується. У здійсненнях другого аспекту винаходу, де присутній проміжний конвеєр, проміжний (третій) конвеєр може бути стійким до температур в діапазоні 600 °C 800 °C, переважно, в діапазоні 600 °C 900 °C. Це є переважним, оскільки наявність проміжного (третього) конвеєра забезпечує надійніший перехід між першим конвеєром і другим конвеєром. Третій аспект даного винаходу стосується комірчастої керамічної пластини, що має комірчасту структуру, при цьому комірки є асиметричними, наприклад, видовженими. У здійсненні, найбільша розмірна величина комірок (наприклад, довжина) може бути в середньому більша, ніж найменша розмірна величина комірки (наприклад, розмірна величина, перпендикулярна поверхні пластини(висота)). У здійсненнях даного винаходу це співвідношення між середньою найбільшою розмірною величиною комірок і найменшою розмірною величиною комірок може бути від 1,2 до 2,5. Було виявлено, що переважне співвідношення знаходиться між 1,2 і 1,6, оскільки воно забезпечує компроміс між ізоляційними властивостями і міцнісними властивостями. Для мети даного винаходу ця різниця в довжині між середньою найбільшою розмірною величиною і найменшою розмірною величиною була виміряна за допомогою ультразвукових вимірювань. Наприклад, було виявлено, що відношення часів поширення ультразвукових хвиль, виміряних подовжньо (в напрямку транспортування або розтягування) до часів пробігу ультразвукових хвиль, виміряних по висоті (перпендикулярно поверхні піноскла) становить приблизно 1,4 для піноскла, що виявляє теплопровідність в 3 0,042 Вт/мК з густиною в 115 кг/м . У здійсненні третього аспекту комірчаста керамічна пластина може мати асиметричну структуру комірки і може виходити за допомогою будь-якого зі способів з першого аспекту даного винаходу. У здійсненні третього аспекту комірчаста керамічна пластина може бути пластиною з піноскла і/або піни із закритими комірками. Короткий опис креслень 3 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1 схематично показаний пристрій відповідно до варіанта здійснення даного винаходу. Опис наочних варіантів здійснення Хоча даний винахід буде описаний в зв'язку з певними варіантами здійснення, не ставиться мета обмежити його конкретною формою, запропонованою в даному документі. Об'єм даного винаходу швидше обмежений тільки прикладеними пунктами формули винаходу. У пунктах формули винаходу термін "що включає" не виключає наявності інших елементів або стадій. Додатково, хоча індивідуальні ознаки і можуть бути включені в різних пунктах формули винаходу, такі можливо можуть бути переважно об'єднані, і включення в різні пункти формули винаходу не має на увазі, що комбінація ознак не є здійсненною і/або переважною. Додатково, посилання на однину не виключають множинності. Так, посилання на "один", "цей", "перший", "другий" і т. д., попередньо не виключають множинності. Більш того, символи посилань в пунктах формули винаходу не повинні інтерпретуватися як обмежуючі об'єм. Визначення Типи "комірчастої кераміки" включають піновуглеці і піностекла. Піностекла мають комбінацію унікальних якостей, що включають жорсткість, міцність на стиснення, теплоізоляцію, негорючість, хімічну інертність, водо-/паростійкість, стійкість проти комах/гризунів і є, загалом, легкими. Піноскло, загалом, формують шляхом впливу газогенеруючого агента (наприклад, спінюючої речовини), який змішують з розмолотим склом (тобто, частинками скла). Цю суміш нагрівають до температури, при якій відбувається виділення газу зі спінюючої речовини всередині розм'якшеного скла. Газ, який виділився, утворює пухирці, які утворюють комірки (наприклад, пори) в остаточному піносклі. Комірчаста кераміка, відповідно до даного винаходу, переважно, має густину, яка становить від 2 до 45 %, переважно, 3-25 %, переважніше, 4-10 % густини відповідної звичайній (не комірчастій) кераміці. У випадку піноскла густину одержаного 3 3 скла, переважно, становить від 50 до 1000 кг/м , переважно, від 75 до 600 кг/м , найбільш 3 3 переважно, від 90 до 250 кг/м , або 100-250 кг/м . Термін "пластина", в тому вигляді, як вона використовується в даному документі, якщо не вказано інакше, якщо він стосується, наприклад, комірчастих керамічних пластин, стосується тривимірного об'єкта, більшого по ширині, ніж по товщині і з будь-якою довжиною. У контексті першого аспекту даного винаходу термін "пластина" стосується безперервної монолітної пластини, доти, поки вона не буде розрізана після або в кінці стадії відпалу. Термін "пластина", в тому вигляді, як він використовується в контексті третього аспекту даного винаходу, стосується або вказаної безперервної монолітної пластини, або коротшої пластини, яка виходить після поперечного розрізання вказаної безперервної пластини. Термін "стійкий", в тому вигляді, як він використовується в даному документі, якщо не вказано інакше, коли він стосується температури, яка впливає на конвеєр, означає, що конвеєр значною мірою не деформується, будучи підданим впливу вказаної температури протягом тривалого періоду. Наприклад, коли конвеєр являє собою стрічковий конвеєр, подовження стрічки повинне, переважно, становити не більше, ніж 1 % протягом періоду в 120 днів при вказаній температурі. Термін "спінююча піч", в тому вигляді, як він використовується в розкритті даного винаходу, означає піч, в якій виготовляється комірчаста кераміка (наприклад, піноскло). Перший аспект даного винаходу стосується способу для безперервного виготовлення (монолітної) комірчастої керамічної пластини. Під безперервним виготовленням розуміється виготовлення монолітної (безперервної) комірчастої керамічної пластини на відміну від періодичних способів виготовлення, таких як, наприклад, відливання. У безперервних процесах виготовлення, відповідно до першого аспекту даного винаходу, виготовляється суцільний шматок комірчастої керамічної пластини, який розрізається на пластини чітко певної довжини в кінці стадії відпалу або після стадії відпалу. У здійсненнях даного винаходу вказаний спосіб включає стадії: (а) термічної обробки керамічних частинок і спінюючої речовини у спінюючій печі з утворенням, таким чином, комірчастої керамічної пластини і (b) відпалу вказаної комірчастої керамічної пластини в лері для відпалу шляхом її охолоджування. У переважному варіанті здійснення, комірчаста керамічна пластина являє собою пластину з піноскла. У здійсненні термічна обробка може являти собою нагрівання керамічних частинок і спінюючої речовини до температури, досить високої, щоб спричинити утворення комірчастого керамічного матеріалу. Температура може, наприклад, становити значення між 650 і 850 °C у випадку піноскла, при цьому переважною є від 700 до 800 °C. Керамічні частинки можуть мати будь-яку форму, розмір або співвідношення розмірів, відому з рівня техніки, щоб зробити можливим виготовлення комірчастих керамічних тіл. Питома площа поверхні керамічних 4 UA 103486 C2 2 5 10 15 20 25 30 35 40 45 50 55 60 2 частинок, переважно, становить від 0,5 м /г до 1 м /г, як визначено за допомогою аналізу по Брунауеру-Емету-Телеру (БЕТ). Спінюючі речовини, придатні для здійснення першого аспекту даного винаходу, включають будь-яку спінюючу речовину, відому з рівня техніки, що робить можливим виготовлення комірчастих керамічних тіл. Вони можуть включати (але не обмежуються ними) вуглецеву сажу і карбонати (наприклад, карбонат кальцію або карбонат натрію). Кількісне співвідношення спінюючої речовини і керамічних частинок може бути будьяким відомим з рівня техніки кількісним співвідношенням, що робить можливим виготовлення комірчастих керамічних тіл. Переважно, воно становить між 0,1 % і 0,2 %. Для вуглецевої сажі воно, переважно, становить від 0,2 до 0,6 %, і, особливо переважно, від 0,3 до 0,5 %. Для карбонатів воно, переважно, становить між 0,7 і 1,3 %, переважно, від 0,8 до 1,2 %. У здійсненнях даного винаходу стадія відпалу може являти собою повільне зниження температури відповідно до вказаного температурного режиму. Хоча це не є об'єктом винаходу, температурний режим всього процесу спінювання і відпалу впливає на появу дефектів в продукті з піноскла, одержаному за допомогою процедури розтягування, описаній в даному документі. Тонке регулювання цього температурного режиму являє собою задачу проб і помилок і повністю знаходиться в компетенції фахівця в даній галузі техніки без додавання зайвих експериментальних робіт. Загалом, метою цих температурних режимів є зниження до меншого температурного градієнта для зняття залишкового напруження. Також є переважним мати плавні температурні переходи між різними частинами пристрою. У переважному варіанті здійснення першого аспекту даного винаходу стадія (а) проводиться під час транспортування вказаних керамічних частинок і вказаної спінюючої речовини з першою швидкістю з утворенням, таким чином, керамічної пластини; і стадія (b) проводиться під час транспортування вказаної комірчастої пластини, одержаної в стадії (а), з другою швидкістю, більшою, ніж вказана перша швидкість, з розтягуванням, таким чином, вказаної комірчастої пластини. Перша швидкість може, наприклад, варіюватися в межах від 1 до 100 см/хв, залежно від спіненого керамічного матеріалу і товщини пластини, що виготовляється. Наприклад, вона може змінюватися в межах від 1 до 15 см/хв в деяких варіантах здійснення. У здійсненнях даного винаходу використання першого конвеєра, що транспортує піну з першою швидкістю в зоні спінення, і використання другого конвеєра в зоні відпалу, що транспортує піну з другою швидкістю, більшою, ніж вказана перша швидкість, робить можливим розтягування вказаної комірчастої керамічної піни, наприклад, піноскла. У здійсненні даного винаходу швидкість другого конвеєра, тобто, швидкість конвеєра відпалу, становить більшу величину, ніж швидкість конвеєра спінювання (тобто, першого конвеєра). Особливо під час початку виготовлення (наприклад, коли виготовлення було перерване і повинно бути перезапущене) є надто вигідним мати швидкість другого конвеєра в лері, значно більшу (наприклад, вище на величину між 3 і 20 %, переважно, вище на величину між 4 і 20 %, переважніше, вище на величину 7 % - 20 %, наприклад, 8 % або вище), ніж у першого конвеєра в зоні спінювання. Після початку виготовлення швидкість другого конвеєра може бути знижена, щоб становити, наприклад, приблизно 3 %. Різниця між першою швидкістю і другою швидкістю становить, переважно, 25 % або менше, переважніше, між від 3 до 25 % або від 5 до 25 %. Як приклад було показано, що розтягування безперервної нитки з піноскла під час виготовлення на значення до 20 %, наприклад, до 10 %, знижує значення k і знижує міцність на стиснення. У здійсненнях даного винаходу переважне розтягування становить між 3 і 25 % (наприклад, між 5 і 25 %). У здійсненні даного винаходу розтягування піни досягається шляхом використання окремих конвеєрів для спінювання і для відпалу спіненого скла. У здійсненні першого аспекту даного винаходу перед стадією (b) і після стадії (а) комірчасту пластину переносять з вказаної спінюючої печі у вказаний лер для відпалу за допомогою проміжного конвеєра. Переважно, вказаний проміжний конвеєр транспортує з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості. Переважно, різниця між третьою швидкістю і другою швидкістю становить між 0 і 10 % другої швидкості. У іншому варіанті здійснення даного винаходу проміжний конвеєр (наприклад, ролики проміжного конвеєра, коли він включає ролики) може бути з'єднаний з другим конвеєром таким чином, що лінійна швидкість проміжного конвеєра дорівнює такій другого конвеєра. У результаті, розтягування відбувається між першим конвеєром (наприклад, стрічкою для спінювання) і проміжним конвеєром (наприклад, 1-м роликом проміжного конвеєра), де температура вища. Як необов'язкова ознака, попереднє розтягування піни проводиться між першим і проміжним конвеєром шляхом використання швидкості проміжного конвеєра, більшої на значення до декількох % швидкості другого конвеєра (наприклад, між 1 і 10 %, наприклад, 5 %) ніж значення в лері для відпалу. Це робить можливою усадку піни в лері та остаточне розтягування являє собою розтягування через 5 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 60 різницю в швидкості між першим конвеєром і другим конвеєром. Усадка керамічного комірчастого матеріалу в лері знижує напруження і розломи. Для всіх варіантів здійснення першого аспекту даного винаходу переважним є, щоб розподіл температур по ширині комірчастої керамічної пластини був настільки рівномірним, наскільки можливий в зоні, де відбувається розтягування. У варіантах здійснення розподіл температур по ширині комірчастої керамічної пластини охоплює 20 °C або менше в зоні, де відбувається розтягування. Це може бути досягнуто, наприклад, шляхом ізоляції вказаної зони від іншої частини пристрою (уникаючи тяг (наприклад, потоків повітря і паливного газу)) і/або шляхом підбору положення нагрівників з індивідуальним контролем температури. У здійсненні зона, де відбувається розтягування (наприклад, зона між першим конвеєром і проміжним конвеєром), виконується такою, що піддається локальному мінімуму потоків. Це означає, що зони, розташовані прямо вище по потоку або нижче по потоку від вказаної зони, де відбувається розтягування, піддаються впливу більшого числа тяг, ніж вказана зона, де відбувається розтягування. Другий аспект даного винаходу стосується пристрою для безперервного виготовлення комірчастої керамічної пластини. Цей пристрій пристосовують для виконання стадій способу з першого аспекту. Апарат з даного винаходу включає спінюючу піч і лер для відпалу. Спінююча піч є придатною для термічної обробки керамічних частинок і спінюючої речовини. Температура обробки може варіюватися залежно від природи використовуваних частинок. Наприклад, у випадку скляних частинок вона може знаходитися між 600 °C і 950 °C і, переважно, знаходиться між 650 °C і 800 °C під час більшої частини процесу спінення. Лер для відпалу є придатним для відпалу комірчастої керамічної пластини шляхом її охолоджування контрольованим способом. Лер для відпалу розташовується нижче спінюючої печі по потоку. Пристрій також включає щонайменше два конвеєри: перший конвеєр і другий конвеєр. Застосовуваний конвеєр для спінювання, буде далі по тексту згадуватися як перший конвеєр. Перший конвеєр розташовується в зоні спінювання (наприклад, є включеним у вказану спінюючу піч). Відповідним конвеєром для цієї мети є нескінченна металева стрічка з отворами, заповненими придатним керамічним матеріалом. Застосовуваний конвеєр для відпалу, буде далі по тексту згадуватися як другий конвеєр. Другий конвеєр є включеним в лер для відпалу. Відповідним конвеєром для лера для відпалу може бути, наприклад, стрічка або ролики. Довжина конвеєра для спінювання може становити, наприклад (у випадку спінення скла) від 35 до 75 м, наприклад, від 45 до 55 м. Довжина конвеєра для відпалу може становити, наприклад (у випадку спінювання скла) від 150 до 300 м, переважно, від 200 до 280 м. Загалом, ці розміри можуть бути зроблені меншими або більшими шляхом зменшення або збільшення швидкості транспортування відповідно. Значно менші (див. приклад нижче на пілотній лінії) або більші розміри є, таким чином, придатними. У варіантах здійснення даного винаходу співвідношення між довжиною другого конвеєра і довжиною першого конвеєра становить від 2 до 8. У переважному варіанті здійснення другого аспекту даного винаходу перший конвеєр пристосовують для транспортування з першою швидкістю, в той час як другий конвеєр пристосовують для транспортування з другою швидкістю, більшою, ніж вказана перша швидкість. Переважно, перший конвеєр і другий конвеєр пристосовують для приведення в рух таким чином, що різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважніше, від 1 до 25 % і, найбільш переважно, від 3 до 5 %. У варіантах здійснення ця різниця може становити від 5 до 25 %. У здійсненнях даного винаходу розтягування має на увазі більшу швидкість для другого конвеєра, ніж для першого конвеєра і, таким чином, довший лер, ніж був би, якби розтягування не було. Якщо потрібне розтягування в 20 %, переважно, використовують на 20 % довший другий конвеєр. Іншими словами, довжина конвеєра, переважно, пропорційна необхідному розтягненню. У здійсненні другого аспекту даного винаходу перший конвеєр, переважно, роблять стійким до вищих температур, ніж вказаний другий конвеєр. Переважніше, перший конвеєр роблять стійким до температури до 800 °C або навіть 900 °C, або 950 °C. Відповідний перший конвеєр може являти собою, наприклад, металеву сітчасту стрічку, наповнену відповідною керамікою (наприклад, керамікою, що витримує вказану температуру без значної усадки). Переважніше, другий конвеєр є стійким до вищих температур до, наприклад, 800 °C, переважно, 900 °C, якщо не використовується проміжний конвеєр між першим конвеєром і другим конвеєром; і до нижчої температури (наприклад, до 600 °C), якщо використовується проміжний конвеєр між першим конвеєром і другим конвеєром. У варіанті здійснення, коли використовується проміжний конвеєр, другий конвеєр може бути зроблений стійким до температури до 600 °C. Коли другий 6 UA 103486 C2 5 10 15 20 25 30 35 40 45 50 55 60 конвеєр є відносно довгим, і температура в кінці зони спінювання (тобто, спінюючої печі) є досить високою (до 800 °C або навіть до 900 °C або 950 °C у випадку пластин з піноскла), є переважним мати проміжний конвеєр між зоною спінювання і конвеєром для відпалу, який є стійким до відносно високої температури (наприклад, в діапазоні 600 °C-800 °C). Таким чином, в деяких варіантах здійснення даного винаходу є переважним використовувати один або більше проміжних конвеєрів між першим конвеєром і другим конвеєром. У варіантах здійснення другого аспекту даного винаходу пристрій далі включає щонайменше третій конвеєр (також, який називається проміжним(-и) конвеєром(-ами) далі по тексту). Переважно, використовується одиночний проміжний конвеєр і, хоча в іншій частині опису буде згадуватися одиночний проміжний конвеєр, це застосовується з необхідними поправками до множини проміжних конвеєрів. Наявність цього проміжного конвеєра дозволяє використовувати менше температуростійкий і, таким чином, дешевший другий конвеєр (наприклад, такий, стійкий лише до температур до 600 °C у випадку виробництва пластин з піноскла). Це є особливо переважним з точки зору відносно великої довжини і, отже, високої вартості другого конвеєра. Вказаний проміжний конвеєр, переважно, пристосовують до транспортування з третьою швидкістю, яка дорівнює або більша, ніж друга швидкість. У здійсненні даного винаходу, на проміжному контейнері встановлюється окрема система приводу (наприклад, на роликах проміжного конвеєра). У результаті, обладнання здатне повідомляти проміжному конвеєру іншу лінійну швидкість, ніж першому або другому конвеєру. Переважніше, різниця між третьою і другою швидкістю становить між 0 і 10 %, переважно, між 0 і 5 %. У переважному варіанті здійснення даного винаходу, коли між першим і другим конвеєром використовується проміжний конвеєр, що включає ролики, ролики можуть приводитися в рух з такою швидкістю, що швидкість транспортування проміжного конвеєра буде такою ж, як швидкість транспортування другого конвеєра або на величину до 10 %, переважно, на 5 % швидше. Переважно, проміжний конвеєр є стійким до температур в діапазоні 600 °C-800 °C, тобто, до 800 °C, переважніше, до 850 °C. Довжина проміжного конвеєра може становити, наприклад, від 2 % до 30 % довжини другого конвеєра, при цьому, переважно, становлячи від 3 % до 20 % довжини другого конвеєра. Проміжний конвеєр, переважно, включає ролики. Це є переважним, оскільки його легше і дешевше будувати, і розломи з роликами менш вірогідні, коли кераміка (наприклад, скло) знаходиться при температурі, досить високій, щоб бути в'язкопружною. Переважна відстань між двома роликами краще усього встановлюється методом проб і помилок, оскільки вона залежить від багатьох параметрів. Звичайно, вона може варіюватися в діапазоні від 0,2 до 1,2 м. Переважна відстань становить від 0,2 до 0,4 м, при цьому в деяких варіантах здійснення використовується 0,6 м або більше і менше, ніж 1,5 м. У інших варіантах здійснення може бути використано 0,8 м або більше і менше, ніж 1,2 м. Ще в інших варіантах здійснення може бути використано між 0,9 і 1,2 м. Було виявлено, що в деяких варіантах здійснення корисне значення становить 0,3 м. Проміжний (третій) конвеєр поміщається перед першим (наприклад, вище по потоку від) другого конвеєра. Він, переважно, знаходиться на початку леру для відпалу або в проміжному лері, розташованому між зоною спінювання/спінюючою піччю і лером для відпалу. Вказаний проміжний конвеєр є придатним для перенесення комірчастої керамічної пластини з спінюючої печі в лер для відпалу. У здійсненні даного винаходу поперечних температурних градієнтів (різниці в температурі по пластині), переважно, уникають там, де відбувається розтягування. Переважно поперечний температурний градієнт (різниця температур по пластині) становить 20 °C або менше там, де відбувається розтягування. Це може бути досягнуто, наприклад, шляхом встановлення нагрівників з окремим температурним керуванням у придатних місцях. Третій аспект даного винаходу стосується комірчастих керамічних пластин, що мають комірчасту структуру, де комірки є асиметричними. Пластина, одержана в способі з першого аспекту, являє собою монолітну безперервну пластину, яка може бути розрізана по будь-яких бажаних розмірах після або в кінці стадії відпалу. Через розтягування властивості в кінцевому матеріалі відрізняються від таких у нерозтягнутих пластин. Розмір і форма комірок всередині комірчастої керамічної пластини (наприклад, пластини з піноскла), розтягнутої відповідно до здійснення даного винаходу, є наступними: середній діаметр комірок становить, переважно, менше ніж 1 мм і форма комірки буде в середньому асиметричною, при цьому один розмір буде більшим, ніж інший. Переважно, один розмір становить більше іншого в стільки разів, скільки становить час пробігу ультразвукової хвилі, що знаходиться між 1,2 і 1,6, переважно, 1,3 і 1,5, наприклад, приблизно 1,4. У здійсненні третього аспекту даний винахід стосується комірчастих керамічних пластин, які можна одержати за будь-яким зі способів з першого аспекту даного винаходу. 7 UA 103486 C2 5 10 15 20 25 Приклади: Приклад 1: пілотна лінія Пластина з піноскла була виготовлена відповідно до першого аспекту даного винаходу. Для цього прикладу виготовили різні пластини з піноскла за допомогою пристрою, що включає пристрій завантаження порошку, спінюючу піч, що включає перший конвеєр, проміжну зону, яка включає проміжний (третій) конвеєр і лер для відпалу, який включає другий конвеєр. Скляний порошок нанесли на конвеєр для спінювання в кількості 8000 см/г. Спінююча піч в довжину становила 10 м. Перший конвеєр являв собою непроникну для порошку вогнетривку сталеву штабу, наповнену жаростійким керамічним матеріалом. Його лінійна швидкість становила близько 3 см/хв. Температура у спінюючій печі знаходилася між 650 і 670 °C на початку печі і між 750 і 770 °C в кінці печі. Проміжний (третій) конвеєр являв собою набір роликів, що охолоджуються водою. Температура в проміжній зоні знаходилася між 650 і 680 °C на початку проміжної зони і досягала максимуму в 800 °C між початком і кінцем зони, і становила близько 700 °C в кінці проміжної зони. Довжина проміжного конвеєра становила 1 метр. Його ролики приводилися в рух з швидкістю, більшою приблизно на 5 %, ніж швидкість другого конвеєра. Другий конвеєр являв собою інший набір роликів (використання стрічки було б також відповідним), і температура в лері для відпалу становила приблизно 600 °C на початку леру, доходячи до кімнатної (20-40 °C) в кінці леру. Його довжина становила приблизно 22 м. Другий конвеєр мав лінійну швидкість, на 5, 10 і 15 % вище такого першого конвеєра, призводячи до 3 утворення пластин з піноскла, що мають густину в 105 кг/м з розтягуванням на 5, 10 і 15 % відповідно. Після цього пластини з піноскла можна було розпилювати латерально і/або горизонтально, і/або поперечно. Відносні швидкості першого, другого і проміжного конвеєра в цих прикладах були наступними: Перша швидкість завжди становила приблизно 3 см/хв. Для розтягування на 5, 10 або 15 % другі швидкості становили, відповідно, на 5, 10 або 15 % більше, ніж перша швидкість. Третя швидкість (тобто, швидкість проміжного конвеєра) становила на 5 % більше, ніж друга швидкість. Для розтягування на аж до величини на 15 % ми одержали наступні результати в таблиці 1 нижче: 30 Таблиця 1 Розтягування (%) 5 10 15 35 40 45 50 Міцність на стиснення 2 (Н/мм ) 0,9 0,77 0,7 Значення k (Вт/мК) 0,0415 0,0413 0,0408 Результати в таблиці 1 показують, що розтягування спричиняє зниження значення k і зниження значення міцності на стиснення. Інша густина або типи кераміки дали б різні результати. Ми досягли поліпшення в механічних властивостях з швидкістю транспортування для другого конвеєра, більшою на 20 %, ніж для швидкості транспортування у спінюючій печі. Це привело до розтягування на 20 %. Таким способом ми одержали піни з приблизною товщиною в 3 16 см при 120 кг/м . Зі схемою, в якій використовується проміжний конвеєр з швидкістю, більшою, ніж швидкість другого конвеєра, і, таким чином, з попереднім розтягуванням до величини першого значення, наприклад, на 25 % з остаточним розтягуванням, що дорівнює другому значенню, меншому, ніж перше значення, наприклад, 20 %, було можливим провести відпал листа з піноскла товщиною 3 в 16 см з густиною в 120 кг/м без розлому в лері, з відстроченим розломом лише в 10 % і вільною від дефектів нижньою частиною при 3,18 см/хв для першого конвеєра. На фіг. схематично показаний пристрій відповідно до варіанта здійснення даного винаходу. На цій фігурі показані перший конвеєр 1, другий конвеєр 2 і проміжний конвеєр 5. Перший конвеєр 1 транспортував скло, що піниться через спінюючу піч 3 і переносив стрічку з піноскла на проміжний конвеєр 5. Проміжний конвеєр 5 транспортував стрічку з піноскла через проміжний лер 6 і переносив стрічку з піноскла на другий конвеєр 2. Другий конвеєр 2 транспортує стрічку з піноскла через лер для відпалу 4. 8 UA 103486 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Спосіб для безперервного виготовлення монолітної безперервної комірчастої керамічної пластини, що включає: a) термічну обробку керамічних частинок і спінюючої речовини у спінюючій печі (3) при транспортуванні при цьому вказаних керамічних частинок і вказаної спінюючої речовини з першою швидкістю, таким чином, утворюючи монолітну безперервну комірчасту керамічну пластину, і b) відпал вказаної монолітної комірчастої керамічної пластини в лері для відпалу (4) шляхом її охолоджування при транспортуванні її при цьому з другою швидкістю, більшою, ніж вказана перша швидкість, таким чином, розтягуючи і охолоджуючи вказану монолітну безперервну комірчасту керамічну пластину. 2. Спосіб за п. 1, в якому перед стадією (b) монолітну безперервну комірчасту керамічну пластину переносять з вказаної спінюючої печі (3) у вказаний лер для відпалу (4) за допомогою проміжного конвеєра (5) з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості. 3. Спосіб за п. 1 або 2, в якому різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважно між 3 і 25 %. 4. Спосіб за п. 2 або 3, в якому різниця між третьою і другою швидкістю знаходиться між 0 і 10 % від першої швидкості. 5. Спосіб за будь-яким з попередніх пунктів, в якому вказана монолітна безперервна комірчаста керамічна пластина являє собою монолітну безперервну пластину з піноскла. 6. Пристрій для безперервного виготовлення монолітної безперервної комірчастої керамічної пластини, що містить: a) спінюючу піч (3) для термічної обробки керамічних частинок і спінюючої речовини, при цьому вказана спінююча піч (3) містить перший конвеєр (1), пристосований для транспортування з першою швидкістю при нагріванні в цей час вказаних керамічних частинок і вказаної спінюючої речовини для утворення монолітної безперервної комірчастої керамічної пластини, і b) лер для відпалу (4) вказаної монолітної безперервної комірчастої керамічної пластини шляхом її охолоджування, при цьому вказаний лер для відпалу (4) знаходиться нижче по потоку від вказаної спінюючої печі (3) і містить другий конвеєр (2), пристосований для транспортування вказаної монолітної безперервної комірчастої керамічної пластини з другою швидкістю, більшою, ніж вказана перша швидкість. 7. Пристрій за п. 6, що далі містить проміжний конвеєр (5) перед другим конвеєром (2) для перенесення монолітної безперервної комірчастої керамічної пластини з вказаної спінюючої печі (3) у вказаний лер для відпалу (4). 8. Пристрій за п. 7, в якому проміжний конвеєр (5) пристосований для транспортування з третьою швидкістю, яка більша або дорівнює вказаній другій швидкості. 9. Пристрій за будь-яким одним з пп. 6-8, в якому вказані перший (1) і другий (2) конвеєри пристосовуються до приведення в рух таким чином, що різниця між другою швидкістю і першою швидкістю становить 25 % першої швидкості або менше, переважно між 3 і 25 %. 10. Пристрій за п. 8 або п. 9, в якому різниця між третьою і другою швидкістю знаходиться між 0 і 10 % від другої швидкості, переважно між 0 і 5 %. 11. Пристрій за будь-яким з пп. 7-10, в якому перший конвеєр робиться стійким до вищих температур, ніж вказаний другий конвеєр. 12. Пристрій за п. 11, в якому перший конвеєр робиться стійким до температури аж до 900 °С, і в якому вказаний другий конвеєр робиться стійким до температур аж до 600 °С. 13. Пристрій за будь-яким з пп. 7-12, в якому проміжний конвеєр (5) містить ролики. 14. Пристрій за будь-яким з пп. 7-13, в якому проміжний конвеєр розташовується біля початку леру для відпалу. 15. Пристрій за будь-яким з пп. 7-13, в якому проміжний конвеєр розташовується в проміжному лері, розташованому між спінюючою піччю і лером для відпалу. 16. Пристрій за будь-яким з пп. 7-15, в якому проміжний конвеєр є стійким до температур в діапазоні 600 °С - 800 °С. 9 UA 103486 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюCellular ceramic plates with asymmetrical cell structure and manufacturing method thereof
Автори російськоюStrauven, Hans
МПК / Мітки
МПК: C03B 19/00, C03B 11/00
Мітки: керамічні, комірчасті, спосіб, виготовлення, пластини, структурою, асиметричною, комірок
Код посилання
<a href="https://ua.patents.su/12-103486-komirchasti-keramichni-plastini-z-asimetrichnoyu-strukturoyu-komirok-i-sposib-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Комірчасті керамічні пластини з асиметричною структурою комірок і спосіб їх виготовлення</a>
Спосіб виготовлення стрічки або смуги асиметричною прокаткою порошків
Номер патенту: 98902
Опубліковано: 25.06.2012
Автори: Гогаєв Казбек Олександрович, Калуцький Георгій Якович, Воропаєв Віталій Семенович, Колпаков Артур Сергійович
МПК: B21B 1/22, B21B 1/24, B22F 3/18
Мітки: виготовлення, стрічки, прокаткою, смуги, спосіб, порошків, асиметричною
Формула / Реферат:
Спосіб виготовлення стрічки або смуги асиметричною прокаткою порошків, що включає подачу порошку в зону прокатки і ущільнення порошку у валках, що обертаються з різними окружними швидкостями, який відрізняється тим, що порошок подають у зону прокатки, обмежену нейтральним кутом з боку валка, що обертається з меншою окружною швидкістю.
Спосіб виготовлення контактної пластини струмоприймачів рухомого складу
Номер патенту: 38036
Опубліковано: 15.05.2001
Автори: Льон-Ясний Олександр Онисимович, Сахненко Олександр Володимирович, Катрус Олег Олександрович, Сахненко Сергій Олександрович, Альошина Ала Володимирівна, Берент Валентин Янович
Мітки: струмоприймачів, пластини, складу, виготовлення, спосіб, рухомого, контактної
Формула / Реферат:
Спосіб виготовлення контактної пластини струмоприймачів рухомого складу, який включає пресування, нагрів і ущільнення порошкової заготівки, який відрізняється тим, що нагрів заготівки пластини проводять зі швидкістю 10...103 °C/хв до температур, не більше 0,95 Тпл. головного компоненту і нагріту порошкову заготівку піддають ущільненню зі швидкістю 0,01-30 м/с при питомій енергії деформування 200-1000 МДж/м23.
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 26547
Опубліковано: 11.10.1999
Автори: Голуб Валентин Антонович, Оскрет Юрій Вікторович, Орлов Олексій Зінов'євич, Карпенко Олександр Никифорович, Ройзен Зінаїда Львовна
МПК: F28F 3/04
Мітки: пластинчасто-трубного, спосіб, теплообмінника, пластини, виготовлення
Формула / Реферат:
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника, який містить в собі багатоперехідну штамповку рифтів в цій пластині шляхом їх витяжки розтягненням з перерозподілом формуючих об'ємів металу і пробивку отворів в рифтах, який відрізняється тим, що перед багатоперехідною штамповкою рифтів виконують технологічну формовку пластини поміж її рифтами, а пробивку отворів в рифтах здійснюють в середній частині їх дна з наступною...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 27639
Опубліковано: 15.09.2000
Автори: Ройзен Зінаіда Львовна, Оскрет Юрій Вікторович, Голуб Валентин Антонович, Карпенко Олександр Никифорович, Орлов Олексій Зінов'євич
МПК: B21D 22/04, F28F 3/04
Мітки: пластини, спосіб, пластинчато-трубного, теплообмінника, виготовлення
Текст:
...ням рифтів виконують просічки біля зон плануємих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок' лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії' на краю сусіднього рифта, до якого направлена ця просічка. Суттєві ВІДМІННОСТІ замовляємого винаходу зводяться до того, що по-перше, цей спосіб має операцію виконання просічок перед...
Спосіб виготовлення пластини пластинчасто-трубного теплообмінника
Номер патенту: 27156
Опубліковано: 28.02.2000
Автори: Голуб Валентин Антонович, Орлов Олексій Зінов'євич, Карпенко Олександр Никифорович, Оскрет Юрій Вікторович
МПК: F28F 3/04, B21D 22/04
Мітки: спосіб, виготовлення, теплообмінника, пластинчасто-трубного, пластини
Формула / Реферат:
1. Спосіб виготовлення пластини пластинчасто-трубного теплообмінника із листової заготовки багатоперехідною штамповкою рифтів, який містить в собі багатоперехідну витяжку з формовкою розтягнення пуансонами в матрицю рифтів із поперехідним збільшенням висоти рифтів та наступною пробивкою отворів у зоні одержаних рифтів, який відрізняється тим, що на першому переході здійснюють витяжку всіх рифтів висоти або тільки 1 - 2 центральних, а на...
Попередній патент: Пристрій для плавки ожеледі на повітряних лініях електропередач степана філіпчука
Наступний патент: Удосконалення відцентрових насосів
Випадковий патент: Електроліт для одержання захисного покриття на основі дібориду титану для алюмінієвого електролізера