Спосіб змащування
Номер патенту: 25413
Опубліковано: 30.10.1998
Автори: Гордеев Олександр Федорович, Гірський Ігор Ростиславович, Захаров Петро Олексійович
Формула / Реферат
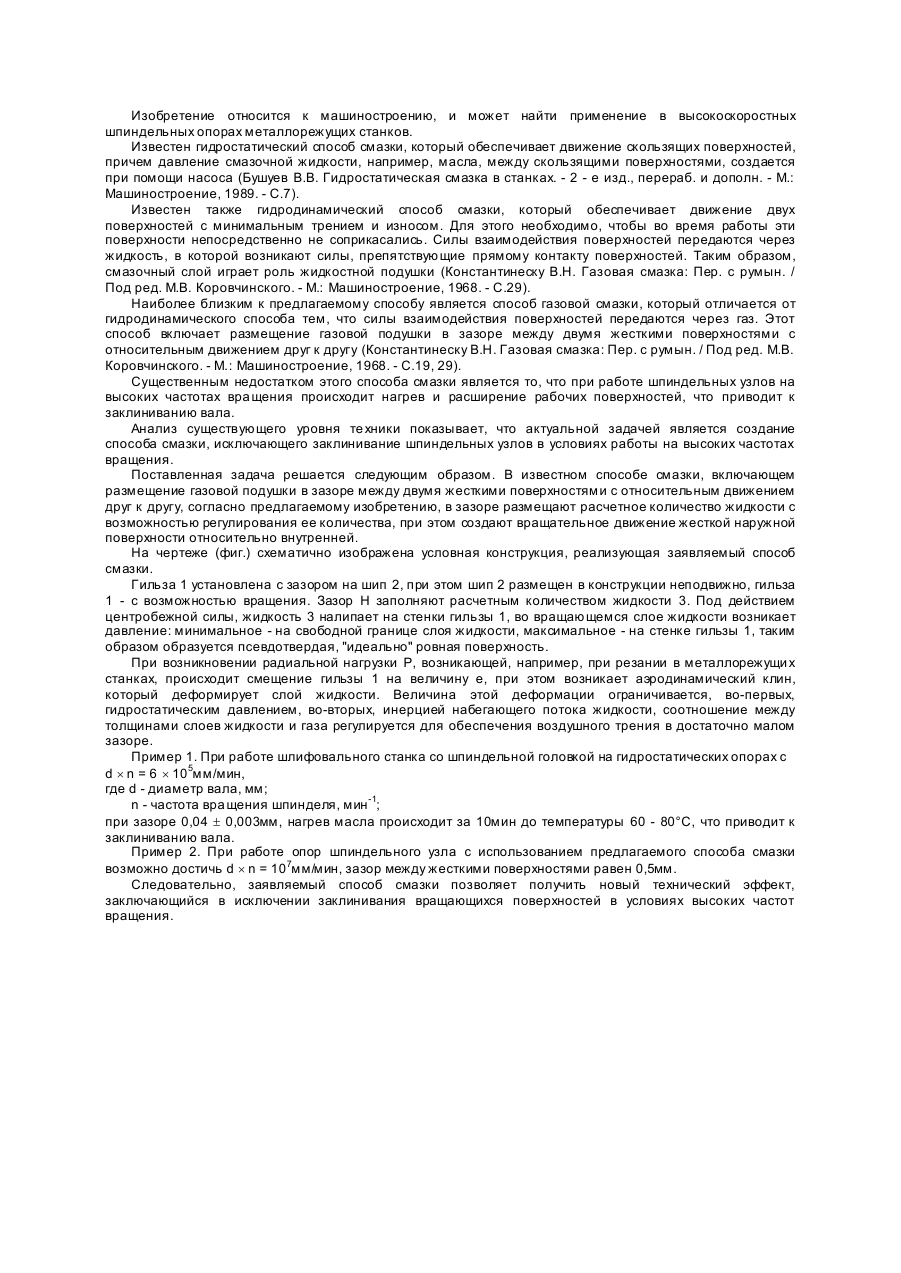
Способ смазки, включающий размещение газовой подушки в зазоре между двумя жесткими поверхностями с относительным движением друг к другу, отличающийся тем, что в зазоре размещают расчетное количество жидкости с возможностью регулирования ее количества, при этом создают вращательное движение жесткой наружной поверхности относительно внутренней.
Текст
Изобретение относится к машиностроению, и может найти применение в высокоскоростных шпиндельных опорах металлорежущих станков. Известен гидростатический способ смазки, который обеспечивает движение скользящих поверхностей, причем давление смазочной жидкости, например, масла, между скользящими поверхностями, создается при помощи насоса (Бушуев В.В. Гидростатическая смазка в станках. - 2 - е изд., перераб. и дополн. - М.: Машиностроение, 1989. - С.7). Известен также гидродинамический способ смазки, который обеспечивает движение двух поверхностей с минимальным трением и износом. Для этого необходимо, чтобы во время работы эти поверхности непосредственно не соприкасались. Силы взаимодействия поверхностей передаются через жидкость, в которой возникают силы, препятствующие прямому контакту поверхностей. Таким образом, смазочный слой играет роль жидкостной подушки (Константинеску В.Н. Газовая смазка: Пер. с румын. / Под ред. М.В. Коровчинского. - М.: Машиностроение, 1968. - С.29). Наиболее близким к предлагаемому способу является способ газовой смазки, который отличается от гидродинамического способа тем, что силы взаимодействия поверхностей передаются через газ. Этот способ включает размещение газовой подушки в зазоре между двумя жесткими поверхностями с относительным движением друг к другу (Константинеску В.Н. Газовая смазка: Пер. с румын. / Под ред. М.В. Коровчинского. - М.: Машиностроение, 1968. - С.19, 29). Существенным недостатком этого способа смазки является то, что при работе шпиндельных узлов на высоких частотах вра щения происходит нагрев и расширение рабочих поверхностей, что приводит к заклиниванию вала. Анализ существующего уровня те хники показывает, что актуальной задачей является создание способа смазки, исключающего заклинивание шпиндельных узлов в условиях работы на высоких частотах вращения. Поставленная задача решается следующим образом. В известном способе смазки, включающем размещение газовой подушки в зазоре между двумя жесткими поверхностями с относительным движением друг к другу, согласно предлагаемому изобретению, в зазоре размещают расчетное количество жидкости с возможностью регулирования ее количества, при этом создают вращательное движение жесткой наружной поверхности относительно внутренней. На чертеже (фиг.) схематично изображена условная конструкция, реализующая заявляемый способ смазки. Гильза 1 установлена с зазором на шип 2, при этом шип 2 размещен в конструкции неподвижно, гильза 1 - с возможностью вращения. Зазор H заполняют расчетным количеством жидкости 3. Под действием центробежной силы, жидкость 3 налипает на стенки гильзы 1, во вращающемся слое жидкости возникает давление: минимальное - на свободной границе слоя жидкости, максимальное - на стенке гильзы 1, таким образом образуется псевдотвердая, "идеально" ровная поверхность. При возникновении радиальной нагрузки P, возникающей, например, при резании в металлорежущи х станках, происходит смещение гильзы 1 на величину e, при этом возникает аэродинамический клин, который деформирует слой жидкости. Величина этой деформации ограничивается, во-первых, гидростатическим давлением, во-вторых, инерцией набегающего потока жидкости, соотношение между толщинами слоев жидкости и газа регулируется для обеспечения воздушного трения в достаточно малом зазоре. Пример 1. При работе шлифовального станка со шпиндельной головкой на гидростатических опорах с d ´ n = 6 ´ 105мм/мин, где d - диаметр вала, мм; n - частота вра щения шпинделя, мин -1; при зазоре 0,04 ± 0,003мм, нагрев масла происходит за 10мин до температуры 60 - 80°C, что приводит к заклиниванию вала. Пример 2. При работе опор шпиндельного узла с использованием предлагаемого способа смазки возможно достичь d ´ n = 10 7мм/мин, зазор между жесткими поверхностями равен 0,5мм. Следовательно, заявляемый способ смазки позволяет получить новый технический эффект, заключающийся в исключении заклинивания вращающихся поверхностей в условиях высоких частот вращения.
ДивитисяДодаткова інформація
Автори англійськоюZakharov Petro Oleksiyovych, Hordeiev Oleksandr Fedorovych, Girskyi Ihor Rostyslavovych
Автори російськоюЗахаров Петр Алексеевич, Гордеев Александр Федорович, Гирский Игорь Ростиславович
МПК / Мітки
МПК: F16N 15/00
Мітки: змащування, спосіб
Код посилання
<a href="https://ua.patents.su/2-25413-sposib-zmashhuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб змащування</a>
Система змащування паливного насоса двигуна внутрішнього сгорання
Номер патенту: 11414
Опубліковано: 25.12.1996
Автори: Самусь Микола Іванович, Пічугін Олександр Володимирович, Міланка Микола Федорович, Коколєв Олександр Анатолієвич
МПК: F01M 9/00
Мітки: змащування, сгорання, внутрішнього, система, двигуна, паливного, насоса
Формула / Реферат:
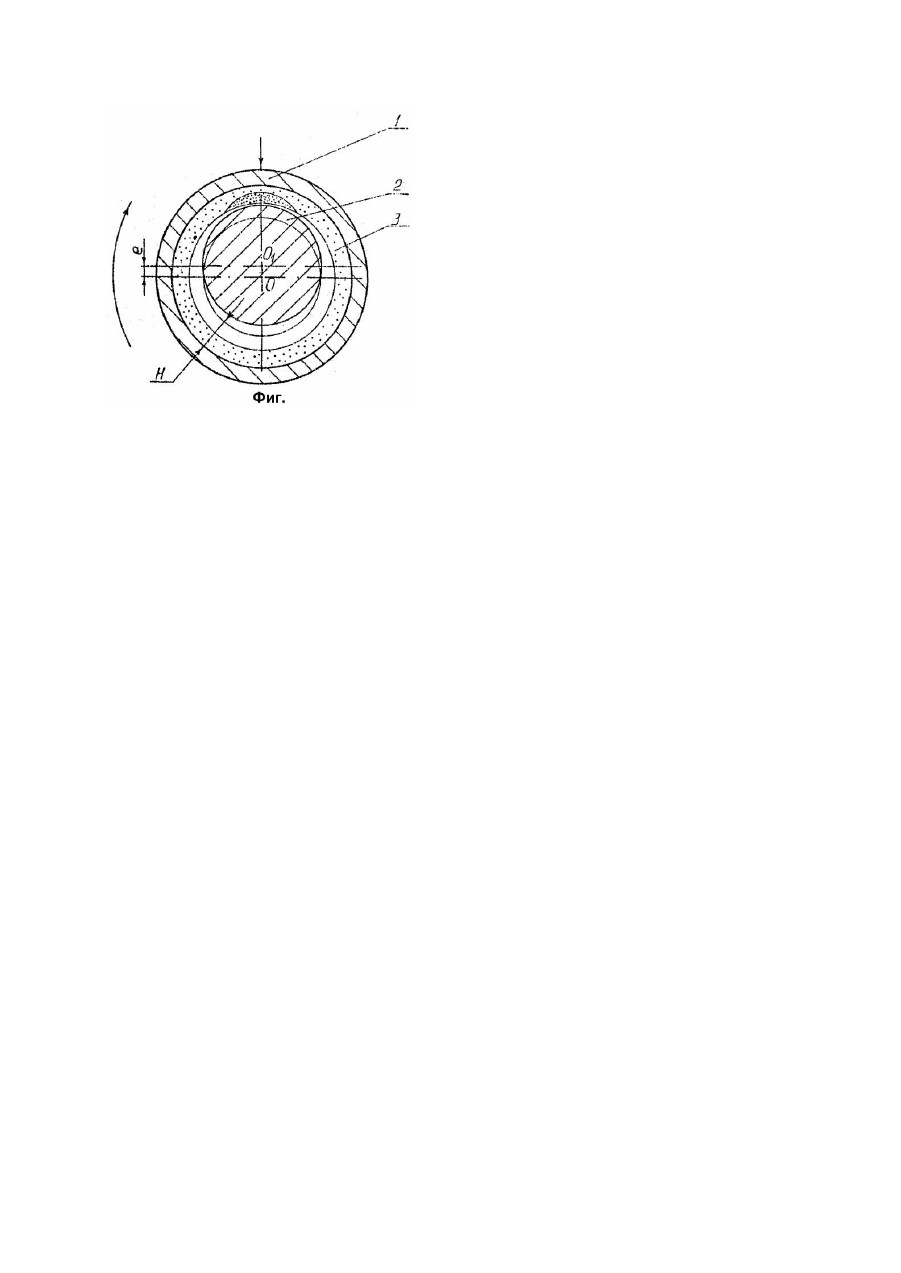
Система смазки топливного насоса двигателя внутреннего сгорания, содержащая канал, выполненный в виде насоса, один конец которого подключен к масляной магистрали двигателя, а другой оканчивается во внутренней полости корпуса, в которой размещен толкатель, и каналы слива масла в полость картера шестерен двигателя, отличающаяся тем, что, с целью повышения эффективности, канал подвода масла к толкателю выполнен со смещением относительно...
Пристрій для змащування шарнірів каткового ланцюга крокового конвейєра
Номер патенту: 13088
Опубліковано: 28.02.1997
Автори: Пакін Володимир Арсентійович, Білобров Юрій Миколайович, Санжаревський Олег Васильович, Казаков Олександр Васильович
МПК: B65G 45/00
Мітки: крокового, шарнірів, змащування, ланцюга, пристрій, конвейєра, каткового
Формула / Реферат:
(57) . Устройство для смазкй шарниров катковой цепи шагового конвейєра, включающее основание, установленную свозможностью возвратно-поступательногоперемещения в вертикальной плоскости и подпружиненную относительно основания плиту, установленную с возможностью перемещения относительно плиты П-образную раму с роликами на ее вертикальных частях и шприцем для смазки, расположенным с возможностью взаимодействия с шарнирами катковой цепи,...
Пристрій для змащування та охолодження підшипника опори ротора газотурбінного двигуна
Номер патенту: 16647
Опубліковано: 29.08.1997
Автори: Єфименко Анатолій Васильович, Колотиленко Михайло Георгійович
МПК: F02C 7/06
Мітки: двигуна, ротора, змащування, підшипника, охолодження, опори, газотурбінного, пристрій
Формула / Реферат:
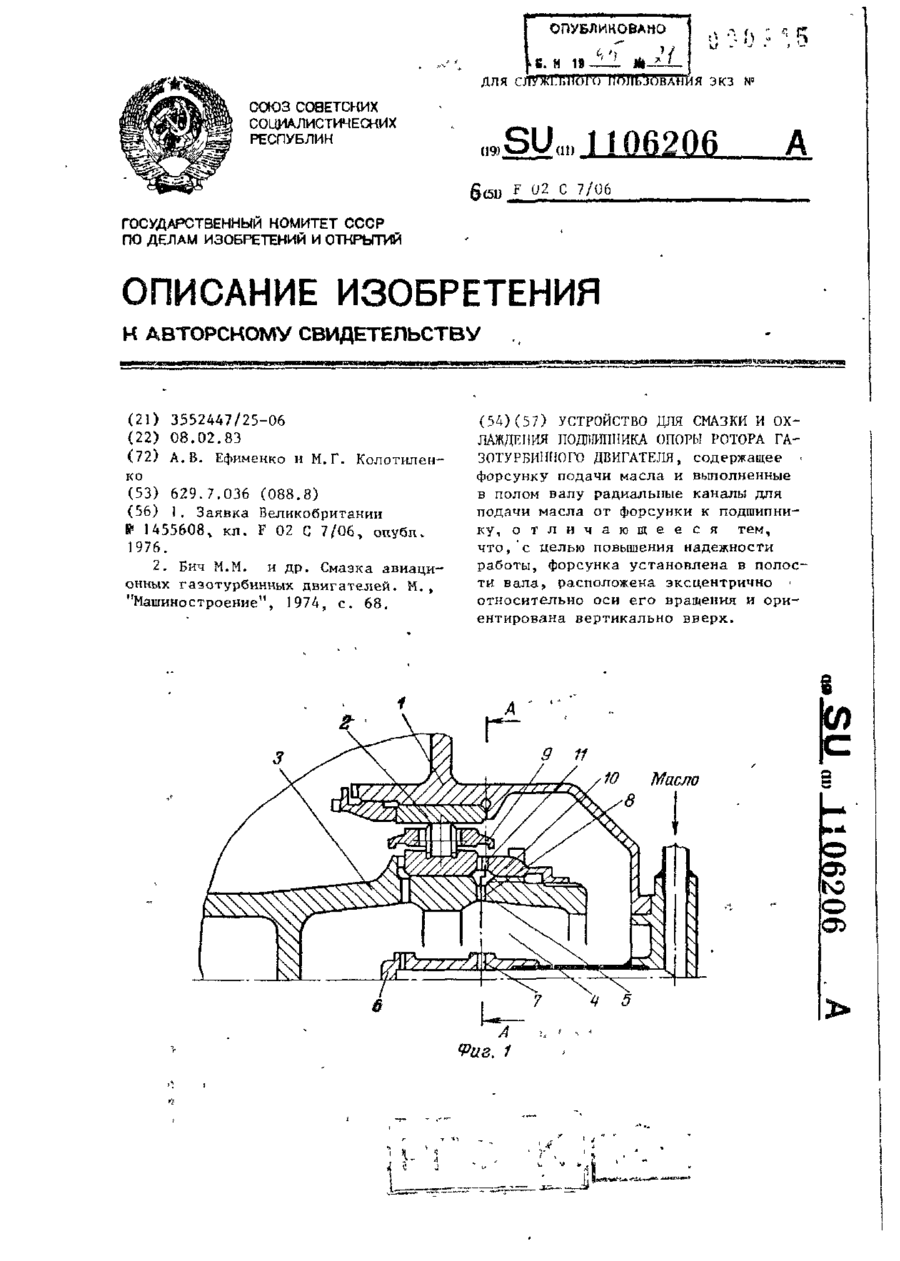
Устройство для смазки и охлаждения подшипника опоры ротора газотурбинного двигателя, содержащее форсунку подачи масла и выполненные в полом валу радиальные каналы для подачи масла от форсунки к подшипнику, отличающееся тем, что, с целью повышения надежности работы, форсунка установлена в полости вала, расположена эксцентрично относительно оси его вращения и ориентирована вертикально вверх.
Система змащування герметичного компресора
Номер патенту: 7801
Опубліковано: 26.12.1995
Автори: Гідулян Володимир Іванович, Борозенець Володимир Григорович, Коломієць Юрій Кирилович, Лантух Микола Олександрович
МПК: F04B 39/02
Мітки: герметичного, компресора, система, змащування
Формула / Реферат:
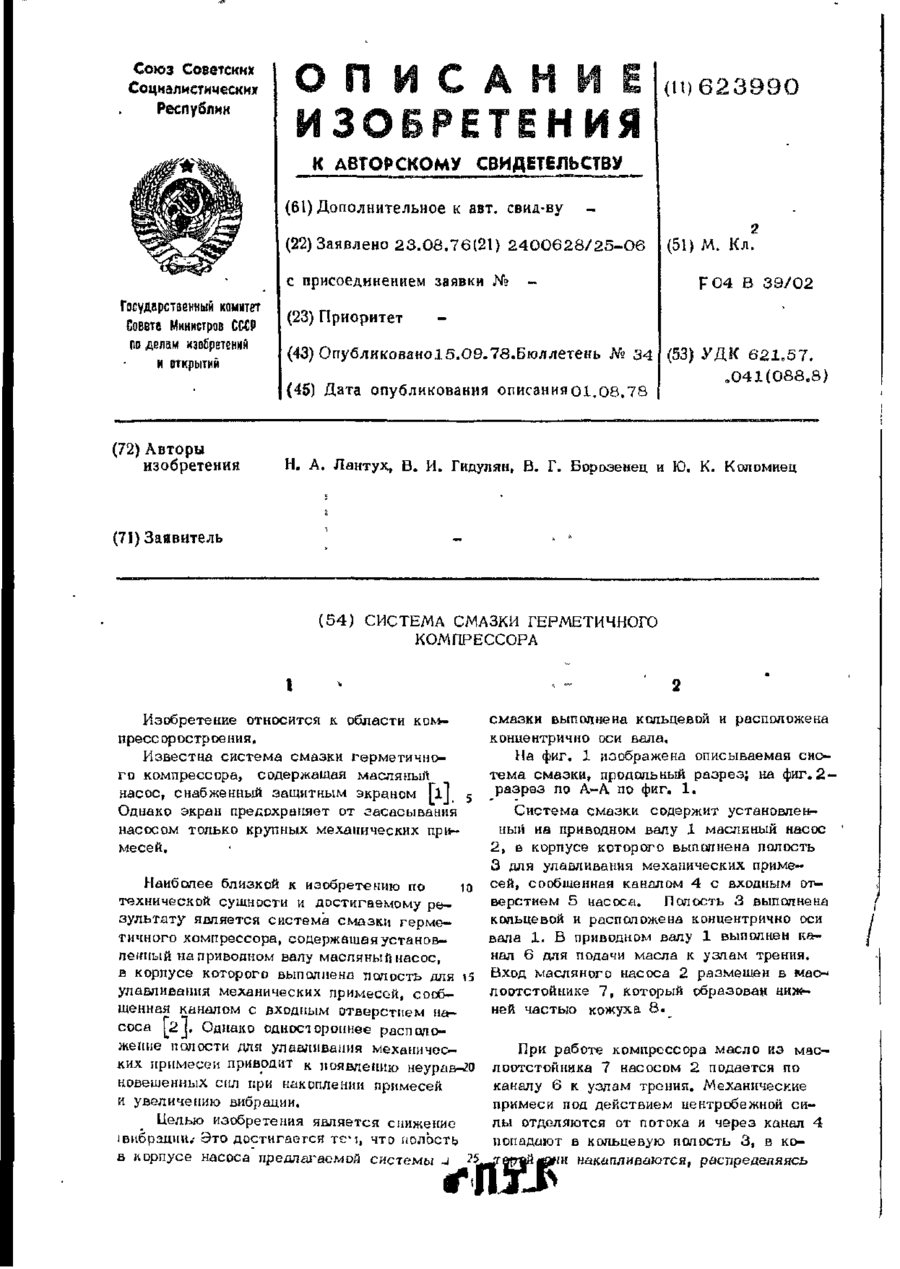
Система смазки герметичного компрессора, содержащая установленный на приводном валу масляный насос, в корпусе которого выполнена полость для улавливания механических примесей, сообщенная каналом с входным отверстием насоса, отличающаяся тем, что, с целью снижения вибрации, полость выполнена кольцевой и расположена концентричне оси вала.
Спосіб зниження сили опору в опорі ковзання
Номер патенту: 21188
Опубліковано: 04.11.1997
Автори: Белоус Олена Іванівна, Колосов Леонід Вікторович, Танцура Анна Іванівна, Бельмас Іван Васильович
МПК: B65G 39/00
Мітки: спосіб, сили, зниження, опору, опори, ковзання
Формула / Реферат:
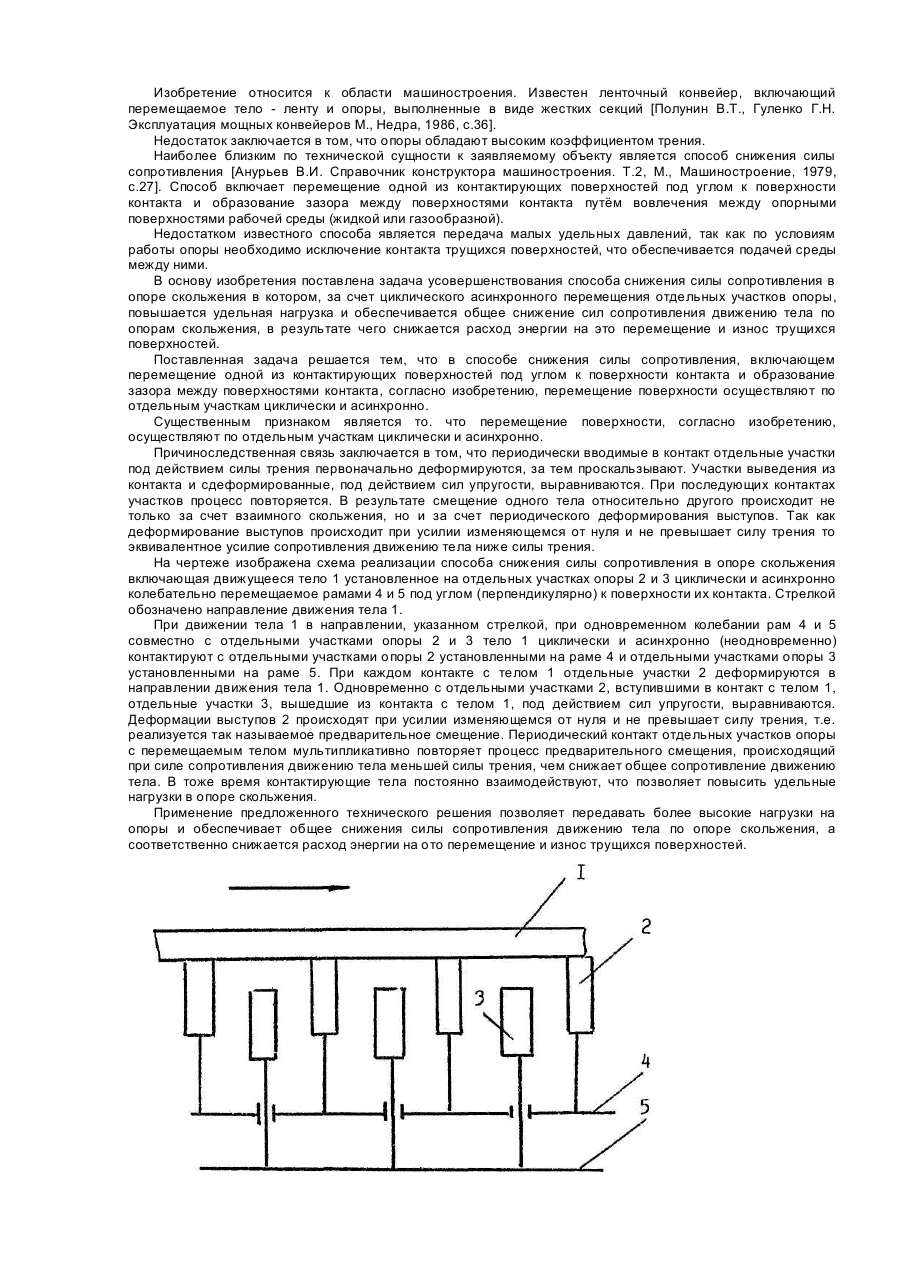
Способ снижения силы сопротивления в опоре скольжения, включающей перемещение одной из контактирующих поверхностей под углом к поверхности контакта и образование зазора между поверхностями контакта, отличающийся тем, что перемещение поверхности осуществляют по отдельным участкам циклически и асинхронно.
Попередній патент: Мембранний елемент
Наступний патент: Льонобральний апарат
Випадковий патент: Інсектицидно-акарицидний засіб