Дорн для обробки прямокутних і трапецієподібних шліцевих пазів у втулках
Формула / Реферат
Дорн для обробки прямокутних і трапецієподібних шліцевих пазів у втулках, який містить U-побідний корпус з верхньою і нижньою напрямними втулками, оправку з хвостовиком, твердосплавні дорнуючі елементи, елементи направлення і кріплення, який відрізняється тим, що додатково містить сепаратор, у якому виконані наскрізні отвори прямокутної форми, в яких розташовані з можливістю кругового провертання циліндричні твердосплавні ролики, крім цього твердосплавні циліндричні ролики з'єднані з циліндричними виїмками оправки, які розміщені на горизонтальних лисках рівномірно по колу шириною рівною довжині циліндричних твердосплавних роликів, причому глибина сусідніх циліндричних виїмок є рівною величині підйому на один ролик, крім цього тіло самої оправки є намагніченим і з'єднане з циліндричними твердосплавними роликами, причому оправка з циліндричними твердосплавними роликами з'єднана з можливістю осьового переміщення з внутрішніми прямокутними шліцами верхньої напрямної втулки, крім цього внутрішня поверхня нижньої напрямної втулки виконана у вигляді прямокутних шліцьових пазів і встановлена співвісно до верхньої напрямної втулки.
Текст
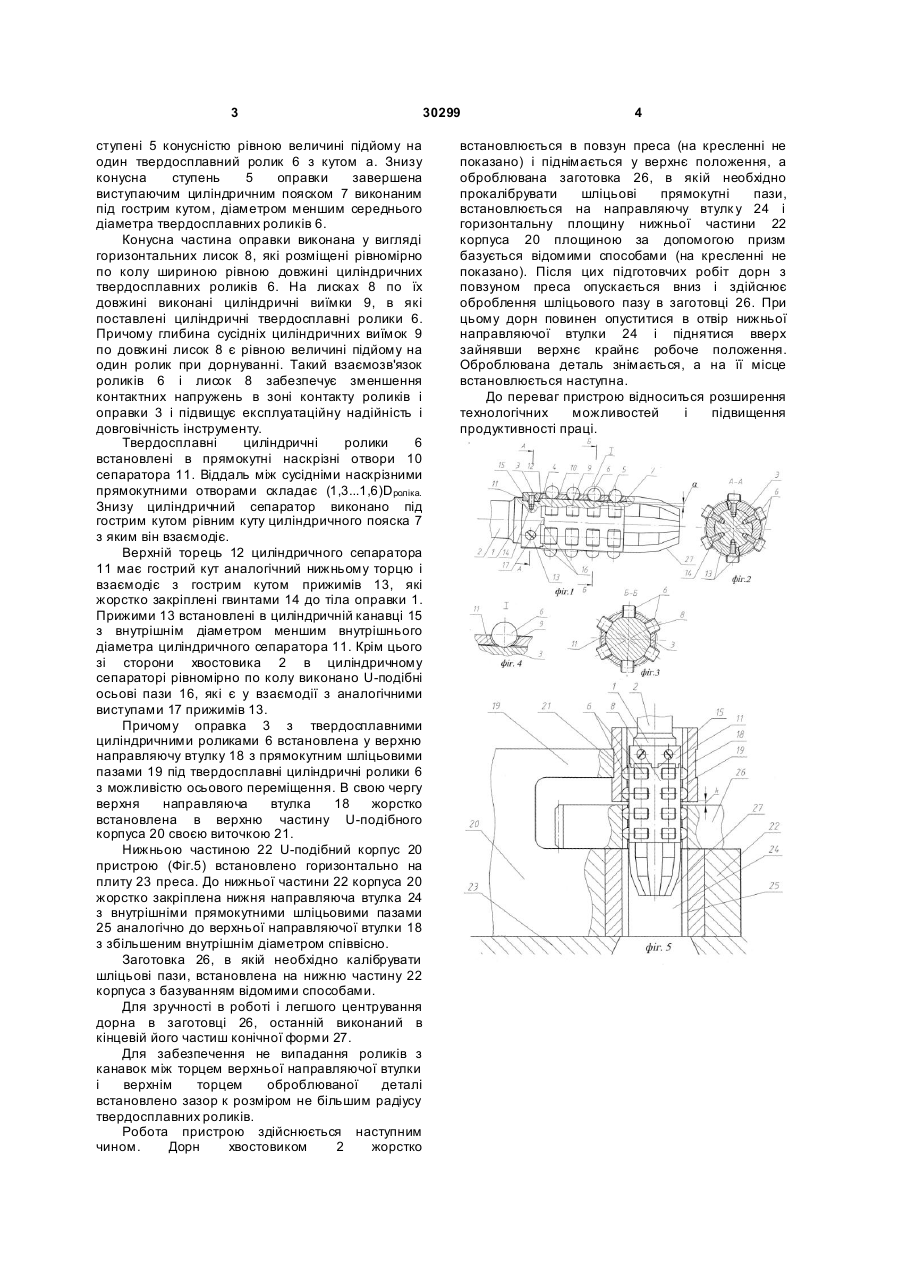
Дорн для обробки прямокутних і трапецієподібних шліцевих пазів у втулках, який містить U-побідний корпус з верхньою і нижньою напрямними втулками, оправку з хвостовиком, твердосплавні дорнуючі елементи, елементи направлення і кріплення, який відрізняється тим, що додатково містить сепаратор, у якому виконані наскрізні отвори прямокутної форми, в яких розташовані з можливістю кругового провертання циліндричні твердосплавні ролики, крім цього 3 30299 ступені 5 конусністю рівною величині підйому на один твердосплавний ролик 6 з кутом а. Знизу конусна ступень 5 оправки завершена виступаючим циліндричним пояском 7 виконаним під гострим кутом, діаметром меншим середнього діаметра твердосплавних роликів 6. Конусна частина оправки виконана у вигляді горизонтальних лисок 8, які розміщені рівномірно по колу шириною рівною довжині циліндричних твердосплавних роликів 6. На лисках 8 по їх довжині виконані циліндричні виїмки 9, в які поставлені циліндричні твердосплавні ролики 6. Причому глибина сусідніх циліндричних виїмок 9 по довжині лисок 8 є рівною величині підйому на один ролик при дорнуванні. Такий взаємозв'язок роликів 6 і лисок 8 забезпечує зменшення контактних напружень в зоні контакту роликів і оправки 3 і підвищує експлуатаційну надійність і довговічність інструменту. Твердосплавні циліндричні ролики 6 встановлені в прямокутні наскрізні отвори 10 сепаратора 11. Віддаль між сусідніми наскрізними прямокутними отворами складає (1,3...1,6)Dроліка. Знизу циліндричний сепаратор виконано під гострим кутом рівним куту циліндричного пояска 7 з яким він взаємодіє. Верхній торець 12 циліндричного сепаратора 11 має гострий кут аналогічний нижньому торцю і взаємодіє з гострим кутом прижимів 13, які жорстко закріплені гвинтами 14 до тіла оправки 1. Прижими 13 встановлені в циліндричній канавці 15 з внутрішнім діаметром меншим внутрішнього діаметра циліндричного сепаратора 11. Крім цього зі сторони хвостовика 2 в циліндричному сепараторі рівномірно по колу виконано U-подібні осьові пази 16, які є у взаємодії з аналогічними виступами 17 прижимів 13. Причому оправка 3 з твердосплавними циліндричними роликами 6 встановлена у верхню направляючу втулку 18 з прямокутним шліцьовими пазами 19 під твердосплавні циліндричні ролики 6 з можливістю осьового переміщення. В свою чергу верхня направляюча втулка 18 жорстко встановлена в верхню частину U-подібного корпуса 20 своєю виточкою 21. Нижньою частиною 22 U-подібний корпус 20 пристрою (Фіг.5) встановлено горизонтально на плиту 23 преса. До нижньої частини 22 корпуса 20 жорстко закріплена нижня направляюча втулка 24 з внутрішніми прямокутними шліцьовими пазами 25 аналогічно до верхньої направляючої втулки 18 з збільшеним внутрішнім діаметром співвісно. Заготовка 26, в якій необхідно калібрувати шліцьові пази, встановлена на нижню частину 22 корпуса з базуванням відомими способами. Для зручності в роботі і легшого центрування дорна в заготовці 26, останній виконаний в кінцевій його частиш конічної форми 27. Для забезпечення не випадання роликів з канавок між торцем верхньої направляючої втулки і верхнім торцем оброблюваної деталі встановлено зазор к розміром не більшим радіусу твердосплавних роликів. Робота пристрою здійснюється наступним чином. Дорн хвостовиком 2 жорстко 4 встановлюється в повзун преса (на кресленні не показано) і піднімається у верхнє положення, а оброблювана заготовка 26, в якій необхідно прокалібрувати шліцьові прямокутні пази, встановлюється на направляючу втулк у 24 і горизонтальну площину нижньої частини 22 корпуса 20 площиною за допомогою призм базується відомими способами (на кресленні не показано). Після цих підготовчих робіт дорн з повзуном преса опускається вниз і здійснює оброблення шліцьового пазу в заготовці 26. При цьому дорн повинен опуститися в отвір нижньої направляючої втулки 24 і піднятися вверх зайнявши верхнє крайнє робоче положення. Оброблювана деталь знімається, а на її місце встановлюється наступна. До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці.
ДивитисяДодаткова інформація
Назва патенту англійськоюMandrel for treating rectangular and trapezoidal spline grooves in bushings
Автори англійськоюKruk Volodymyr Vasyliovych
Назва патенту російськоюДорн для обработки прямоугольных и трапециевидных шлицевых пазов во втулках
Автори російськоюКрук Владимир Васильевич
МПК / Мітки
МПК: B21C 37/00
Мітки: пазів, обробки, прямокутних, втулках, шліцевих, трапецієподібних, дорн
Код посилання
<a href="https://ua.patents.su/2-30299-dorn-dlya-obrobki-pryamokutnikh-i-trapeciehpodibnikh-shlicevikh-paziv-u-vtulkakh.html" target="_blank" rel="follow" title="База патентів України">Дорн для обробки прямокутних і трапецієподібних шліцевих пазів у втулках</a>
Дорн для обробки напівкруглих шліцевих пазів
Номер патенту: 26884
Опубліковано: 10.10.2007
Автори: Гевко Роман Богданович, Дзюра Володимир Олексійович
МПК: B21C 37/06
Мітки: пазів, обробки, шліцевих, напівкруглих, дорн
Формула / Реферат:
Дорн для обробки напівкруглих шліцевих пазів, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, який відрізняється тим, що оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня з конусністю, що дорівнює величині підйому на одну кульку, яка внизу завершена виступним...
Пристрій для обробки напівкруглих шліцевих пазів
Номер патенту: 22495
Опубліковано: 25.04.2007
Автори: Дзюра Володимир Олексійович, Гевко Іван Богданович, Гевко Богдан Матвійович
МПК: B21C 37/15
Мітки: пазів, шліцевих, обробки, пристрій, напівкруглих
Формула / Реферат:
Пристрій для обробки напівкруглих шліцевих пазів, який виконано у вигляді оправки, хвостовика, дорнуючих елементів, елементів їх кріплення і направлення, який відрізняється тим, що твердосплавні дорнуючі елементи виконані у вигляді твердосплавних кульок, а в нижній частині оправки рівномірно по колу виконані декілька осьових напівкруглих шліцевих пазів, кількість яких рівна кількості напівкруглих шліцевих пазів оброблюваної деталі, з...
Дорн для обробки шліцьових отворів
Номер патенту: 5475
Опубліковано: 15.03.2005
Автори: Вовк Ярослав Юрійович, Гевко Ігор Богданович, Дзюра Володимир Олексійович, Стойко Ігор Іванович
МПК: B21C 37/06
Мітки: отворів, шліцьових, дорн, обробки
Формула / Реферат:
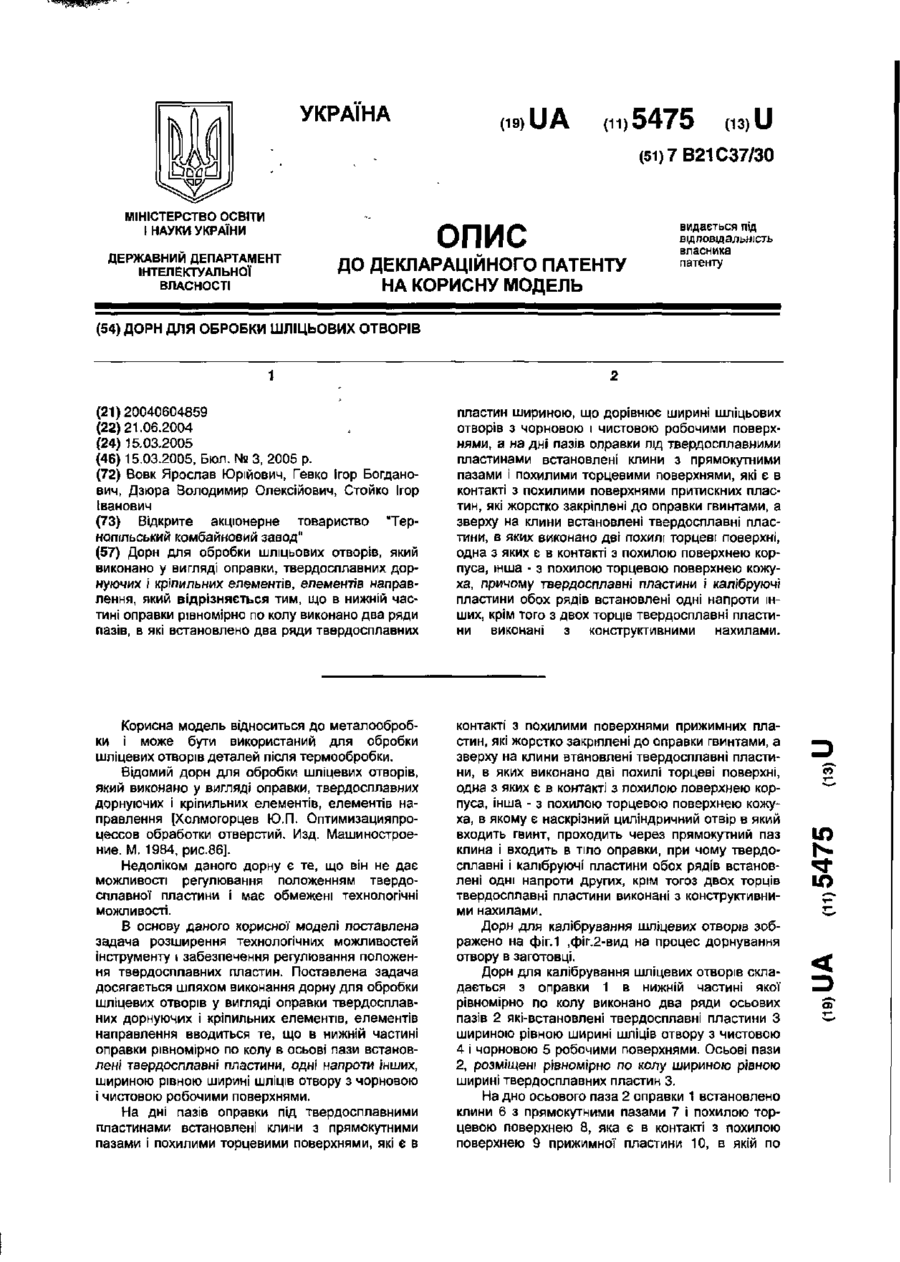
Дорн для обробки шліцьових отворів, який виконано у вигляді оправки, твердосплавних дорнуючих і кріпильних елементів, елементів направлення, який відрізняється тим, що в нижній частині оправки рівномірно по колу виконано два ряди пазів, в які встановлено два ряди твердосплавних пластин шириною, що дорівнює ширині шліцьових отворів з чорновою і чистовою робочими поверхнями, а на дні пазів оправки під твердосплавними пластинами встановлені...
Дорн багатозубий
Номер патенту: 64000
Опубліковано: 16.02.2004
Автори: Єлагін Дмитро Павлович, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: багатозубий, дорн
Формула / Реферат:
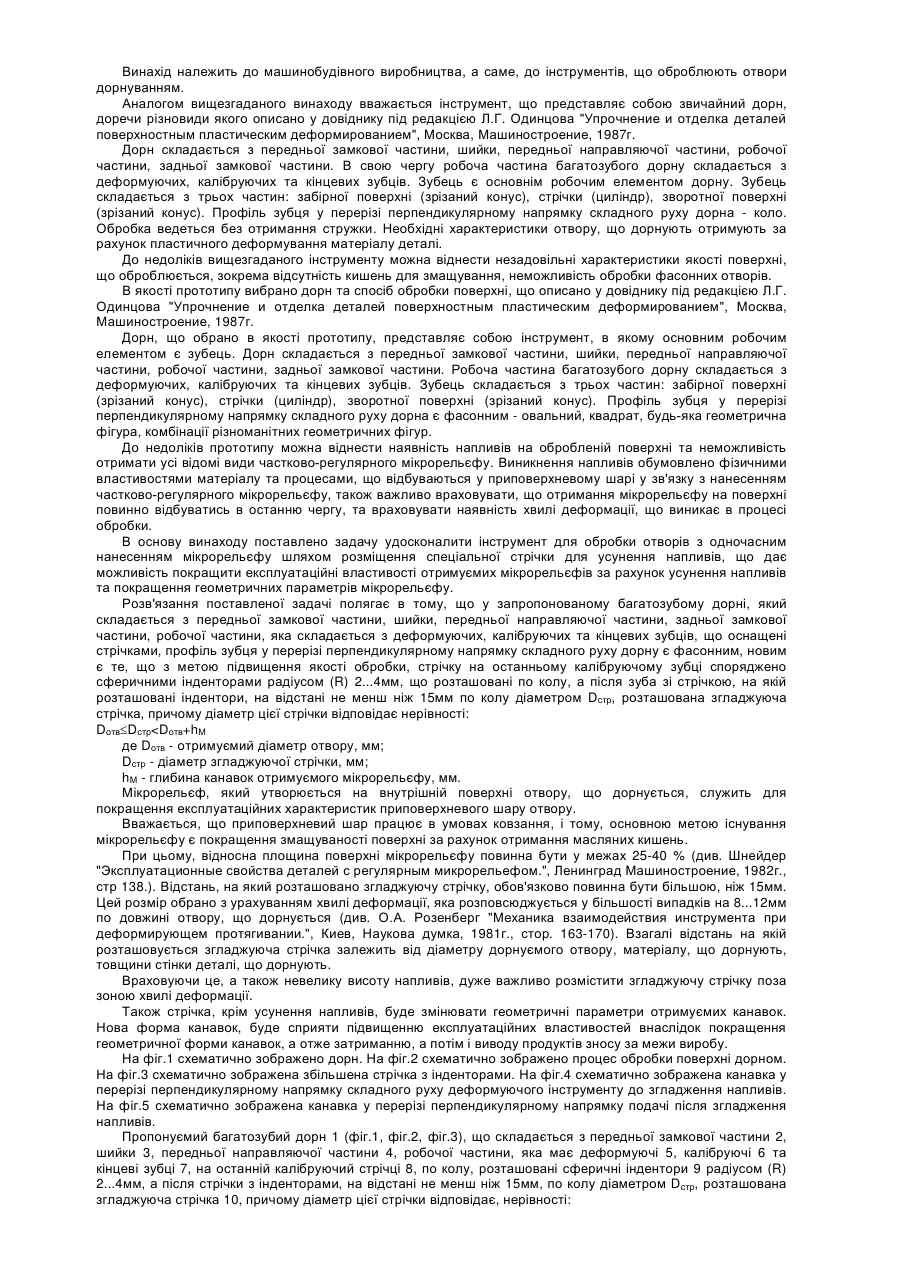
Багатозубий дорн, який складається з передньої замкової частини, шийки, передньої направляючої частини, задньої замкової частини, робочої частини, яка складається з деформуючих, калібруючих та кінцевих зубців, які споряджені стрічками, при цьому профіль зубців у перерізі, перпендикулярному напрямку складного руху дорна, є фасонним, який відрізняється тим, що стрічка на останньому калібруючому зубці споряджена сферичними інденторами радіусом...
Пристрій для контролю внутрішніх шліцевих поверхонь
Номер патенту: 24953
Опубліковано: 25.07.2007
Автори: Дзюра Володимир Олексійович, Брощак Іван Іванович, Капаціла Людмила Миколаївна, Гевко Іван Богданович, Геник Ігор Степанович
МПК: G01B 11/22
Мітки: внутрішніх, контролю, пристрій, поверхонь, шліцевих
Формула / Реферат:
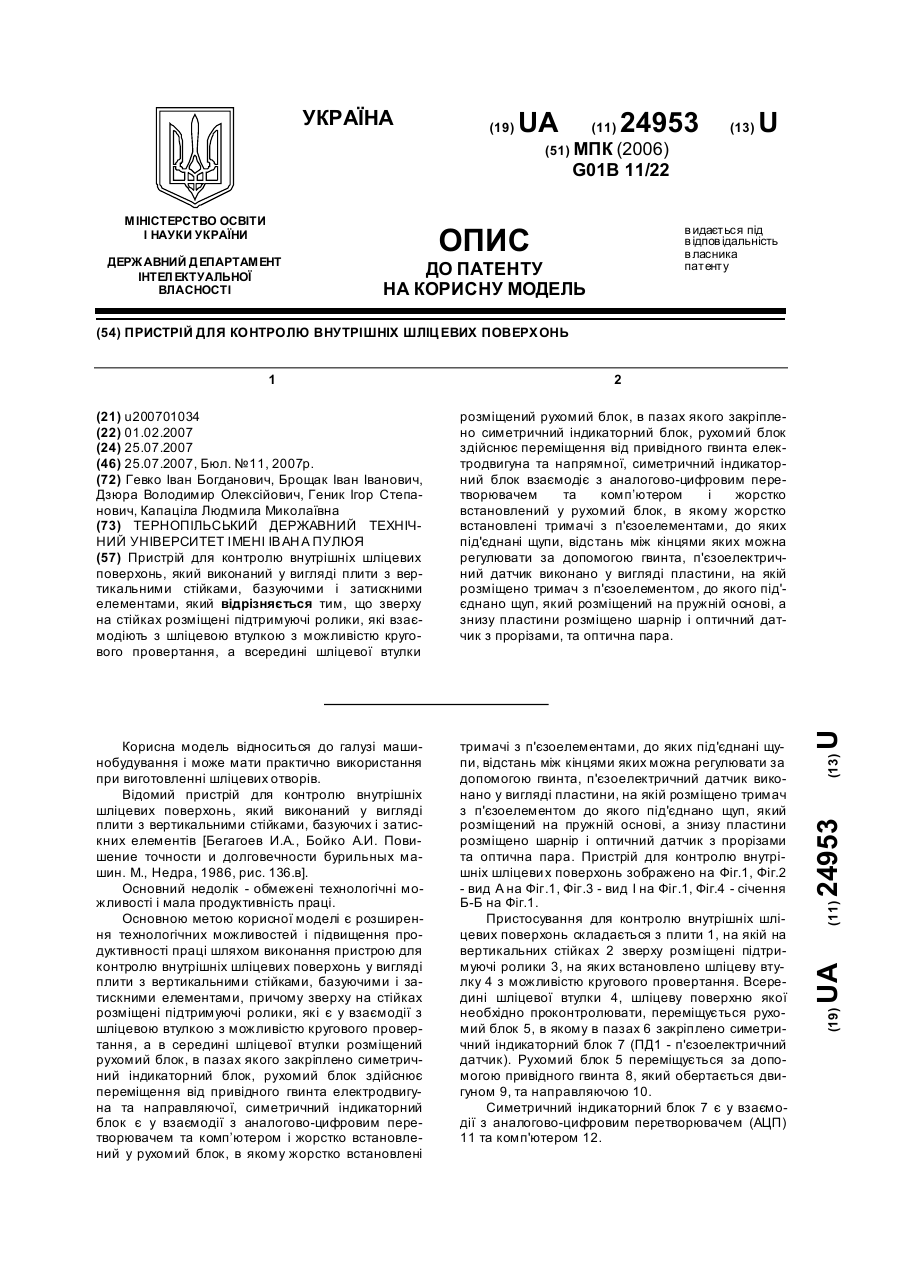
Пристрій для контролю внутрішніх шліцевих поверхонь, який виконаний у вигляді плити з вертикальними стійками, базуючими і затискними елементами, який відрізняється тим, що зверху на стійках розміщені підтримуючі ролики, які взаємодіють з шліцевою втулкою з можливістю кругового провертання, а всередині шліцевої втулки розміщений рухомий блок, в пазах якого закріплено симетричний індикаторний блок, рухомий блок здійснює переміщення від...
Попередній патент: Антигравітаційний механічний двигун ю.в. білоусова
Наступний патент: Мастило технологічне для обробки металів тиском ствд-1
Випадковий патент: Радіотехнічна навігаційно-посадкова система з активним запитом-відповіддю