Спосіб гарячої прокатки і термообробки сталевої штаби
Номер патенту: 98653
Опубліковано: 11.06.2012
Автори: Зайдель Юрген, Зудау Петер, Олерт Йоахім, Шустер Інго
Формула / Реферат
1. Спосіб гарячої прокатки і термообробки сталевої штаби (1), який включає наступні етапи:
a) нагрівання прокатуваного сляба;
b) прокатка сляба до бажаної товщини штаби;
е) охолодження штаби (1), причому штаба (1) після охолодження має температуру вищу, ніж температура (Т0) навколишнього середовища;
d) змотування штаби (1) в рулон (2);
е) розмотування штаби (1) з рулону (2);
f) нагрівання штаби (1);
g) охолодження штаби (1) і
h) транспортування штаби (1),
причому штаба (1) перед нагріванням на етапі f) має температуру вищу, ніж температура (Т0) навколишнього середовища, при цьому рулон (2) при здійсненні етапу d) знаходиться в блоці (3) змотування, і рулон (2) при здійсненні етапу е) знаходиться в блоці (4) розмотування, просторово віддаленому від блока (3) змотування, причому рулон (2) в проміжку між етапами d) і е) транспортується з блока (3) змотування в блок (4) розмотування в умовах теплоізоляції або етап е) відразу ж примикає до етапу d).
2. Спосіб за п. 1, який відрізняється тим, що штабу (1) під час охолодження або після охолодження на етапі с) і/або на етапі g) піддають процесу правки.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що штабу (1) піддають процесу правки в проміжку між розмотуванням на етапі е) і нагріванням на етапі f).
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що штабу (1) піддають процесу правки в проміжку між нагріванням на етапі f) і транспортуванням на етапі h).
5. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що процес правки здійснюють шляхом зміни напрямку штаби (1) за допомогою відхиляючих, напрямних, подаючих та інших роликів.
6. Спосіб по будь-яким із пп. 3-5, який відрізняється тим, що процес правки здійснюють в дресирувальній кліті.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що штабу (1) піддають процесу правки під час нагрівання на етапі f).
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що охолодження штаби (1) на етапі с) включає ламінарне та інтенсивне охолодження.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що охолодження штаби (1) на етапі g) включає ламінарне охолодження.
10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що охолодження штаби (1) на етапі с) і/або етапі g) здійснюють зонально по ширині штаби.
11. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що охолодження штаби (1) на етапі g) включає повітряне охолодження.
12. Спосіб за будь-яким із пп. 1-11, який відрізняється тим, що охолодження штаби (1) на етапі g) здійснюють за допомогою розпилювальної балки високого тиску,так, що одночасно відбуваються очищення штаби і/або видалення окалини.
13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що нагрівання штаби (1) на етапі f) включає індукційне нагрівання.
14. Спосіб за п. 13, який відрізняється тим, що індукційне нагрівання штаби (1) проводять в атмосфері інертного газу.
15. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що нагрівання штаби (1) на етапі f) здійснюють шляхом прямого полум'яного нагрівання штаби.
16. Спосіб за п. 15, який відрізняється тим, що пряме полум'яне нагрівання штаби (1) здійснюють за допомогою газового струменя щонайменше із 75 % вмісту кисню, в який підмішується газоподібне або рідке паливо.
17. Спосіб за п. 16, який відрізняється тим, що пряме полум'яне нагрівання штаби (1) здійснюють за допомогою газового струменя з чистим киснем.
18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що транспортування штаби (1) на етапі h) включає змотування штаби (1).
19. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що транспортування штаби (1) на етапі h) включає зштовхування частин штаби (1), розрізаних у вигляді пластин.
20. Спосіб за будь-яким із пп. 1-19, який відрізняється тим, що штаба (1) перед охолодженням на етапі с) має температуру щонайменше 750 °C.
21. Спосіб за будь-яким із пп. 1-20, який відрізняється тим, що штаба (1) після охолодження на етапі с) і перед змотуванням на етапі d) має температуру мінімум 25 °C і максимум 400 °C, переважно в інтервалі між 100 і 300 °C.
22. Спосіб за будь-яким із пп. 1-21, який відрізняється тим, що штаба після нагрівання на етапі f) має температуру щонайменше 400 °C, переважно в інтервалі між 400 і 700 °C.
23. Спосіб за будь-яким із пп. 1-22, який відрізняється тим, що нагрівання штаби (1) на етапі f) проводять таким чином, що штаба по своїй ширині має різні температури.
24. Спосіб за будь-яким із пп. 1-23, який відрізняється тим, що штаба (1) після охолодження на етапі g) і перед транспортуванням на етапі h) має температуру максимум 200 °C, переважно в інтервалі між 25 і 200 °C.
25. Спосіб за будь-яким із пп. 1-24, який відрізняється тим, що етапи e)-g) здійснюють в реверсивному режимі, для чого використовується блок (5) змотування, який йде за охолодженням на етапі g).
26. Спосіб за будь-яким із пп. 1-25, який відрізняється тим, що для контролю якості штаби (1) площинність і/або температуру штаби (1) вимірюють щонайменше в двох місцях установки для обробки штаби.
27. Спосіб за будь-яким із пп. 1-26, який відрізняється тим, що швидкість проходження штаби через установку для обробки штаби, зокрема зональне нагрівання штаби, установку правильних роликів і/або, зокрема зональне охолодження штаби змінюють або регулюють за допомогою моделі процесу.
28. Спосіб за будь-яким із пп. 1-27, який відрізняється тим, що штабу (1) при проходженні через установку для обробки штаби щонайменше частково утримують за допомогою подаючих пристроїв при певному натягненні штаби.
29. Спосіб за будь-яким із пп. 1-28, який відрізняється тим, що до і після охолодження штаби (1) за допомогою подаючих пристроїв (34, 35) встановлюють натягнення штаби.
30. Спосіб за будь-яким із пп. 1-29, який відрізняється тим, що штабу (1) за допомогою бічної напрямної рейки (33.1, 33.2) подають упоперек її подовжньої осі.
31. Спосіб за п. 30, який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) використовують в зоні охолодження штаби (1).
32. Спосіб за п. 31 який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) використовують в зоні ламінарного охолодження штаби (1).
33. Спосіб за будь-яким із пп. 29-32, який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) для штаби (1) використовують попереду напрямного пристрою (34, 35) і після проходження переднього кінця штаби відкривають, а в кінці штаби закривають.
34. Спосіб за будь-яким із пп. 1-33, який відрізняється тим, що вимірювання температури штаби здійснюють за допомогою низькотемпературного радіаційного пірометра.
35. Спосіб за будь-яким із пп. 1-34, який відрізняється тим, що вимірювання температури штаби проводять попереду, в межах і/або позаду охолоджуючих і/або нагрівальних пристроїв.
Текст
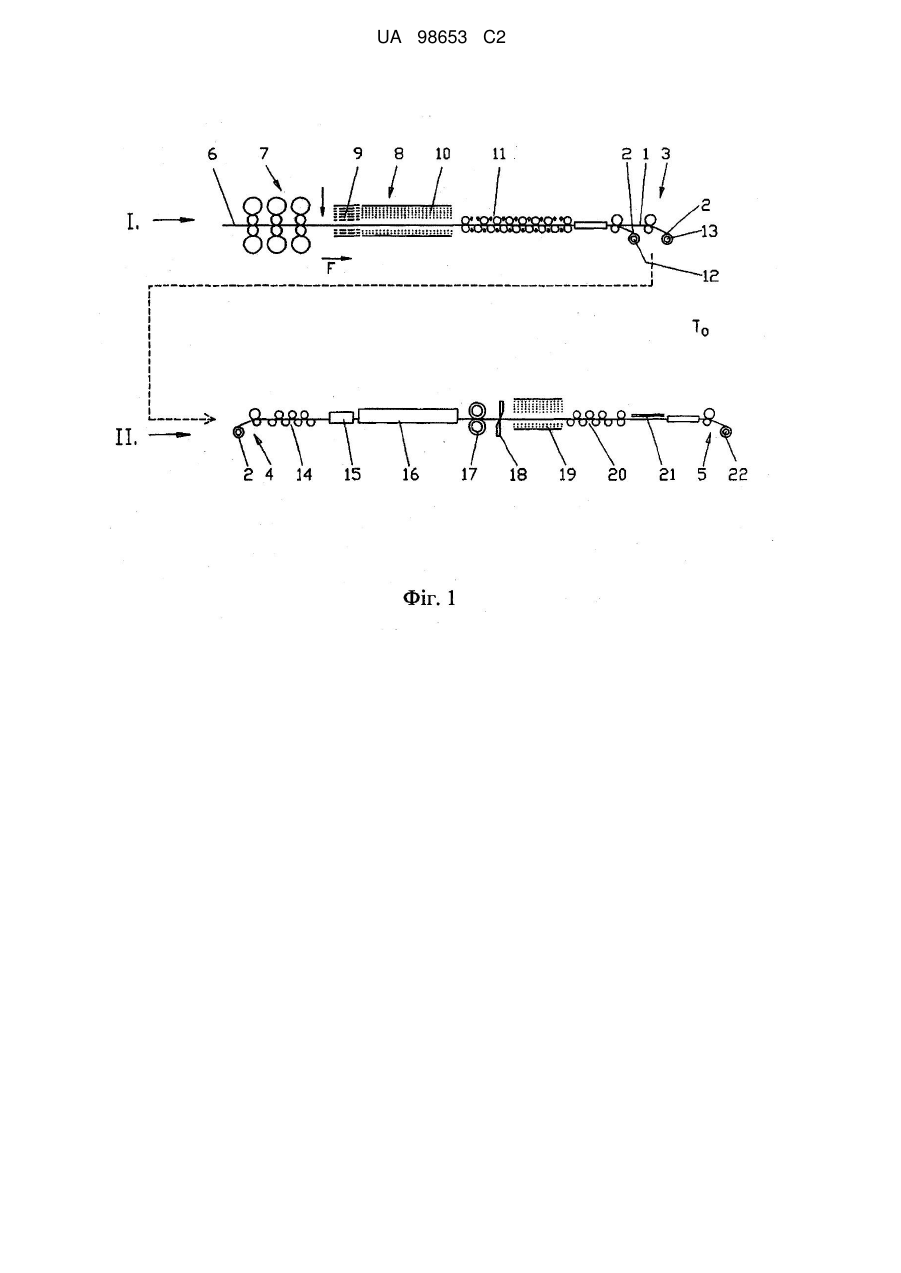
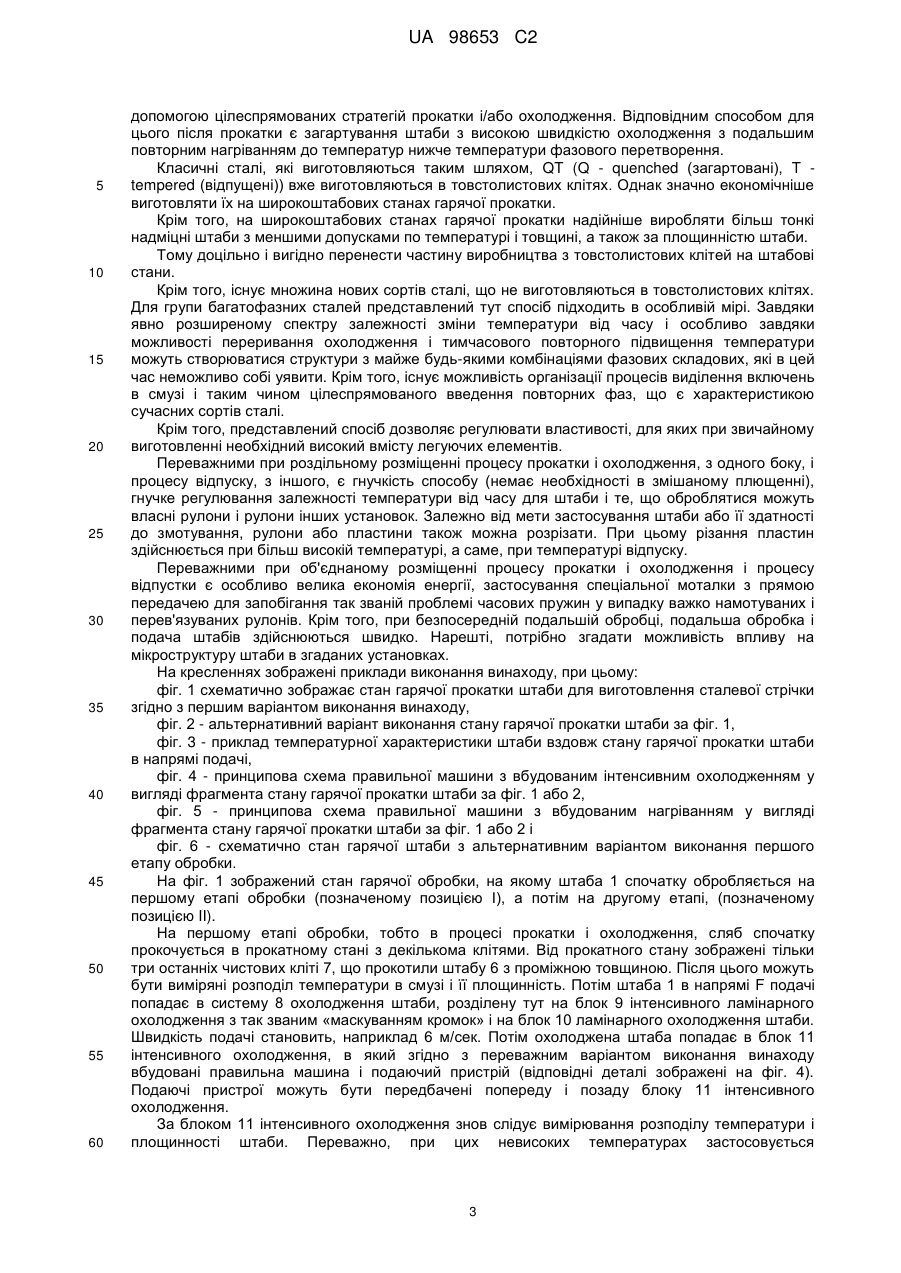
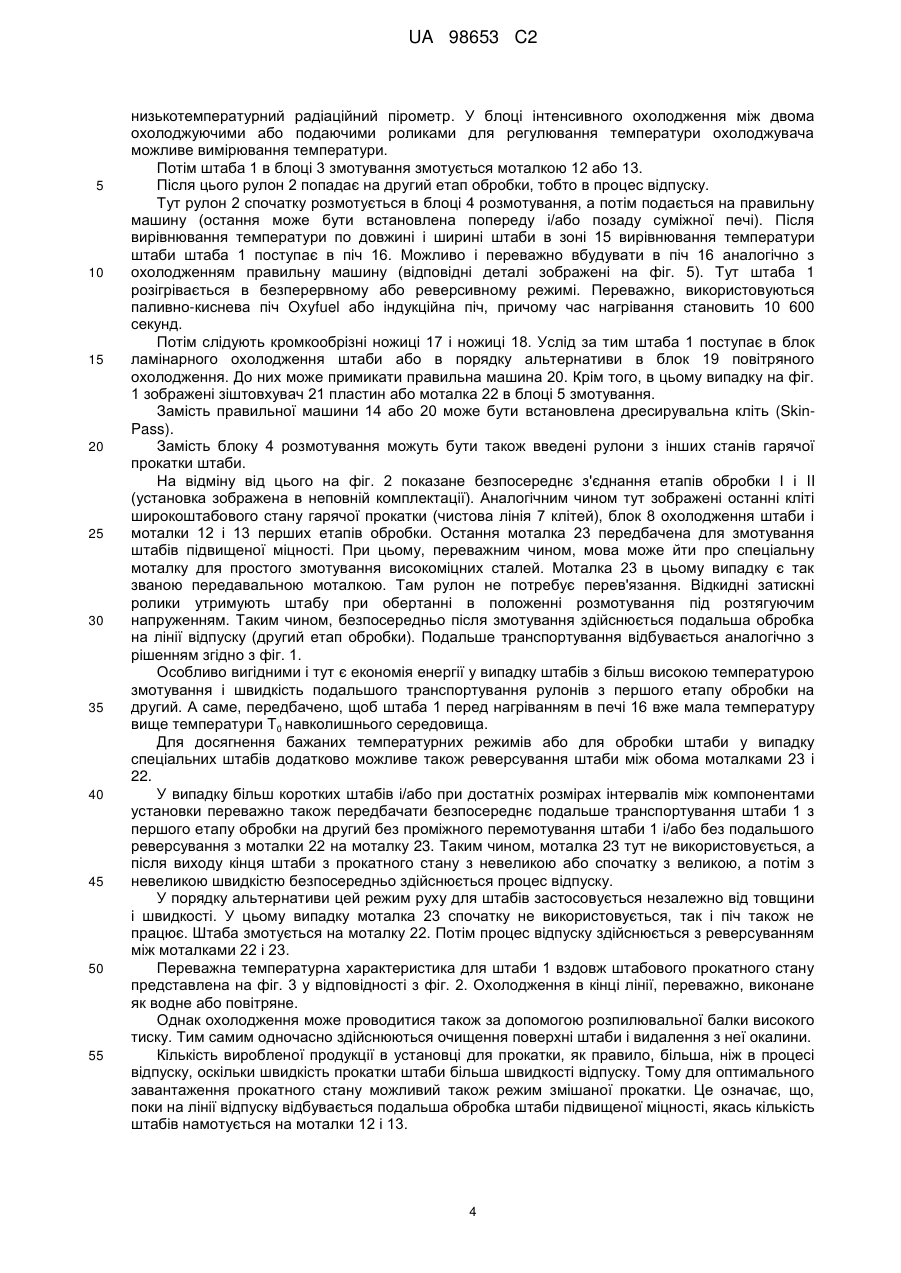
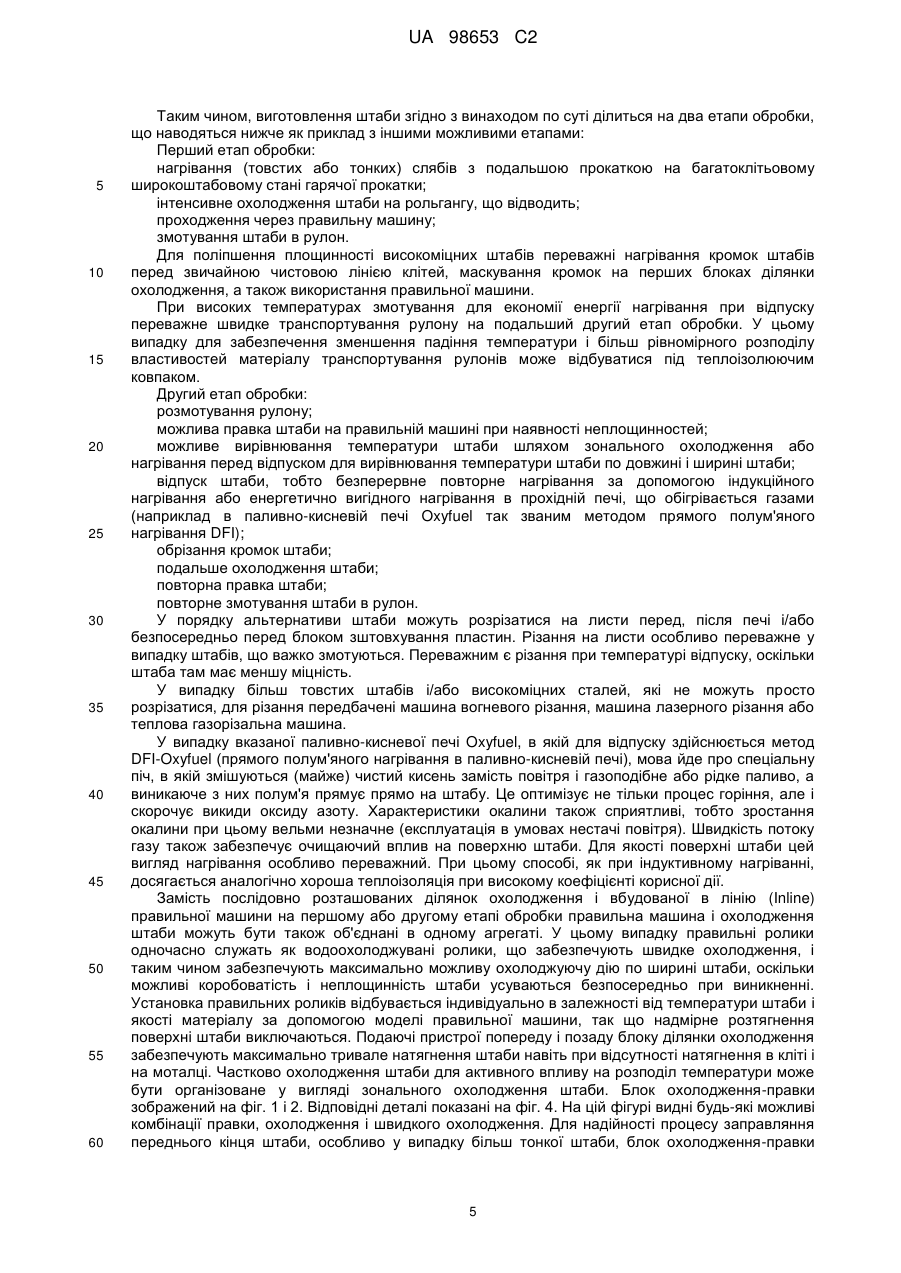
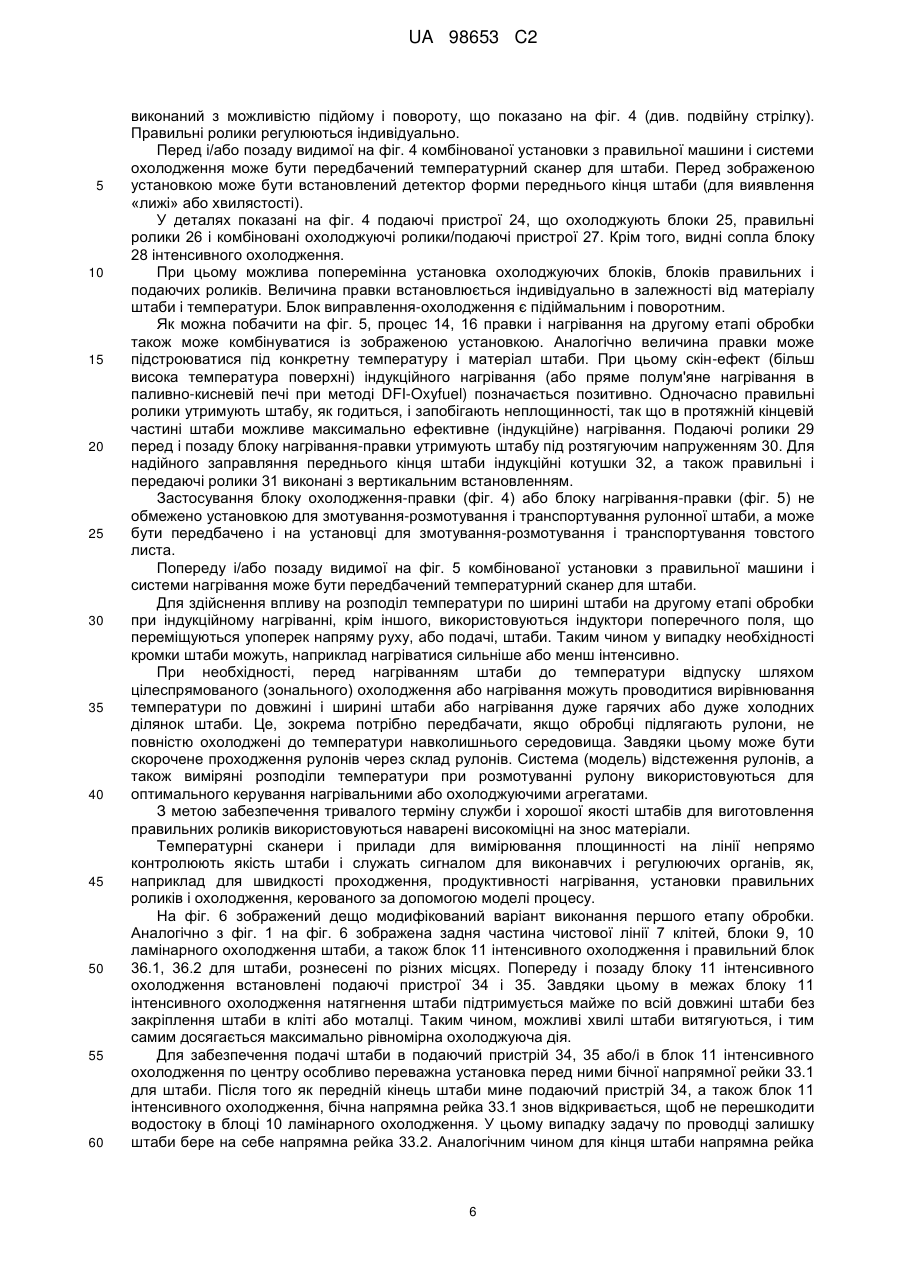
Реферат: Винахід стосується способу гарячої прокатки і термообробки сталевої штаби (1). Для забезпечення економічного виготовлення високоміцних штаб і штаб надвисокої міцності з достатньою в'язкістю на єдиній установці для змотування-розмотування і транспортування штаби спосіб передбачає етапи: а) нагрівання прокатного сляба; b) прокатка сляба до бажаної товщини штаби; с) охолодження штаби, причому штаба після охолодження, як правило, має температуру вище температури (Т 0) навколишнього середовища; d) змотування штаби в рулон; e) розмотування штаби з рулону; f) нагрівання штаби; g) охолодження штаби і h) транспортування штаби, причому штаба перед нагріванням на етапі f) має температуру вище температури (Т0) навколишнього середовища. UA 98653 C2 (12) UA 98653 C2 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу гарячої прокатки і термообробки сталевої штаби. Загартування і подальший відпуск сталевих деталей є загальноприйнятою практикою. Завдяки цьому цілеспрямовано досягається можливість бажаної комбінації міцності і в'язкості матеріалу. Ця технологія принципово використовується також при виготовленні сталевих листів підвищеної міцності на листових установках. Дана технологія описана в EP 1 764 423 A1. Згідно з даним документом, після нагрівання і обтиснення до кінцевої товщини в товстолистовій прокатній кліті лист за декілька реверсивних проходів з великою швидкістю охолоджується, наприклад до кімнатної температури, тобто проводиться процес загартування. Потім слідує процес відпуску, тобто повторне нагрівання штаби, наприклад до 600°C, за яким слідує повторне охолодження. Таким чином, в одній листовій кліті невеликими партіями з можливістю варіювання параметрів можуть бути виготовлені листи з різними властивостями. Подібні технології відомі також з документів JP 04358022 A, JP 04358023 А і з JP 58009919 А. Як і в зоні листопрокатного виробництва, в зоні виробництва штаб також постійно росте попит на сорти сталі з дуже високою міцністю, тобто попит на так звані високоміцні і надміцні сталі. Ці матеріали, крім іншого, знаходять застосування в автомобілях, кранах, резервуарах і трубах. Тому в основу даного винаходу покладена задача створення способу, за допомогою якого стає можливим економічне виготовлення високоміцних і надміцних штаб з достатньою в'язкістю на єдиній установці виготовлення штаби. Зокрема таким чином, переважно, повинні вироблятися сталі QT (поліпшені сталі). Рішення цієї задачі за допомогою винаходу характеризується тим, що спосіб включає етапи: a) нагрівання прокатного сляба; b) прокатка сляба до бажаної товщини штаби; c) охолодження штаби, причому штаба після охолодження, як правило, має температуру вище температури навколишнього середовища; d) змотування штаби в рулон; e) розмотування штаби з рулону; f) нагрівання штаби; g) охолодження штаби і h) транспортування штаби, причому штаба перед нагріванням на етапі f) має температуру вище температури навколишнього середовища. Рулон в переважному варіанті виконання винаходу при здійсненні етапу d) знаходиться в блоці змотування, причому рулон при здійсненні етапу e), переважно, знаходиться в блоці розмотування, просторово видаленому від блоку змотування, і причому рулон в проміжку між етапами d) і e) транспортується з блоку змотування в блок розмотування в умовах теплоізоляції, при необхідності, через теплоізолюючий накопичувач рулонів. Етап e) може відразу ж примикати до етапу d). Штаба під час охолодження або після охолодження на етапі с) і/або на етапі g) може зазнавати процесу правки. Процесу правки вона може зазнавати також в проміжку між розмотуванням на етапі e) і нагріванням на етапі f). Надалі вона може зазнавати процесу правки в проміжку між нагріванням на етапі f) і транспортуванням на етапі h). Вказаний процес правки може здійснюватися шляхом зміни напряму штаби за допомогою відхиляючих, напрямних, подаючих і інших роликів. Процес правки, як правило, здійснюється за допомогою роликової правильної машини, тобто встановлених напрямних роликів для штаби, або за особливим варіантом здійснення винаходу в так званій дресирувальній кліті (Skin-Pass). Штаба може також зазнавати процесу правки під час нагрівання на вищевказаному етапі f). Охолодження штаби на етапі с) може включати ламінарне охолодження і подальше інтенсивне охолодження. Охолодження штаби на етапі g) також може бути ламінарним або в порядку альтернативи або доповнення повітряним. Щонайменше частково охолоджуюча установка може бути виконана у вигляді установки зонального охолодження, діючої зонально по ширині штаби. Охолодження штаби може здійснюватися також за допомогою розпилювальної балки високого тиску, завдяки якій одночасно забезпечуються очищення штаби і видалення окалини. Нагрівання штаби на етапі f) може включати індукційне нагрівання. При цьому в порядку альтернативи може здійснюватися також пряме полум'яне нагрівання штаби. У останньому випадку, переважно, передбачено, щоб пряме полум'яне нагрівання штаби здійснювалося за 1 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 60 допомогою газового струменя із 75% вмісту кисню, переважно, з майже чистого кисню, в який підмішувалося б газоподібне або рідке паливо. Один з вдосконалених варіантів виконання передбачає, щоб індукційне нагрівання штаби проводилося в атмосфері інертного (захисного) газу. Транспортування штаби на етапі h) може включати змотування штаби. Транспортування штаби на етапі h) може включати також переміщення штаби, розрізаної на частини у вигляді пластин. Штаба перед охолодженням на етапі с) має температуру щонайменше 750°C. Після охолодження на етапі с) і перед змотуванням на етапі d) штаба, переважно, має температуру мінімум 25°С і максимум 400°C, переважно, в інтервалі між 100 і 300°C. Крім того, вдосконалений варіант передбачає, щоб штаба після нагрівання на етапі f) мала температуру мінімум 400°C, переважно, в інтервалі між 400 і 700°C. Тим часом штаба після охолодження на етапі g) і перед транспортуванням на етапі h) може мати температуру, переважно, максимум 200°C, переважно, в інтервалі між 25 і 200°C. Нагрівання штаби по її ширині може відбуватися в різній мірі. Нарешті, може бути передбачено, щоб етапи e) g) здійснювалися в реверсивному режимі, для чого використовується блок змотування, наступний за охолодженням на етапі g). Крім того, може бути передбачено, щоб для контролю якості штаби площинності і/або температура штаби вимірювалися щонайменше в двох місцях установки для обробки штаби (остання, переважно, за допомогою температурного сканера). Швидкість проходження штаби через установку для обробки штаби, зокрема установку зонального нагрівання штаби, роликову правильну установку і/або, зокрема установку зонального охолодження штаби можуть справлятися і регулюватися за допомогою моделі процесу. Нарешті, штаба при проходженні через установку для обробки штаби щонайменше частково утримується за допомогою подаючих пристроїв при певному натягненні штаби. Це, зокрема стосується зони ділянки інтенсивного охолодження. Для забезпечення подачі штаби в подаючий пристрій, в роликовий правильний блок або на інтенсивне охолодження по центру перед ними, переважно, встановлюється бічна напрямна рейка для штаби. Альтернативний варіант виконання способу гарячої прокатки і термообробки сталевої штаби включає етапи: a) нагрівання прокатного сляба; b) прокатка сляба до бажаної товщини штаби; c) охолодження штаби, причому штаба після охолодження має температуру вище температури навколишнього середовища; d) змотування штаби на першу моталку; e) реверсування штаби між першою і другою моталками, причому штаба між моталками зазнає нагрівання для проведення процесу відпуску, причому штаба перед нагріванням на етапі e) має температуру вище температури навколишнього середовища. Цей спосіб може також комбінуватися з вищевказаними варіантами виконання. У випадку матеріалів, які не потребують відпуску, тобто, у яких міцнісні і в'язкосні властивості відповідають вимогам вже на етапі d), етапи обробки a) d) також можуть бути використані самі по собі. Крім того, виправдали себе наступні вдосконалені варіанти: До і після охолодження штаби за допомогою подаючих пристроїв встановлюється натягнення штаби. Штаба за допомогою бічної напрямної рейки може подаватися упоперек своєї подовжньої вісі. При цьому бічна напрямна рейка використовується, переважно, в зоні охолодження штаби, зокрема в зоні ламінарного охолодження штаби. Крім того, бічна напрямна рейка може використовуватися перед подаючим пристроєм і після проходження заправного кінця штаби відкриватися, а також в кінці штаби знов закриватися для здійснення проводки. Вимірювання температури штаби здійснюється за допомогою низькотемпературного радіаційного пірометра. Вимірювання температури штаби, переважно, може відбуватися перед, в межах і/або позаду охолоджуючих і/або нагрівальних пристроїв із змінною температурою. Виробнича програма широкоштабового стану гарячої прокатки істотно відрізняється від програми товстолистового стану. Так, наприклад існує множина знову створених в останні десятиріччя сортів високоміцної і надміцної сталі, властивості яких можуть регулюватися за 2 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 60 допомогою цілеспрямованих стратегій прокатки і/або охолодження. Відповідним способом для цього після прокатки є загартування штаби з високою швидкістю охолодження з подальшим повторним нагріванням до температур нижче температури фазового перетворення. Класичні сталі, які виготовляються таким шляхом, QT (Q - quenched (загартовані), T tempered (відпущені)) вже виготовляються в товстолистових клітях. Однак значно економічніше виготовляти їх на широкоштабових станах гарячої прокатки. Крім того, на широкоштабових станах гарячої прокатки надійніше виробляти більш тонкі надміцні штаби з меншими допусками по температурі і товщині, а також за площинністю штаби. Тому доцільно і вигідно перенести частину виробництва з товстолистових клітей на штабові стани. Крім того, існує множина нових сортів сталі, що не виготовляються в товстолистових клітях. Для групи багатофазних сталей представлений тут спосіб підходить в особливій мірі. Завдяки явно розширеному спектру залежності зміни температури від часу і особливо завдяки можливості переривання охолодження і тимчасового повторного підвищення температури можуть створюватися структури з майже будь-якими комбінаціями фазових складових, які в цей час неможливо собі уявити. Крім того, існує можливість організації процесів виділення включень в смузі і таким чином цілеспрямованого введення повторних фаз, що є характеристикою сучасних сортів сталі. Крім того, представлений спосіб дозволяє регулювати властивості, для яких при звичайному виготовленні необхідний високий вмісту легуючих елементів. Переважними при роздільному розміщенні процесу прокатки і охолодження, з одного боку, і процесу відпуску, з іншого, є гнучкість способу (немає необхідності в змішаному плющенні), гнучке регулювання залежності температури від часу для штаби і те, що оброблятися можуть власні рулони і рулони інших установок. Залежно від мети застосування штаби або її здатності до змотування, рулони або пластини також можна розрізати. При цьому різання пластин здійснюється при більш високій температурі, а саме, при температурі відпуску. Переважними при об'єднаному розміщенні процесу прокатки і охолодження і процесу відпустки є особливо велика економія енергії, застосування спеціальної моталки з прямою передачею для запобігання так званій проблемі часових пружин у випадку важко намотуваних і перев'язуваних рулонів. Крім того, при безпосередній подальшій обробці, подальша обробка і подача штабів здійснюються швидко. Нарешті, потрібно згадати можливість впливу на мікроструктуру штаби в згаданих установках. На кресленнях зображені приклади виконання винаходу, при цьому: фіг. 1 схематично зображає стан гарячої прокатки штаби для виготовлення сталевої стрічки згідно з першим варіантом виконання винаходу, фіг. 2 - альтернативний варіант виконання стану гарячої прокатки штаби за фіг. 1, фіг. 3 - приклад температурної характеристики штаби вздовж стану гарячої прокатки штаби в напрямі подачі, фіг. 4 - принципова схема правильної машини з вбудованим інтенсивним охолодженням у вигляді фрагмента стану гарячої прокатки штаби за фіг. 1 або 2, фіг. 5 - принципова схема правильної машини з вбудованим нагріванням у вигляді фрагмента стану гарячої прокатки штаби за фіг. 1 або 2 і фіг. 6 - схематично стан гарячої штаби з альтернативним варіантом виконання першого етапу обробки. На фіг. 1 зображений стан гарячої обробки, на якому штаба 1 спочатку обробляється на першому етапі обробки (позначеному позицією І), а потім на другому етапі, (позначеному позицією II). На першому етапі обробки, тобто в процесі прокатки і охолодження, сляб спочатку прокочується в прокатному стані з декількома клітями. Від прокатного стану зображені тільки три останніх чистових кліті 7, що прокотили штабу 6 з проміжною товщиною. Після цього можуть бути виміряні розподіл температури в смузі і її площинність. Потім штаба 1 в напрямі F подачі попадає в систему 8 охолодження штаби, розділену тут на блок 9 інтенсивного ламінарного охолодження з так званим «маскуванням кромок» і на блок 10 ламінарного охолодження штаби. Швидкість подачі становить, наприклад 6 м/сек. Потім охолоджена штаба попадає в блок 11 інтенсивного охолодження, в який згідно з переважним варіантом виконання винаходу вбудовані правильна машина і подаючий пристрій (відповідні деталі зображені на фіг. 4). Подаючі пристрої можуть бути передбачені попереду і позаду блоку 11 інтенсивного охолодження. За блоком 11 інтенсивного охолодження знов слідує вимірювання розподілу температури і площинності штаби. Переважно, при цих невисоких температурах застосовується 3 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 низькотемпературний радіаційний пірометр. У блоці інтенсивного охолодження між двома охолоджуючими або подаючими роликами для регулювання температури охолоджувача можливе вимірювання температури. Потім штаба 1 в блоці 3 змотування змотується моталкою 12 або 13. Після цього рулон 2 попадає на другий етап обробки, тобто в процес відпуску. Тут рулон 2 спочатку розмотується в блоці 4 розмотування, а потім подається на правильну машину (остання може бути встановлена попереду і/або позаду суміжної печі). Після вирівнювання температури по довжині і ширині штаби в зоні 15 вирівнювання температури штаби штаба 1 поступає в піч 16. Можливо і переважно вбудувати в піч 16 аналогічно з охолодженням правильну машину (відповідні деталі зображені на фіг. 5). Тут штаба 1 розігрівається в безперервному або реверсивному режимі. Переважно, використовуються паливно-киснева піч Oxyfuel або індукційна піч, причому час нагрівання становить 10 600 секунд. Потім слідують кромкообрізні ножиці 17 і ножиці 18. Услід за тим штаба 1 поступає в блок ламінарного охолодження штаби або в порядку альтернативи в блок 19 повітряного охолодження. До них може примикати правильна машина 20. Крім того, в цьому випадку на фіг. 1 зображені зіштовхувач 21 пластин або моталка 22 в блоці 5 змотування. Замість правильної машини 14 або 20 може бути встановлена дресирувальна кліть (SkinPass). Замість блоку 4 розмотування можуть бути також введені рулони з інших станів гарячої прокатки штаби. На відміну від цього на фіг. 2 показане безпосереднє з'єднання етапів обробки І і II (установка зображена в неповній комплектації). Аналогічним чином тут зображені останні кліті широкоштабового стану гарячої прокатки (чистова лінія 7 клітей), блок 8 охолодження штаби і моталки 12 і 13 перших етапів обробки. Остання моталка 23 передбачена для змотування штабів підвищеної міцності. При цьому, переважним чином, мова може йти про спеціальну моталку для простого змотування високоміцних сталей. Моталка 23 в цьому випадку є так званою передавальною моталкою. Там рулон не потребує перев'язання. Відкидні затискні ролики утримують штабу при обертанні в положенні розмотування під розтягуючим напруженням. Таким чином, безпосередньо після змотування здійснюється подальша обробка на лінії відпуску (другий етап обробки). Подальше транспортування відбувається аналогічно з рішенням згідно з фіг. 1. Особливо вигідними і тут є економія енергії у випадку штабів з більш високою температурою змотування і швидкість подальшого транспортування рулонів з першого етапу обробки на другий. А саме, передбачено, щоб штаба 1 перед нагріванням в печі 16 вже мала температуру вище температури T0 навколишнього середовища. Для досягнення бажаних температурних режимів або для обробки штаби у випадку спеціальних штабів додатково можливе також реверсування штаби між обома моталками 23 і 22. У випадку більш коротких штабів і/або при достатніх розмірах інтервалів між компонентами установки переважно також передбачати безпосереднє подальше транспортування штаби 1 з першого етапу обробки на другий без проміжного перемотування штаби 1 і/або без подальшого реверсування з моталки 22 на моталку 23. Таким чином, моталка 23 тут не використовується, а після виходу кінця штаби з прокатного стану з невеликою або спочатку з великою, а потім з невеликою швидкістю безпосередньо здійснюється процес відпуску. У порядку альтернативи цей режим руху для штабів застосовується незалежно від товщини і швидкості. У цьому випадку моталка 23 спочатку не використовується, так і піч також не працює. Штаба змотується на моталку 22. Потім процес відпуску здійснюється з реверсуванням між моталками 22 і 23. Переважна температурна характеристика для штаби 1 вздовж штабового прокатного стану представлена на фіг. 3 у відповідності з фіг. 2. Охолодження в кінці лінії, переважно, виконане як водне або повітряне. Однак охолодження може проводитися також за допомогою розпилювальної балки високого тиску. Тим самим одночасно здійснюються очищення поверхні штаби і видалення з неї окалини. Кількість виробленої продукції в установці для прокатки, як правило, більша, ніж в процесі відпуску, оскільки швидкість прокатки штаби більша швидкості відпуску. Тому для оптимального завантаження прокатного стану можливий також режим змішаної прокатки. Це означає, що, поки на лінії відпуску відбувається подальша обробка штаби підвищеної міцності, якась кількість штабів намотується на моталки 12 і 13. 4 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, виготовлення штаби згідно з винаходом по суті ділиться на два етапи обробки, що наводяться нижче як приклад з іншими можливими етапами: Перший етап обробки: нагрівання (товстих або тонких) слябів з подальшою прокаткою на багатоклітьовому широкоштабовому стані гарячої прокатки; інтенсивне охолодження штаби на рольгангу, що відводить; проходження через правильну машину; змотування штаби в рулон. Для поліпшення площинності високоміцних штабів переважні нагрівання кромок штабів перед звичайною чистовою лінією клітей, маскування кромок на перших блоках ділянки охолодження, а також використання правильної машини. При високих температурах змотування для економії енергії нагрівання при відпуску переважне швидке транспортування рулону на подальший другий етап обробки. У цьому випадку для забезпечення зменшення падіння температури і більш рівномірного розподілу властивостей матеріалу транспортування рулонів може відбуватися під теплоізолюючим ковпаком. Другий етап обробки: розмотування рулону; можлива правка штаби на правильній машині при наявності неплощинностей; можливе вирівнювання температури штаби шляхом зонального охолодження або нагрівання перед відпуском для вирівнювання температури штаби по довжині і ширині штаби; відпуск штаби, тобто безперервне повторне нагрівання за допомогою індукційного нагрівання або енергетично вигідного нагрівання в прохідній печі, що обігрівається газами (наприклад в паливно-кисневій печі Oxyfuel так званим методом прямого полум'яного нагрівання DFI); обрізання кромок штаби; подальше охолодження штаби; повторна правка штаби; повторне змотування штаби в рулон. У порядку альтернативи штаби можуть розрізатися на листи перед, після печі і/або безпосередньо перед блоком зштовхування пластин. Різання на листи особливо переважне у випадку штабів, що важко змотуються. Переважним є різання при температурі відпуску, оскільки штаба там має меншу міцність. У випадку більш товстих штабів і/або високоміцних сталей, які не можуть просто розрізатися, для різання передбачені машина вогневого різання, машина лазерного різання або теплова газорізальна машина. У випадку вказаної паливно-кисневої печі Oxyfuel, в якій для відпуску здійснюється метод DFI-Oxyfuel (прямого полум'яного нагрівання в паливно-кисневій печі), мова йде про спеціальну піч, в якій змішуються (майже) чистий кисень замість повітря і газоподібне або рідке паливо, а виникаюче з них полум'я прямує прямо на штабу. Це оптимізує не тільки процес горіння, але і скорочує викиди оксиду азоту. Характеристики окалини також сприятливі, тобто зростання окалини при цьому вельми незначне (експлуатація в умовах нестачі повітря). Швидкість потоку газу також забезпечує очищаючий вплив на поверхню штаби. Для якості поверхні штаби цей вигляд нагрівання особливо переважний. При цьому способі, як при індуктивному нагріванні, досягається аналогічно хороша теплоізоляція при високому коефіцієнті корисної дії. Замість послідовно розташованих ділянок охолодження і вбудованої в лінію (Inline) правильної машини на першому або другому етапі обробки правильна машина і охолодження штаби можуть бути також об'єднані в одному агрегаті. У цьому випадку правильні ролики одночасно служать як водоохолоджувані ролики, що забезпечують швидке охолодження, і таким чином забезпечують максимально можливу охолоджуючу дію по ширині штаби, оскільки можливі коробоватість і неплощинність штаби усуваються безпосередньо при виникненні. Установка правильних роликів відбувається індивідуально в залежності від температури штаби і якості матеріалу за допомогою моделі правильної машини, так що надмірне розтягнення поверхні штаби виключаються. Подаючі пристрої попереду і позаду блоку ділянки охолодження забезпечують максимально тривале натягнення штаби навіть при відсутності натягнення в кліті і на моталці. Частково охолодження штаби для активного впливу на розподіл температури може бути організоване у вигляді зонального охолодження штаби. Блок охолодження-правки зображений на фіг. 1 і 2. Відповідні деталі показані на фіг. 4. На цій фігурі видні будь-які можливі комбінації правки, охолодження і швидкого охолодження. Для надійності процесу заправляння переднього кінця штаби, особливо у випадку більш тонкої штаби, блок охолодження-правки 5 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 60 виконаний з можливістю підйому і повороту, що показано на фіг. 4 (див. подвійну стрілку). Правильні ролики регулюються індивідуально. Перед і/або позаду видимої на фіг. 4 комбінованої установки з правильної машини і системи охолодження може бути передбачений температурний сканер для штаби. Перед зображеною установкою може бути встановлений детектор форми переднього кінця штаби (для виявлення «лижі» або хвилястості). У деталях показані на фіг. 4 подаючі пристрої 24, що охолоджують блоки 25, правильні ролики 26 і комбіновані охолоджуючі ролики/подаючі пристрої 27. Крім того, видні сопла блоку 28 інтенсивного охолодження. При цьому можлива поперемінна установка охолоджуючих блоків, блоків правильних і подаючих роликів. Величина правки встановлюється індивідуально в залежності від матеріалу штаби і температури. Блок виправлення-охолодження є підіймальним і поворотним. Як можна побачити на фіг. 5, процес 14, 16 правки і нагрівання на другому етапі обробки також може комбінуватися із зображеною установкою. Аналогічно величина правки може підстроюватися під конкретну температуру і матеріал штаби. При цьому скін-ефект (більш висока температура поверхні) індукційного нагрівання (або пряме полум'яне нагрівання в паливно-кисневій печі при методі DFI-Oxyfuel) позначається позитивно. Одночасно правильні ролики утримують штабу, як годиться, і запобігають неплощинності, так що в протяжній кінцевій частині штаби можливе максимально ефективне (індукційне) нагрівання. Подаючі ролики 29 перед і позаду блоку нагрівання-правки утримують штабу під розтягуючим напруженням 30. Для надійного заправляння переднього кінця штаби індукційні котушки 32, а також правильні і передаючі ролики 31 виконані з вертикальним встановленням. Застосування блоку охолодження-правки (фіг. 4) або блоку нагрівання-правки (фіг. 5) не обмежено установкою для змотування-розмотування і транспортування рулонної штаби, а може бути передбачено і на установці для змотування-розмотування і транспортування товстого листа. Попереду і/або позаду видимої на фіг. 5 комбінованої установки з правильної машини і системи нагрівання може бути передбачений температурний сканер для штаби. Для здійснення впливу на розподіл температури по ширині штаби на другому етапі обробки при індукційному нагріванні, крім іншого, використовуються індуктори поперечного поля, що переміщуються упоперек напряму руху, або подачі, штаби. Таким чином у випадку необхідності кромки штаби можуть, наприклад нагріватися сильніше або менш інтенсивно. При необхідності, перед нагріванням штаби до температури відпуску шляхом цілеспрямованого (зонального) охолодження або нагрівання можуть проводитися вирівнювання температури по довжині і ширині штаби або нагрівання дуже гарячих або дуже холодних ділянок штаби. Це, зокрема потрібно передбачати, якщо обробці підлягають рулони, не повністю охолоджені до температури навколишнього середовища. Завдяки цьому може бути скорочене проходження рулонів через склад рулонів. Система (модель) відстеження рулонів, а також виміряні розподіли температури при розмотуванні рулону використовуються для оптимального керування нагрівальними або охолоджуючими агрегатами. З метою забезпечення тривалого терміну служби і хорошої якості штабів для виготовлення правильних роликів використовуються наварені високоміцні на знос матеріали. Температурні сканери і прилади для вимірювання площинності на лінії непрямо контролюють якість штаби і служать сигналом для виконавчих і регулюючих органів, як, наприклад для швидкості проходження, продуктивності нагрівання, установки правильних роликів і охолодження, керованого за допомогою моделі процесу. На фіг. 6 зображений дещо модифікований варіант виконання першого етапу обробки. Аналогічно з фіг. 1 на фіг. 6 зображена задня частина чистової лінії 7 клітей, блоки 9, 10 ламінарного охолодження штаби, а також блок 11 інтенсивного охолодження і правильний блок 36.1, 36.2 для штаби, рознесені по різних місцях. Попереду і позаду блоку 11 інтенсивного охолодження встановлені подаючі пристрої 34 і 35. Завдяки цьому в межах блоку 11 інтенсивного охолодження натягнення штаби підтримується майже по всій довжині штаби без закріплення штаби в кліті або моталці. Таким чином, можливі хвилі штаби витягуються, і тим самим досягається максимально рівномірна охолоджуюча дія. Для забезпечення подачі штаби в подаючий пристрій 34, 35 або/і в блок 11 інтенсивного охолодження по центру особливо переважна установка перед ними бічної напрямної рейки 33.1 для штаби. Після того як передній кінець штаби мине подаючий пристрій 34, а також блок 11 інтенсивного охолодження, бічна напрямна рейка 33.1 знов відкривається, щоб не перешкодити водостоку в блоці 10 ламінарного охолодження. У цьому випадку задачу по проводці залишку штаби бере на себе напрямна рейка 33.2. Аналогічним чином для кінця штаби напрямна рейка 6 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 33.1 швидко включається в роботу, щоб здійснити протидію відведенню кінця штаби після проходження нею чистової лінії клітей. Тому для мінімізації протяжності ділянки охолодження бічна напрямна рейка 33.1, переважно, встановлюється в межах блоку 10 охолодження штаби. Правильні ролики 36.1, 36.2 попереду відповідних блоків 3 змотування після установки натягнення штаби опускаються в площину штаби і шляхом обхвату катків, напрямних або подаючих роликів забезпечують ефект правки штаби. Аналогічний режим роботи практикується, якщо в межах ділянки 11 інтенсивного охолодження встановлені напрямні ролики 26 (див. фіг. 4). Перелік позицій 1 штаба (після чистової лінії клітей з кінцевою товщиною) 2 рулон 3 ділянка змотування 4 ділянка розмотування 5 ділянка змотування 6 штаба (в межах чистової лінії клітей з проміжною товщиною) 7 чистова лінія клітей 8 блок охолодження штаби 9 блок інтенсивного ламінарного охолодження штаби 10 блок ламінарного охолодження 11 блок інтенсивного охолодження 12 моталка 13 моталка 14 правильна машина 15 зона 16 піч 17 кромкоподібні ножиці 18 ножиці 19 блок повітряного або ламінарного охолодження 20 правильна машина 21 зіштовхувач пластин 22 моталка 23 моталка 24 подаючий пристрій 25 чисто охолоджуючий блок 26 правильний ролик 27 віджимний ролик/подаючий пристрій 28 сопла блоку інтенсивного охолодження 29 подаючий пристрій 30 розтягуюче напруження 31 передавальний ролик 32 індукційна котушка 33.1 бічна напрямна рейка попереду першого подаючого пристрою/блоку інтенсивного охолодження 33.2 бічна напрямна рейка попереду подаючого пристрою моталки 34 подаючий пристрій попереду блоку інтенсивного охолодження 35 подаючий пристрій позаду блоку інтенсивного охолодження 36.1 правильний ролик попереду першого блоку змотування 36.2 правильний ролик попереду другого блоку змотування I. 1. перший етап обробки II. 2. другий етап обробки F напрям подачі T0 навколишня температура ФОРМУЛА ВИНАХОДУ 55 60 1. Спосіб гарячої прокатки і термообробки сталевої штаби (1), який включає наступні етапи: a) нагрівання прокатуваного сляба; b) прокатка сляба до бажаної товщини штаби; е) охолодження штаби (1), причому штаба (1) після охолодження має температуру вищу, ніж температура (Т0) навколишнього середовища; 7 UA 98653 C2 5 10 15 20 25 30 35 40 45 50 55 d) змотування штаби (1) в рулон (2); е) розмотування штаби (1) з рулону (2); f) нагрівання штаби (1); g) охолодження штаби (1) і h) транспортування штаби (1), причому штаба (1) перед нагріванням на етапі f) має температуру вищу, ніж температура (Т 0) навколишнього середовища, при цьому рулон (2) при здійсненні етапу d) знаходиться в блоці (3) змотування, і рулон (2) при здійсненні етапу е) знаходиться в блоці (4) розмотування, просторово віддаленому від блока (3) змотування, причому рулон (2) в проміжку між етапами d) і е) транспортується з блока (3) змотування в блок (4) розмотування в умовах теплоізоляції або етап е) відразу ж примикає до етапу d). 2. Спосіб за п. 1, який відрізняється тим, що штабу (1) під час охолодження або після охолодження на етапі с) і/або на етапі g) піддають процесу правки. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що штабу (1) піддають процесу правки в проміжку між розмотуванням на етапі е) і нагріванням на етапі f). 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що штабу (1) піддають процесу правки в проміжку між нагріванням на етапі f) і транспортуванням на етапі h). 5. Спосіб за будь-яким із пп. 2-4, який відрізняється тим, що процес правки здійснюють шляхом зміни напрямку штаби (1) за допомогою відхиляючих, напрямних, подаючих та інших роликів. 6. Спосіб по будь-яким із пп. 3-5, який відрізняється тим, що процес правки здійснюють в дресирувальній кліті. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що штабу (1) піддають процесу правки під час нагрівання на етапі f). 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що охолодження штаби (1) на етапі с) включає ламінарне та інтенсивне охолодження. 9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що охолодження штаби (1) на етапі g) включає ламінарне охолодження. 10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що охолодження штаби (1) на етапі с) і/або етапі g) здійснюють зонально по ширині штаби. 11. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що охолодження штаби (1) на етапі g) включає повітряне охолодження. 12. Спосіб за будь-яким із пп. 1-11, який відрізняється тим, що охолодження штаби (1) на етапі g) здійснюють за допомогою розпилювальної балки високого тиску,так, що одночасно відбуваються очищення штаби і/або видалення окалини. 13. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що нагрівання штаби (1) на етапі f) включає індукційне нагрівання. 14. Спосіб за п. 13, який відрізняється тим, що індукційне нагрівання штаби (1) проводять в атмосфері інертного газу. 15. Спосіб за будь-яким із пп. 1-12, який відрізняється тим, що нагрівання штаби (1) на етапі f) здійснюють шляхом прямого полум'яного нагрівання штаби. 16. Спосіб за п. 15, який відрізняється тим, що пряме полум'яне нагрівання штаби (1) здійснюють за допомогою газового струменя щонайменше із 75 % вмісту кисню, в який підмішується газоподібне або рідке паливо. 17. Спосіб за п. 16, який відрізняється тим, що пряме полум'яне нагрівання штаби (1) здійснюють за допомогою газового струменя з чистим киснем. 18. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що транспортування штаби (1) на етапі h) включає змотування штаби (1). 19. Спосіб за будь-яким із пп. 1-17, який відрізняється тим, що транспортування штаби (1) на етапі h) включає зштовхування частин штаби (1), розрізаних у вигляді пластин. 20. Спосіб за будь-яким із пп. 1-19, який відрізняється тим, що штаба (1) перед охолодженням на етапі с) має температуру щонайменше 750 °C. 21. Спосіб за будь-яким із пп. 1-20, який відрізняється тим, що штаба (1) після охолодження на етапі с) і перед змотуванням на етапі d) має температуру мінімум 25 °C і максимум 400 °C, переважно в інтервалі між 100 і 300 °C. 22. Спосіб за будь-яким із пп. 1-21, який відрізняється тим, що штаба після нагрівання на етапі f) має температуру щонайменше 400 °C, переважно в інтервалі між 400 і 700 °C. 23. Спосіб за будь-яким із пп. 1-22, який відрізняється тим, що нагрівання штаби (1) на етапі f) проводять таким чином, що штаба по своїй ширині має різні температури. 8 UA 98653 C2 5 10 15 20 25 30 24. Спосіб за будь-яким із пп. 1-23, який відрізняється тим, що штаба (1) після охолодження на етапі g) і перед транспортуванням на етапі h) має температуру максимум 200 °C, переважно в інтервалі між 25 і 200 °C. 25. Спосіб за будь-яким із пп. 1-24, який відрізняється тим, що етапи e)-g) здійснюють в реверсивному режимі, для чого використовується блок (5) змотування, який йде за охолодженням на етапі g). 26. Спосіб за будь-яким із пп. 1-25, який відрізняється тим, що для контролю якості штаби (1) площинність і/або температуру штаби (1) вимірюють щонайменше в двох місцях установки для обробки штаби. 27. Спосіб за будь-яким із пп. 1-26, який відрізняється тим, що швидкість проходження штаби через установку для обробки штаби, зокрема зональне нагрівання штаби, установку правильних роликів і/або, зокрема зональне охолодження штаби змінюють або регулюють за допомогою моделі процесу. 28. Спосіб за будь-яким із пп. 1-27, який відрізняється тим, що штабу (1) при проходженні через установку для обробки штаби щонайменше частково утримують за допомогою подаючих пристроїв при певному натягненні штаби. 29. Спосіб за будь-яким із пп. 1-28, який відрізняється тим, що до і після охолодження штаби (1) за допомогою подаючих пристроїв (34, 35) встановлюють натягнення штаби. 30. Спосіб за будь-яким із пп. 1-29, який відрізняється тим, що штабу (1) за допомогою бічної напрямної рейки (33.1, 33.2) подають упоперек її подовжньої осі. 31. Спосіб за п. 30, який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) використовують в зоні охолодження штаби (1). 32. Спосіб за п. 31, який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) використовують в зоні ламінарного охолодження штаби (1). 33. Спосіб за будь-яким із пп. 29-32, який відрізняється тим, що бічну напрямну рейку (33.1, 33.2) для штаби (1) використовують попереду напрямного пристрою (34, 35) і після проходження переднього кінця штаби відкривають, а в кінці штаби закривають. 34. Спосіб за будь-яким із пп. 1-33, який відрізняється тим, що вимірювання температури штаби здійснюють за допомогою низькотемпературного радіаційного пірометра. 35. Спосіб за будь-яким із пп. 1-34, який відрізняється тим, що вимірювання температури штаби проводять попереду, в межах і/або позаду охолоджуючих і/або нагрівальних пристроїв. 9 UA 98653 C2 10 UA 98653 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 11
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hot rolling and heat treatment of steel strip
Автори англійськоюOhlert, Joachim, Schuster Ingo, Sudau, Peter, Seidel, Juergen
Назва патенту російськоюСпособ горячей прокатки и термообработки стальной полосы
Автори російськоюОлерт Йоахим, Шустер Инго, Зудау Петер, Зайдель Юрген
МПК / Мітки
МПК: B21B 1/26, C21D 9/48, C21D 9/46, C21D 8/02, C21D 8/04
Мітки: штаби, гарячої, спосіб, термообробки, прокатки, сталевої
Код посилання
<a href="https://ua.patents.su/13-98653-sposib-garyacho-prokatki-i-termoobrobki-stalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки і термообробки сталевої штаби</a>
Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, і стан гарячої прокатки для здійснення способу
Номер патенту: 98061
Опубліковано: 10.04.2012
Автори: Берг Хеннінг, Фукс Вольфганг
МПК: B21B 39/14, B21B 45/02, C21D 1/667
Мітки: прокатуваного, прокатки, спосіб, матеріалу, стан, подачі, подовжньої, сталевої, способу, штаби, зокрема, здійснення, гарячекатаної, гарячої
Формула / Реферат:
1. Спосіб подовжньої подачі прокатуваного матеріалу, зокрема гарячекатаної сталевої штаби, на рольгангу (3) стана (1) гарячої прокатки, в якому прокатуваний матеріал після виходу з чистової групи (2) стана рольгангом транспортується в напрямку моталки (7) через зону (4) ламінарного охолоджування, розташовану між чистовою групою стана і моталкою, який відрізняється тим, що прокатуваний матеріал (5) спрямовують вздовж і по обидва боки зони (4)...
Спосіб обробки штаби після гарячої прокатки
Номер патенту: 67276
Опубліковано: 10.02.2012
Автори: Васильєв Станіслав Олександрович, Ніколаєв Віктор Олександрович, Ніколаєва Ангела Вікторівна, Васильєв Олександр Геннадійович
МПК: B21B 39/34
Мітки: спосіб, гарячої, штаби, прокатки, обробки
Формула / Реферат:
Спосіб обробки штаби після гарячої прокатки, що включає стикове зварювання, травлення штаби на неперервно-травильному агрегаті та змотування її в рулон на моталку, який відрізняється тим, що перед змотуванням штаби в рулон гарячекатану штабу піддають пластичній деформації в прокатній кліті зі зменшенням її товщини.
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: стан, спосіб, прокатки, штаби, тонкої, здійснення, гарячої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Мітки: стані, широкоштабовому, чистовий, штаб, спосіб, прокатки, групи, гарячої
Формула / Реферат:
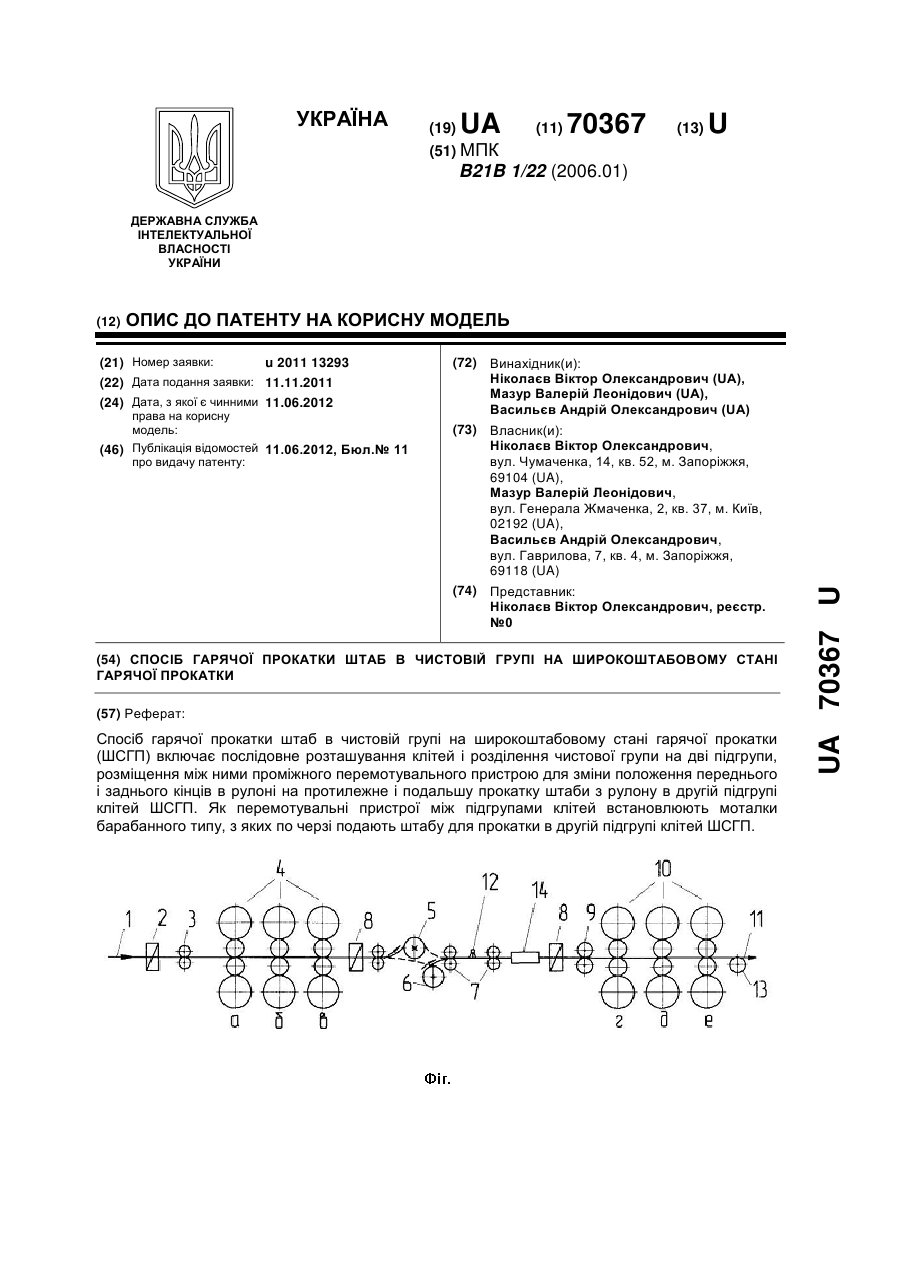
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Левіна Валентина Іванівна, Каушанський Ігор Борисович, Савенко Юрій Євдокимович
МПК: B21B 1/30
Мітки: штаби, прокатки, спосіб, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Попередній патент: Похідна n-циклоалкілкарбоксаміду, фунгіцидна композиція та спосіб боротьби із фітопатогенними грибами сільськогосподарських культур
Наступний патент: Система та спосіб обробки горючого газу
Випадковий патент: Спосіб підвищення безпеки руху на залізничному переїзді за рахунок управління ситуацією в його межах