Спосіб виготовлення виковків ступінчастих валів
Номер патенту: 15833
Опубліковано: 17.07.2006
Автори: Кисельов Олександр Григорович, Цівковський Олександр Григорович
Формула / Реферат
Спосіб виготовлення виковків ступінчастих валів, при якому злиток білітирують, осаджують, а потім протягують спочатку на квадратний переріз і повторно - на діаметр, після чого здійснюють додаткове протягування заготівки, який відрізняється тим, що додаткове протягування здійснюють поперечним вальцюванням двома рівнобіжними плитами, яким періодично надають радіальну подачу відносно заготівки і переміщують одну до одної для деформації зовнішньої поверхні заготівки багатопрохідним накачуванням.
Текст
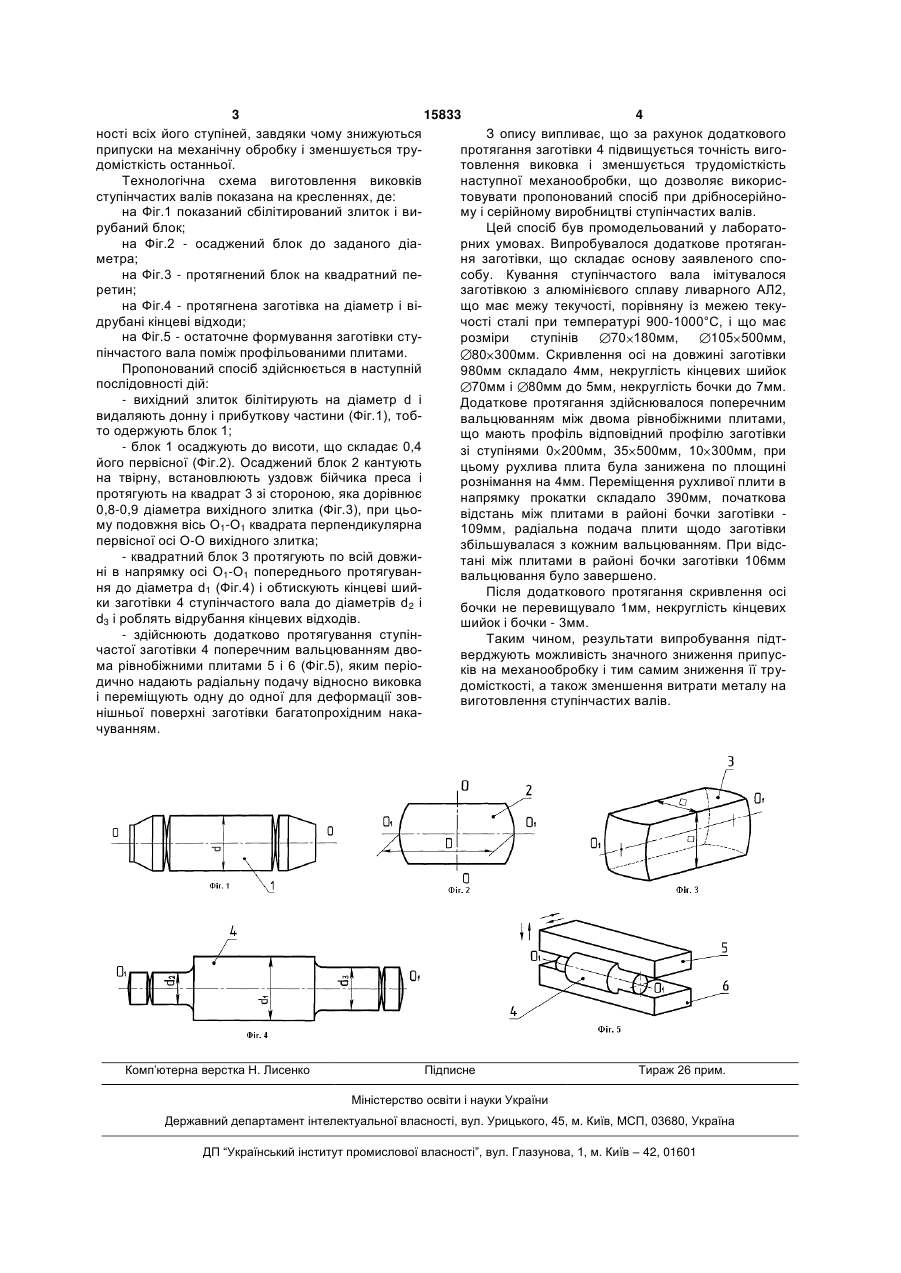
Спосіб виготовлення виковків ступінчастих валів, при якому злиток білітирують, осаджують, а 3 15833 4 ності всіх його ступіней, завдяки чому знижуються З опису випливає, що за рахунок додаткового припуски на механічну обробку і зменшується трупротягання заготівки 4 підвищується точність вигодомісткість останньої. товлення виковка і зменшується трудомісткість Технологічна схема виготовлення виковків наступної механообробки, що дозволяє викорисступінчастих валів показана на кресленнях, де: товувати пропонований спосіб при дрібносерійнона Фіг.1 показаний сбілітирований злиток і виму і серійному виробництві ступінчастих валів. рубаний блок; Цей спосіб був промодельований у лаборатона Фіг.2 - осаджений блок до заданого діарних умовах. Випробувалося додаткове протяганметра; ня заготівки, що складає основу заявленого спона Фіг.3 - протягнений блок на квадратний песобу. Кування ступінчастого вала імітувалося ретин; заготівкою з алюмінієвого сплаву ливарного АЛ2, на Фіг.4 - протягнена заготівка на діаметр і віщо має межу текучості, порівняну із межею текудрубані кінцеві відходи; чості сталі при температурі 900-1000°С, і що має на Фіг.5 - остаточне формування заготівки стурозміри ступінів 70 180мм, 105 500мм, пінчастого вала поміж профільованими плитами. 80 300мм. Скривлення осі на довжині заготівки Пропонований спосіб здійснюється в наступній 980мм складало 4мм, некруглість кінцевих шийок послідовності дій: 70мм і 80мм до 5мм, некруглість бочки до 7мм. - вихідний злиток білітирують на діаметр d і Додаткове протягання здійснювалося поперечним видаляють донну і прибуткову частини (Фіг.1), тобвальцюванням між двома рівнобіжними плитами, то одержують блок 1; що мають профіль відповідний профілю заготівки - блок 1 осаджують до висоти, що складає 0,4 зі ступінями 0 200мм, 35 500мм, 10 300мм, при його первісної (Фіг.2). Осаджений блок 2 кантують цьому рухлива плита була занижена по площині на твірну, встановлюють уздовж бійчика преса і рознімання на 4мм. Переміщення рухливої плити в протягують на квадрат 3 зі стороною, яка дорівнює напрямку прокатки складало 390мм, початкова 0,8-0,9 діаметра вихідного злитка (Фіг.3), при цьовідстань між плитами в районі бочки заготівки му подовжня вісь О1-О1 квадрата перпендикулярна 109мм, радіальна подача плити щодо заготівки первісної осі O-O вихідного злитка; збільшувалася з кожним вальцюванням. При відс- квадратний блок 3 протягують по всій довжитані між плитами в районі бочки заготівки 106мм ні в напрямку осі О1-О1 попереднього протягуванвальцювання було завершено. ня до діаметра d1 (Фіг.4) і обтискують кінцеві шийПісля додаткового протягання скривлення осі ки заготівки 4 ступінчастого вала до діаметрів d2 і бочки не перевищувало 1мм, некруглість кінцевих d3 і роблять відрубання кінцевих відходів. шийок і бочки - 3мм. - здійснюють додатково протягування ступінТаким чином, результати випробування підтчастої заготівки 4 поперечним вальцюванням двоверджують можливість значного зниження припусма рівнобіжними плитами 5 і 6 (Фіг.5), яким періоків на механообробку і тим самим зниження її трудично надають радіальну подачу відносно виковка домісткості, а також зменшення витрати металу на і переміщують одну до одної для деформації зоввиготовлення ступінчастих валів. нішньої поверхні заготівки багатопрохідним накачуванням. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of the forgings of stepped shafts
Автори англійськоюTsivkovskyi Oleksandr Hryhorovych, Kyseliov Oleksandr Hryhorovych
Назва патенту російськоюСпособ изготовления выковок ступенчатых валов
Автори російськоюЦивковский Александр Григорьевич, Киселев Александр Григорьевич
МПК / Мітки
МПК: B21J 1/04
Мітки: спосіб, виковків, ступінчастих, виготовлення, валів
Код посилання
<a href="https://ua.patents.su/2-15833-sposib-vigotovlennya-vikovkiv-stupinchastikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виковків ступінчастих валів</a>
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: обкочуванням, типу, ступінчастих, валів, верстат, виготовлення, заготовок
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Спосіб виготовлення виковків із злитків

Номер патенту: 64262
Опубліковано: 16.02.2004
Автори: Свиридов Олег Віталійович, Грушко Юрій Олексійович, Кальченко Петро Павлович, Шабанов Володимир Борисович, Олешко Віктор Михайлович
МПК: B21J 1/04
Мітки: виготовлення, злитків, виковків, спосіб
Формула / Реферат:
Спосіб виготовлення виковків із злитків, при якому злиток протягують і після розділяють на дві заготівки і відхід, який відрізняється тим, що спочатку злиток протягують на квадратний переріз і повторно - на діаметр, який дорівнює стороні зазначеного квадрата, а після розділення злитка здійснюють додаткове протягування кожної з заготівок у напрямку від вільного торця до торця, що отриманий в результаті розділення злитка, після чого виконують...
Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Кальченко Петро Павлович, Лиманський Олександр Вадимович, Станков Юрій Миколаєвич, Олешко Віктор Михайлович, Шабанов Володимир Борисович
МПК: B21J 1/04
Мітки: типу, пластин, виготовлення, виковків, спосіб
Формула / Реферат:
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих...
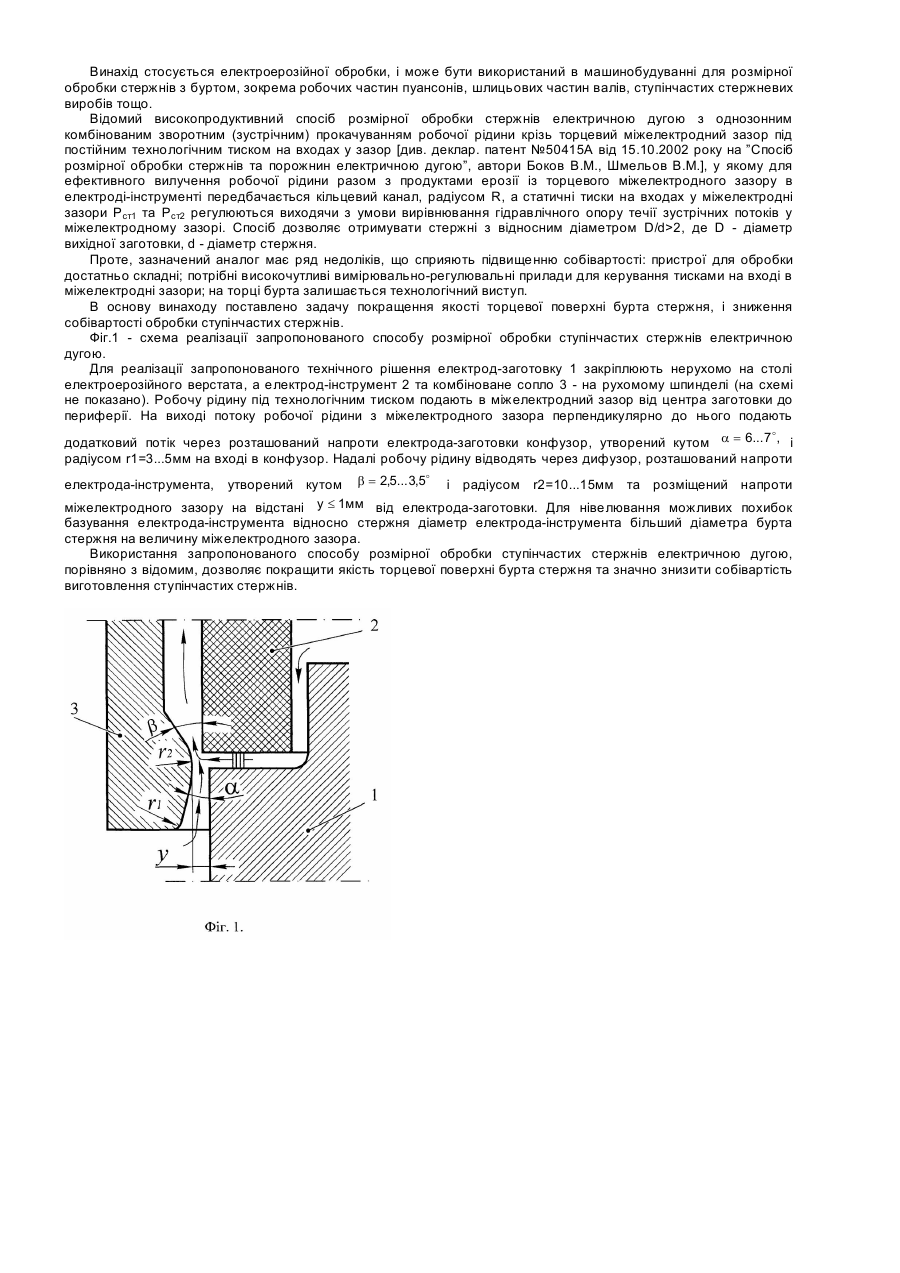
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Шмельов Віталій Миколайович, Чумаченко Ольга Сергіївна, Великий Петро Миколайович, Носуленко Віктор Іванович
Мітки: обробки, дугою, спосіб, розмірної, ступінчастих, електричною, стержнів
Формула / Реферат:
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Свиридов Олег Віталійович, Кальченко Петро Павлович, Шабанов Володимир Борисович, Олешко Віктор Михайлович
МПК: B21J 1/04
Мітки: валів, поковок, виготовлення, спосіб, фланцем
Формула / Реферат:
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно...
Попередній патент: Матеріал для спіральних термоелементів
Наступний патент: Спосіб поділення матеріалів за тертям
Випадковий патент: Санітарно-гігієнічний засіб проти педикульозу і спосіб його виготовлення