Спосіб виготовлення металевої смуги з покриттям із покращеним зовнішнім виглядом
Номер патенту: 108611
Опубліковано: 25.05.2015
Автори: Матень Жан-Мішель, Орсаль Бертран, Сен-Реймон Юбер, Діз Люк
Формула / Реферат
1. Спосіб виготовлення металевої смуги з антикорозійним металевим покриттям, що включає стадії, які полягають в:
- пропусканні металевої смуги через ванну розплавленого металу, потім
- обдуванні покритої металевої смуги за допомогою насадок, які розпилюють газ з кожного боку смуги, причому окислювальна здатність зазначеного газу, нижча, ніж атмосфери, що складається з 4 об. % кисню та 96 об. % азоту, і потім
- пропусканні смуги через ізолюючу зону, обмежену:
- в основі, лінією обдування та верхньою поверхнею зазначених насадок обдування,
- зверху, верхньою частиною двох ізолюючих камер, розміщених з кожного боку смуги безпосередньо вище зазначених насадок і заввишки принаймні 10 см відносно лінії обдування, та
- по сторонах, бічними частинами зазначених ізолюючих камер, при цьому окислювальна здатність атмосфери у зазначеній ізолюючій зоні, нижче, чим атмосфери, що складається з 4 об. % кисню і 96 об. % азоту, і вище, чим атмосфери, що складається з 0,15 об. % кисню і 99,85 об. % азоту.
2. Спосіб за п. 1, який відрізняється тим, що висота зазначеної ізолюючої камери складає принаймні 15 см відносно лінії обдування.
3. Спосіб за пп. 1, 2, який відрізняється тим, що у зазначені ізолюючі камери подають газ з окислювальною здатністю, нижчою, ніж атмосфери, що складається з 4 об. % кисню та 96 об. % азоту.
4. Спосіб за пп. 1-3, який відрізняється тим, що газ обдування складається з азоту.
5. Спосіб за пп. 1-4, який відрізняється тим, що металева смуга є сталевою смугою.
6. Пристрій для безперервного гарячого покриття, яке наноситься зануренням металевої смуги, який включає:
- засоби для забезпечення руху металевої смуги,
- резервуар (2), що містить ванну розплавленого металу (1), та
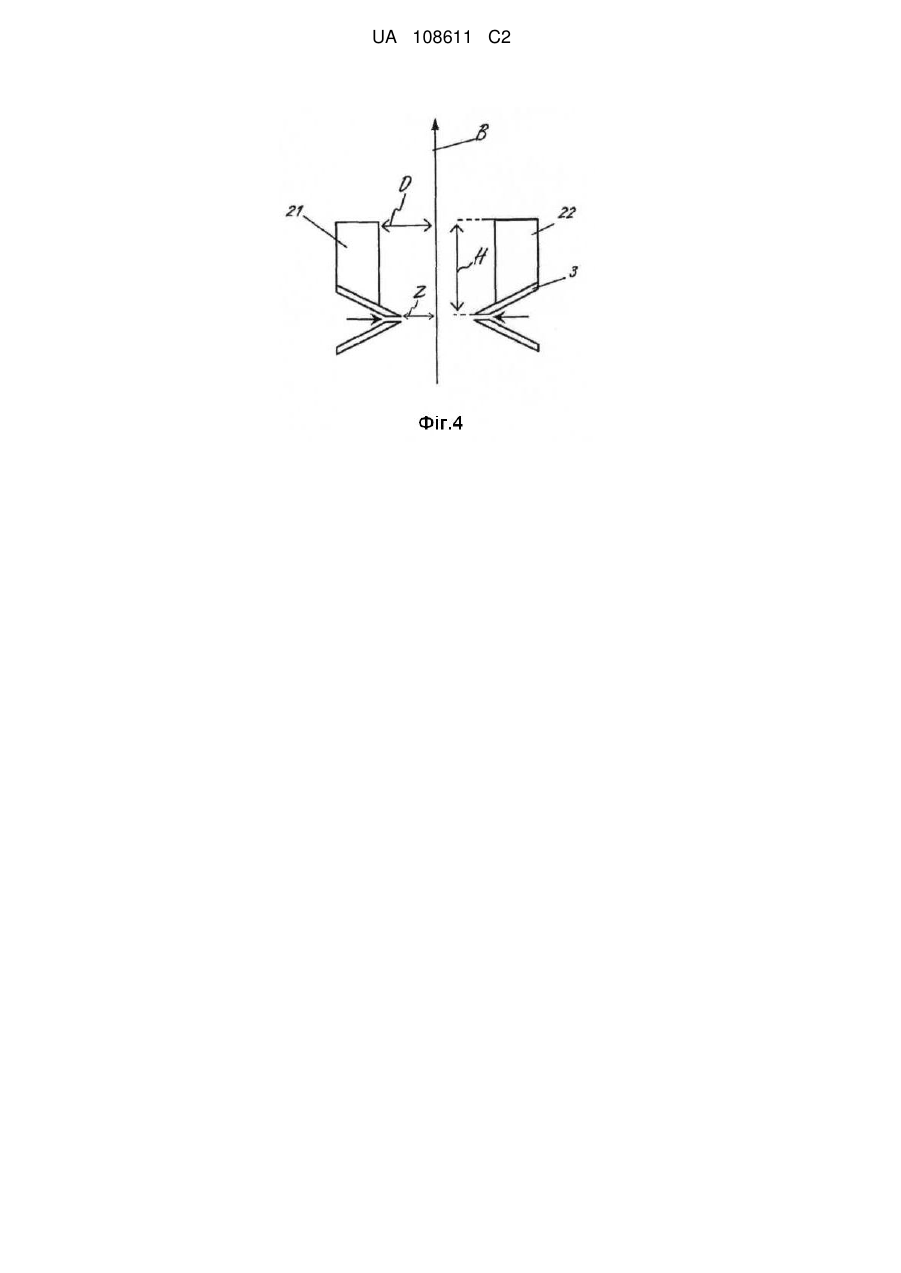
- ізольований пристрій обдування (10; 20; 30), що складається принаймні з двох насадок обдування (3), розміщених з кожного боку по ходу смуги після виходу з ванни розплавленого металу (1), причому кожна насадка (3) забезпечена принаймні одним отвором для виходу газу та включає верхню поверхню (4), на якій знаходиться ізолююча камера (11, 12; 21, 22; 31, 32) з поверхнею, що виходить на смугу, причому висота Н зазначених ізолюючих камер (11, 12; 21, 22; 31, 32) відносно лінії обдування більша або дорівнює 10 см, а кожна камера (11, 12; 21, 22; 31, 32) включає принаймні одну верхню частину (13; 23, 25; 33, 35) та дві бічні частини (14; 24; 34).
7. Пристрій за п. 6, який відрізняється тим, що зазначені верхні частини ізолюючих камер (21, 22; 31, 32) складаються з кінцевої пластини (23; 33) та верхньої пластини (25; 35).
8. Пристрій за пп. 6-7, який відрізняється тим, що кожна з зазначених ізолюючих камер (31 32) розділена рядом вертикальних пластин (36), які проходять від верхньої поверхні насадки (3) до верхньої частини (35) зазначених ізолюючих камер (31, 32).
9. Пристрій за пп. 6-8, який відрізняється тим, що відстань D між кінцем бічних частин (14; 24; 34) зазначених ізолюючих камер (11, 12; 21, 22; 31, 32) та смугою становить 10-100 мм.
10. Пристрій за пп. 6-9, який відрізняється тим, що зазначені ізольовані пристрої обдування (10; 20; 30) додатково включають протишумові пластини (6) з кожного боку смуги, які виходять на частину вихідних отворів зазначених насадок обдування (3).
11. Пристрій за п. 10, який відрізняється тим, що зазначені ізолюючі камери (11, 12; 21, 22; 31, 32) додатково включають ізолюючі краї деталі (26; 27; 28), розміщені між зазначеними ізолюючими камерами (11, 12; 21, 22; 31, 32) вище зазначених протишумових пластин (6), напроти країв смуги.
12. Пристрій за п. 11, який відрізняється тим, що зазначені ізолюючі краї деталі (26; 27; 28) можуть переміщатися горизонтально та вертикально.
13. Пристрій за пп. 11, 12, який відрізняється тим, що кожна з деталей (26), що ізолюють краї, складається з двох прямокутних пластин, паралельних смузі та зв'язаних бічною пластиною, розміщеною напроти країв смуги.
14. Пристрій за пп. 11, 13, який відрізняється тим, що кожна з деталей (27; 28), що ізолюють краї, складається з двох прямокутних пластин, розташованих під кутом до площини, в якій рухається смуга, та сполучених вздовж їх вертикального краю, розташованого напроти країв смуги.
15. Пристрій за п. 14, який відрізняється тим, що зазначені ізолюючі краї деталі (28) додатково включають засоби повернення (29), що сполучають зазначені прямокутні пластини, зазначені прямокутні пластини знаходяться під достатнім кутом до площини, в якій рухається смуга, щоб знаходитися у контакті з бічними частинами зазначених ізолюючих камер (21, 22).
16. Пристрій за пп. 6-9, який відрізняється тим, що включає ізолюючі краї деталі, розміщені між зазначеними ізолюючими камерами (11, 12; 21, 22; 31, 32), напроти країв смуги, і які проходять так, що знаходяться напроти частини вихідного отвору зазначених насадок обдування (3).
17. Пристрій за пп. 6-16, який відрізняється тим, що зазначені насадки обдування (3) забезпечені одним вихідним отвором у формі подовжньої щілини шириною, що дорівнює принаймні ширині смуги, яку покривають.
18. Ізольований пристрій обдування (10; 20; 30) за будь-яким з пп. 6-17.
Текст
Реферат: Предметом винаходу є спосіб виготовлення металевої смуги з антикорозійним металевим покриттям, що включає стадії, які полягають в: пропусканні металевої смуги через ванну розплавленого металу, потім обдуванні покритої металевої смуги за допомогою насадок, які розпилюють газ з кожного боку смуги, а окислювальна здатність зазначеного газу, нижча, ніж атмосфери, яка складається з 4 об. % кисню і 96 об. % азоту, і потім пропусканні смуги через ізолюючу зону, обмежену: - в основі, лінією обдування та верхньою поверхнею зазначених насадок обдування - зверху, верхньою частиною двох ізолюючих камер, розміщених з кожного боку смуги безпосередньо вище зазначених насадок і заввишки принаймні 10 см відносно лінії обдування та - по сторонах, бічними частинами зазначених ізолюючих камер, окислювальна здатність атмосфери у зазначеній ізолюючій зоні, нижча, ніж атмосфери, що складається з 4 об. % кисню та 96 об. % азоту, і вища, ніж атмосфери, що складається з 0,15 об. % кисню та 99,85 об. % азоту, так само як пристрій для нанесення покриття і пристрої ізолюючого обдування (10; 20; 30) для здійснення цього способу. UA 108611 C2 (12) UA 108611 C2 UA 108611 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Винахід належить до виготовлення металевої смуги з покращеним зовнішнім виглядом, точніше до способу виготовлення деталей корпусу наземних автотранспортних засобів, проте не обмеженому ними. Рівень техніки Сталевий лист, призначений для виготовлення деталей наземних автотранспортних засобів, зазвичай покритий металевим шаром на основі цинку для захисту від корозії, нанесеним або гарячим покриттям, шляхом занурення в розплав у ванні на основі рідкого цинку, або електроосадженням в електролітичній ванні, що містить іони цинку. Оцинкований лист, призначений для виготовлення деталей корпусу, потім підлягає операції формування та збирання для формування кузова без фарбування та ґрунтовки, який потім покривають, принаймні, одним шаром фарби, забезпечуючи таким чином кращий захист від корозії та привабливий зовнішній вигляд. З цією метою, традиційно, виробники автомобілів спочатку наносять катафоретичне покриття на кузов без фарбування та ґрунтовки, подальший шар ґрунтовки, основний шар фарби та необов'язкове лакофарбне покриття. Для отримання задовільного зовнішнього вигляду забарвленої поверхні загальною практикою є нанесення фарби загальною товщиною 90-120 мкм, що складається, наприклад, з 20–30 мкм катафоретичного покриття, 40-50 мкм ґрунтовки та 30-40 мкм основного шару фарби. Для зниження товщини системи забарвлення до менше, ніж 90 мкм, деякі виробники автомобілів запропонували або обійтися без стадії катафореза або скоротити кількість шарів фарби, щоб збільшити продуктивність. Проте в даний час це зниження товщини системи забарвлення завжди йде в збиток кінцевому зовнішньому вигляду забарвленої поверхні деталі і не впроваджено в промислове виробництво. Причина в тому, що поверхня покриттів на основі цинку, які слугують основною підкладкою, має так звану "хвилястість", яка в даний час може бути компенсована тільки товстими шарами фарби із загрозою отримання так званої "апельсинової кірки" в зовнішньому вигляді, що неприпустимо для деталей корпусу. Хвилястість поверхні W є невеликою псевдоперіодичною геометричною неоднорідністю з досить великою довжиною хвилі (0,8-10 мм), яка відрізняється від шорсткості R, яка відповідає геометричним неоднорідностям з коротшими довжинами хвиль (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a coated metal strip with an improved appearance
Автори англійськоюDiez, Luc, Mataigne, Jean-Michel, Orsal, Bertrand, Saint Raymond, Hubert
Автори російськоюДиз Люк, Матень Жан-Мишель, Орсаль Бертран, Сен Реймон Юбер
МПК / Мітки
МПК: C23C 2/20
Мітки: покращеним, виглядом, покриттям, спосіб, металевої, виготовлення, зовнішнім, смуги
Код посилання
<a href="https://ua.patents.su/14-108611-sposib-vigotovlennya-metalevo-smugi-z-pokrittyam-iz-pokrashhenim-zovnishnim-viglyadom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевої смуги з покриттям із покращеним зовнішнім виглядом</a>
Спосіб виготовлення металевої смуги, металева смуга та металева деталь, які містять покриття, з покращеною якістю поверхні
Номер патенту: 107326
Опубліковано: 25.12.2014
Автори: Діз Люк, Матень Жан-Мішель
Мітки: поверхні, металева, покращеною, металевої, спосіб, смуга, смуги, якістю, покриття, виготовлення, містять, деталь
Формула / Реферат:
1. Спосіб виготовлення металевої смуги з антикорозійним покриттям, який містить наступні етапи:металеву смугу пропускають через ванну розплавленого сплаву на основі цинку, який містить від 2 мас. % до 8 мас. % алюмінію, від 0 до 5 мас. % магнію і до 0,3 мас. % легуючих елементів, при цьому решту складає цинк і неминучі домішки, при цьому вказану ванну підтримують при температурі в межах від 350 °C до...
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Лоран Жан-Пьєр, Деврок Жак
МПК: C23F 17/00, C23C 22/78
Мітки: спосіб, покриттям, деталі, сталевої, смуги, вказаної, застосування, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Спосіб виготовлення нециліндричного м’ясного виробу з зовнішнім жировим покриттям, що має постійний поперечний переріз
Номер патенту: 2151
Опубліковано: 26.12.1994
Автори: Девід Джон Джол, Девід Вилсон, Бернард Тревор Метьюз, Хабіб Мохамед Зіауддін
Мітки: переріз, виробу, постійний, зовнішнім, жировим, виготовлення, поперечний, м`ясного, має, покриттям, спосіб, нециліндричного
Формула / Реферат:
1. Способ изготовления нецилиндрического мясного изделия о наружным жировым покрытием, имеющего постоянное поперечное сечение , предусматривающий совместное экструдирование в оболочку посредством экструзионной головки цельных мясных мышц и слоя жира и замораживание, о т л и ч а ю щ и й с я тем, что, с целью придания изделию устойчивой формы мясного отруба, экструдирование производят на ленту конвейера, при этом используют зкструзионную...
Захисний елемент з залежним від кута зору спостереження зовнішнім виглядом
Номер патенту: 90872
Опубліковано: 10.06.2010
Автори: Шмід Метью, Дего Пьєр, Мюллер Едгар, Десплан Клод-Ален
МПК: B42D 15/00
Мітки: елемент, спостереження, зору, зовнішнім, захисний, виглядом, залежним, кута
Формула / Реферат:
1. Захисний елемент для цінних документів, правових або ідентифікаційних документів, для захисного маркування, фірмових товарів, який включає субстрат, який містить ознаки або інші видимі особливості у ньому або на його поверхні та принаймні на частині вищезгаданої поверхні субстрату, шар покриття, який включає пігментні лусочки у затвердлому, прозорому зв'язувальному матеріалі, причому вищезгадані пігментні лусочки у вищезгаданому шарі...
Спосіб прокатки металевої смуги
Номер патенту: 97261
Опубліковано: 25.01.2012
Автори: Мартіні Маркус, Хофер Вольфганг
МПК: B21B 37/68
Мітки: прокатки, металевої, смуги, спосіб
Формула / Реферат:
1. Спосіб прокатки металевої смуги (4), яка має головну частину (10) і хвостову частину (11),- при цьому металеву смугу (4), починаючи з головної частини (10), прокатують в прокатній кліті (1) прокатного механізму між верхньою і нижньою системами (2, 3) валків прокатної кліті (1),- при цьому контролюють, чи досягла хвостова частина (11) металевої смуги (4) пункту перемикання (12), розташованого у напрямі прокатки (х) перед...
Попередній патент: Антивірусні сполуки та фармацевтична композиція, що містить ці антивірусні сполуки
Наступний патент: Спосіб отримання похідних пірипіропену
Випадковий патент: Спосіб і установка для відбору тепла із стічних вод