Спосіб обробки отворів

Формула / Реферат
1. Спосіб обробки радіальних отворів переважно в деталях типу дисків, кілець і втулок, встановлених в затискних пристроях, рівнорозташованих навколо осі ротора, силовою головкою, при якому подачу здійснюють шляхом радіального зближення в одній площині деталі і інструмента, а точність отворів забезпечують збігом осей інструмента і оброблюваного ним отвору, який відрізняється тим, що пристрої оснащують паралельними валу ротора шпинделями, змонтованими в роторі на підшипниках з можливістю обертання навколо центрів оброблюваних деталей, і розташовують на відстані від центра ротора, яку визначають за формулою
 ,
,
центр обертання вала силової головки розміщують на відстані від центра ротора, яку визначають за формулою
![]() ,
,
де ![]() - радіус поверхні деталі, на якій оброблюють отвори,
- радіус поверхні деталі, на якій оброблюють отвори,
![]() - транспортний проміжок між цією поверхнею і торцем шпинделя головки при їх протистоянні на міжцентровій лінії ротора і головки,
- транспортний проміжок між цією поверхнею і торцем шпинделя головки при їх протистоянні на міжцентровій лінії ротора і головки,
![]() - виліт шпинделя головки від центра її вала,
- виліт шпинделя головки від центра її вала,
![]() - кут повороту головки за час обробки отвору, який визначається за формулою
- кут повороту головки за час обробки отвору, який визначається за формулою
 ,
,
де ziфікт - фіктивна кількість інструментів головки, яку вибирають в залежності від потрібної продуктивності з наступного ряду чисел: 120, 72, 60, 40, 36, 24, 20, 12, які забезпечують майже всі можливі варіанти виконання способу, а вал ротора через прискорюючу зубчасту передачу з передаточним числом

з’єднують з привідним валом, другий кінець якого з’єднують з кривошипом радіуса
rk=A1.sin![]() ,
,
де А1 - відстань між центрами привідного вала і головки, який за допомогою шарнірно прикріпленого до нього повзуна з’єднують з кулісою, яку закріплюють на валу головки, паралельно осі її інструмента, який при налагодженні верстата, здійснюючого спосіб, закріплюють на відстані від торця шпинделя головки, яку визначають за формулою
![]() ,
,
де h - глибина (довжина) оброблюваного отвору, крім цього, вал головки через зубчасту передачу з передаточним числом -1 з’єднують з веденим вінцем блока-шестірні, встановленої в підшипниках на валу ротора, ведучий вінець якої зчеплюють з валами-шестернями, які через рухомо приєднані до них собачки і зчеплені з ними храповики закріплені на шпинделях ротора, передають їм узгоджений з головкою обертальний рух, потім, відповідним зчепленням зубчастих коліс кінематичних ланцюгів, шпиндель ротора, який вступає у взаємодію з інструментом головки, розташовують так, щоб кут між радіусом ротора, який проходить через центр деталі, яка вступає у взаємодію з націленим в нього інструментом, і його віссю дорівнював 180°-1,5![]() і узгоджено обертають ротор і головку з технологічною швидкістю в протилежних напрямках, а шпиндель з деталлю узгоджено з головкою обертають в одному з нею напрямку, після обробки отвору поворотом ротора на кут 2
і узгоджено обертають ротор і головку з технологічною швидкістю в протилежних напрямках, а шпиндель з деталлю узгоджено з головкою обертають в одному з нею напрямку, після обробки отвору поворотом ротора на кут 2![]() і головки - на кут
і головки - на кут ![]() і виводу інструмента з обробленого ним отвору шпиндель з обробленою деталлю фіксують за допомогою храповика і другої, рухомо приєднаної до ротора підпружиненої собачки, головку повертають у вихідне положення і одночасно за допомогою подільника цей шпиндель повертають відносно вала-шестірні на необхідний кут ділення кола деталі, після чого подільник повертають у вихідне положення, а деталь знов фіксують.
і виводу інструмента з обробленого ним отвору шпиндель з обробленою деталлю фіксують за допомогою храповика і другої, рухомо приєднаної до ротора підпружиненої собачки, головку повертають у вихідне положення і одночасно за допомогою подільника цей шпиндель повертають відносно вала-шестірні на необхідний кут ділення кола деталі, після чого подільник повертають у вихідне положення, а деталь знов фіксують.
2. Спосіб за п. 1, який відрізняється тим, що кутовий крок шпинделів ротора приймають рівним 4![]() .
.
3. Спосіб за п. 1, який відрізняється тим, що подільник виконують у вигляді прикріпленого до корпусу затискного пристрою підпружиненого відносно ротора важеля з роликом на кінці, взаємодіючого під час ділення з нерухомо встановленим за межами ротора регульованим кулачком.
Текст
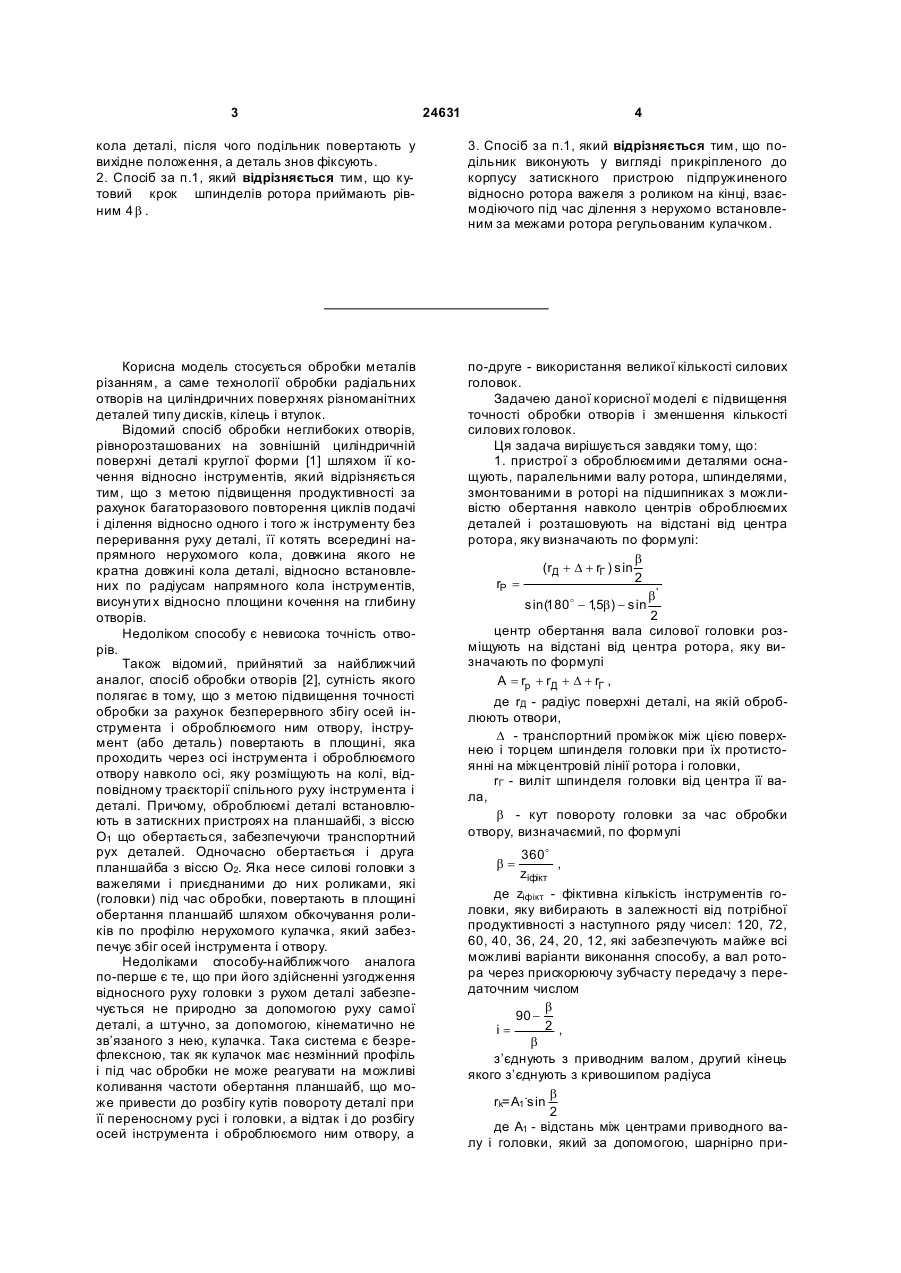
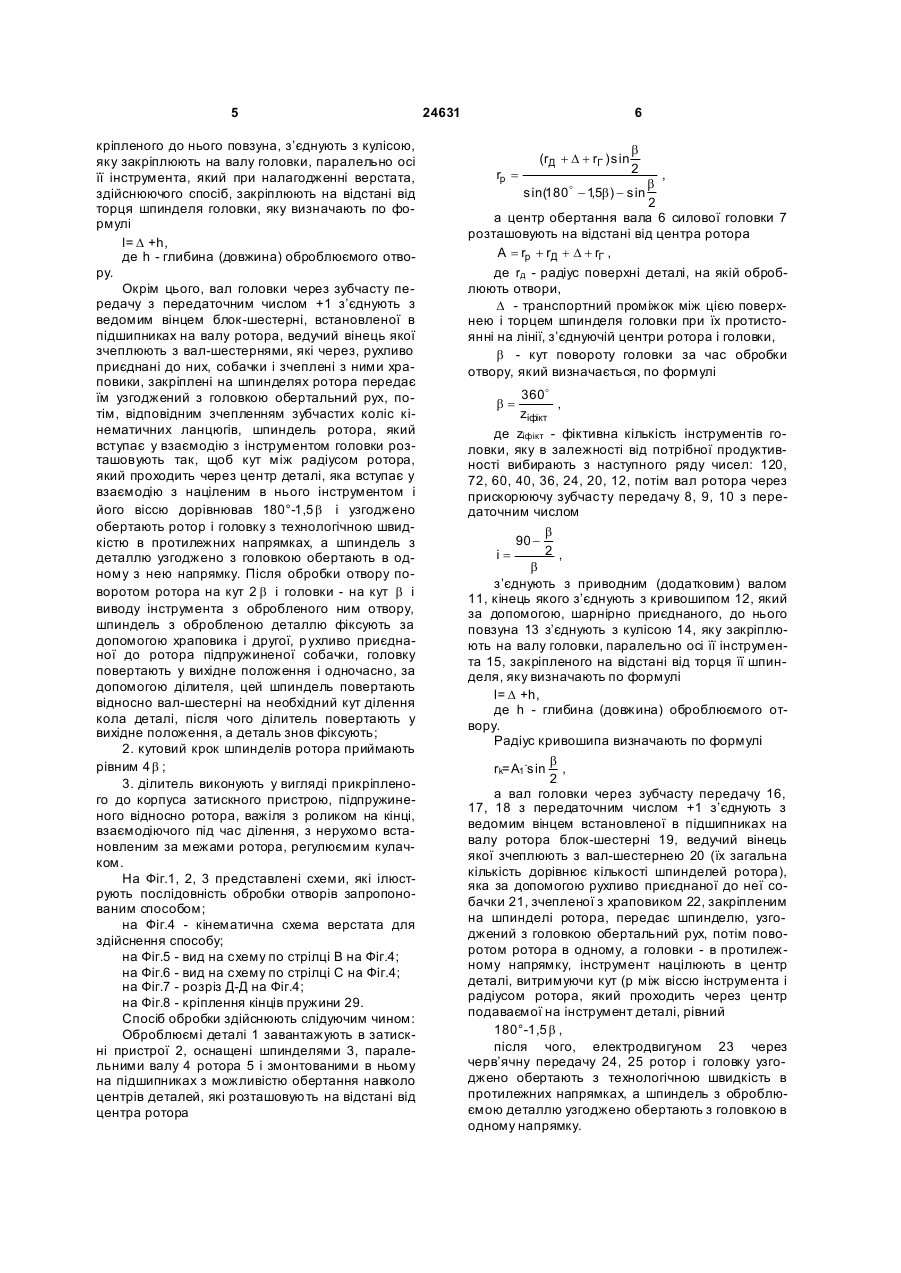
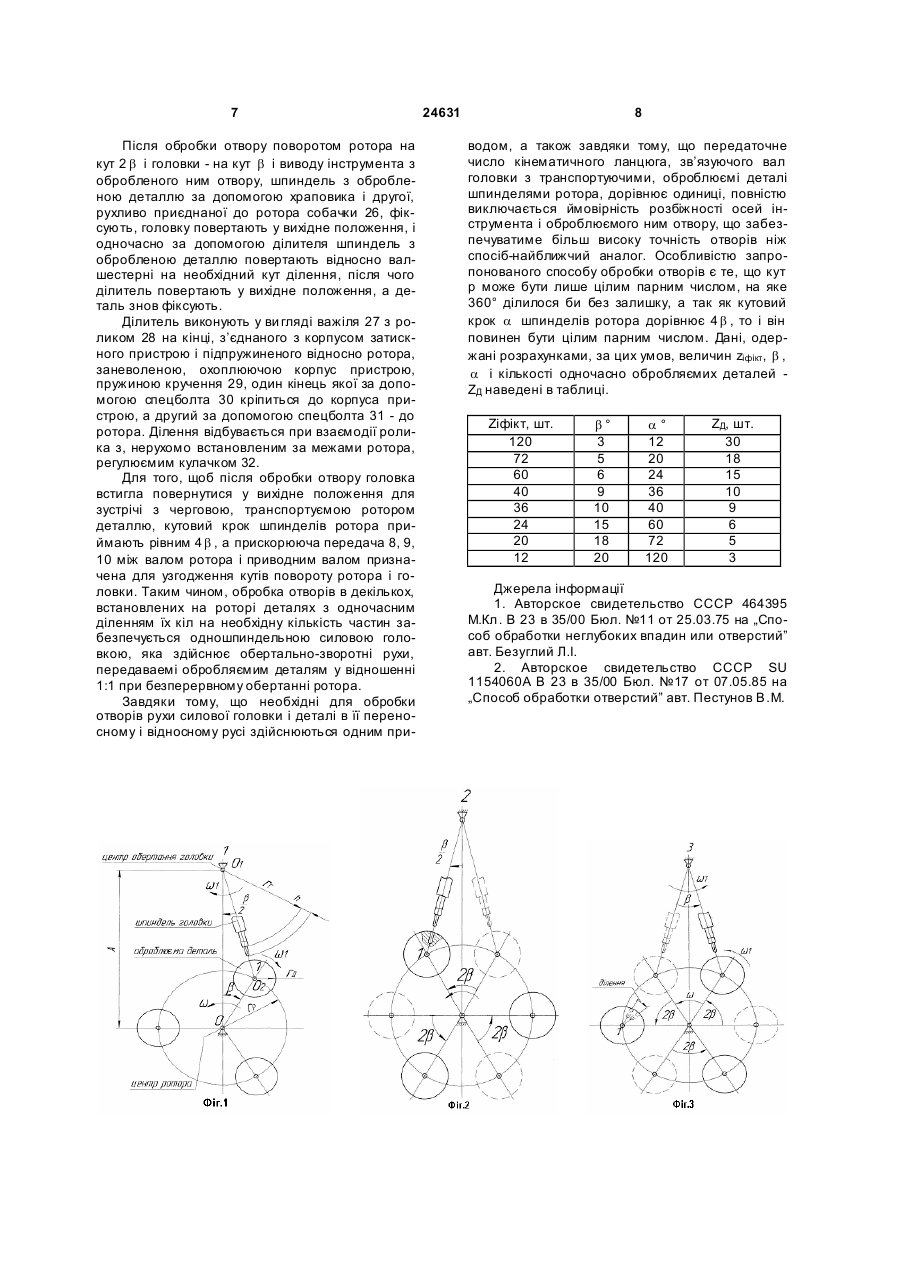
1. Спосіб обробки радіальних отворів переважно в деталях типу дисків, кілець і втулок, встановлених в затискних пристроях, рівнорозташованих навколо осі ротора, силовою головкою, при якому подачу здійснюють шляхом радіального зближення в одній площині деталі і інструмента, а точність отворів забезпечують збігом осей інструмента і оброблюваного ним отвору, який відрізняється тим, що пристрої оснащують паралельними валу ротора шпинделями, змонтованими в роторі на підшипниках з можливістю обертання навколо центрів оброблюваних деталей, і розташовують на відстані від центра ротора, яку визначають за формулою b (rд + D + rг ) sin 2 rp = b o sin(180 - 15b ) - sin , 2 , центр обертання вала силової головки розміщують на відстані від центра ротора, яку визначають за формулою A = rp + rД + D + rГ , 2 (19) 1 3 24631 4 кола деталі, після чого подільник повертають у вихідне положення, а деталь знов фіксують. 2. Спосіб за п.1, який відрізняється тим, що кутовий крок шпинделів ротора приймають рівним 4 b . 3. Спосіб за п.1, який відрізняється тим, що подільник виконують у вигляді прикріпленого до корпусу затискного пристрою підпружиненого відносно ротора важеля з роликом на кінці, взаємодіючого під час ділення з нерухомо встановленим за межами ротора регульованим кулачком. Корисна модель стосується обробки металів різанням, а саме технології обробки радіальних отворів на циліндричних поверхнях різноманітних деталей типу дисків, кілець і втулок. Відомий спосіб обробки неглибоких отворів, рівнорозташованих на зовнішній циліндричній поверхні деталі круглої форми [1] шляхом її кочення відносно інструментів, який відрізняється тим, що з метою підвищення продуктивності за рахунок багаторазового повторення циклів подачі і ділення відносно одного і того ж інструменту без переривання руху деталі, її котять всередині напрямного нерухомого кола, довжина якого не кратна довжині кола деталі, відносно встановлених по радіусам напрямного кола інструментів, висун ути х відносно площини кочення на глибину отворів. Недоліком способу є невисока точність отворів. Також відомий, прийнятий за найближчий аналог, спосіб обробки отворів [2], сутність якого полягає в тому, що з метою підвищення точності обробки за рахунок безперервного збігу осей інструмента і оброблюємого ним отвору, інструмент (або деталь) повертають в площині, яка проходить через осі інструмента і оброблюємого отвору навколо осі, яку розміщують на колі, відповідному траєкторії спільного руху інструмента і деталі. Причому, оброблюємі деталі встановлюють в затискних пристроях на планшайбі, з віссю О1 що обертається, забезпечуючи транспортний рух деталей. Одночасно обертається і друга планшайба з віссю O2. Яка несе силові головки з важелями і приєднаними до них роликами, які (головки) під час обробки, повертають в площині обертання планшайб шляхом обкочування роликів по профілю нерухомого кулачка, який забезпечує збіг осей інструмента і отвору. Недоліками способу-найближчого аналога по-перше є те, що при його здійсненні узгодження відносного руху головки з рухом деталі забезпечується не природно за допомогою руху самої деталі, а штучно, за допомогою, кінематично не зв’язаного з нею, кулачка. Така система є безрефлексною, так як кулачок має незмінний профіль і під час обробки не може реагувати на можливі коливання частоти обертання планшайб, що може привести до розбігу кутів повороту деталі при її переносному русі і головки, а відтак і до розбігу осей інструмента і оброблюємого ним отвору, а по-друге - використання великої кількості силових головок. Задачею даної корисної моделі є підвищення точності обробки отворів і зменшення кількості силових головок. Ця задача вирішується завдяки тому, що: 1. пристрої з оброблюємими деталями оснащують, паралельними валу ротора, шпинделями, змонтованими в роторі на підшипниках з можливістю обертання навколо центрів оброблюємих деталей і розташовують на відстані від центра ротора, яку визначають по формулі: b (rД + D + rГ ) sin 2 rP = b' o sin(180 - 15b ) - sin , 2 центр обертання вала силової головки розміщують на відстані від центра ротора, яку визначають по формулі A = rp + rД + D + rГ , де rД - радіус поверхні деталі, на якій оброблюють отвори, D - транспортний проміжок між цією поверхнею і торцем шпинделя головки при їх протистоянні на міжцентровій лінії ротора і головки, rГ - виліт шпинделя головки від центра її вала, b - кут повороту головки за час обробки отвору, визначаємий, по формулі b= 360 o , zіфікт де zіфікт - фіктивна кількість інструментів головки, яку вибирають в залежності від потрібної продуктивності з наступного ряду чисел: 120, 72, 60, 40, 36, 24, 20, 12, які забезпечують майже всі можливі варіанти виконання способу, а вал ротора через прискорюючу зубчасту передачу з передаточним числом b 90 2 , і= b з’єднують з приводним валом, другий кінець якого з’єднують з кривошипом радіуса b rk=A1 .sin 2 де А1 - відстань між центрами приводного валу і головки, який за допомогою, шарнірно при 5 кріпленого до нього повзуна, з’єднують з кулісою, яку закріплюють на валу головки, паралельно осі її інструмента, який при налагодженні верстата, здійснюючого спосіб, закріплюють на відстані від торця шпинделя головки, яку визначають по формулі l= D +h, де h - глибина (довжина) оброблюємого отвору. Окрім цього, вал головки через зубчасту передачу з передаточним числом +1 з’єднують з ведомим вінцем блок-шестерні, встановленої в підшипниках на валу ротора, ведучий вінець якої зчеплюють з вал-шестернями, які через, рухливо приєднані до них, собачки і зчеплені з ними храповики, закріплені на шпинделях ротора передає їм узгоджений з головкою обертальний рух, потім, відповідним зчепленням зубчастих коліс кінематичних ланцюгів, шпиндель ротора, який вступає у взаємодію з інструментом головки розташовують так, щоб кут між радіусом ротора, який проходить через центр деталі, яка вступає у взаємодію з націленим в нього інструментом і його віссю дорівнював 180°-1,5 b і узгоджено обертають ротор і головку з технологічною швидкістю в протилежних напрямках, а шпиндель з деталлю узгоджено з головкою обертають в одному з нею напрямку. Після обробки отвору поворотом ротора на кут 2 b і головки - на кут b і виводу інструмента з обробленого ним отвору, шпиндель з обробленою деталлю фіксують за допомогою храповика і другої, р ухливо приєднаної до ротора підпружиненої собачки, головку повертають у вихідне положення і одночасно, за допомогою ділителя, цей шпиндель повертають відносно вал-шестерні на необхідний кут ділення кола деталі, після чого ділитель повертають у вихідне положення, а деталь знов фіксують; 2. кутовий крок шпинделів ротора приймають рівним 4 b ; 3. ділитель виконують у вигляді прикріпленого до корпуса затискного пристрою, підпружиненого відносно ротора, важіля з роликом на кінці, взаємодіючого під час ділення, з нерухомо встановленим за межами ротора, регулюємим кулачком. На Фіг.1, 2, 3 представлені схеми, які ілюструють послідовність обробки отворів запропонованим способом; на Фіг.4 - кінематична схема верстата для здійснення способу; на Фіг.5 - вид на схему по стрілці В на Фіг.4; на Фіг.6 - вид на схему по стрілці С на Фіг.4; на Фіг.7 - розріз Д-Д на Фіг.4; на Фіг.8 - кріплення кінців пружини 29. Спосіб обробки здійснюють слідуючим чином: Оброблюємі деталі 1 завантажують в затискні пристрої 2, оснащені шпинделями 3, паралельними валу 4 ротора 5 і змонтованими в ньому на підшипниках з можливістю обертання навколо центрів деталей, які розташовують на відстані від центра ротора 24631 6 rp = (rД + D + rГ ) sin b 2 , b 2 а центр обертання вала 6 силової головки 7 розташовують на відстані від центра ротора A = rp + rД + D + rГ , де rд - радіус поверхні деталі, на якій оброблюють отвори, D - транспортний проміжок між цією поверхнею і торцем шпинделя головки при їх протистоянні на лінії, з’єднуючій центри ротора і головки, b - кут повороту головки за час обробки отвору, який визначається, по формулі b= sin(180o - 15b ) - sin , 360 o , zіфікт де zіфікт - фіктивна кількість інструментів головки, яку в залежності від потрібної продуктивності вибирають з наступного ряду чисел: 120, 72, 60, 40, 36, 24, 20, 12, потім вал ротора через прискорюючу зубчасту передачу 8, 9, 10 з передаточним числом b 90 2 , і= b з’єднують з приводним (додатковим) валом 11, кінець якого з’єднують з кривошипом 12, який за допомогою, шарнірно приєднаного, до нього повзуна 13 з’єднують з кулісою 14, яку закріплюють на валу головки, паралельно осі її інструмента 15, закріпленого на відстані від торця її шпинделя, яку визначають по формулі l= D +h, де h - глибина (довжина) оброблюємого отвору. Радіус кривошипа визначають по формулі b rk=A1 .sin , 2 а вал головки через зубчасту передачу 16, 17, 18 з передаточним числом +1 з’єднують з ведомим вінцем встановленої в підшипниках на валу ротора блок-шестерні 19, ведучий вінець якої зчеплюють з вал-шестернею 20 (їх загальна кількість дорівнює кількості шпинделей ротора), яка за допомогою рухливо приєднаної до неї собачки 21, зчепленої з храповиком 22, закріпленим на шпинделі ротора, передає шпинделю, узгоджений з головкою обертальний рух, потім поворотом ротора в одному, а головки - в протилежному напрямку, інструмент націлюють в центр деталі, витримуючи кут (р між віссю інструмента і радіусом ротора, який проходить через центр подаваємої на інструмент деталі, рівний 180°-1,5 b , після чого, електродвигуном 23 через черв’ячну передачу 24, 25 ротор і головку узгоджено обертають з технологічною швидкість в протилежних напрямках, а шпиндель з оброблюємою деталлю узгоджено обертають з головкою в одному напрямку. 7 Після обробки отвору поворотом ротора на кут 2 b і головки - на кут b і виводу інструмента з обробленого ним отвору, шпиндель з обробленою деталлю за допомогою храповика і другої, рухливо приєднаної до ротора собачки 26, фіксують, головку повертають у вихідне положення, і одночасно за допомогою ділителя шпиндель з обробленою деталлю повертають відносно валшестерні на необхідний кут ділення, після чого ділитель повертають у вихідне положення, а деталь знов фіксують. Ділитель виконують у ви гляді важіля 27 з роликом 28 на кінці, з’єднаного з корпусом затискного пристрою і підпружиненого відносно ротора, заневоленою, охоплюючою корпус пристрою, пружиною кручення 29, один кінець якої за допомогою спецболта 30 кріпиться до корпуса пристрою, а другий за допомогою спецболта 31 - до ротора. Ділення відбувається при взаємодії ролика з, нерухомо встановленим за межами ротора, регулюємим кулачком 32. Для того, щоб після обробки отвору головка встигла повернутися у вихідне положення для зустрічі з черговою, транспортуємою ротором деталлю, кутовий крок шпинделів ротора приймають рівним 4 b , а прискорююча передача 8, 9, 10 між валом ротора і приводним валом призначена для узгодження кутів повороту ротора і головки. Таким чином, обробка отворів в декількох, встановлених на роторі деталях з одночасним діленням їх кіл на необхідну кількість частин забезпечується одношпиндельною силовою головкою, яка здійснює обертально-зворотні рухи, передаваемі обробляємим деталям у відношенні 1:1 при безперервному обертанні ротора. Завдяки тому, що необхідні для обробки отворів рухи силової головки і деталі в її переносному і відносному русі здійснюються одним при 24631 8 водом, а також завдяки тому, що передаточне число кінематичного ланцюга, зв’язуючого вал головки з транспортуючими, оброблюємі деталі шпинделями ротора, дорівнює одиниці, повністю виключається ймовірність розбіжності осей інструмента і оброблюємого ним отвору, що забезпечуватиме більш високу точність отворів ніж спосіб-найближчий аналог. Особливістю запропонованого способу обробки отворів є те, що кут р може бути лише цілим парним числом, на яке 360° ділилося би без залишку, а так як кутовий крок a шпинделів ротора дорівнює 4 b , то і він повинен бути цілим парним числом. Дані, одержані розрахунками, за цих умов, величин zіфікт, b , a і кількості одночасно обробляємих деталей ZД наведені в таблиці. Zіфікт, шт. 120 72 60 40 36 24 20 12 b° 3 5 6 9 10 15 18 20 a° 12 20 24 36 40 60 72 120 ZД, шт. 30 18 15 10 9 6 5 3 Джерела інформації 1. Авторское свидетельство СССР 464395 М.Кл. В 23 в 35/00 Бюл. №11 от 25.03.75 на „Способ обработки неглубоких впадин или отверстий” авт. Безуглий Л.І. 2. Авторское свидетельство СССР SU 1154060A В 23 в 35/00 Бюл. №17 от 07.05.85 на „Способ обработки отверстий” авт. Пестунов В.М. 9 Комп’ютерна в ерстка Н. Лисенко 24631 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining holes
Автори англійськоюBezuhlyi Leonid Ivanovych
Назва патенту російськоюСпособ обработки отверстий
Автори російськоюБезуглый Леонид Иванович
МПК / Мітки
МПК: B23B 35/00
Мітки: отворів, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-24631-sposib-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки отворів</a>
Спосіб обробки отворів
Номер патенту: 68851
Опубліковано: 16.08.2004
Автори: Комар Олександр Петрович, Малишко Іван Олександрович, Тятьянченко Олександр Григорович, Коллер Сергій Валерійович
МПК: B23D 77/00
Мітки: обробки, отворів, спосіб
Формула / Реферат:
Спосіб обробки отворів, що включає різання та зменшення номінального розміру інструмента до для усунення розбивки отвору діаметром d, який відрізняється тим, що зміну швидкості різання V по глибині отвору визначають трапецеїдальною залежністю, при цьому на початку отвору швидкість різання...
Спосіб обробки отворів
Номер патенту: 19364
Опубліковано: 15.12.2006
Автор: Безуглий Леонід Іванович
МПК: B23B 1/00
Мітки: обробки, спосіб, отворів
Формула / Реферат:
1. Спосіб обробки отворів, що включає здійснення подачі шляхом радіального зближення встановленої на роторі деталі і інструменту - кінематично з'єднаної з ротором інструментальної головки (зокрема на ротаційному верстаті - за допомогою шпиндельної револьверної головки), який відрізняється тим, що мінімальну швидкість обертання ротора, яка забезпечує допустиму подачу в межах повороту на кожний кутовий крок його позицій з моменту врізання...
Спосіб обробки отворів
Номер патенту: 68832
Опубліковано: 16.08.2004
Автор: Тятьянченко Олександр Григорович
МПК: B23D 77/00
Мітки: спосіб, отворів, обробки
Формула / Реферат:
Спосіб обробки отворів, що включає зменшення номінального розміру інструмента до для усунення розбивки отвору діаметром який відрізняється тим, що безпосередньо перед обробкою отвору частину різального інструмента прогрівають до...
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка
Номер патенту: 5691
Опубліковано: 15.03.2005
Автори: Малишко Іван Олександрович, Мірошниченко Олександр Володимирович
МПК: B23D 77/00
Мітки: спосіб, інструментом, наскрізних, обробки, отворів, зенкер-розвертка, типу
Формула / Реферат:
Спосіб обробки наскрізних отворів інструментом типу зенкер-розвертка, що включає одночасний обертальний рух і подачу інструмента, який відрізняється тим, що стружку, яку знімають зубами зенкера, направляють на оброблювану поверхню під кутом сходу стружки, значення якого визначається залежністю:, (1)де
Ротаційний верстат для обробки отворів
Номер патенту: 7247
Опубліковано: 15.06.2005
Автор: Безуглий Леонід Іванович
Мітки: верстат, обробки, ротаційний, отворів
Формула / Реферат:
Ротаційний верстат для обробки отворів, що містить багатопозиційний стіл з шпинделями для розміщення оброблюваних деталей, багатоцівковий мальтійський механізм зовнішнього зчеплення, хрест якого зв'язаний з валом шпиндельної револьверної головки, зубчасті передачі та електроприводи стола і головки, який відрізняється тим, що на валу стола встановлена його зменшена в декілька разів копія, яка виконує функції водила, в якій шпинделі замінені...
Попередній патент: 3,4-біс(дибромофосфіно)-піроли
Наступний патент: Спосіб розмірної обробки тіл обертання електричною дугою
Випадковий патент: Фільтр нижніх частот для підвищення стійкості і точності автосупроводження літальних апаратів за дальністю