Спосіб прокатки металевої смуги
Формула / Реферат
1. Спосіб прокатки металевої смуги (4), яка має головну частину (10) і хвостову частину (11),
- при цьому металеву смугу (4), починаючи з головної частини (10), прокатують в прокатній кліті (1) прокатного механізму між верхньою і нижньою системами (2, 3) валків прокатної кліті (1),
- при цьому контролюють, чи досягла хвостова частина (11) металевої смуги (4) пункту перемикання (12), розташованого у напрямі прокатки (х) перед прокатною кліттю (1),
- при цьому системам (2, 3) валків, починаючи з моменту, до якого хвостова частина (11) металевої смуги (4) досягає пункту перемикання (12) (момент перемикання), за допомогою виконавчого механізму (5) надають згинального зусилля (F), яке розсовує системи (2, 3) валків і величина якого щонайменше дорівнює величині мінімального зусилля (Fmin),
- при цьому величина мінімального зусилля (Fmin) щонайменше дорівнює величині зусилля балансування верхньої системи (2) валків,
який відрізняється тим, що мінімальне зусилля (Fmin) встановлюють залежно від параметрів металевої смуги (4) і/або робочих параметрів прокатного механізму.
2. Спосіб прокатки за п. 1, який відрізняється тим, що металева смуга (4) затиснена між прокатною кліттю (1) і елементом затримки (13), розташованим у напрямі (х) прокатки перед прокатною кліттю (1).
3. Спосіб прокатки за п. 2, який відрізняється тим, що пункт перемикання (12) розташований у напрямі (х) прокатки між прокатною кліттю (1) і елементом затримки (13).
4. Спосіб прокатки за п. 2, який відрізняється тим, що пункт перемикання (12) розташований у напрямі (х) прокатки перед елементом затримки (13).
5. Спосіб прокатки за одним із пп. 1-4, який відрізняється тим, що перевіряють, чи надано вже виконавчим механізмом (5) системам (2, 3) валків до моменту перемикання згинального зусилля (F), яке розсовує системи (2, 3) валків і величина якого щонайменше дорівнює величині мінімального зусилля (Fmin), і у разі позитивної відповіді це згинальне зусилля (F) зберігають, а у разі негативної відповіді згинальне зусилля (F) підвищують до величини мінімального зусилля (Fmin).
6. Спосіб прокатки за одним із пп. 1-5, який відрізняється тим, що пункт перемикання (12) встановлюють залежно від параметрів металевої смуги (4) і/або робочих параметрів прокатного механізму.
7. Спосіб прокатки за одним із пп. 1-6, який відрізняється тим, що виконавчий пристрій (5) містить ділильний виконавчий пристрій (14) з боку приводу і ділильний виконавчий пристрій (15) з робочого боку, при цьому в процесі прокатки металевої смуги (4) функціональну характеристику параметрів металевої смуги (4) і/або робочих параметрів прокатного механізму реєструють впоперек напряму (х) прокатки і залежно від отриманої функціональної характеристики встановлюють розподіл згинального зусилля (F) на ділильні виконавчі пристрої (14, 15) з боку приводу і з робочого боку.
8. Носій даних, на якому в машинозчитуваній формі записано машинний код (9), при виконанні якого за допомогою пристрою управління (6) для прокатної кліті (1) здійснюється експлуатація прокатної кліті (1) способом за одним із пп. 1-7.
9. Пристрій управління для прокатної кліті (1), виконаний зі здатністю виконувати машинний код (9), записаний на носії даних за п. 8.
10. Прокатний механізм для прокатки металевої смуги (4), який містить щонайменше одну прокатну кліть (1) з однією верхньою і однією нижньою системами (2, 3) валків і виконавчий пристрій (5) для надання системам (2, 3) валків згинального зусилля (F), причому управління прокатною кліттю (1) здійснюється за допомогою пристрою управління (6) за п. 9.
Текст
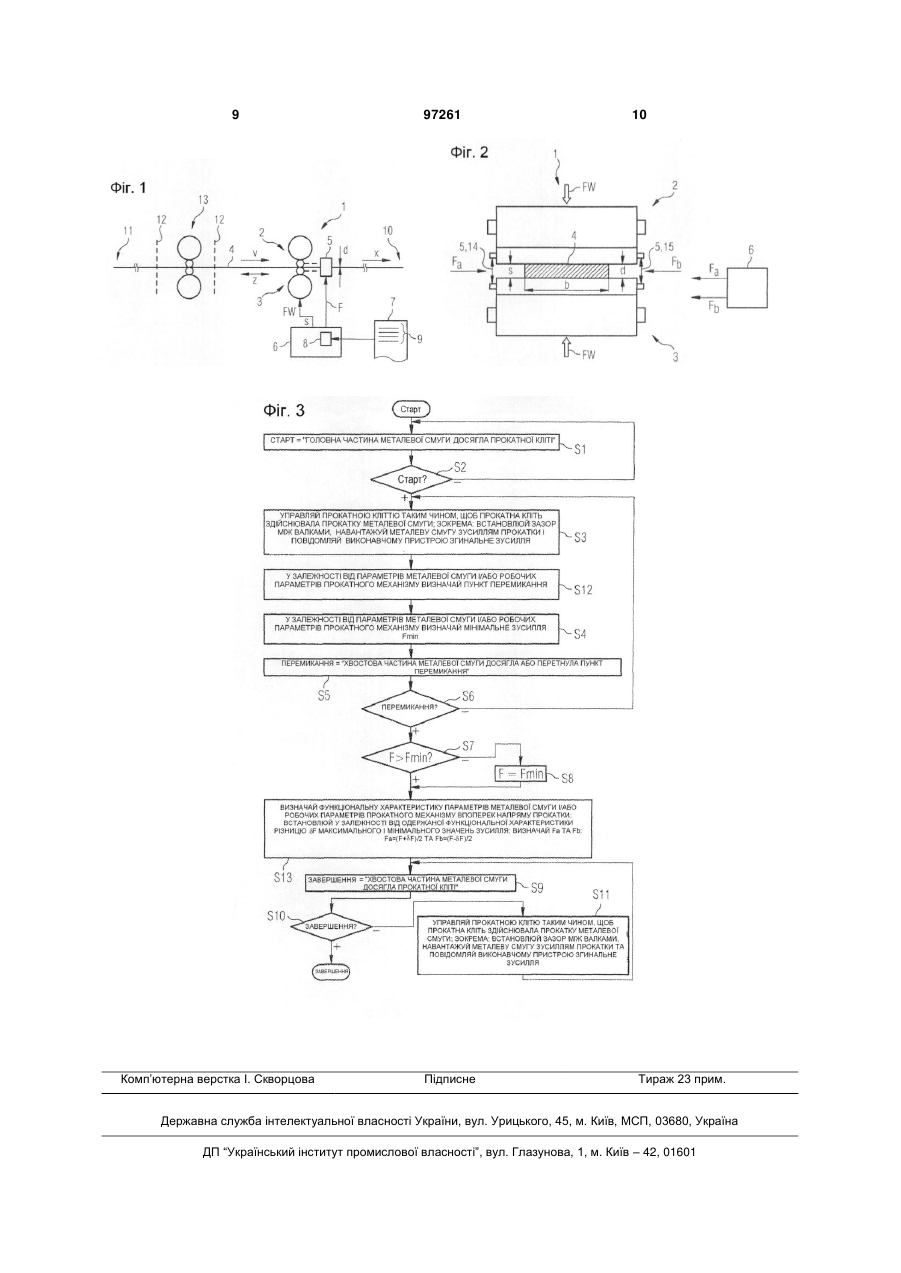
1. Спосіб прокатки металевої смуги (4), яка має головну частину (10) і хвостову частину (11), - при цьому металеву смугу (4), починаючи з головної частини (10), прокатують в прокатній кліті (1) прокатного механізму між верхньою і нижньою системами (2, 3) валків прокатної кліті (1), - при цьому контролюють, чи досягла хвостова частина (11) металевої смуги (4) пункту перемикання (12), розташованого у напрямі прокатки (х) перед прокатною кліттю (1), - при цьому системам (2, 3) валків, починаючи з моменту, до якого хвостова частина (11) металевої смуги (4) досягає пункту перемикання (12) (момент перемикання), за допомогою виконавчого механізму (5) надають згинального зусилля (F), яке розсовує системи (2, 3) валків і величина якого щонайменше дорівнює величині мінімального зусилля (Fmin), - при цьому величина мінімального зусилля (Fmin) щонайменше дорівнює величині зусилля балансування верхньої системи (2) валків, який відрізняється тим, що мінімальне зусилля (Fmin) встановлюють залежно від параметрів металевої смуги (4) і/або робочих параметрів прокатного механізму. 2. Спосіб прокатки за п. 1, який відрізняється тим, що металева смуга (4) затиснена між прокатною кліттю (1) і елементом затримки (13), розташованим у напрямі (х) прокатки перед прокатною кліттю (1). 3. Спосіб прокатки за п. 2, який відрізняється тим, що пункт перемикання (12) розташований у на 2 (19) 1 3 Даний винахід стосується способу прокатки металевої смуги, яка має головну частину і хвостову частину, при цьому металеву смугу, починаючи з головної частини, прокатують в прокатній кліті прокатного механізму між верхньою і нижньою системами валків прокатної кліті. Даний винахід стосується також комп'ютерної програми, що включає машинний код, виконання якої за допомогою пристрою управління для прокатної кліті сприяє експлуатації прокатної кліті згідно з таким способом прокатки. Далі даний винахід стосується носія даних, на якому записана така комп'ютерна програма. Даний винахід стосується також пристрою управління для прокатної кліті, в якому закладена така комп'ютерна програма, при цьому пристрій управління здатний здійснювати комп'ютерну програму. Нарешті, даний винахід стосується прокатного механізму для прокатки металевої смуги, який містить щонайменше одну прокатну кліть з однією верхньою і однією нижньою системами валків, а також виконавчий механізм для передачі системам валків згинального зусилля, при цьому управління прокатною кліттю здійснюється за допомогою пристрою управління описаного вище типу. Описані вище об'єкти широко відомі. Зокрема, кожен звичайний процес прокатки здійснюється вищеописаним способом, чи запрограмовані пристрої управління для прокатних клітей і чи виконаний прокатний механізм так, як описано вище. При виробництві металевої смуги, зокрема, гарячекатаної металевої смуги в прокатному стані може виникнути проблема в тому, що хвостова частина металевої смуги викришується збоку. Таким чином, може виникнути проблема, яка полягає в тому, що безпосередньо бажане, встановлене по центру проходження металевої смуги і тим самим безпроблемне для процесу прокатки функціонування прокатного механізму не гарантоване. Викришування металевої смуги збоку може бути викликане різними фізичними залежностями. Прикладами таких залежностей є несиметрична характеристика напруги при натягненні по ширині металевої смуги, клиновидний поперечний переріз металевої смуги, похиле положення робочих валків, несиметрична форма робочих валків і так далі. Для того, щоб уникнути викришування металевої смуги збоку і пов'язаних з цим недоліків, в рівні техніки відомий прийом, який полягає в тому, що з боку входу прокатної кліті знижують натягнення металевої смуги до нуля. Зниження натягнення можна здійснити, наприклад, шляхом зниження петлепідіймача, встановленого між однією прокатною кліттю і наступною, розташованою вище по руху прокатною кліттю. Альтернативно, може бути також повністю або частково розкритий зазор між валками розташованою вище по руху прокатної кліті. Цьому методу властивий недолік, який полягає в тому, що він безпосередньо впливає на процес прокатки як такий. Зокрема, зниження натягнення приводить до інтенсивнішої прокатки металевої смуги в прокатній кліті. Розкриття 97261 4 розташованої вище по руху прокатної кліті приводить навіть до того, що здійснюваний, по суті, в цій вищерозташованій прокатній кліті процес прокатки повністю або частково не відбувається. Інші прийняті в рівні техніки заходи полягають в тому, що перед або позаду прокатної кліті розміщують сегментовані тягомірні ролики, тобто петлепідіймачи, за допомогою яких може реєструватися напруга при натягненні по ширині металевої смуги. Зареєстрована напруга при натягненні може в цьому випадку служити основою регулювання, протидіючого бічному викришуванню металевої смуги. Проте сегментовані тягомірні ролики є дуже коштовними. Крім того, ефективність цього заходу експериментально не обгрунтована. З JP 11267728 А відомий спосіб прокатки названого вище типу, при якому контролюють, чи досягла хвостова частина металевої смуги пункту перемикання, розташованого у напрямі прокатки перед прокатною кліттю, і чи повідомлено системам валків, починаючи з моменту, до якого хвостова частина металевої смуги досягає пункту перемикання (момент перемикання), за допомогою виконавчого механізму згинальне зусилля, яке розсовує системи валків і яке має таку ж величину, як і зусилля балансування верхньої системи валків. Зусиллям балансування верхньої системи валків є вага, яка має бути компенсована для того, щоб утримувати верхню систему валків у збалансованому стані, тобто, щоб запобігти опусканню верхньої системи валків на нижню систему валків. З JP 07144211 А відомий спосіб прокатки, при якому режим роботи прокатного механізму перемикається до моменту, до якого хвостова частина металевої смуги проходить вимірювальний пристрій, встановлений між прокатною кліттю і елементом затримки металевої смуги, розташованим відносно прокатної кліті у напрямі прокатки вище за рухом. Задача даного винаходу полягає у створенні способу прокатки і пов'язаних з ним об'єктів (комп'ютерної програми, носія даних, пристрою управління, прокатного механізму), які дозволяють оптимально протидіяти бічному викришуванню металевої смуги, без виявлення негативної дії на процес прокатки. Задача технологічно вирішується завдяки тому, що системі валків з моменту перемикання повідомляють згинальне зусилля, яке розсовує систему валків і має щонайменше таку ж величину, що і мінімальне зусилля. Мінімальне зусилля при цьому має щонайменше таку ж величину, що і зусилля балансування верхньої системи валків. Воно визначається, згідно з винаходом, залежно від параметрів металевої смуги і/або робочих параметрів прокатного механізму. У зв'язку з цим задача у програмно-технічному відношенні вирішується за допомогою комп'ютерної програми, що містить машинний код, виконання якої за допомогою пристрою управління для прокатної кліті сприяє експлуатації прокатної кліті згідно з таким способом прокатки. 5 Задача вирішується далі за допомогою носія даних, на якому в машинозчитувальній формі записана така комп'ютерна програма. Що стосується оснащення, задача вирішується за допомогою пристрою управління для прокатної кліті, в якому закладена така комп'ютерна програма, здійснювана пристроєм управління. Нарешті, відносно оснащення задача вирішується також за допомогою прокатного механізму названого вище типу, в якому управління прокатною кліттю здійснюється за допомогою пристрою управління названого останнім типу. У більшості процесів прокатки металева смуга закріплена між прокатною кліттю і елементом затримки, розташованим у напрямі прокатки вище за рухом. Елемент затримки, зі свого боку, також може бути прокатною кліттю. Пункт перемикання розташований у напрямі прокатки перед прокатною кліттю. Залежно від варіанту здійснення даного винаходу пункт перемикання може розташовуватися у напрямі прокатки між прокатною кліттю і елементом затримки або перед елементом затримки. Існує можливість проконтролювати, чи повідомлено вже виконавчим механізмом системам валків до моменту перемикання згинальне зусилля, що розсовує системи валків і має таку ж величину, як мінімальне зусилля. У разі позитивної відповіді це згинальне зусилля може бути збережене. У разі негативної відповіді згинальне зусилля підвищують до величини мінімального зусилля. Перевага цього методу полягає в тому, що процес прокатки може бути продовжений у незмінному вигляді, якщо згинальне зусилля вже має достатньо велику величину. Тільки в тому випадку, якщо згинальне зусилля недостатньо велике, його підвищують до величини мінімального зусилля. Можна встановлювати пункт перемикання постійним. Проте переважно визначати пункт перемикання залежно від параметрів металевої смуги і/або робочих параметрів прокатного механізму. Виконавчий пристрій містить, за всіма правилами, ділильний виконавчий пристрій з вхідного боку і ділильний виконавчий пристрій з робочого боку. Як правило, відбувається синхронне управління ділильним виконавчим пристроєм з вхідного і з робочого боку. Проте в окремих випадках може виявитися кращим, якщо в процесі прокатки металевої смуги функціональну характеристику параметрів металевої смуги і/або робочих параметрів прокатного механізму реєструють впоперек напряму прокатки і залежно від отриманої функціональної характеристики встановлюють розподіл згинального зусилля на ділильний виконавчий пристрій з боку входу і з робочого боку. В цьому випадку може вийти несиметричний розподіл згинального зусилля на обидва ділильні виконавчі пристрої. Додаткові переваги і деталі виходять з подальшого опису прикладів здійснення у поєднанні з кресленнями. У зображенні у вигляді блок-схеми показують: фіг.1 - прокатний механізм у виді збоку, фіг.2 - розріз через прокатну кліть по лінії II-ІІ на фіг.1, і 97261 6 фіг.3 - блок-схема програми. Згідно з фіг.1 і 2, прокатний механізм містить щонайменше одну прокатну кліть 1. Прокатна кліть 1 містить верхню систему 2 валків і нижню систему 3 валків. Між системами 2, 3 валків здійснюється прокатка металевої смуги 4. Прокатна кліть 1 містить далі виконавчий пристрій 5. Виконавчий пристрій 5 діє на робочі валки систем 2, 3 валків. За допомогою виконавчого пристрою 5 на системи 2, 3 валків може передаватися згинальне зусилля F. Залежно від знаку згинального зусилля F виконавчий пристрій 5 розсовує або стискає системи 2, 3 валків. Прокатний механізм містить далі пристрій управління 6. Пристрій управління 6 призначено для управління прокатною кліттю 1. У пристрій управління б завантажують комп'ютерну програму 7, записану в носії даних 8 пристроїв управління 6. Носій даних 8 пристроїв управління 6 відповідає носію даних у значенні даного винаходу. Комп'ютерна програма 7 включає машинний код 9, виконуваний пристроєм управління 6. Якщо пристрій управління 6 виконує комп'ютерну програму 7, то він приводить в дію прокатну кліть 1 згідно із способом прокатки, який нижче детально пояснюється у зв'язку з фіг.3. Згідно з фіг.3, пристрій 6 управлінь, перш за все, встановлює на першому кроці S1 значення першої логічної змінної СТАРТ. Перша логічна змінна СТАРТ приймає значення «ІСТИНА» тільки тоді, коли головна частина 10 металевої смуги 4 досягла прокатної кліті 1. В кроці S2 пристрій управління 6 перевіряє значення першої логічної змінної СТАРТ. Залежно від результату перевірки пристрій управління 6 повертається до кроку S1 або переходить до кроку S3. В кроці S3 пристрій управління 6 управляє прокатною кліттю 1 таким чином, що прокатна кліть 1 здійснює прокатку металевої смуги 4. Управління прокатної кліті 1 за допомогою пристрою управління 6 сприяє, зокрема, тому, що встановлюється зазор s між валками і на металеву смугу 4 передається зусилля прокатки FW. Крім того, управління прокатною кліттю за допомогою пристрою управління 6 сприяє передачі виконавчому пристрою 5 згинального зусилля F. Значення згинального зусилля F встановлюється пристроєм управління б згідно з технологічними вимогами процесу прокатки. Значення може бути більше або менше зусилля балансування верхньої системи 2 валків. Воно може бути також негативним (тобто системи 2, 3 валків стискаються). У кроці S4 пристрій управління 6 встановлює мінімальне зусилля Fmin. Встановлення мінімального зусилля Fmin здійснюється залежно від параметрів металевої смуги 4 і/або робочих параметрів прокатного механізму. Прикладами параметрів металевої смуги 4 є властивості її матеріалу, її розміри і її температура. Прикладами робочих параметрів прокатного механізму є швидкість ν прокатки, знімання металу при проході через валки, натягнення Ζ (при необхідності як функція по ширині b металевої смуги) і інше. Мінімальне 7 зусилля Fmjn встановлюється в кроці S4 так, щоб воно по своїй величині було таким же, як зусилля балансування верхньої системи 2 валків. В кроці S5 пристрій управління 6 встановлює значення другої логічної змінної ПЕРЕМИКАННЯ. Друга логічна змінна ПЕРЕМИКАННЯ приймає значення «ІСТИНА» тільки тоді, коли хвостова частина 11 металевої смуги 4 досягла або перетнула пункт перемикання 12. Як видно, зокрема, з фіг.1, металева смуга 4 зазвичай закріплена між прокатною кліттю 1 і елементом 13 затримок, розташованим у напрямі χ прокатки вище за рухом. Елементом 13 затримок може служити, зокрема, навіть прокатна кліть. Пункт перемикання 12, див. знову ж таки фіг. 1, може розташовуватися у напрямі χ прокатки між прокатною кліттю 1 і елементом 13 затримок. Проте, альтернативно, можна також розмістити пункт перемикання 12 у напрямі χ прокатки перед елементом 13 затримок. Як приклад для обох цих випадків на фіг. 1 пункт перемикання 12 позначений штриховою лінією. В кроці S6 пристрій управління 6 перевіряє значення другої логічної змінної ПЕРЕМИКАННЯ. Залежно від результату перевірки пристрій управління 6 повертається до кроку S3 або переходить до кроку S7. В кроці S7 пристрій управління 6 перевіряє, чи більше по величині згинальне зусилля F, встановлене в кроці S3, мінімального зусилля F min. Якщо ні, то пристрій управління 6 в кроці S8 підвищує згинальне зусилля F до мінімального зусилля Fmin. Інакше не потрібно приймати ніяких мір. В цьому випадку може бути збережене згинальне зусилля F. В кроці S9 пристрій управління 6 встановлює значення третьої логічної змінної ЗАВЕРШЕННЯ. Третя логічна змінна набуває значення «ІСТИНА» тільки в тому випадку, якщо хвостова частина 11 металевої стрічки 4 досягає прокатної кліті 1. В кроці S10 пристрій управління 6 перевіряє значення третьої логічної змінної ЗАВЕРШЕННЯ. Залежно від результату перевірки пристрій управління 6 переходить до кроку S11 або завершує подальшу послідовність процесу. Крок S11 за змістом, по суті, відповідає кроку S3. Проте на відміну від кроку S3 в кроці S11 згинальне зусилля F більше не встановлюють, а тільки зберігають. Від кроку S11 пристрій управління 6 повертається до кроку S9. Згідно з прикладом здійснення по фіг.3 згинальне зусилля F підвищують до мінімального зусилля Fmin лише в тому випадку, якщо згинальне зусилля F менше мінімального зусилля Fmln. Інакше згинальне зусилля F зберігається. Альтернативно, можна було б завжди встановлювати згинальне зусилля F на мінімальне зусилля Fmin, тобто опустити крок S7 і завжди виконувати крок S8. Проте метод по фіг.3 є переважним. У зв'язку з фіг.3 нижче пояснюються два варіанти методу по фіг.3. Обидва варіанти представ 97261 8 лено на фіг.3 скомбінованими один з одним. Проте вони незалежні один від одного. Таким чином, вони можуть бути реалізовані окремо. Згідно з фіг.3, між кроками S3 і S4 введений крок S12. В кроці S12 пристрій управління 6 встановлює пункт перемикання 12. Визначення пункту перемикання 12 відбувається в ході здійснення кроку S12 залежно від параметрів металевої смуги 4 і/або робочих параметрів прокатного механізму. Параметри металевої смуги 4 і робочі параметри прокатного механізму можуть бути такими ж, які названі вище у зв'язку з визначенням мінімального зусилля Fmin. Крок S12 реалізує перший варіант методу по фіг.3. Згідно з фіг.3, кроку S12 передує крок S4. Проте, альтернативно, він міг би бути введений після кроку S4. Далі, згідно з фіг.3, кроку S13 передує крок S9. В кроці S13 пристрій управління 6 визначає функціональну характеристику параметрів металевої смуги 4 і/або робочих параметрів прокатного механізму впоперек напряму χ прокатки. Залежно від отриманої функціональної характеристики, зокрема, залежно від зусилля натягнення Ζ і зусилля прокатки FW, пристрій управління 6 в ході здійснення кроку S14 встановлює різницю 5F максимального і мінімального значень зусилля. Ділильний виконавчий механізм 14 на вході і ділильний виконавчий механізм 15 на робочій стороні виконавчого механізму 5 навантажуються згинальним зусиллям Fa на вході і згинальним зусиллям Fb на робочій стороні, при цьому дійсні залежності Fa+Fb=F і Fa-Fb=F. Тим самим, в результаті, в ході здійснення кроку S13 встановлюють розподіл згинального зусилля F на ділильний виконавчий механізм 14 на вході і ділильний виконавчий механізм 15 на робочій стороні. За допомогою даного винаходу можна, зокрема, добитися того, що можна запобігти підвищене обмеження металевої смуги на краях металевої смуги, і таким чином можна запобігти різного технологічного процесу на обох краях катаної металевої смуги. Інша перевага полягає в тому, що процес прокатки як такий вільний від будь-яких дій. Зокрема, залишається вільною від будь-яких дій товщина d металевої смуги 4, що виходить з прокатної кліті 1. Наслідком цього є, зокрема, вища продуктивність. Крім того, можуть бути зменшені механічні поверхневі пошкодження робочих валків і поверхні металевої смуги. Може бути також зменшений знос робочих валків. Завдяки цьому також підвищується продуктивність прокатного механізму. Приведений вище опис служить виключно для пояснення даного винаходу. Зате об'єм захисту даного винаходу повинен визначатися виключно прикладеною формулою винаходу. 9 Комп’ютерна верстка І. Скворцова 97261 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling metal strip
Автори англійськоюHofer, Wolfgang, Martini, Markus
Назва патенту російськоюСпособ прокатки металлической полосы
Автори російськоюХофер Вольфганг, Мартини Маркус
МПК / Мітки
МПК: B21B 37/68
Мітки: металевої, спосіб, смуги, прокатки
Код посилання
<a href="https://ua.patents.su/5-97261-sposib-prokatki-metalevo-smugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки металевої смуги</a>
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Остапенко Арнольд Леонтійович, Леонідов-Канєвський Євген Володимирович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
МПК: B21B 1/30, B21B 41/00, B21B 1/46
Мітки: спосіб, смуги, міні-стан, прокатки, гарячої, тонкої, здійснення
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Хогендорн Томас Мартінус, Бодін Андре
МПК: B21B 1/46, C21D 8/02, C21D 1/18, B21B 1/26
Мітки: смуги, виробництва, високоміцної, пристрій, сталевої, спосіб
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Номер патенту: 90514
Опубліковано: 11.05.2010
Автори: Копп Райнер, Ріхтер Ханс-Петер, Резе Хайнріх
МПК: B21C 37/00, B21B 27/02, B21B 1/08
Мітки: прокатна, спосіб, кліть, прокатки, стан, металевої, штаби, прокатній
Формула / Реферат:
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний...
Робоча кліть для прокатки смуги
Номер патенту: 64853
Опубліковано: 25.11.2011
Автори: Кисельов Олександр Григорович, Цівковський Олександр Григорович
МПК: B21B 13/00
Мітки: кліть, прокатки, робоча, смуги
Формула / Реферат:
1. Робоча кліть для прокатки смуги, що включає станину, у прорізях якої розміщені подушки із установленими у них шийками двох робочих валків, яка відрізняється тим, що прорізи станини у напрямку прокатки виконані зі скосами, що утворюють клинові напрямні, а подушки - з відповідними скосами, які утворюють відповідні клинові поверхні, що контактують зі згаданими клиновими напрямними, при цьому кліть оснащена індивідуальними приводами...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штаб, стані, спосіб, гарячої, прокатки, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Попередній патент: Привідний механізм і вузол для використання в пристрої для подачі ліків, пристрій для подачі ліків і спосіб виготовлення або збирання пристрою для подачі ліків
Наступний патент: Механічна лопата
Випадковий патент: Грильяж гречаний