Спосіб виготовлення колісної заготовки
Номер патенту: 103425
Опубліковано: 10.10.2013
Автори: Яковченко Олександр Васильович, Снітко Сергій Олександрович
Формула / Реферат
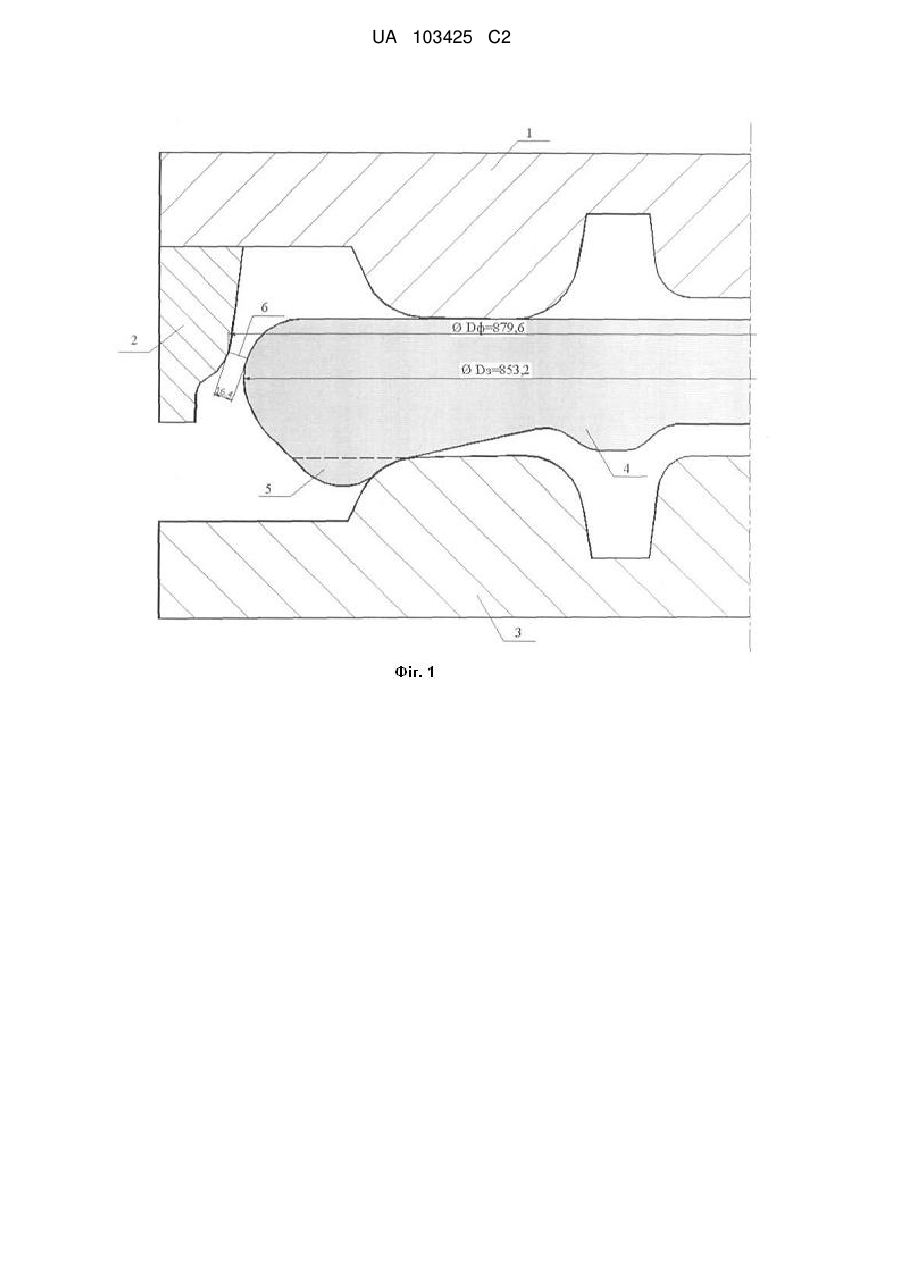
Спосіб виготовлення колісної заготовки, що включає осадку вихідної заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну, підготовку частини обода і зовнішньої бічної поверхні заготовки, що звужується до периферії, а також отримання з неї в формувальних штампах колісної заготовки, при цьому на початковому етапі в формувальних штампах виконують поступально-обертальне переміщення осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення ободу з диском з внутрішньої сторони колісної заготовки, до суміщення осі заготовки з віссю штампів, а потім виконують пластичну деформацію металу, в процесі якої внутрішню сторону колісної заготовки формують зі сторони осадженої і розігнаної заготовки з попередньо підготовленою частиною обода, який відрізняється тим, що діаметр D3 зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки створюють рівним: 0,96Dф≤D3≤0,98Dф,
де D3 - максимальний діаметр зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки;
Dф - діаметр формувального кільця в точці по його висоті, що відповідає мінімальному зазору між осадженою і розігнаною вісесиметричною заготовкою та формувальним кільцем, який виміряний по нормалі до робочої поверхні цього кільця, при співвісному розташуванні заготовки і формувальних штампів.
Текст
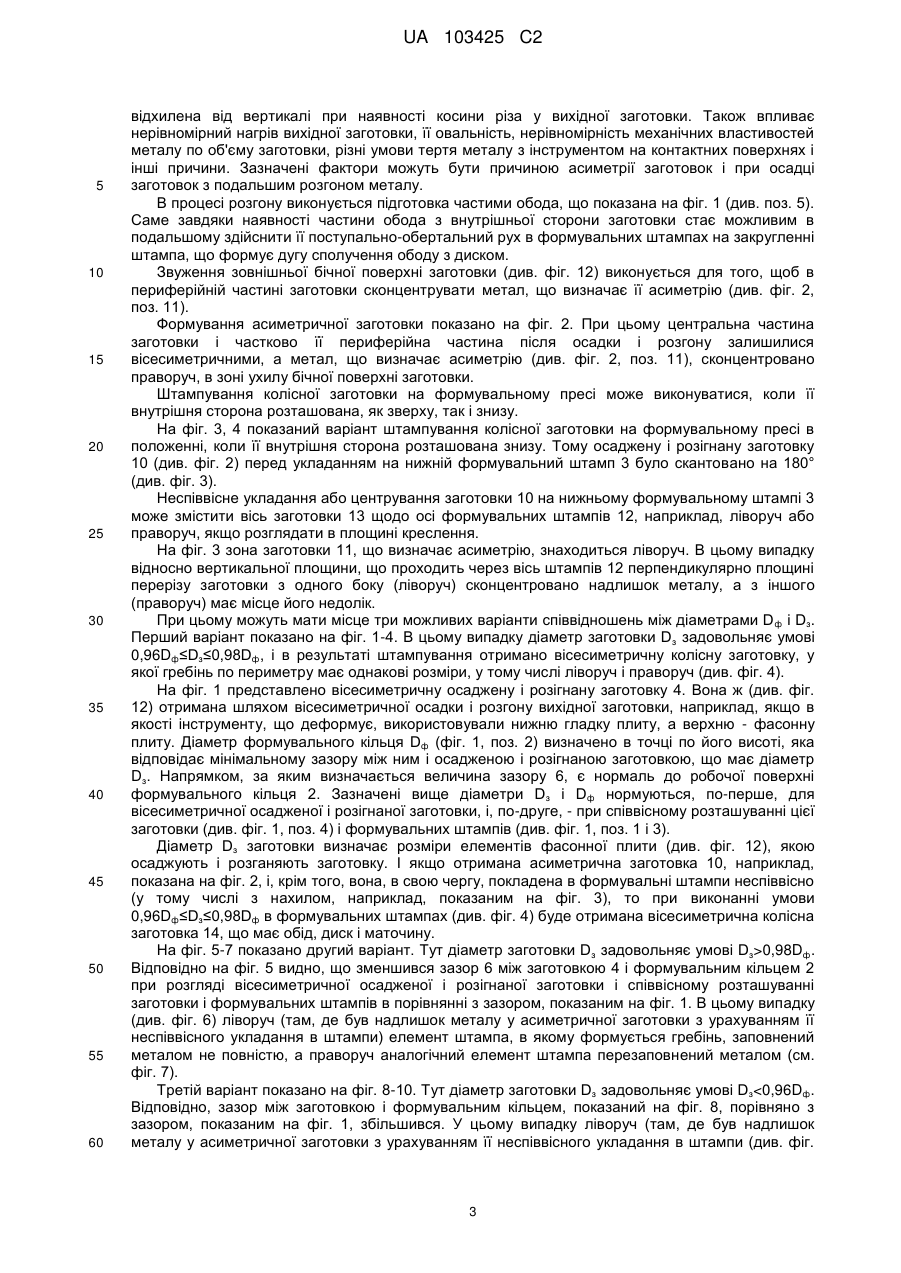
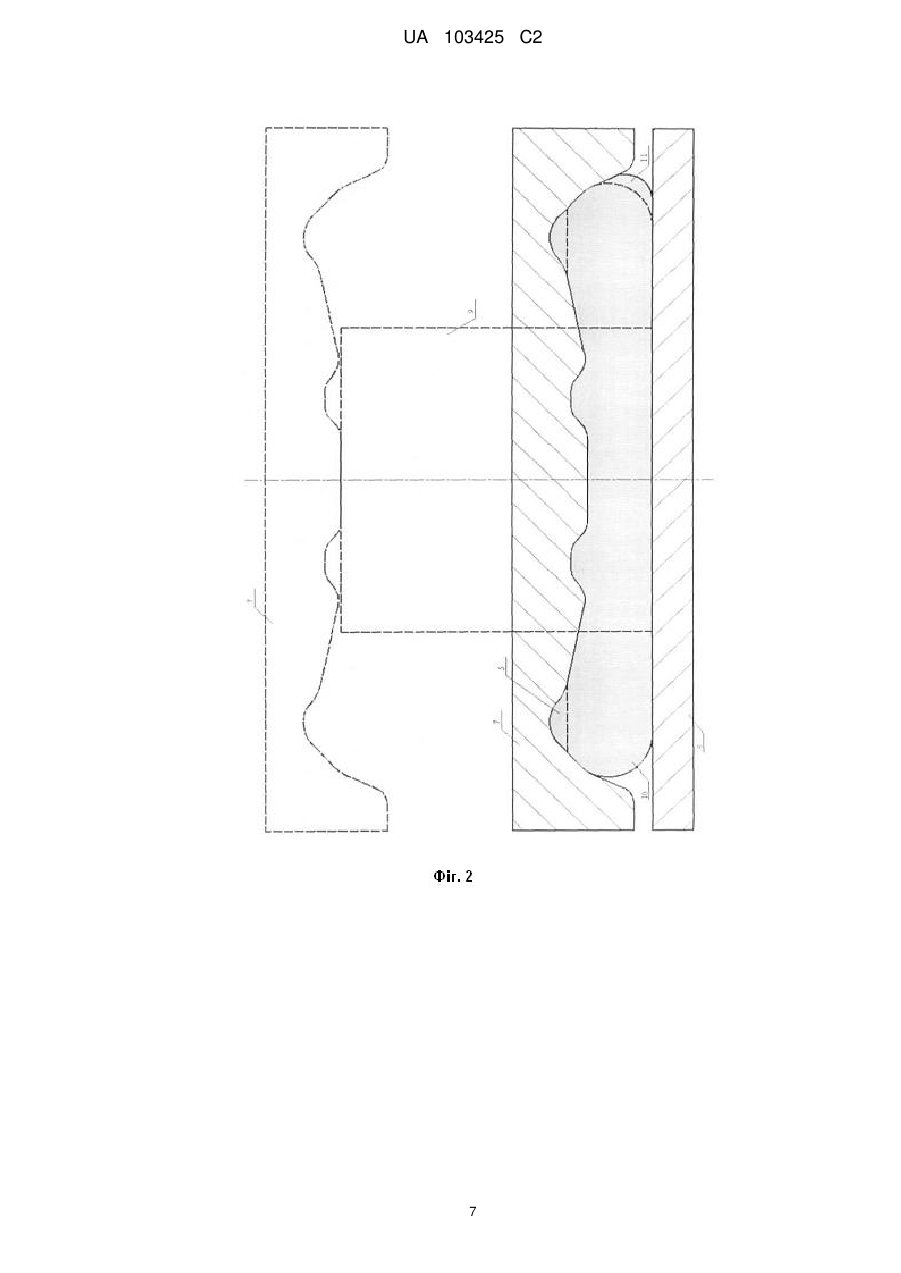
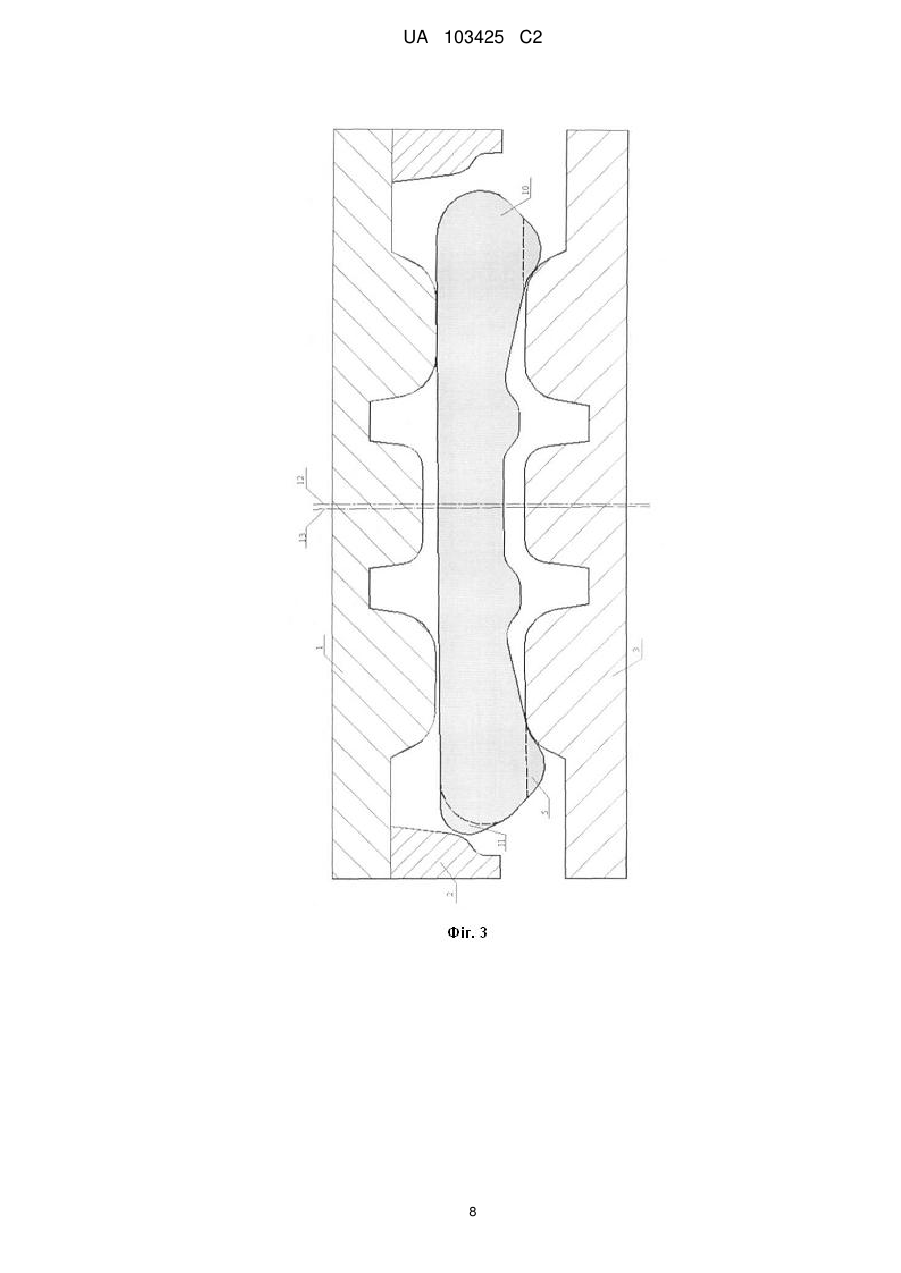
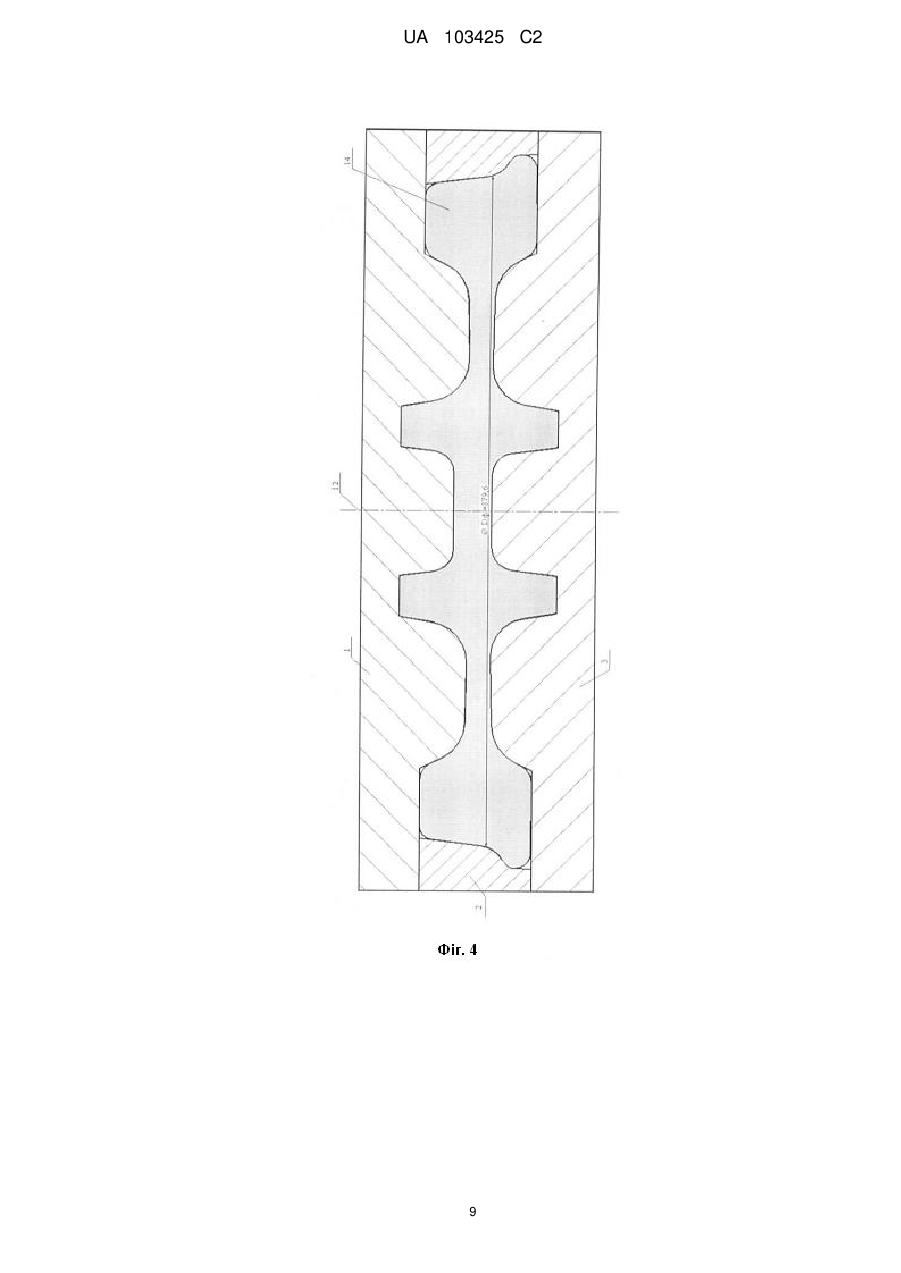
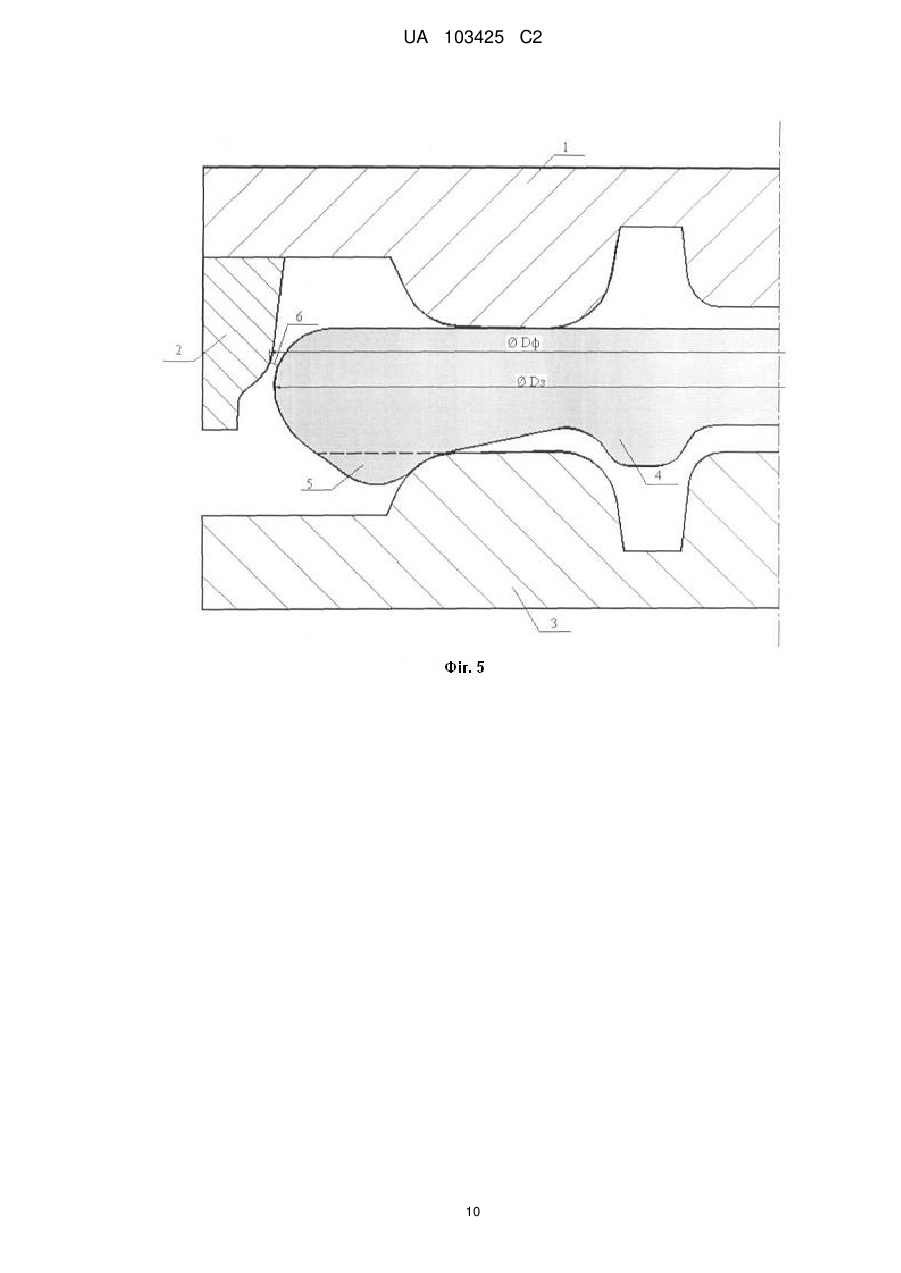
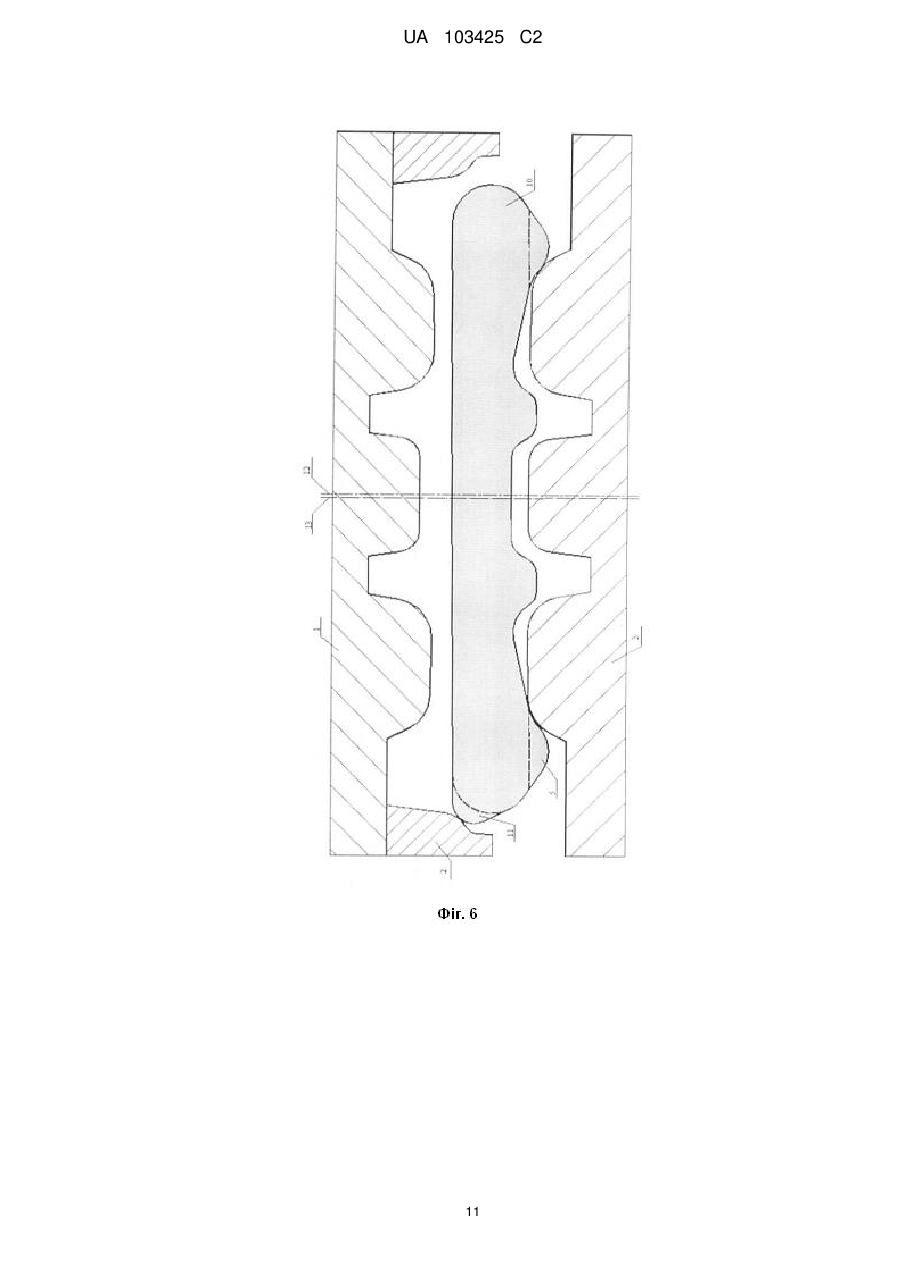
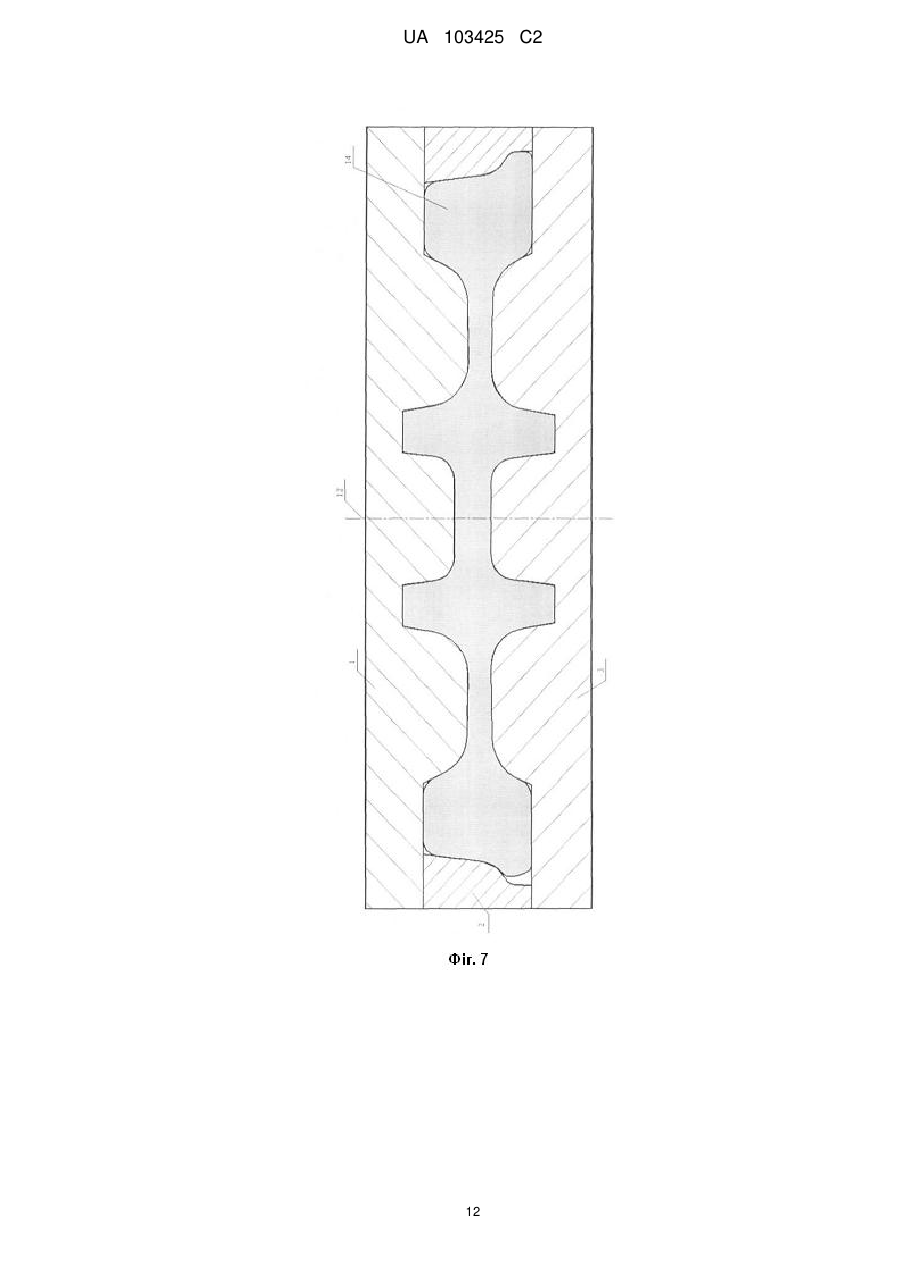
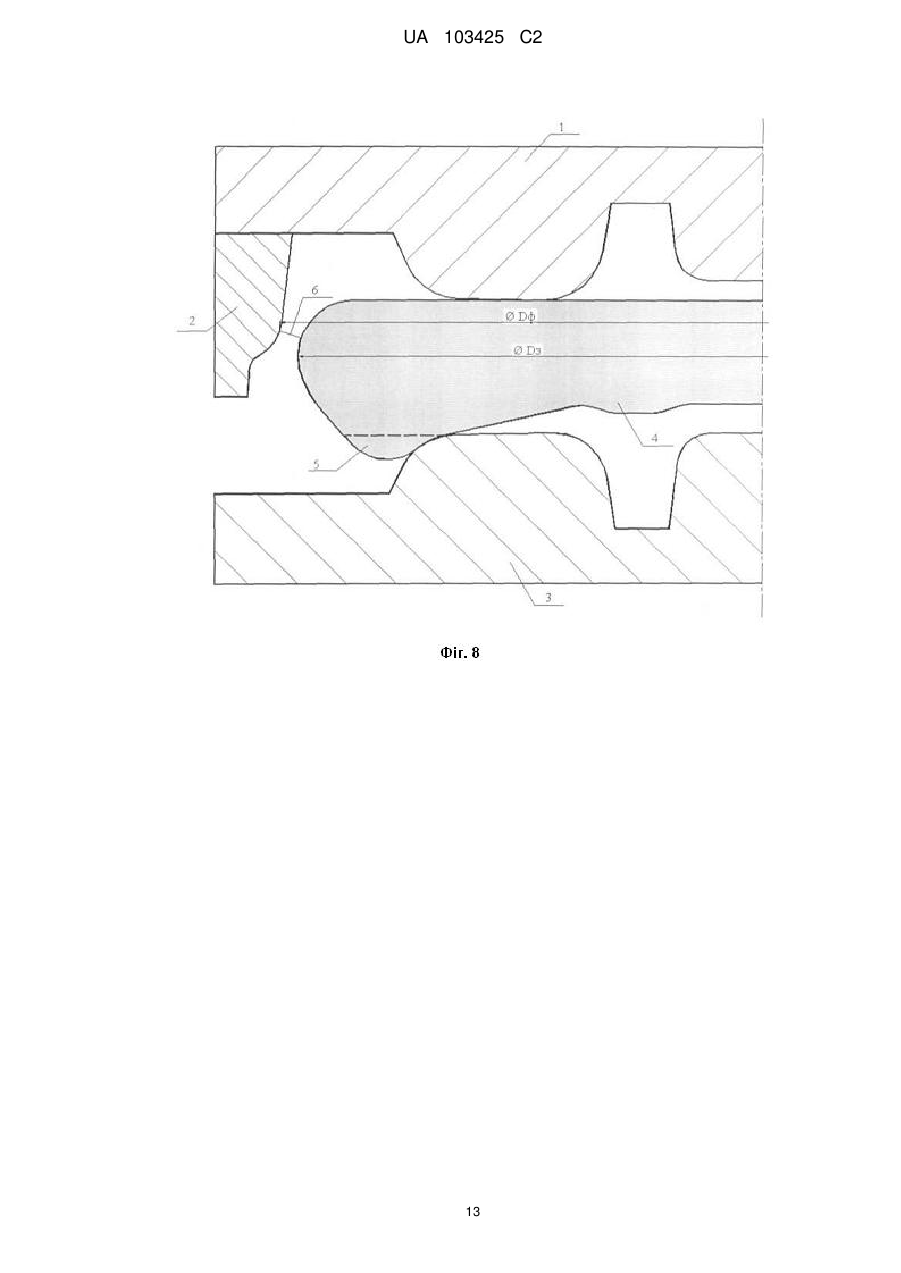
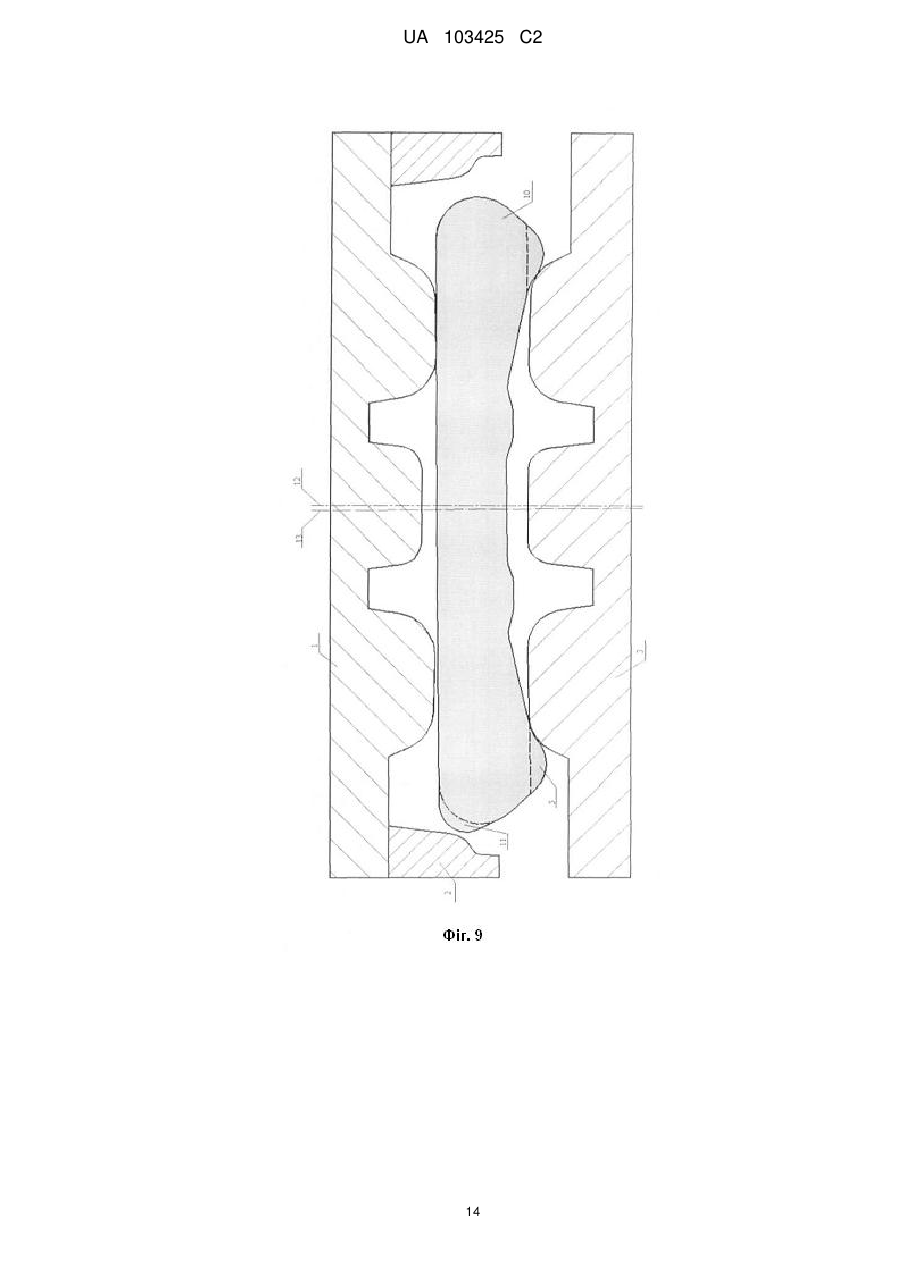
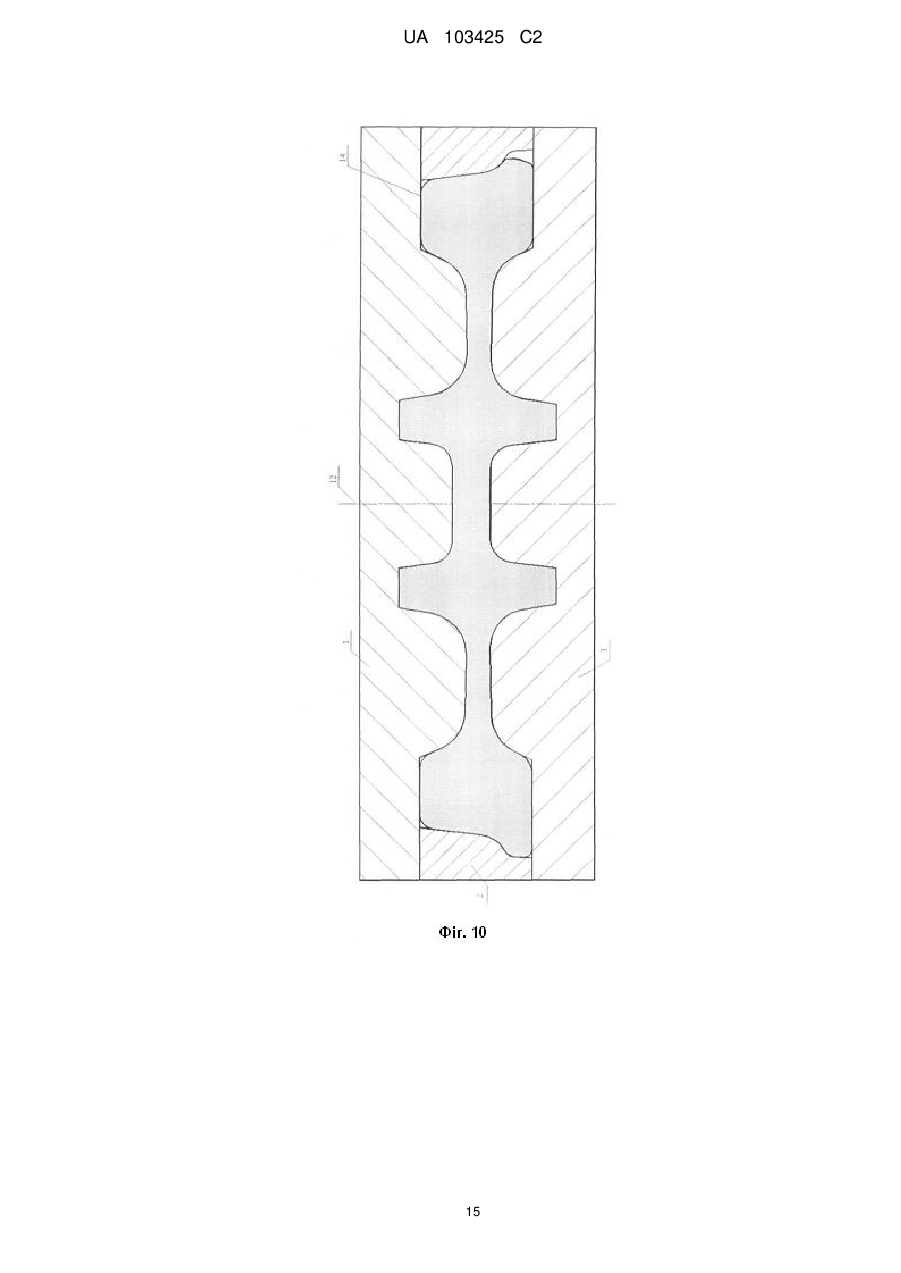
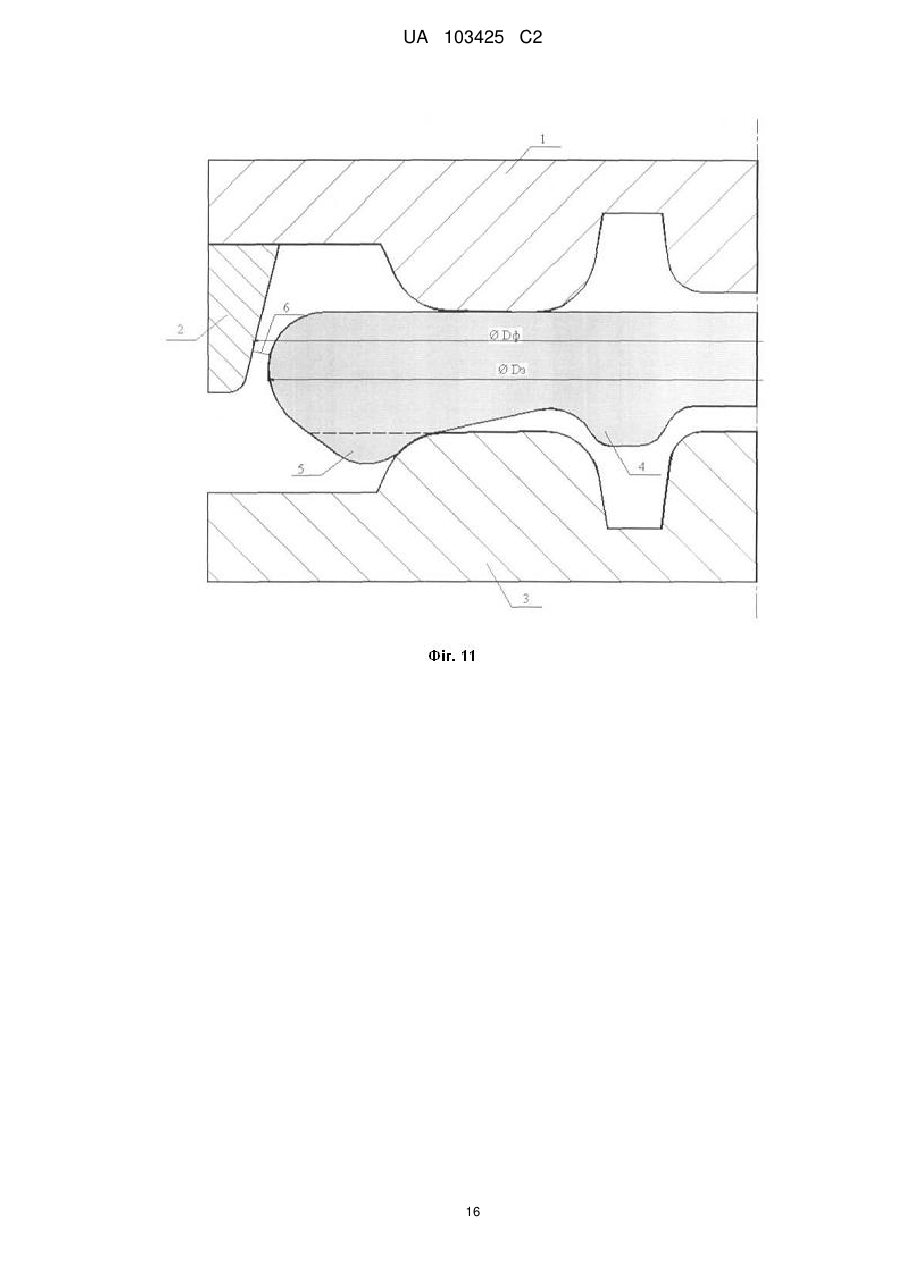
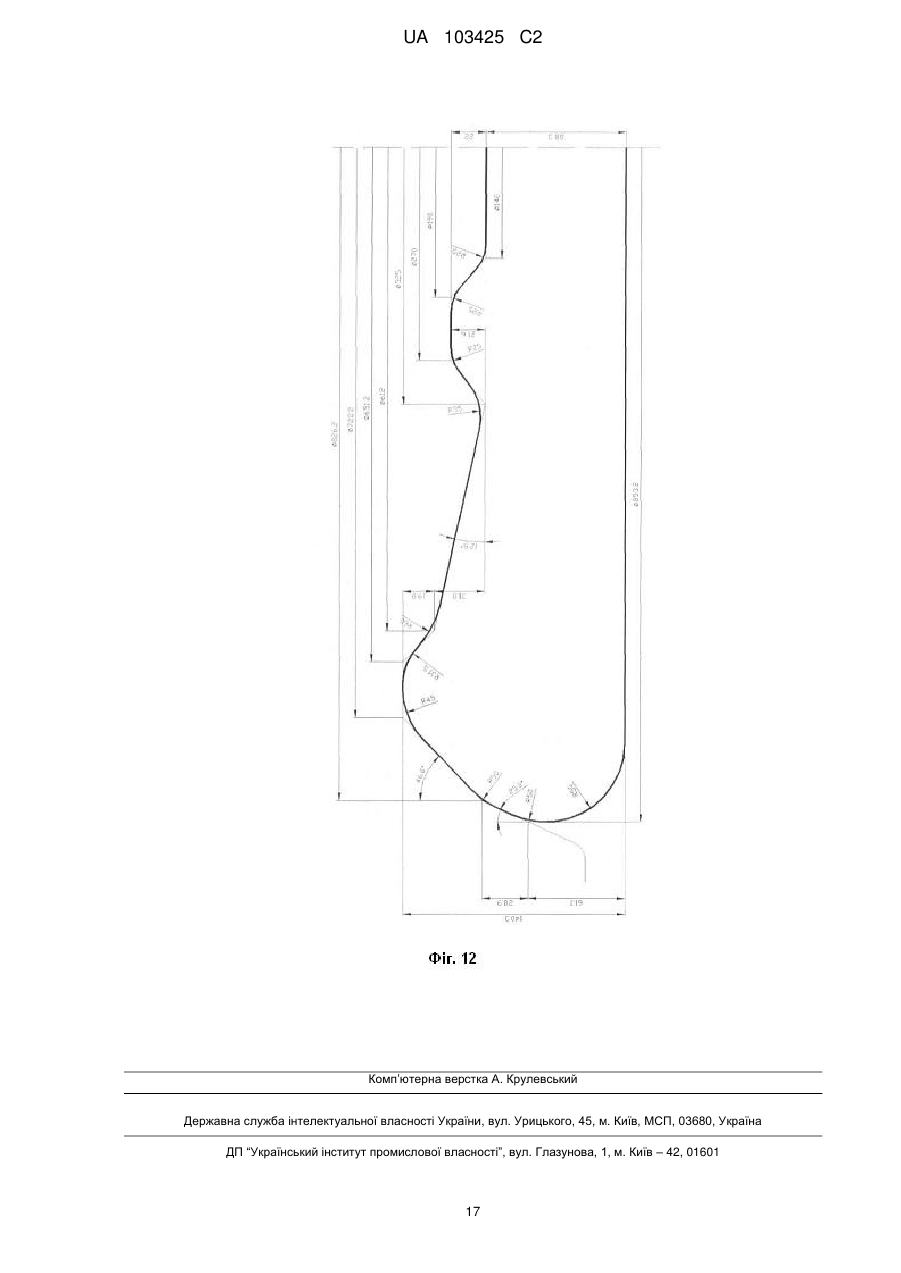
Реферат: Спосіб виготовлення колісної заготовки включає осадку вихідної заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну, підготовку частини обода і зовнішньої бічної поверхні заготовки, що звужується до периферії, а також отримання з неї в формувальних штампах колісної заготовки. На початковому етапі в формувальних штампах виконують поступально-обертальне переміщення осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення ободу з диском з внутрішньої сторони колісної заготовки, до суміщення осі заготовки з віссю штампів, а потім виконують пластичну деформацію металу. В процесі деформації металу внутрішню сторону колісної заготовки формують зі сторони осадженої і розігнаної заготовки з попередньо підготовленою частиною обода, діаметр D3 зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки створюють рівним: 0,96Dф≤D3≤0,98Dф, де D3 - максимальний діаметр зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки; Dф - діаметр формувального кільця в точці по його висоті, що відповідає мінімальному зазору між осадженою і розігнаною вісесиметричною заготовкою та формувальним кільцем, який виміряний по нормалі до робочої поверхні цього кільця при співвісному розташуванні заготовки і формувальних штампів. UA 103425 C2 (12) UA 103425 C2 UA 103425 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до обробки металів тиском, а саме до області гарячої осадки і об'ємного штампування, і призначений для використання при виробництві залізничних коліс. Відомий спосіб виготовлення колісної заготовки [Шифрин М.Ю., Соломович М.Я. Производство цельнокатаных колес и бандажей. - Μ.: "Металлургиздат", 1954, 500 с.], що включає на першому етапі осадку попередньо нагрітої заготовки на гладких плитах, потім її осадку і розгін в технологічному кільці і на заключному етапі штампування колісної заготовки в формувальних штампах. Для реалізації даного способу використовується центрування заготовки після її укладання на нижній формувальний штамп триважілевим центрувачем. Ця технологія не забезпечує збіг осі заготовки з віссю формувальних штампів. А штампування асиметрично покладеної заготовки призводить до незаповнення штампів з одного боку, їх переповнення з іншого і дає нестабільні розміри колісних заготовок і прокатаних Із них залізничних коліс, а також підвищену витрату металу. Найбільш близьким за технічною сутністю є вибраний як прототип спосіб виготовлення колісної заготовки [Пат. 79312UA, ΜΠΚ Β21Κ 1/28 B12S 1/00, В21Н1 1/00. Опубл. 11.06). 2007.], який включає осадку заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну та отримання колісної заготовки в формувальних штампах. В процесі розгону з однієї зі сторін заготовки виконують формування частини обода, що становить за об'ємом не менше 75 % від об'єму відповідної частини обода в відштампованій колісній заготовці. У процесі штампування формувальним кільцем зміщують заготовку в горизонтальній площині до суміщення осі заготовки з віссю штампів. Спосіб дозволяє сумістити вісь заготовки з віссю штампів в тому випадку, якщо вона укладена зі зміщенням. Але передбачається, що сама заготовка після осадки і розгону є вісесиметричною. Недоліком способу є неможливість виправлення асиметрії заготовки, отриманої в процесі осадки і розгону вихідної заготовки, що, зрештою, призводить до нестабільних розмірів колісних заготовок і підвищеної витрати металу при виробництві штампованих або штамповано-катаних залізничних коліс. До загальних ознак прототипу і способу виготовлення колісної заготовки, що заявляється, відносяться: 1) осадка заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну; 2) підготовка частини обода в процесі розгону металу з центральної частини заготовки в периферійну; 3) отримання колісної заготовки в формувальних штампах. В основу винаходу поставлена задача удосконалення способу виготовлення колісної заготовки шляхом усунення на етапі отримання колісної заготовки в формувальних штампах як зміщення осі заготовки щодо осі формувальних штампів, так і асиметрії самої заготовки, що забезпечує стабільність розмірів колісних заготовок і прокатаних із них коліс. Це дозволить зменшити номінальні припуски при проектуванні профілів коліс, величину їх обточування і, відповідно, знизити витрати металу. Поставлена задача вирішується за рахунок того, що в способі виготовлення колісної заготовки,що включає осадку вихідної заготовки з одночасним або подальшим розгоном металу з її центральної частини в периферійну, підготовку частини обода і зовнішньої бічної поверхні заготовки, що звужується до периферії, а також отримання з неї в формувальних штампах колісної заготовки, при цьому на початковому етапі в формувальних штампах виконують поступально-обертальне переміщення осадженої і розігнаної заготовки на закругленні штампа, що формує дугу сполучення ободу з диском з внутрішньої сторони колісної заготовки, до суміщення осі заготовки з віссю штампів, а потім виконують пластичну деформацію металу, в процесі якої внутрішню сторону колісної заготовки формують зі сторони осадженої і розігнаної заготовки з попередньо підготовленою частиною обода, згідно до винаходу, діаметр D3 зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки отримують рівним 0,96Dф≤Dз≤0,98Dф, де Dз - максимальний діаметр зовнішньої бічної поверхні осадженої і розігнаної вісесиметричної заготовки; Dф - діаметр формувального кільця в точці по його висоті, що відповідає мінімальному зазору між осадженою і розігнаною вісесиметричною заготовкою та формувальним кільцем, який виміряний по нормалі до робочої поверхні цього кільця при співвісному розташуванні заготовки і формувальних штампів. 1 UA 103425 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 1-12 показані контури вихідної заготовки, заготовки після осадки з розгоном і колісної заготовки, а також схеми осадки і поєднаного з нею розгону заготовки та штампування колісної заготовки, що має обід, диск і маточину: фіг. 1 - схема штампування вісесиметричної осадженої і розігнаної заготовки (що відповідає умові 0,96Dф≤Dз≤0,98Dф) в формувальних штампах (розглянуто перший момент штампування при співвісному розташуванні заготовки і штампів); фіг. 2 - схема осадки вихідної заготовки з одночасним розгоном (розглянуто варіант отримання асиметричної заготовки, що відповідає варіанту, коли 0,96D ф≤Dз≤0,98Dф); фіг. 3 - схема штампування асиметричної осадженої і розігнаної заготовки (що відповідає умові 0,96Dф≤Dз≤0,98Dф) в формувальних штампах (розглянуто перший момент штампування при неспіввісному розташуванні заготовки і штампів); фіг. 4 - схема штампування колісної заготовки (розглянуто останній момент штампування для варіанту, коли 0,96Dф≤Dз≤0,98Dф); фіг. 5 - схема штампування вісесиметричної осадженої і розігнаної заготовки (що відповідає умові Dз>0,98Dф) в формувальних штампах (розглянуто перший момент штампування при співвісному розташуванні заготовки і штампів); фіг. 6 - схема штампування асиметричної осадженої і розігнаної заготовки (що відповідає умові Dз>0,98Dф) в формувальних штампах (розглянуто перший момент штампування при неспіввісному розташуванні заготовки і штампів); фіг. 7 - схема штампування колісної заготовки (розглянуто останній момент штампування для варіанту, коли Dз>0,98Dф); фіг. 8 - схема штампування вісесиметричної осадженої і розігнаної заготовки (що відповідає умові Dз
ДивитисяДодаткова інформація
Автори англійськоюYakovchenko Oleksandr Vasyliovych
Автори російськоюЯковченко Александр Васильевич
МПК / Мітки
МПК: B21H 1/04, B21J 1/06, B21K 1/00
Мітки: спосіб, заготовки, колісної, виготовлення
Код посилання
<a href="https://ua.patents.su/19-103425-sposib-vigotovlennya-kolisno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення колісної заготовки</a>
Спосіб виготовлення колісних заготовок, що мають обід, диск і маточину
Номер патенту: 102152
Опубліковано: 10.06.2013
Автори: Пугач Олексій Олександрович, Івлєва Наталя Іванівна, Яковченко Олександр Васильович
МПК: B21H 1/04
Мітки: мають, спосіб, заготовок, колісних, обід, диск, виготовлення, маточину
Формула / Реферат:
Спосіб виготовлення колісної заготовки, що має обід, диск і маточину, який включає попередню осадку вихідної заготовки з одночасним або наступним розгоном металу з її центральної частини в периферійну, підготовку частини обода, виконання зовнішньої бічної поверхні заготовки, що звужується до периферії, і остаточне штампування колісної заготовки у формувальних штампах, який відрізняється тим, що внутрішню сторону колісної заготовки в процесі...
Спосіб виготовлення порожнистої осі колісної пари рухомого складу
Номер патенту: 16304
Опубліковано: 15.08.2006
Автори: Піменов Анатолій Романович, Анофрієв Василь Григорійович, Кукуй Давид Петрович, Рейдемейстер Геннадій Валеріанович, Костенко Анатолій Олександрович, Ілюкович Олександр Будимирович, Вакуленко Ігор Олексійович, Донченко Анатолій Володимирович, Перков Олег Миколайович, Лашко Анатолій Дмитрович
МПК: B61F 15/00
Мітки: виготовлення, рухомого, порожнистої, осі, складу, пари, колісної, спосіб
Формула / Реферат:
Спосіб виготовлення порожнистої осі колісної пари рухомого складу, при якому виконують гарячу профілюючу деформацію заготовки та чистову токарну обробку наскрізного отвору, який відрізняється тим, що отвір піддають чистовій токарній обробці з обох торців лише на відстань 22-23 % від загальної довжини осі, а збільшення діаметра складає 9-10 % від діаметра отвору після гарячої деформації.
Спосіб виготовлення вагонної осі колісної пари залізничного транспорту
Номер патенту: 55396
Опубліковано: 10.12.2010
Автор: Сидорчук Андрій Володимирович
МПК: C21D 9/28, B60B 35/00, C21D 8/00
Мітки: колісної, залізничного, виготовлення, пари, осі, спосіб, вагонної, транспорту
Формула / Реферат:
1. Спосіб виготовлення вагонної осі колісної пари залізничного транспорту, який включає послідовні операції гарячої деформації ливарної заготовка, охолодження її до температури нижче температури фазового перетворення 590 °С, нормалізації, правки при температурі 700-600 °С, рівномірного охолодження, чорнової механічної обробки, попереднього ультразвукового контролю, попередньої чистової механічної обробки, ущільнення шляхом прокачування...
Спосіб виготовлення гвинтової заготовки
Номер патенту: 70379
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Олендер Володимир Михайлович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гвинтової, спосіб, заготовки, виготовлення
Формула / Реферат:
Спосіб виготовлення гвинтової заготовки, що включає вирізування із листового прокату багатовиткової стрічкової спіралі з наступним формуванням гвинтової спіралі та калібруванням її на крок, який відрізняється тим, формування гвинтової спіралі здійснюють шляхом згинання на ребро багатовиткової стрічкової спіралі на роликовій профілезгинальній машині з одночасним калібруванням її на крок.
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною
Номер патенту: 86093
Опубліковано: 25.03.2009
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: колісних, ободом, заготовок, виготовлення, маточиною, диском, спосіб
Формула / Реферат:
Спосіб виготовлення колісних заготовок з ободом, диском і маточиною, що включає центрування заготовки в нижньому технологічному кільці, розгін центральної частини заготовки конусною плитою і штампування колісної заготовки у формувальних штампах, який відрізняється тим, що при розгоні центральної частини заготовки виключають осадку її периферійної частини за рахунок неповного впровадження конусної плити на глибину
Попередній патент: Спосіб виробництва пшенично-житнього хліба “севастопольський”
Наступний патент: Штучне живильне середовище для отримання гаплоїдів ячменю у культурі пиляків in vitro
Випадковий патент: Магнітний захват