Спосіб обробки штаби після гарячої прокатки
Номер патенту: 67276
Опубліковано: 10.02.2012
Автори: Васильєв Станіслав Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна
Формула / Реферат
Спосіб обробки штаби після гарячої прокатки, що включає стикове зварювання, травлення штаби на неперервно-травильному агрегаті та змотування її в рулон на моталку, який відрізняється тим, що перед змотуванням штаби в рулон гарячекатану штабу піддають пластичній деформації в прокатній кліті зі зменшенням її товщини.
Текст
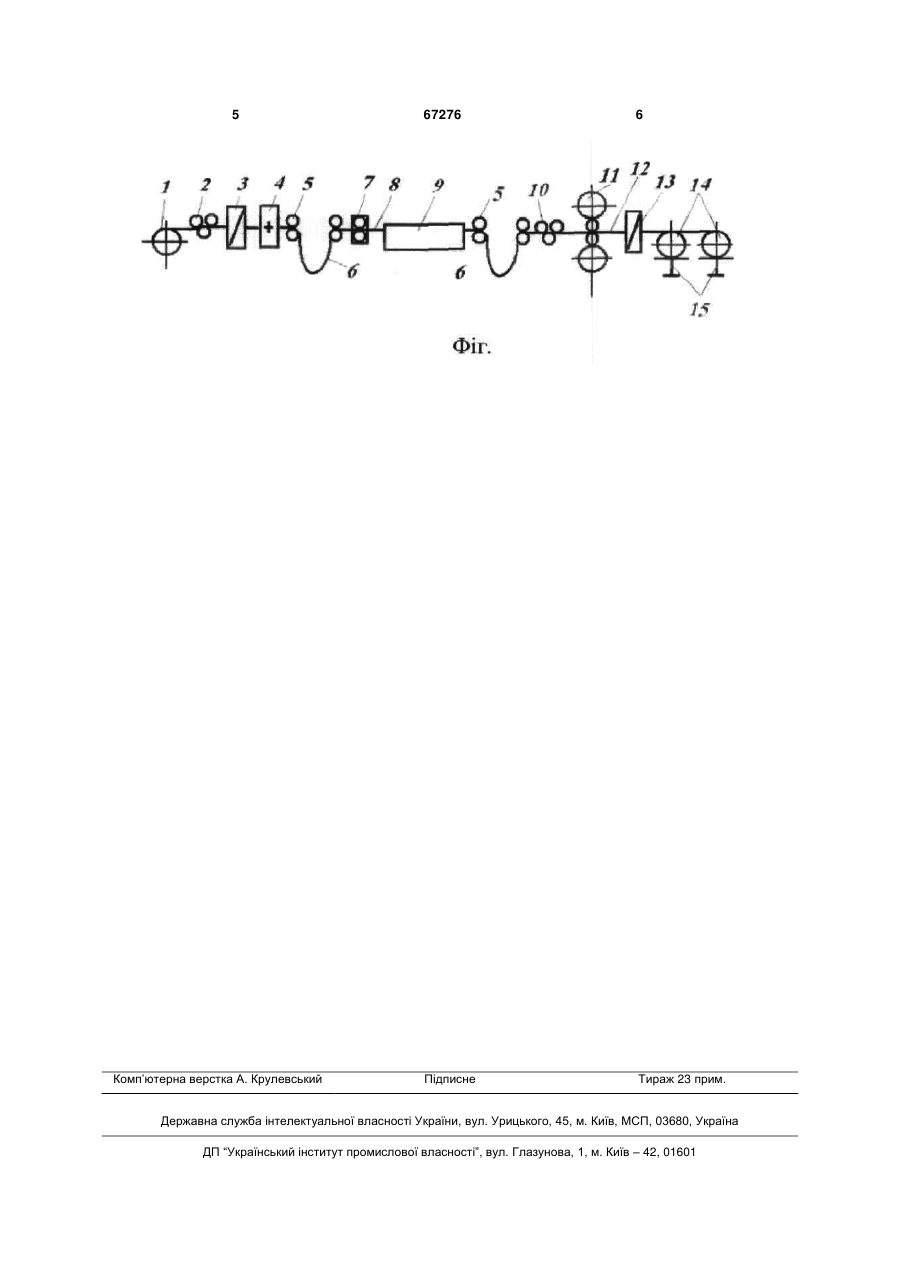
Спосіб обробки штаби після гарячої прокатки, що включає стикове зварювання, травлення штаби на неперервно-травильному агрегаті та змотування її в рулон на моталку, який відрізняється тим, що перед змотуванням штаби в рулон гарячекатану штабу піддають пластичній деформації в прокатній кліті зі зменшенням її товщини. (19) (21) u201109180 (22) 22.07.2011 (24) 10.02.2012 (46) 10.02.2012, Бюл.№ 3, 2012 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, НІКОЛАЄВА АНГЕЛА ВІКТОРІВНА, ВАСИЛЬЄВ СТАНІСЛАВ ОЛЕКСАНДРОВИЧ (73) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, НІКОЛА 3 обладнання в лінії НТА, що пояснює запропонований спосіб обробки гарячекатаної штаби: 1 - розмотувач гарячекатаного рулону; тягнучоправильний роликовий пристрій 2; ножиці для обрізання кінцевих ділянок штаб попереднього та наступного рулонів 3; зварювальна машина для зварювання штаб та гратознімач 4; тягнучі ролики 5 які подають штабу в петленакопичувач 6, для створення запасу штаби, із якого штаба попадає в дресирувальну кліть 7 для зламування окалини (деформація 1,5…2,5 %); в травильних ваннах 9 штабу 8 піддають травленню в розчинах сірчаної (соляної) кислот з концентрацією 18…24 %, промиванню в гарячій та холодній воді та сушінню; потім тягнучо-правильним пристроєм 10 гарячекатану штабу після травлення піддають пластичній деформації (прокатуванню) в чотиривалковій (багатовалковій) кліті 11 з метою зменшення та вирівнювання товщини по довжині штаби, а потім штабу 12 ріжуть на ножицях 13 та змотують в моталках 14 в рулон заданої маси, який передають штовхачами 15 до неперервного стана холодної прокатки (НСХП). Спосіб здійснюють наступним чином. Після обробки гарячекатаної штаби за відомою технологією в агрегатах 1-10 НТА та після видалення окалини, передній кінець гарячекатаної штаби надходить в прокатну кліть 11, розчин якої між робочими валками встановлено для здійснення пластичної деформації в межах 30…40 %. Передній кінець першої штаби в нескінченному процесі задають в валки кліті 11 зі швидкістю v3=0,8…1,0 м/с та потім в одну з моталок 14 для змотування в рулон. Після накопичення на моталці 1,5-2-х шарів швидкість робочих валків збільшують до 3-10 м/с на вході до кліті 11. При цьому обтиснення в кліті 11 забезпечується міцністю валків (кліті) та необхідною потужністю головного приводу валків, а швидкість входу штаби до кліті 11 обмежена швидкістю обробки гарячекатаної штаби в НТА. Швидкість штаби на виході із кліті при змотуванні на моталку 14 становить v1=v0∙H/h, де v0 і v1 - швидкості штаби відповідно на вході в кліть та після виходу їх із кліті 11; Н і h - товщина штаби до та після прокатування в кліті 11. Після накопичення на моталці рулону масою, наприклад, в межах 10…40 т, штабу розрізають на летючих ножицях при швидкості 4…5 м/с, яка відповідає швидкості розрізки штаби на неперервних станах холодної прокатки в нескінченному режимі (Белянский А.Д. и др. Тонколистовая прокатка. 67276 4 Технология и оборудование. - М.: Металлургия, 1994. - С. 255). Розділення штаби в рулони необхідної маси виконують по зварювальному шву, а вільний кінець штаби заправляють до другої моталки 14 на швидкості 4…5 м/с і після цього швидкість прокатки збільшують до максимальної v1. При зниженні швидкості прокатки для розділення штаби на рулони, одночасно зменшують розчин у кліті 11 для додаткового обтиснення кінцевих ділянок гарячекатаної штаби в області ділянки зварювального шва до значення товщини штаби, отриманої при сталому процесі прокатки v1. Це забезпечує підвищення точності готової штаби на кінцевих ділянках рулону, що прокатуються на неперервних станах холодної прокатки (НСХП), куди спрямовують рулони на візках 15 з попередньо деформованою штабою в лінії НТА. Після першого рулону передній кінець якого задають до моталки 14 при швидкості v3=0,8…1,0 м/с, наступні рулони прокатують в нескінченному режимі, без припинення процесу прокатки та розділення на готові рулони при v3=4…5 м/с. В наведеному способі обробки гарячекатаної штаби, на відміну від НСХП порулонної прокатки, передбачається можливість прокатки ділянок полоси зі зварювальним швом (кінцеві ділянки гарячекатаних штаб) при швидкості v3=4…5 м/с та наявністю переднього та заднього натягу штаби в 2 межах Н=100…200 Н/мм (Н - напруження натягу штаби). На існуючих НТА гарячекатана штаба після травлення промаслюється технологічним мастилом з поверхнево-активними речовинами (ПАР) для попередження корозії (Ксензук Ф.А. и др. Прокатка автолистовой стали. - М.: Металлургия, 1969, с. 168). Застосування такої промаслюючої речовини при прокатуванні в кліті 11 забезпечить зменшення контактних напружень та енергосилових параметрів при деформації металу валками. Таким чином, на відміну від найближчого аналога, запропонований спосіб обробки гарячекатаної штаби, дозволяє збільшити початкову товщину штаби перед холодною прокаткою і продуктивність ШСГП, збільшити сумарне обтиснення штаби перед рекристалізаційним відпалом, зменшити товщину готової штаби на НСХП, що отримана в перехідних процесах (кінцеві ділянки, ділянка шва), знизити енергосилові параметри гарячої та холодної прокатки штаб, скоротити витрати електроенергії на прокатку однієї тонни готової продукції. 5 Комп’ютерна верстка А. Крулевський 67276 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing strip after hot rolling
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyliev Oleksandr Hennadiiovych, Vasyliev Oleksandr Неnnаdшіоvусh, Nikolaieva Anhela Viktorivna, Vasyliev Stanislav Oleksandrovych
Назва патенту російськоюСпособ обработки полосы после горячей прокатки
Автори російськоюНиколаев Виктор Александрович, Васильев Александр Геннадьевич, Николаева Ангела Викторовна, Васильев Станислав Александрович
МПК / Мітки
МПК: B21B 39/34
Мітки: обробки, гарячої, прокатки, спосіб, штаби
Код посилання
<a href="https://ua.patents.su/3-67276-sposib-obrobki-shtabi-pislya-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки штаби після гарячої прокатки</a>
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: стан, штаби, тонкої, спосіб, здійснення, гарячої, прокатки
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: широкоштабовому, прокатки, гарячої, стані, штаб, спосіб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Левіна Валентина Іванівна, Савенко Юрій Євдокимович, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21B 1/30
Мітки: спосіб, гарячої, прокатки, штаби
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб гарячої прокатки штаб

Номер патенту: 58909
Опубліковано: 26.04.2011
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Ніколаєва Ангела Вікторівна
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки штаб, що включає прокатку в чорновій групі клітей, передачу проміжного розкату в проміжний перемотувальний пристрій для змотування в рулон, передачу переднього (зовнішнього) кінця рулону в першу кліть чистової групи клітей, прокатку в чистовій групі з послідовним розташуванням клітей, який відрізняється тим, що після прокатки штаби у вхідних клітях першої підгрупи чистової групи процес неперервної прокатки...
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: стана, натягу, виміру, спосіб, штаби, прокатки, гарячої, клітями, двома
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Попередній патент: Спосіб лікування хронічного поперекового болю при дегенеративному ураженні хребта
Наступний патент: Фуранова композиція для хімічно стійких будівельних конструкцій
Випадковий патент: Спосіб діагностики розвитку остеопорозу