Спосіб виготовлення вогнетривкого стакану для безперервної розливки
Формула / Реферат
Способ изготовления огнеупорного стакана для непрерывной разливки, включающий нанесение многослойного покрытия на его посадочную поверхность и последующую термообработку, отличающийся тем, что, с целью повышения стойкости стакана, в качестве покрытия используют смесь глинозема с a-и g- модификациями с размером частиц не более 10 мкм при их соотношении в смеси соответственно 70...90 и 90.. .10, а термообработку стакана осуществляют в течение 1...7 ч при температуре 450...700 °C.
Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (19) SU.*» 1582451 А1 •У-'- .'• (5і)5 В 22 D 11/04 ГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1 (21)4469753/02 (22) 03.08.88 (46)07.05.93. Бюл.ІМг 17 (71) Украинский научно-исследовательский институт металлов (72) Э.Б. Веседина, Ю.А. Кащенко, Б.И. Медовар,А.Н. Глазков, Г.А. Бойко, В.А.Афонин ., И.А. Я к у н и н , П.П. К р и в о р у ч к о и A.M. Дылдин (56) Авторское свидетельство СССР №584462, кл. 3 22 D 11/10, 1976. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО СТАКАНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ (57) Изобретение относится к области металлургии, в частности к непрерывному литью металлов. Цель - повышение стойкости стакана. Согласно изобретению, посадочную поверхность стакана покрывают смесью глинозема «-модификации с размером кристаллов менее 10 мкм и ^модификации с размером частиц менее 10 мкм в соотношении 70-90:30-10 с последующей термообработкой при 450-700°С. Изобретение относится к области металлургии, в частности к непрерывному литью металлов. Целью изобретения является повышение стойкости стакана. П р и м е р 1. На графитошамотный стакан с внутренним диаметром 90 мм и толщиной стенки 10 мм наносили первый слой смеси, состоящей из 70% а-модификации и 30% у-модификации глинозема, размер кристаллов составлял 5-10 мкм. Измельчение кристаллов глинозема проводили методом вибрации. Стакан с покрытием помещали в печь для отжига с температурой 450°С и выдерживали в течение 7 ч. Потом наносили второй слой смеси на стакан, производили сбоку узла кристаллизатор-стакан. Разливку проводили в медный кристаллизатор диаметром 130 мм. Марка стали 4Х5МФС. Время работы стакана 1,2 ч. П р и м е р 2. На графитошамотный стакан с внутренним диаметром 90 мм и толщиной стенки 10 мм наносили первый слой смеси, состоящей из 90% а-модифика ции и 10% у-модификации глинозема. Размер кристаллов составлял 1-5 мкм. Отжиг проводили при 700°С в течение 1 ч. Разливку проводили в медный кристаллизатор диаметром 130 мм. Марка стали 4Х5МФС. Время работы стакана 1 ч. (Л П р и м е р 3. На графитошамотный стакан с внутренним диаметром 90 мм и толщиной стенки 10 мм наносили первый слой смеси, состоящей из 80% «-модификации и 20% у-модификации глинозема. Размер кристаллов «-модификации 1-5 мкм, размер кристаллов у-модификации 510 мкм. Отжиг проводили при 500°С в течение 3 ч. Отливали заготовки диаметром 130 мм, марка стали 4Х5МФС. Время работы стакана 1,2 ч. При разливке легированных сталей по прототипу время работы стакана составляет 1,0ч. Согласно данным экспериментов, изобретение в сравнении с прототипом обладает следующими преимуществами: ел С 00 ел 4 158451 щуютермообработку, о т л и ч а ю щ и й с я увеличивает эксплуатационную стойтем, что, с целью повышения стойкости кость стакана при разливке легированных стакана, в качестве покрытия используют марок сталей не менее чем в 1,2-1,3 раза; смесь глинозема с а - и у-модификацияпозволяет повысить выход годного меми с размером частиц не более 10 мкм при талла на 14%. их соотношении в смеси соответственно Формула изобретения 70-90 и 90-10, а термообработку стакана Способ изготовления огнеупорного стаосуществляют в течение 1-7 ч при темпекана для непрерывной разливки, включаюратуре 450~700°С. щий нанесение многослойного покрытия на его посадочную поверхность и последую- 10 Редактор Ж. Рожкова Составитель Г. Заваркина Техред М.Моргентал Корректор О. Кравцова Заказ 1973 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the fireproof container for continuous casting
Автори англійськоюBesedina Eleonora Borysivna, Kaschenko Yurii Oleksiiovych, Medovar Borys Izrailevych, Hlazkov Anatolii Yakovych, Boiko Heorhii Oleksandrovych, Afonin Volodymyr Oleksiiovych, Yakunin Ivan Oleksiiovych, Kryvoruchko PavloPetrovych, Dyldin Anatolii Mykhailovych
Назва патенту російськоюСпособ изготовления огнеупорного стакана для непрерывной разливки
Автори російськоюБеседина Элеонора Борисовна, Кащенко Юрий Алексеевич, Медовар Борис Израильевич, Глазков Анатолий Яковлевич, Бойко Георгий Александрович, Афонин Владимир Алексеевич, Якунин Иван Алексеевич, Криворучко Павел Петрович, Дылдин Анатолий Михайлович
МПК / Мітки
МПК: B22D 41/50
Мітки: виготовлення, розливки, безперервної, вогнетривкого, спосіб, стакану
Код посилання
<a href="https://ua.patents.su/2-1930-sposib-vigotovlennya-vognetrivkogo-stakanu-dlya-bezperervno-rozlivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вогнетривкого стакану для безперервної розливки</a>
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: спосіб, розливки, сталі, безперервної
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб швидкісної розливки сталі

Номер патенту: 1053
Опубліковано: 30.12.1993
Автори: Борисов Юрій Миколайович, Голіков Сергій Кузьмич, Єрмоленко Ганна Володимирівна, Клепіков Сергій Анатолійович, Голубєв Олександр Олександрович, Дагаєв Михайло Григорович, Димченко Євген Миколайович, Усік Володимир Пилипович, Оробцєв Юрій Вікторович, Літвінов Леонід Федорович
МПК: B22D 7/00
Мітки: розливки, сталі, спосіб, швидкісної
Формула / Реферат:
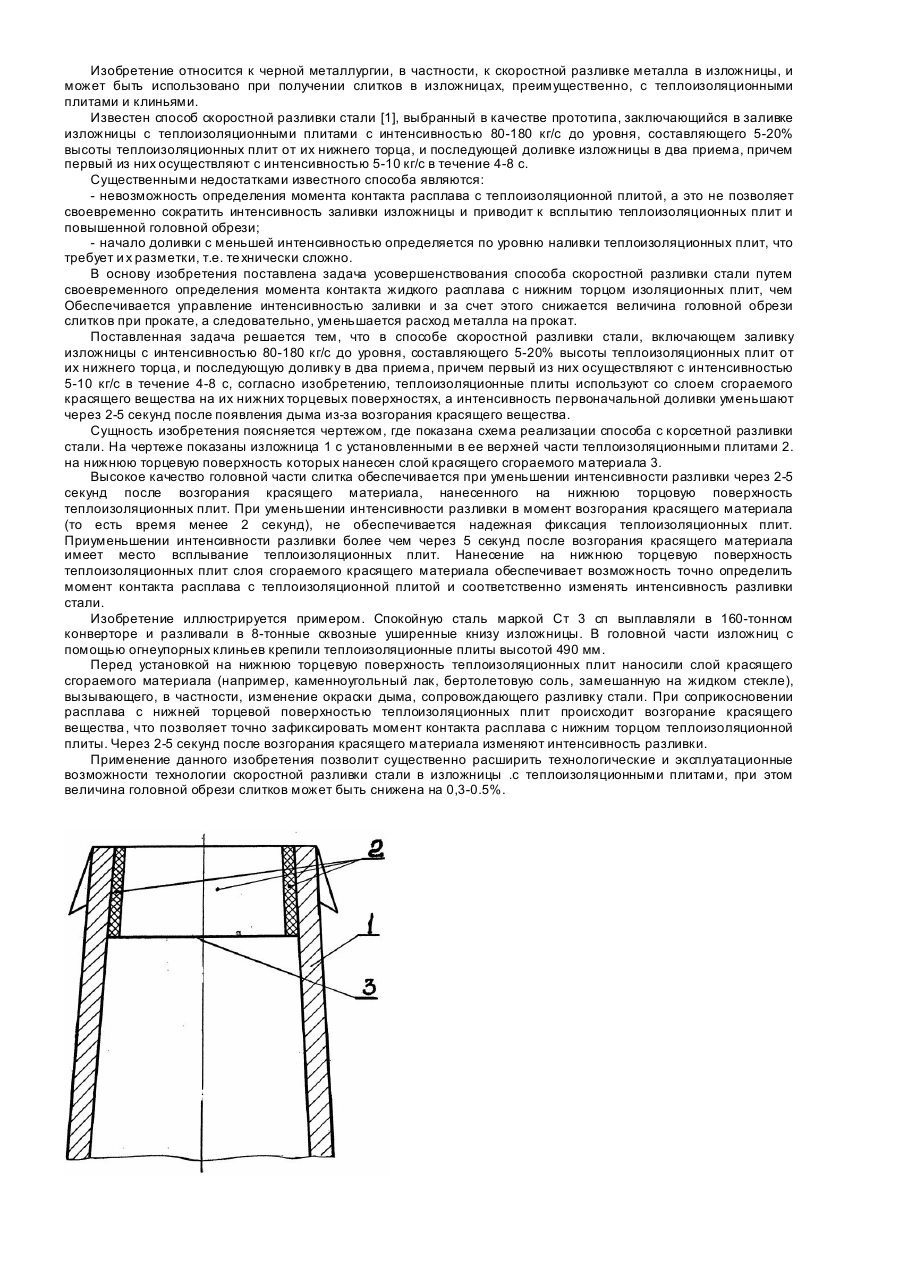
Способ скоростной разливки стали сверху преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку, отличающийся тем, что, с целью ускорения наполнения изложницы и уменьшения зарастания отверстия сталеразливочного стакана, доливку проводят в два приема, причем первый из них...
Спосіб отримання теплоізолюючої суміші для розливки сталі в ізложниці

Номер патенту: 1665
Опубліковано: 25.10.1994
Автори: Вініченко Микола Іванович, Кірінчук Віталій Михайлович, Рочняк Віктор Кузьмич, Сарапука Василь Якович, Сторцевой Петро Потапович
МПК: B22D 7/10
Мітки: розливки, отримання, суміші, спосіб, сталі, ізложниці, теплоізолюючої
Формула / Реферат:
Способ получения теплоизолирующей смеси для разливки стали в изложницы, включающий обжиг агримуса во вращающейся печи в режиме противотока при 400—1200 °C и коэффициенте избытка воздуха 0,5—0,9, отличающийся тем, что, с целью повышения производительности процесса обжига агримуса и увеличения выхода годного металла, дополнительно осуществляют отбор дымовых газов из верхней части топки вращающейся печи в количестве 20—50 % от общего объема...
Спосіб швидкісної розливки сталі
Номер патенту: 1385
Опубліковано: 25.03.1994
Автори: Голіков Сєргєй Кузьміч, Голубєв Алєксандр Александровіч, Авер'янов Олексій Венедиктович, Оробцєв Юрій Вікторович, Усік Володимир Пилипович, Літвінов Леонід Федорович, Арцев Юрій Дмитрович, Клєпіков Сєргєй Анатольєвіч, Борисов Юрій Миколайович, Єрмоленко Ганна Володимирівна, Димченко Євген Миколайович, Батов Ігорь Вячеславовіч
МПК: B22D 7/00
Мітки: швидкісної, сталі, спосіб, розливки
Формула / Реферат:
Способ скоростной разливки стали сверху. преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, а последующую доливку в два приема, причем, первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с, отличающийся тем, что теплоизоляционные плиты используют со слоем сгораемого красящего...
Спосіб виготовлення кормової добавки
Номер патенту: 1658
Опубліковано: 25.10.1994
Автори: Лукашонок Евгеній Володимирович, Войнова Ірина Олександрівна, Силенко Георгій Петрович, Левицький Анатолій Павлович, Шерстобитов Валерій Валентинович
МПК: A23K 1/00
Мітки: кормової, спосіб, виготовлення, добавки
Формула / Реферат:
Способ приготовления кормовой добавки, предусматривающий сушку активного ила до заданной влажности, отличающийся тем, что, с целью повышения сохранности питательных веществ в кормовой добавке за счет снижения бактериальной обсемененности и повышения прироста живой массы за счет улучшения усвояемости добавки после сушки активного ила, в него дополнительно вводят гидролизный лигнин с размером частиц до 0,2 мм, смешивают их в соотношении...
Попередній патент: Кристалізатор для горизонтального безперервного лиття заготовок
Наступний патент: Подрібнювач-гребеневідділювач для винограду
Випадковий патент: Спосіб управління розподілом потоку рудної галі