Спосіб ущільнення гальванічних хромових покриттів
Номер патенту: 19338
Опубліковано: 25.12.1997
Автори: Грищук Володимир Іванович, Козлов Володимир Михайлович, Данилов Фелікс Йосипович, Ісаєнков Євген Вікторович, Патрушев Олександр Михайлович, Додатков Сергій Анатолійович, Османов Володимир Абібович, Панасенко Станіслав Афанасійович
Формула / Реферат
Изобретение относится к технологии нанесения функциональных гальванических покрытий и может найти применение в энергетическом машиностроении для обеспечения жаростойкости (стойкости к высокотемпературному окислению) хромовых покрытий.
Известен способ уплотнения газотермических покрытий [1], в котором для уменьшения пористости газотермических покрытий используется термообработка, пропитка слоя с термообработкой или оплавление слоя. При этом указывается, что при нагреве покрытий типа NIBSICr происходит их оплавление и изменение химического состава и количества фаз (образование оксидов В2О3 и SіО2, которые всплывают в виде шламов). Там же указано, что применение данного вида обработки приводит к укрупнению и огрублению структур покрытия, изменению фазового и химического состава, что является основным недостатком способа.
Известен также способ термообработки до и после хромирования [2], взятый в качестве прототипа, заключающийся в том, что хромовое покрытие термообрабатывают (при температуре 200°С в течение 1 часа до хромирования и 2-х часов после хромирования) для уменьшения внутренних напряжений. Однако, после такой термообработки повышаются собственные напряжения растяжения хрома, что приводит к повышению предела прочности покрытия и возникновению мелких трещин или увеличению их числа. То есть такая термообработка не способствует уплотнению хромовых покрытий.
Изобретение решает задачу уплотнения гальванического хромового покрытия для повышения стойкости к высокотемпературному окислению (жаростойкость) и коррозионной стойкости покрываемых узлов без изменения основных функциональных свойств хромового осадка.
Указанная задача решается путем плазмохимической обработки струей газа различного химического состава монослойного хромового покрытия.
Новизна заявляемого способа заключается в обработке гальванического хромового покрытия плазменной струей различного химического состава (аргон, азот, воздух), генерируемой электродуговым плазмотроном при токе дуги 150-400 А, давление газа (0,2-0,5) х 105 Н/м2.
Существенное различие заявляемого способа в том, что обработке плазменной струей подвергается гальваническое хромовое покрытие, причем при этих режимах обработки на поверхности не образуется новой фазы, иной, чем основное покрытие, природы.
Положительный эффект (повышение стойкости к высокотемпературному окислению) достигается за счет, применения плазменной струи различных газов при определенных режимах обработки однослойного хромового покрытия, наносимого по общепринятой технологии, причем положительный эффект, то есть повышение жаростойкости, проявляется в широком интервале толщин покрытий (30-150 мкм и выше), что может позволить снизить толщину хромового покрытия и в целом вес узлов изделий, снизить цикл изготовления узлов.
Предлагаемый способ осуществляют по следующим технологическим схемам (основные операции):
1. Обезжиривание химическое и электрохимическое;
2. Промывка теплой и холодной водой;
3. Активирование химическое в кислотном растворе;
4. Промывка холодной водой;
5. Хромирование;
6. Промывка холодной и теплой водой;
7. Сушка сжатым воздухом;
8. Плазмохимическая обработка-уплотнение покрытия.
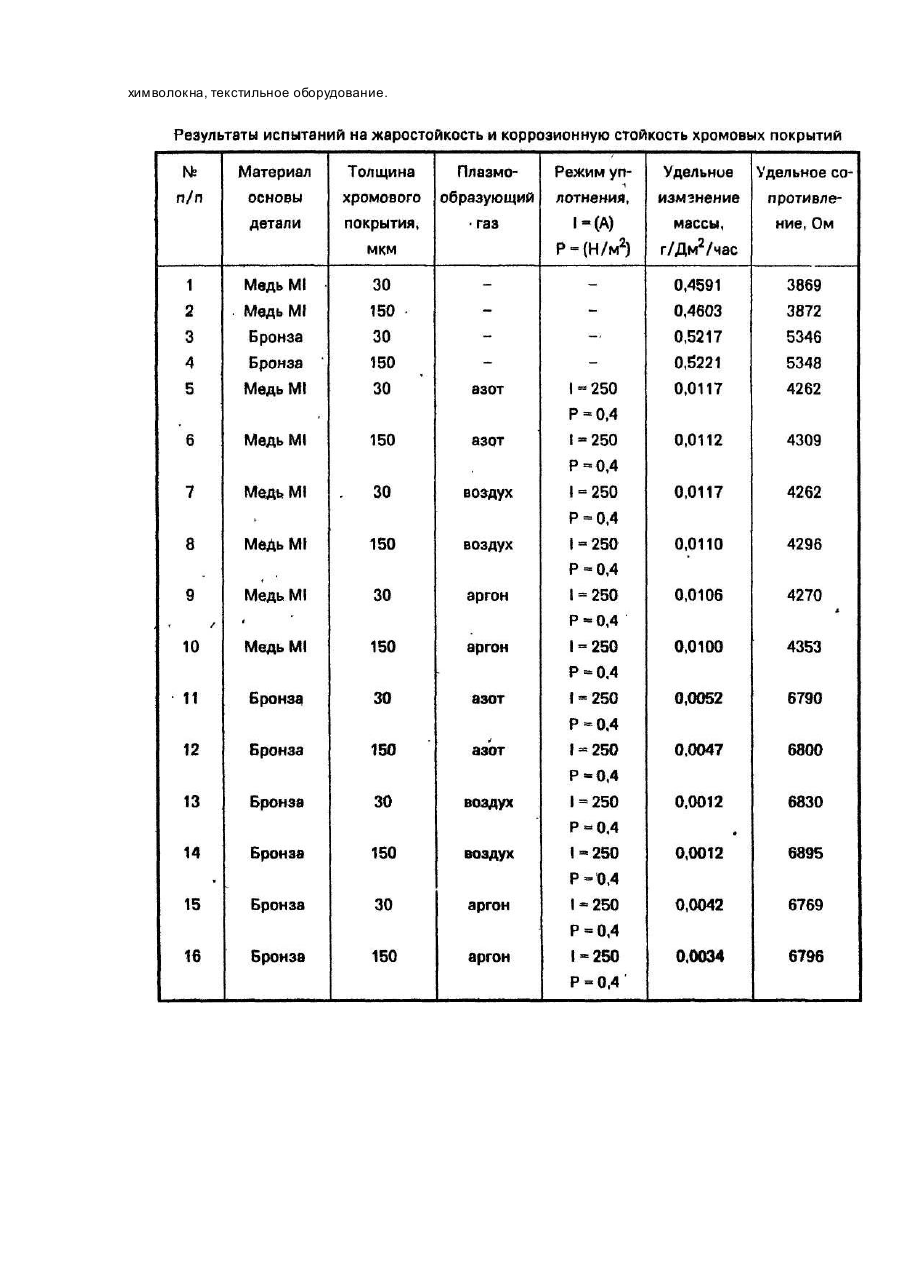
Примеры применения и результаты испытаний приведены в таблице.
Режимы плазмохимической обработки:
1. Плазмообразующий газ со среднемассовой температурой 5000-6000°К, зависящей от природы газа:
1.1. - аргон;
1.2. - азот;
1.3. - воздух.
2. Ток дуги 150-400 А.
3. Давление газа (0,2-0,5 x 105 Н/м2).
4. Образцы серии №№1, 2, 3, 4 обработаны по прототипу.
Испытания проводили в полупромышленных условиях на образцах из медных сплавов М1 и бронзы БРаЖ Æ25 x 5мм с использованием электродугового плазмотрона, формирующего струю плазмообразующего газа по нормали к поверхности образца. Хромирование проводили в ванне объемом 10 дм с автоматическим поддержанием температуры.
Жаростойкость образцов определяли по изменению массы образца до и после выдержки в воздушной атмосфере муфельной печи в течение 4 часов при температуре 800°С, согласно ГОСТ 6131-71.
Одновременно определяли коррозионную стойкость покрытия импульсным кулоностатическим методом по изменению сопротивления реакции а 10%-ном растворе серной кислоты при температуре 15-30°С, а также микротвердость, фазовый состав поверхности рентгенофазовым методом и методом рентгеноэлектронной спектроскопии.
Результаты испытаний и исследований показывают, что предлагаемый способ уплотнения хромовых покрытий при выбранных параметрах струи плазмообразующего газа обеспечивают снижение скорости окисления медных сплавов с хромовым покрытием в 50-100 раз, по сравнению с образцами без плазмохимической обработки. Коррозионная стойкость возрастает в 1,5-2,0 раза. Микротвердость хрома остается без изменений (850-870 кг/мм2). Образование новой фазы на поверхности хрома не обнаружено.
Предлагаемый способ не требует значительных капитальных затрат и может быть осуществлен в гальваническом цехе машиностроительных предприятий. Применение предлагаемого способа уплотнения позволяет снизить толщину хромового покрытия на теплонапряженных узлах энергетического машиностроения, а также на узлах деталей химстойкой аппаратуры, например, насосы для производства химволокна, текстильное оборудование.
Текст
Изобретение относится к технологии нанесения функциональных гальванических покрытий и может найти применение в энергетическом машиностроении для обеспечения жаростойкости (стойкости к высокотемпературному окислению) хромовых покрытий. Известен способ уплотнения газотермических покрытий [1], в котором для уменьшения пористости газотермических покрытий используется термообработка, пропитка слоя с термообработкой или оплавление слоя. При этом указывается, что при нагреве покрытий типа NIBSICr происходит их оплавление и изменение химического состава и количества фаз (образование оксидов В2О3 и SіО2, которые всплывают в виде шламов). Там же указано, что применение данного вида обработки приводит к укрупнению и огрублению структур покрытия, изменению фазового и химического состава, что является основным недостатком способа. Известен также способ термообработки до и после хромирования [2], взятый в качестве прототипа, заключающийся в том, что хромовое покрытие термообрабатывают (при температуре 200°С в течение 1 часа до хромирования и 2-х часов после хромирования) для уменьшения внутренних напряжений. Однако, после такой термообработки повышаются собственные напряжения растяжения хрома, что приводит к повышению предела прочности покрытия и возникновению мелких трещин или увеличению их числа. То есть такая термообработка не способствует уплотнению хромовых покрытий. Изобретение решает задачу уплотнения гальванического хромового покрытия для повышения стойкости к высокотемпературному окислению (жаростойкость) и коррозионной стойкости покрываемых узлов без изменения основных функциональных свойств хромового осадка. Указанная задача решается путем плазмохимической обработки струей газа различного химического состава монослойного хромового покрытия. Новизна заявляемого способа заключается в обработке гальванического хромового покрытия плазменной струей различного химического состава (аргон, азот, воздух), генерируемой электродуговым плазмотроном при токе дуги 150-400 А, давление газа (0,2-0,5) х 105 Н/м 2. Существенное различие заявляемого способа в том, что обработке плазменной струей подвергается гальваническое хромовое покрытие, причем при этих режимах обработки на поверхности не образуется новой фазы, иной, чем основное покрытие, природы. Положительный эффект (повышение стойкости к высокотемпературному окислению) достигается за счет, применения плазменной струи различных газов при определенных режимах обработки однослойного хромового покрытия, наносимого по общепринятой технологии, причем положительный эффект, то есть повышение жаростойкости, проявляется в широком интервале толщин покрытий (30-150 мкм и выше), что может позволить снизить толщину хромового покрытия и в целом вес узлов изделий, снизить цикл изготовления узлов. Предлагаемый способ осуществляют по следующим технологическим схемам (основные операции): 1. Обезжиривание химическое и электрохимическое; 2. Промывка теплой и холодной водой; 3. Активирование химическое в кислотном растворе; 4. Промывка холодной водой; 5. Хромирование; 6. Промывка холодной и теплой водой; 7. Сушка сжатым воздухом; 8. Плазмохимическая обработка-уплотнение покрытия. Примеры применения и результаты испытаний приведены в таблице. Режимы плазмохимической обработки: 1. Плазмообразующий газ со среднемассовой температурой 5000-6000°К, зависящей от природы газа: 1.1. - аргон; 1.2. - азот; 1.3. - воздух. 2. Ток дуги 150-400 А. 3. Давление газа (0,2-0,5 x 105 Н/м 2). 4. Образцы серии №№1, 2, 3, 4 обработаны по прототипу. Испытания проводили в полупромышленных условия х на образцах из медных сплавов М1 и бронзы БРаЖ Æ25 x 5мм с использованием электродугового плазмотрона, формирующего стр ую плазмообразующего газа по нормали к поверхности образца. Хромирование проводили в ванне объемом 10 дм с автоматическим поддержанием температуры. Жаростойкость образцов определяли по изменению массы образца до и после выдержки в воздушной атмосфере муфельной печи в течение 4 часов при температуре 800°С, согласно ГОСТ 6131-71. Одновременно определяли коррозионную стойкость покрытия импульсным кулоностатическим методом по изменению сопротивления реакции а 10%-ном растворе серной кислоты при температуре 15-30°С, а также микротвердость, фазовый состав поверхности рентгенофазовым методом и методом рентгеноэлектронной спектроскопии. Результаты испытаний и исследований показывают, что предлагаемый способ уплотнения хромовых покрытий при выбранных параметрах струи плазмообразующего газа обеспечивают снижение скорости окисления медных сплавов с хромовым покрытием в 50-100 раз, по сравнению с образцами без плазмохимической обработки. Коррозионная стойкость возрастает в 1,5-2,0 раза. Микротвердость хрома остается без изменений (850-870 кг/мм 2). Образование новой фазы на поверхности хрома не обнаружено. Предлагаемый способ не требует значительных капитальных затрат и может быть осуществлен в гальваническом цехе машиностроительных предприятий. Применение предлагаемого способа уплотнения позволяет снизить толщину хромового покрытия на теплонапряженных узлах энергетического машиностроения, а также на узлах деталей химстойкой аппаратуры, например, насосы для производства химволокна, текстильное оборудование.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sealing of chromic electroplates
Автори англійськоюIsaenkov Yevhen Viktorovych, Dodatkov Serhii Anatoliiovych, Panasenko Stanislav Afanasiiovych, Osmanov Volodymyr Abibovych, Danylov Feliks Yosypovych, Kozlov Volodymyr Mykhailovych, Patrushev Oleksandr Mykhailovych
Назва патенту російськоюСпособ уплотнения гальванических хромовых покрытий
Автори російськоюИсаенков Евгений Викторович, Додатков Сергей Анатолиевич, Панасенко Станислав Афанасьевич, Османов Владимир Абибович, Данилов Феликс Иосифович, Козлов Владимир Михайлович, Патрушев Александр Михайлович
МПК / Мітки
МПК: C25D 5/24
Мітки: гальванічних, покриттів, хромових, спосіб, ущільнення
Код посилання
<a href="https://ua.patents.su/2-19338-sposib-ushhilnennya-galvanichnikh-khromovikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ущільнення гальванічних хромових покриттів</a>
Спосіб нанесення несуцільних зносостійких покриттів
Номер патенту: 11269
Опубліковано: 25.12.1996
Автор: Андреєв Сергій Антонович
МПК: C23C 14/32
Мітки: несуцільних, нанесення, покриттів, спосіб, зносостійких
Текст:
...технологии. После нанесения твердой сетки основы остатки графитового порошка удаляются. Затем полости сетки заполняются пластическим металлом, например, хромом по известной технологии. 20 Сравнительные испытания показали значительное повышение стойкости рабочих поверхностей, покрытых по данному способу Испытания проводились при нанесении покрытий на быстрорежущий и твер- 25 досплавный инструмент, детали штамповой оснастки и детали...
Спосіб локального нанесення покриттів у вакуумі
Номер патенту: 15582
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: C23C 14/24
Мітки: локального, покриттів, вакуумі, нанесення, спосіб
Формула / Реферат:
(57) Способ локального нанесения покрытий в вакууме, основанный на наложении вакуумной камеры на участок обрабатываемого изделия и распылении материала ионной бомбардировкой, отличающийся тем, что после наложения вакуумной камеры с противоположной стороны изделия устанавливают дополнительную вакуумную камеру осесимметрично первой, после чего проводят одновременное вакуумирование замкнутых объемов, а после распыления материала покрытия...
Спосіб детонаційного нанесення покриттів
Номер патенту: 4038
Опубліковано: 27.12.1994
Автори: Проволоцький Олександр Євдокимович, Мухин Олексій Павлович, Шмирьова Тетяна Петрівна, Гришин Володимир Сергійович
МПК: C23C 4/00
Мітки: детонаційного, покриттів, спосіб, нанесення
Формула / Реферат:
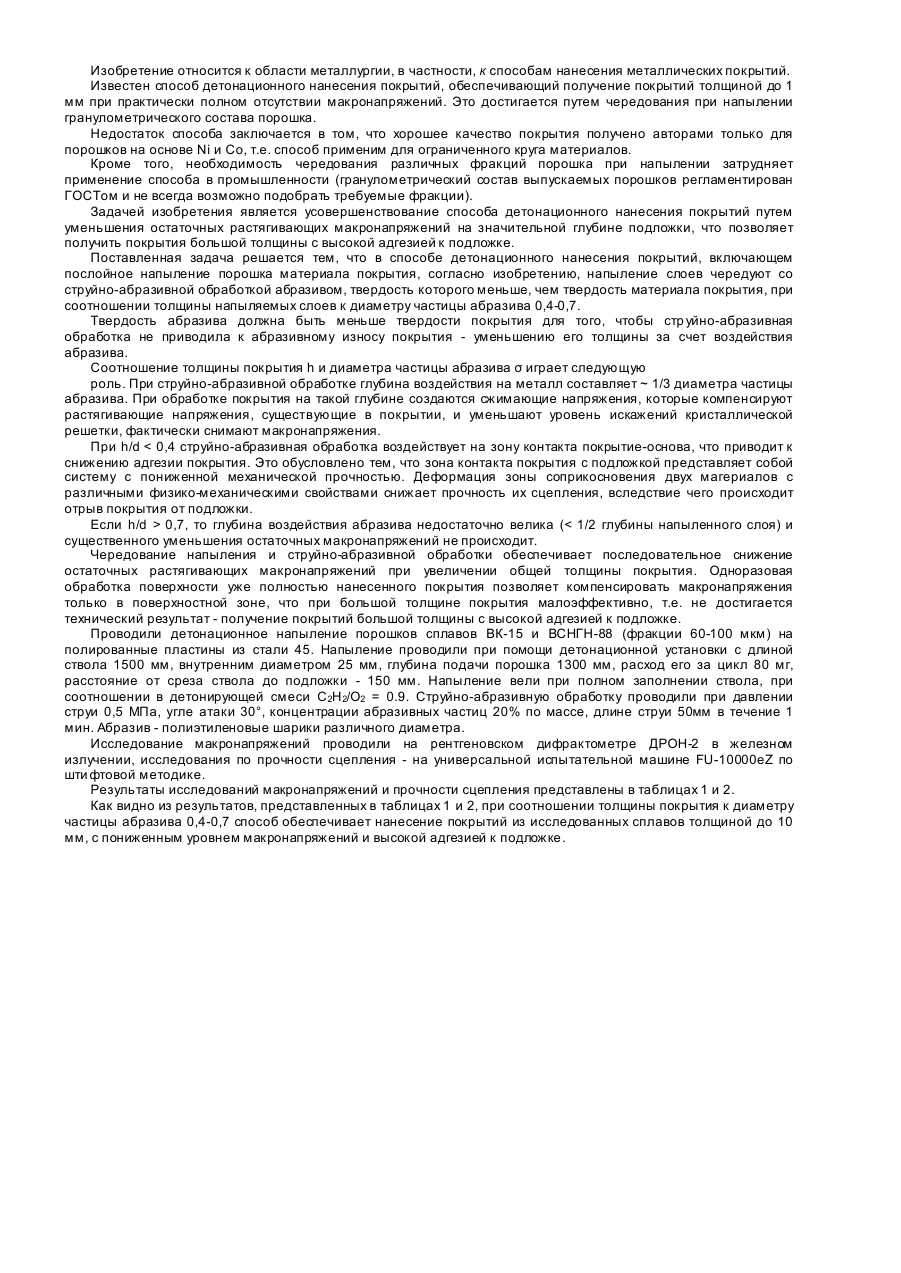
Способ детонационного нанесения покрытий, включающий послойное напыление порошка материала покрытия,отличающийся тем, что напыление слоев чередуют со струйно-абразивной обработкой абразивом, твердость которого меньше, чем твердость материала покрытия, при соотношении толщины напыляемых слоев к диаметру частицы абразива 0,4-0,7.
Спосіб нанесення цинкоалюмінієвих покриттів на зовнішню поверхню труб
Номер патенту: 9795
Опубліковано: 30.09.1996
Автори: Ткач Валер'ян Іванович, Таранець Микола Федорович, Сергєєв Віктор Володимирович, Пархоменко Віктор Валентинович, Проскуркін Євгеній Васильович, Тичінін Анатолій Івановіч, Кокоріна Олена Клавдіївна, Мітніков Ілля Юхимович, Норвилло Надія Юріївна
Мітки: нанесення, цинкоалюмінієвих, зовнішню, труб, спосіб, покриттів, поверхню
Формула / Реферат:
(57) Способ нанесения цинкалюминиевых покрытий на наружную поверхность труб, включающий подготовку поверхности, нагрев, контактирование с расплавом металлопокрытия в среде защитного газа и охлаждение, отличающийся тем, что расплав подают сплошными струями на наружную поверхность вращающейся трубы, при этом отношение температуры трубы к числу ее оборотов составляет 0,7 - 2,3.
Спосіб утворення металевих покриттів
Номер патенту: 14769
Опубліковано: 18.02.1997
Автори: Машуков Валерій Михайлович, Куличенко Анатолій Якович, Литвиняк Ярослав Мирославович
МПК: C23C 4/12
Мітки: спосіб, покриттів, утворення, металевих
Формула / Реферат:
1. Способ образования металлических покрытий, при котором подаваемый для обработки металл при помощи образуемой средством обработки электрической дуги нагревают до температуры плавления и наносят на поверхность, отличающийся тем, что металл в виде стержней периодически нагревают, одновременно с чем непрерывно измельчают и наносят на поверхность при помощи средства обработки, выполненного в виде вращающихся по замкнутому контуру секций с...
Попередній патент: Спосіб з’єднання антифрикційного покриття з гумовим виробом і пристрій для його здійснення
Наступний патент: Крісло, яке обертається
Випадковий патент: Пристрій для виробництва дошок