Спосіб безперервної розливки сталі
Номер патенту: 18825
Опубліковано: 25.12.1997
Автори: Крикунов Борис Петрович, Житник Георгій Гаврилович, Сірченко Володимир Іванович, Кондратюк Юрій Михайлович, Зоренко Микола Олександрович, Дубровський Григорій Львович, Кондратюк Анатолій Михайлович, Дюдкін Дмитро Олександрович, Касьян Григорій Іванович, Сироватський Віктор Іванович, Следнєв Володимир Петрович

Формула / Реферат
Способ непрерывной разливки стали, включающий подачу жидкого металла в кристаллизатор, охлаждение металла в кристаллизаторе в течение 0,13-0,20 времени полного затвердевания металла, вытягивание заготовки из кристаллизатора и ее затвердевание в зоне вторичного охлаждения, отличающийся тем, что в зоне вторичного охлаждения затвердевание заготовки осуществляют с коэффициентом теплопередачи a, определяемом по зависимости
a = (4500-4700)tс-0,5, Вт/м2 · °С,
где tс - время полного затвердевания металла заданного сечения заготовки.
Текст
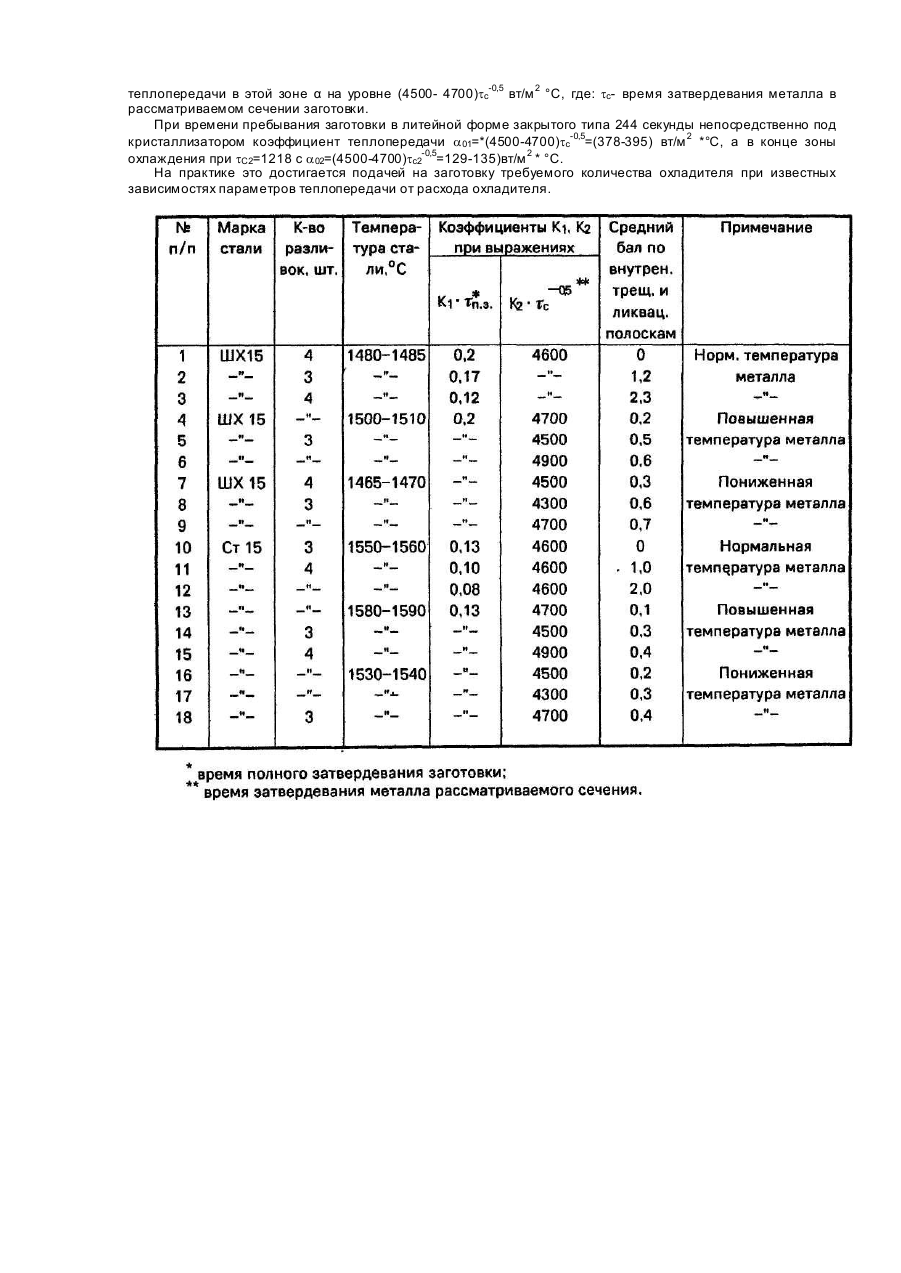
Изобретение относится к области черной металлургии, а именно к технологии непрерывкой разливки стали. Известен способ непрерывной разливки стали, включающий подачу жидкого металла в кристаллизатор, охлаждение металла в кристаллизаторе в течение 0,13— 0,20 времени полного затвердевания металла, вытягивания заготовки из кристаллизатора и ее затвердевания в зоне вторичного охлаждения [1]. Недостаток известного устройства заключается в том, что его осуществление не обеспечивает равномерного охлаждения заготовки, регулирования ее интенсивности по длине и толщине формирующейся заготовки, что не позволяет устранить критические напряжения в оболочке затвердевающей заготовки и приводит к улучшению качества металла - образованию внутренних дефектов в виде трещин и ликвационных полосок. В данном способе вторичное охлаждение осуществляют подачей с помощью форсунок охлаждающей жидкости (воды) на поверхность заготовки. При подаче воды как таковой на поверхность заготовки не обеспечивается равномерность охлаждения по периметру заготовки в каждом из его сечений и не достигается оптимальный режим охлаждения по длине заготовки, что не позволяет устранить возникновение термических напряжений в оболочке затвердевающей заготовки. В основу изобретения поставлена задача: усовершенствовать способ непрерывной разливки металла путем изменения режима вторичного охлаждения таким образом, что-бы обеспечить по длине зоны вторичного охлаждения оптимальный режим охлаждения заготовки в каждом из ее сечений, в результате чего повышается качество непрерывнолитой заготовки. Сущность изобретения состоит в том, что в способе непрерывной разливки металла, включающем подачу жидкого металла в кристаллизатор, охлаждение металла в кристаллизаторе в течение 0,13-0,20 времени полного затвердевания металла, вытягивание заготовки из кристаллизатора и ее затвердевание в зоне вторичного охлаждения, осуществляют с коэффициентом теплопередачи a, определяемом по зависимости Общими с прототипом существенными признаками являются: - подача жидкого металла в кристаллизатор; - охлаждение металла в кристаллизаторе в течение 0,13-0,20 времени полного затвердевания металла; - вытягивание заготовки из кристаллизатора; - затвердевание заготовки в зоне вторичного охлаждения. Существенным отличительным признаком является: - затвердевание заготовки в зоне вторичного охлаждения осуществляют с коэффициентом теплопередачи a, определяемом по зависимости a =(4500-4700)= tс-0,5 в т/м 2 град. Осуществление изобретения позволяет оптимизировать соотношение значений времени охлаждения заготовки в литейной форме закрытого типа (кристаллизатор) и в зоне открытого типа (вторичное охлаждение), а также тепловой режим охлаждения заготовки с позиции создания необходимых и достаточных условий для улучшения качества непрерывнолитой заготовки. При этом создается такое температурное поле, при котором в любой момент процесса затвердевания не возникает растягивающих напряжений оболочки в температурном интервале ее хрупкости вблизи фронта затвердевания. Приведенные значения технологических параметров предлагаемого способа непрерывной разливки стали получены путем анализа и обобщения результатов серий опытных разливок, проведенных в условиях Донецкого металлургического завода в сечении 265x340 мм двух марок стали: весьма трещиночувствительной, конструкционной, подшипниковой ШХ 15 и менее склонной к трещинообразованию Ст. 15. Экспериментальные данные зависимости качества (макроструктура - внутренние трещины, ликвационные полости) непрерывнолитых заготовок от различных значений технологических параметров предлагаемого способа представлены в таблице. Как видно из таблицы, улучшение качества непрерывнолитых заготовок из трещиночувствительных марок стали с широким интервалом затвердевания таких, как IIIX 15, Y7, Y8, обеспечивается при верхнем значении величины времени охлаждения в закрытой зоне, указанном в формуле изобретения и равном 0,2, а для марок стали, менее склонных к образованию трещин, например малоуглеродистых, оно должно быть равно 0,13. Из таблицы также следует, что улучшения качества металла при повышенной температуре разливаемого металла, коэффициент теплопередачи необходимо поддерживать на верхнем пределе, а при низкой температуре - на нижнем пределе. Пример осуществления способа. На машине непрерывного литья заготовок с технологической длиной Нт=12 метров были отлиты заготовки сечением 265x340 мм из стали с сильной склонностью кобразованию внутренних дефектов (ШХ 15, Y8 и др.). Время полного затвердевания tп.з. заготовки данного сечения равно 1218 секунд (Рутес В. С. и др. Теория непрерывной разливки. М., Металлургия, 1971, с. 296). Согласно изобретению, первым условием (известный признак) гарантии предотвращения возникновения ликвационных полосок и внутренних трещин в сечении заготовок является соблюдение времени охлаждения заготовки в литейной форме закрытого типа, t3=0,2 tп.з. ·0,2х1218=244 с (для данного сортамента разливаемой стали) Учитывая, что а максимальная первое условие будет осуществлено при длине зоны закрытого охлаждения Ηз=244x0,00985=2,40 м. Конструктивно целесообразно принять кристаллизатор из 2-х секций равной высоты - по 1,2 метра. Вторым условием (отличительный признак) гарантии предотвращения внутренних дефектов является регламентация режима охлаждения заготовки в зоне открытого охлаждения с поддержанием коэффициента теплопередачи в этой зоне α на уровне (4500- 4700)tс-0,5 вт/м 2 °С, где: tс- время затвердевания металла в рассматриваемом сечении заготовки. При времени пребывания заготовки в литейной форме закрытого типа 244 секунды непосредственно под кристаллизатором коэффициент теплопередачи a 01=*(4500-4700)tc-0,5=(378-395) вт/м 2 *°С, а в конце зоны охлаждения при tС2=1218 с a 02=(4500-4700)tс2-0,5=129-135)вт/м 2 * °С. На практике это достигается подачей на заготовку требуемого количества охладителя при известных зависимостях параметров теплопередачи от расхода охладителя.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of steel
Автори англійськоюKondratiuk Anatolii Mykhailovych, Kasian Hryhorii Ivanovych, Diudkin Dmytro Oleksandrovych, Sledniev Volodymyr Petrovych, Sirchenko Volodymyr Ivanovych, Krikunov Borys Petrovich, Kondratiuk Yurii Mykhailovych, Dubrovskyi Hryhorii L'vovych, Syrovatskyi Viktor Ivanovych, Zhytnyk Heorhij Havrylovych, Zorenko Mykola Oleksandrovych
Назва патенту російськоюСпособ непрерывной разливки стали
Автори російськоюКондратюк АнатолИй Михайлович, Касьян Григорий Иванович, Дюдкин Дмитрий Александрович, Следнев Владимир Петрович, Сирченко Владимир Иванович, Крикунов Борис Петрович, Кондратюк Юрий Михайлович, Дубровский Григорий Львович, Сыроватский Виктор Иванович, Жытник Георгий Гаврилович, Зоренко Николай Александрович
МПК / Мітки
МПК: B22D 11/00
Мітки: безперервної, спосіб, розливки, сталі
Код посилання
<a href="https://ua.patents.su/2-18825-sposib-bezperervno-rozlivki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної розливки сталі</a>
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: сталі, спосіб, розливки, безперервної
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб безперервної розливки сталі
Номер патенту: 2165
Опубліковано: 26.12.1994
Автори: Плискановський Олександр Станіславович, Ємельянов Володимир Володимирович, Зайцев Олександр Юрійович, Кулік Ніколай Ніколаєвіч, Булянда Олександр Олексійович, Кологривова Лідія Миколаївна, Носоченко Олег Васильович, Шупенко Ігор Владленович, Романенко Володимир Іванович, Шевченко Володимир Павлович, Табунщиков Віталій Юрійович, Панін Олексій Дмитрович, Пєвцова Валентина Михайлівна, Луппов Євген Петрович, Наконечний Анатолій Якович, Трохимова Зоя Григоровна
МПК: B22D 11/14, B22D 11/16, B22D 11/00, B22D 11/04
Мітки: сталі, розливки, спосіб, безперервної
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор, вытягивание слитка с рабочей скоростью и изменение скорости вытягивания, отличающийся тем, что изменение скорости осуществляют через 0,17...0,22 общей продолжительности разливки от рабочего значения до значения, определяемого из соотношениягде Vв - скорость вытягивания слитка, м/мин;(СИ),(Р) - содержание меди и фосфора в металле, мас....
Спосіб безперервної розливки сталі та кристалізатор для його реалізації
Номер патенту: 17359
Опубліковано: 15.04.1997
Автори: Крутіков Василь Петрович, Ніколаєв Генадій Андрійович, Галай Володимир Петрович, Лепіхов Леонід Сергійович, Ревтов Микола Іванович, Носоченко Олег Васильович, Сахно Валерій Олександрович, Ісаєв Олег Борисович, Певзнер Борис Вільямович, Ніколаєва Ірина Генадіївна
МПК: B22D 11/043
Мітки: сталі, розливки, спосіб, кристалізатор, реалізації, безперервної
Формула / Реферат:
1. Способ непрерывной разливки стали, включающий подачу жидкого металла в кристаллизатор, вытягивание из кристаллизатора с формированием ужимин в кристаллизующемся слитке и его охлаждение, отличающийся тем, что ужимины формируют в плоскости симметрии, параллельной узким граням, а подвод металла осуществляют асимметрично указанной плоскости на расстоянии, определяемом из соотношениягде - расстояние от места подвода металла до...
Спосіб обробки сталі під час безперервної розливки
Номер патенту: 15761
Опубліковано: 30.06.1997
Автори: Троцан Анатолій Іванович, Ніколаєв Геннадій Андрійович, Бродецький Ігор Леонідович, Носоченко Олег Васильович, Крутіков Василь Петрович, Позняк Леонід Олександрович, Сахно Валерій Олександрович, Іванов Євгеній Анатолійович, Лєнський Валерій Георгійович, Бєлов Борис Федорович
МПК: B22D 11/10
Мітки: сталі, спосіб, розливки, безперервної, обробки
Текст:
...соотношении 0,3-0.4. 4 M B 15761 а тякже снижения расхода легирующих материалов. Поставленная цель достигается тем, что перегрез жидкой столп осуществляется на 1ОО...20О°С пыше температури ликпидуез, а 5 принудительное охлаждение производят со скоростью 5..,10°С/мин. Принудительное охлаждение чыполнчется о сталеразливочном ковше присадкой кускооых отходов того же химического состава в количестве 10 0,5..,5,0 кг/т и продувкой пргоном п...
Спосіб безперервної розливки сталі через секційний проміжний ківш
Номер патенту: 12981
Опубліковано: 28.02.1997
Автори: Бродецький Ігор Леонідович, Юшко Ігор Олегович, Троцан Анатолій Іванович, Ніколаєв Геннадій Андрійович, Поживанов Михайло Олександрович, Бєлов Борис Федорович, Лоік Валерій Петрович, Лоік Михайло Петрович, Носоченко Олег Васильович
МПК: B22D 11/10
Мітки: сталі, секційний, ківш, розливки, спосіб, безперервної, проміжний
Формула / Реферат:
(57)1. Способ непрерывной разливки стали через секционный промежуточный ковш, включающий подачу металла из приемной секции промежуточного ковша посредством вертикального металлопровода в его разливочную секцию и обработку металла в вертикальном метаплопроводе инертным газом и реагентами, отличающийся тем, что реагенты и инертный газ подают в вертикальный металлопровод во встречных направлениях с расходом, соответственно m1 = K1V и...
Попередній патент: Пристрій для перемикання відгалужень обмоток силових трансформаторів
Наступний патент: Пристрій для розділення сигналів яскравості та кольоровості у декодері системи секам
Випадковий патент: Вузол з'єднання профілів