Спосіб прокатки блюмів
Номер патенту: 22137
Опубліковано: 30.04.1998
Автори: Нагай Володимир Данилович, Халюта Володимир Миколайович, Антипенко Валентин Григорович, Глоба Микола Ілліч, Чудновець Олександр Миколаєвич, Хорошілов Микола Макарович, Локтіонов Петро Якович, Міллер Віктор Вікторович, Миронов Евген Констянтинович, Проценко Юрій Юрьєвич
Формула / Реферат
Способ прокатки блюмов, включающий нагрев и прокатку слитков, порезку годных частей раскатов на блюмы мерных длин, отличающийся тем, что нестандартные раскаты кратно раскраивают на блюмы длиной, определяемой выражением
Lк = Lр/n = (0,54-0,73) Lmax
где Lк - длина нарезаемых коротких блюмов, Lр - длина раската до порезки, n - количество нарезаемых блюмов, Lmax - длина блюма максимального размера, причем длина блюма максимального размера меньше ширины нагревательной печи, в которую осуществляют дальнейший посад блюмов, причем посад коротких блюмов осуществляют перед каждой группой длинных блюмов, количество которых не менее одного, затем блюмы нагревают и поочередно прокатывают короткие и длинные блюмы на сортовые профили.
Текст
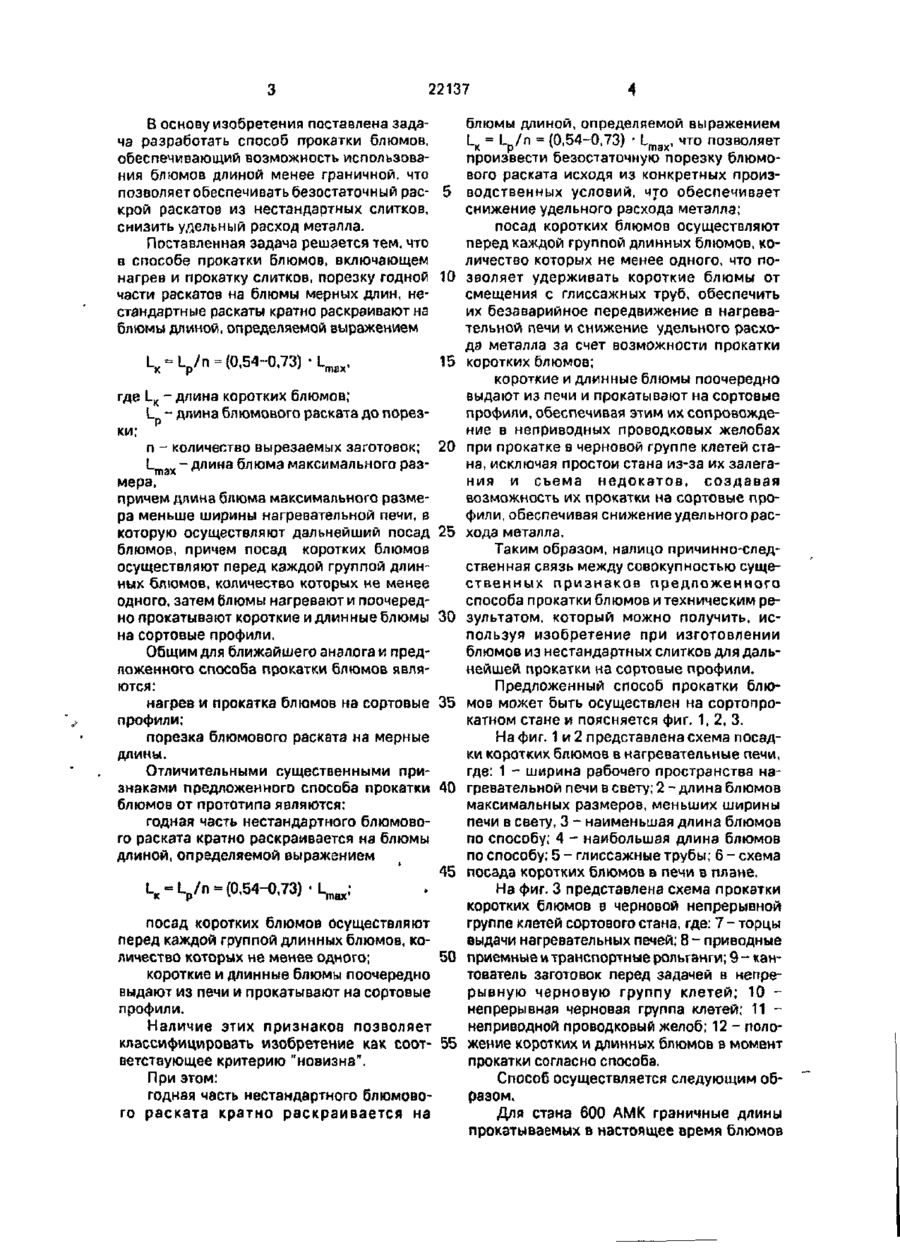
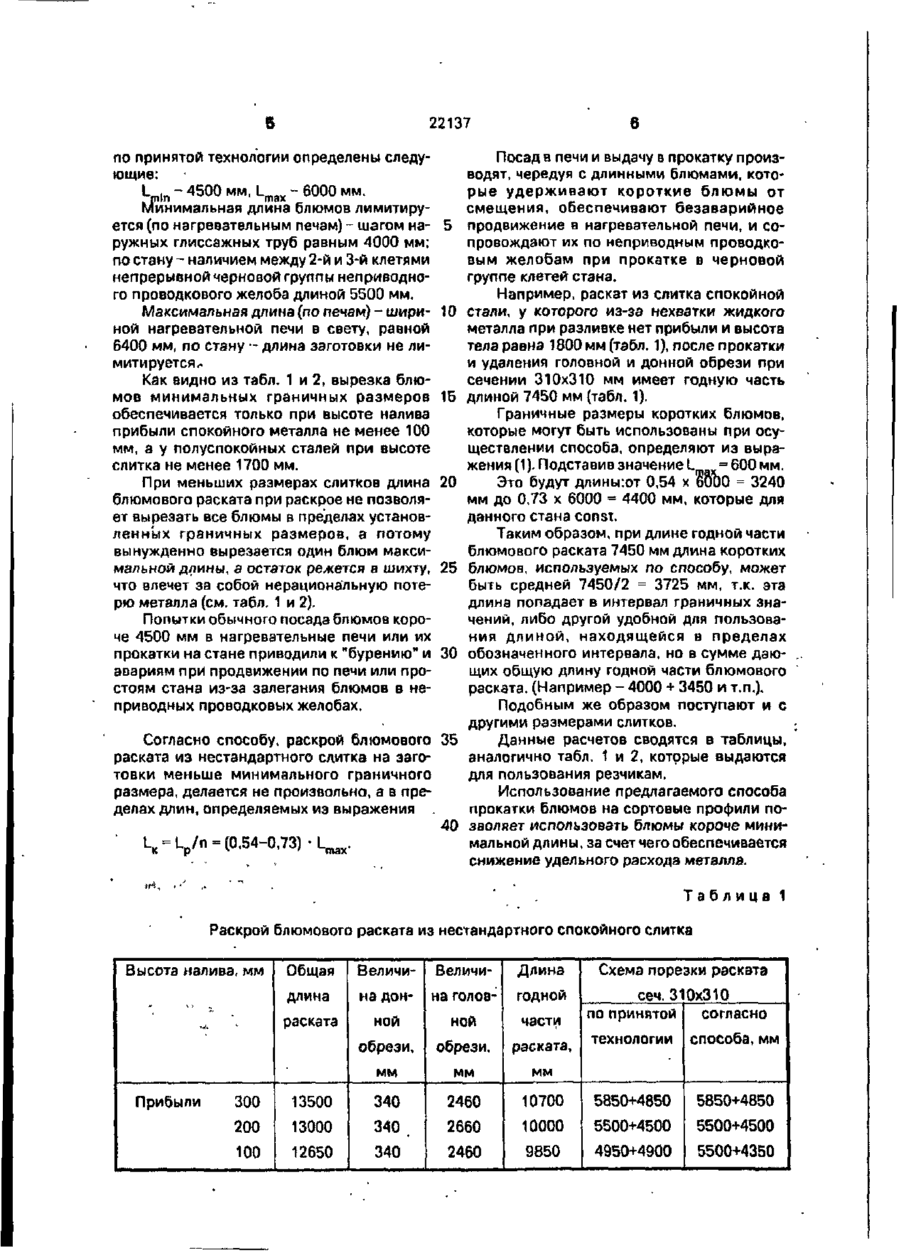
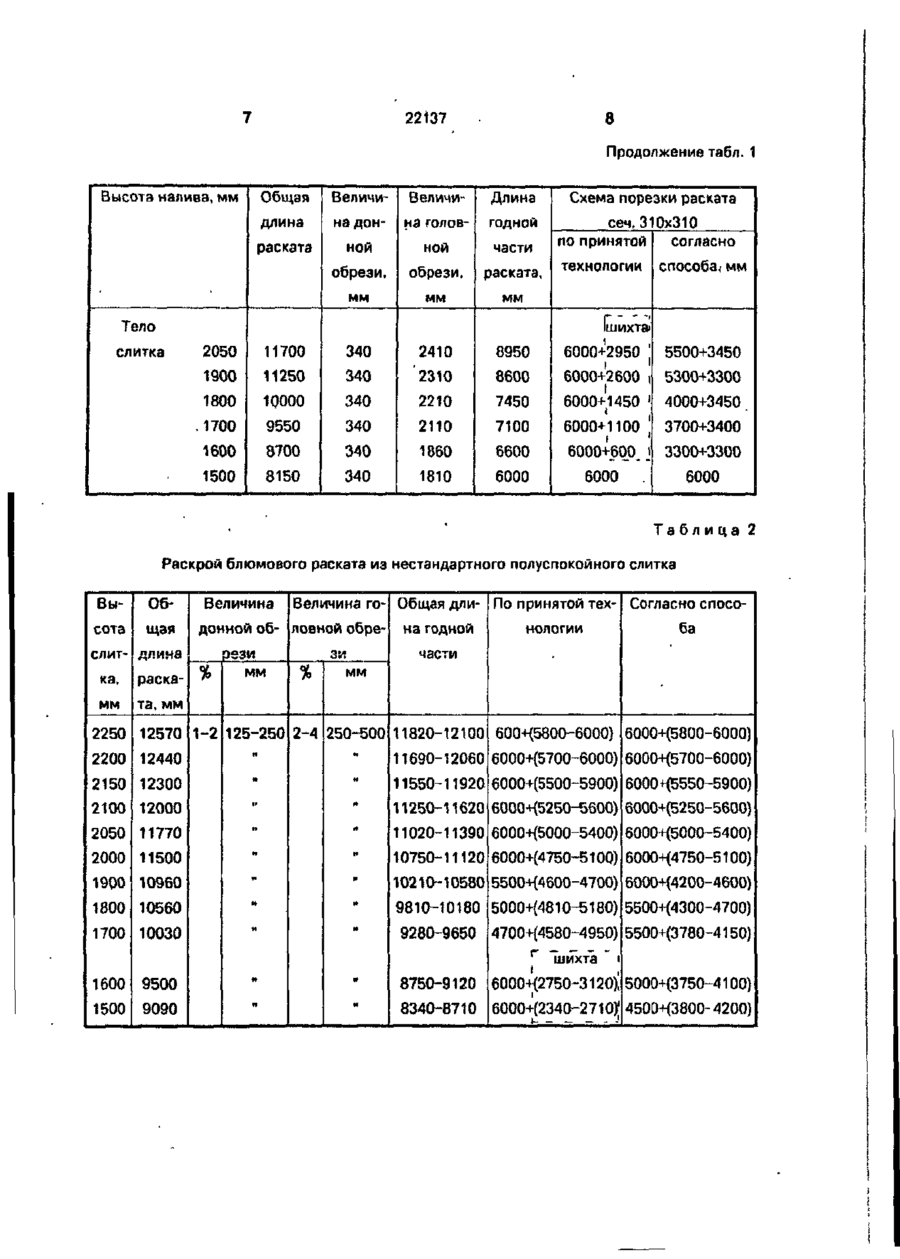
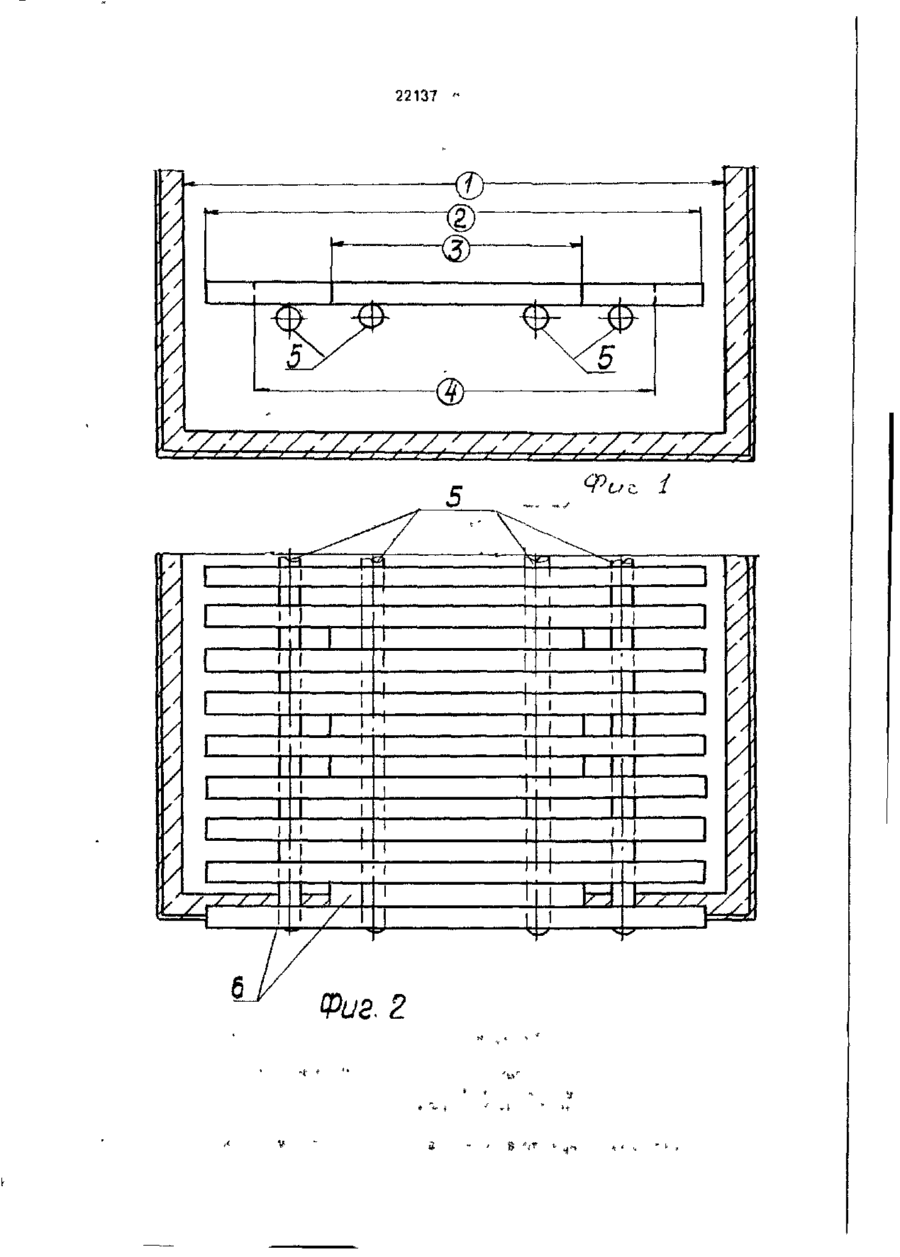
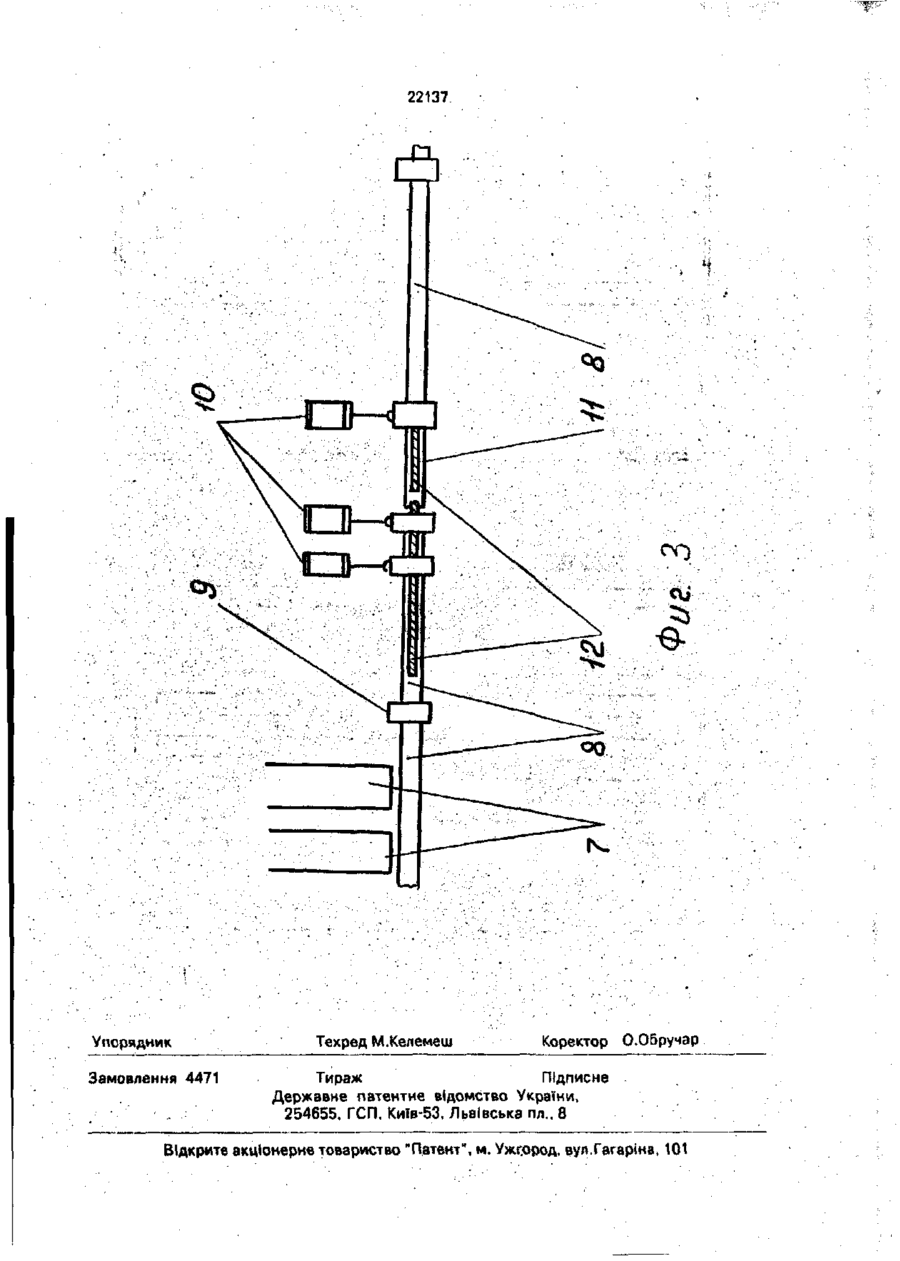
Способ прокатки блюмов, включающий нагрев.и прокатку слитков, порезку годных частей раскатов на блюмы мерных длин, отл и ч а ю щ и й с я тем, что нестандартные раскаты кратно раскраивают на блюмы длиной, определяемой выражением Предлагаемое изобретение относится к области металлургии, в частности к изготовлению блюмов и дальнейшей прокатке на сортовые профили. Наиболее близким по технической сущности является способ производства заготовок, включающий нагрев и прокатку слитков на обжимном и непрерывно-заготовочном станах, порезку раскатов на заготовки заданного размера [1]. Причиной, препятствующей достижению максимального технического результата известным способом является то, что порезка блюмового раската на блюмы мерной длины по заявляемому способу произ водится непосредственно после прокатки на блюминге, которые подвергаются зачистке дефектов на поверхности, передаются на сортовой стан для повторного нагрева и прокатки, а в случаях получения, одиночных короткомерных заготовок большого сечения из недолитых слитков невозможно обеспечить их поплавочную сварку в блюмы минимальной граничной длины, определяемой шагом крайних глиссажных труб нагревательной печи и размерами неприводных желобов между прокатными клетями черновой группы, пригодные для безаварийной и качественной прокатки крупносортных профилей. К= (0.54-0,73) • L max' где 1 - длина нарезаемых коротких блюмов;Ц, ~ длина раската до порезки; п - количество нарезаемых блюмов; Цпах ~ Длинз блюма максимального размера, причем длина блюма максимального размера меньше ширины нагревательной печи, в которую осуществляют дальнейший посад блюмов, причем посад коротких блюмов осуществляют перед каждой группой длинных блюмов, количество которых не менее одного, затем блюмы нагревают и поочередно прокатывают короткие и длинные блюмы на сортовые профили. ю О 22137 В основу изобретения поставлена задаблюмы длиной, определяемой выражением ча разработать способ прокатки блюмов, LK = L / n = (0,54-0,73) • L m a x , что позволяет обеспечивающий возможность использовапроизвести безостаточную порезку блюмония блюмов длиной менее граничной, что вого раската исходя из конкретных произпозволяет обеспечивать безостаточный рас- 5 водственных условий, что обеспечивает крой раскатов из нестандартных слитков, снижение удельного расхода металла; снизить удельный расход металла. посад коротких блюмов осуществляют перед каждой группой длинных блюмов, коПоставленная задача решается тем, что личество которых не менее одного, что пов способе прокатки блюмов, включающем нагрев и прокатку слитков, порезку годной 10 зволяет удерживать короткие блюмы от смещения с глиссажных труб, обеспечить части раскатов на блюмы мерных длин, неих безаварийное передвижение в нагревастандартные раскаты кратно раскраивают на тельной лечи и снижение удельного расхоблюмы длиной, определяемой выражением да металла за счет возможности прокатки 15 коротких блюмов; L - U n =(0,54-0,73) -L,max' короткие и длинные блюмы поочередно выдают из печи и прокатывают на сортовые где LK - длина коротких блюмов; K профили, обеспечивая этим их сопровождеL ~ длина блюмового раската до порезние в неприводных проводковых желобах ки; п - количество вырезаемых заготовок; 20 при прокатке в черновой группе клетей стана, исключая простои стана из-за их залегаЦ„ д - длина блюма максимального разния и съема н е д о к а т о в , с о з д а в а я мера, возможность их прокатки на сортовые пропричем длина блюма максимального размефили, обеспечивая снижение удельного расра меньше ширины нагревательной печи, в которую осуществляют дальнейший посад 25 хода металла. блюмов, причем посад коротких блюмов Таким образом, налицо причинно-следосуществляют перед каждой группой длинственная связь между совокупностью сущеных блюмов, количество которых не менее ственных признаков предложенного одного, затем блюмы нагревают и поочередспособа прокатки блюмов и техническим рено прокатывают короткие и длинные блюмы 30 зультатом, который можно получить, исна сортовые профили. пользуя изобретение при изготовлении блюмов из нестандартных слитков для дальОбщим для ближайшего аналога и преднейшей прокатки на сортовые профили. ложенного способа прокатки блюмов являются: Предложенный способ прокатки блюнагрев и прокатка блюмов на сортовые 35 мов может быть осуществлен на сортопрокатном стане и поясняется фиг. 1, 2, 3. профили; порезка блюмового раската на мерные На фиг. 1 и 2 представлена схема посаддлины. ки коротких блюмов в нагревательные печи, Отличительными существенными пригде: 1 - ширина рабочего пространства назнаками предложенного способа прокатки 40 гревательной печи в свету; 2-длина блюмов блюмов от прототипа являются: максимальных размеров, меньших ширины годная часть нестандартного блюмовопечи в свету, 3 - наименьшая длина блюмов го раската кратно раскраивается на блюмы по способу; 4 - наибольшая длина блюмов длиной, определяемой выражением по способу; 5 - глиссажные трубы; 6 - схема 45 посада коротких блюмов в печи в плане. На фиг. 3 представлена схема прокатки коротких блюмов в черновой непрерывной посад коротких блюмов Осуществляют группе клетей сортового стана, где: 7 - торцы перед каждой группой длинных блюмов, ковыдачи нагревательных печей; 8 - приводные личество которых не менее одного; 50 приемные и транспортные рольганги; 9 - кантователь заготовок перед задачей в непрекороткие и длинные блюмы поочередно рывную черновую группу клетей; 10 выдают из печи и прокатывают на сортовые непрерывная черновая группа клетей; 11 профили. неприводной проводковый желоб; 12 - полоНаличие этих признаков позволяет классифицировать изобретение как соот- 55 жение коротких и длинных блюмов в момент прокатки согласно способа. ветствующее критерию "новизна". При этом: Способ осуществляется следующим обгодная часть нестандартного блюмоворазом. го раската кратно раскраивается на Для стэна 600 АМК граничные длины прокатываемых в настоящее время блюмов 22137 no принятой технологии определены следующие: L m.n45OOMM'Lmax6OOOMM Минимальная длина блюмов лимитируется (по нагревательным печам) - шагом на- 5 ружных глиссажных труб равным 4000 мм; по стану - наличием между 2-й и 3-й клетями непрерывной черновой группы неприводного проводкового желоба длиной 5500 мм. Максимальная длина (по печам) - шири- Ю ной нагревательной печи в свету, равной 6400 мм, по стану - длина заготовки не лимитируетсяКак видно из табл. 1 и 2, вырезка блюмов минимальных граничных размеров 15 обеспечивается только при высоте налива прибыли спокойного металла не менее 100 мм, а у полуспокойных сталей при высоте слитка не менее 1700 мм. При меньших размерах слитков длина 20 блюмового раската при раскрое не позволяет вырезать все блюмы в пределах установленных граничных размеров, а потому вынужденно вырезается один блюм максимальной длины, а остаток режется в шихту, 25 что влечет за собой нерациональную потерю металла (см. табл. 1 и 2). Попытки обычного посада блюмов короче 4500 мм в нагревательные печи или их прокатки на стане приводили к "бурению" и 30 авариям при продвижении по печи или простоям стана из-за залегания блюмов в неприводных проводковых желобах. Согласно способу, раскрой блюмового 35 раската из нестандартного сдитка на заготовки меньше минимального граничного размера, делается не произвольно, а в пределах длин, определяемых из выражения . 40 L = L / n = (0.54-0,73)-L v . 6 Посад в печи и выдачу в прокатку производят, чередуя с длинными блюмами, которые удерживают короткие блюмы от смещения, обеспечивают безаварийное продвижение в нагревательной печи, и сопровождают их по неприводным проводковым желобам при прокатке в черновой группе клетей стана. Например, раскат из слитка спокойной стали, у которого из-за нехватки жидкого металла при разливке нет прибыли и высота тела равна 1800 мм (табл. 1), после прокатки и удаления головной и донной обрези при сечении 310x310 мм имеет годную часть длиной 7450 мм (табл. 1). Граничные размеры коротких блюмов, которые могут быть использованы при осуществлении способа, определяют из выражения (1). Подставив значение L = 600 мм. Это будут длины:от 0,54 х 6000 = 3240 мм до 0,73 х 6000 = 4400 мм, которые для данного стана const. Таким образом, при длине годной части блюмового раската 7450 мм длина коротких блюмов, используемых по способу, может быть средней 7450/2 = 3725 мм, т.к. эта длина попадает в интервал граничных значений, либо другой удобной для пользования длиной, находящейся в пределах обозначенного интервала, но в сумме дающих общую длину годной части блюмового раската. (Например - 4000 + 3450 и т.п.). Подобным же образом поступают и с другими размерами слитков. Данные расчетов сводятся в таблицы, аналогично табл. 1 и 2, которые выдаются для пользования резчикам. Использование предлагаемого способа прокатки блюмов на сортовые профили позволяет использовать блюмы короче минимальной длины, за счет чего обеспечивается снижение удельного расхода металла. Таблица 1 Раскрой блюмового раската из нестандартного спокойного слитка Общая Величи Величи Длина Схема порезки раската длина Высота налива, мм на дон- на голов годной сеч. 310x310 по принятой согласно ной части обрези. раската, мм Прибыли ной обрез и, раската мм мм технологии способа, мм 300 13500 340 2460 10700 5850+4850 5850+4850 200 13000 340 2660 10000 5500+4500 5500+4500 100 12650 340 2460 9850 4950+4900 5500+4350 22137 Продолжение табл. 1 Высота налива, мм Общая Величи Величи Длина Схема порезки раската длина на дон на голов годной раската ной ной части сеч. 310x310 по принятой согласно обрези, обрези, раската, мм мм мм технологии Тело способа* мм шихта слитка 2050 11700 340 2410 8950 6000+2950 j 5500+3450 1900 11250 340 2310 8600 6000+2600 , 5300+3300 1800 юооо 340 2210 7450 6000+1450 ' 4000+3450. .1700 9550 340 2110 7100 6000+1100 ' 3700+3400 1600 8700 340 1860 6600 6000+600. і 3300+3300 1500 8150 340 1810 6000 6000 . 6000 Таблица 2 Раскрой блюмового раската из нестандартного полуспокойного слитка Вы Об сота щая Величина го- Общая дли- По принятой тех- Согласно спосонологии донной об- ловной обре- на годной ба Величина слит- длина ка, раска- % рэзи мм % зи мм части мм та, мм 2250 12570 \-2 125-250 2-4 250-500 11820-12100 600+(5800-6000} 6000+(5800-6000) 2200 12440 и 2150 12300 2100 12000 W • ' » я 11690-12060 6000+(5700-6000) 6000+(5700-6000) 11550-11920 6000+(5500~5900) 6000Н5550-5900) 11250-11620 6000+(5250-5600) 6000+(5250-5600) и 11020-11390 6000+{5000-5400) 6000+(5000-5400) н 1900 10960 и 10750-11120 6000+(4750-5100) 6000+(4750-5100) 10210-10580 5500+(4600-4700) 6000+(4200-4600) 1800 10560 N « 9810-10180 5000+(4810-5180) 5500+(4300-4700) 1700 10030 И и 9280-9650 4700+(4580-4950) 5500+(3780~4150) 2050 11770 2000 11500 г 1600 9500 tt я 1500 п и 9090 і шихта і 8750-9120 6000+(2750~3120)! 5000+(3750-4100) 8340-8710 6000+(2340-2710); 4500+(3800-4200) 22137 / / / / / / / / 7 / / / / / / / / / / / 7 / / V 1 1 \ 1 1 " 1 1 \ / // / } 1 1 1 П 1 "I 1 / / ( Фиг. 2 / /. 22137 о-о Упорядник Замовлення 4471 Техред М.Келемеш Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for bloom rolling
Автори англійськоюMyronov Yevhen Konstiantynovych, Loktionov Petro Yakovych, Chudnovets Oleksandr Mykolaievych, Miller Viktor Viktorovych, Antipenko Valentyn Hryhorovych, Khoroshylov Mykola Makarovych, Protsenko Yurii Yurievych, Hloba Mykola Illich, Khaliuta Volodymyr Mykolaiovych
Назва патенту російськоюСпособ прокатки блюмов
Автори російськоюМиронов Евгений Константинович, Локтионов Петр Яковлевич, Чудновец Александр Николаевич, Миллер Виктор Викторович, Антипенко Валентин Григорьевич, Хорошилов Николай Макарович, Проценко Юрий Юрьевич, Глоба Николай Ильич, Халюта Владимир Николаевич
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, блюмів, прокатки
Код посилання
<a href="https://ua.patents.su/6-22137-sposib-prokatki-blyumiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки блюмів</a>
Спосіб прокатки на блюмінзі

Номер патенту: 9021
Опубліковано: 30.09.1996
Автори: Бабай Борис Федорович, Романченко Валерій Леонідович, Тільга Степан Сергійович, Гетьманець Веніамін Васильович, Полуновський Ісаак Євсійович, Петрічук Валентин Дмитрович
МПК: B21B 1/04
Мітки: блюмінзі, спосіб, прокатки
Формула / Реферат:
Способ прокатки на блюминге, включающий обжатие слитков прямоугольного сечения валками за несколько проходов по каждой стороне и кантовки, отличающийся тем, что, с целью сокращения величины обрези путем уменьшения утяжки заднего конца, количество проходов по каждой стороне до достижения формы очага деформация lд/hcp ³ 0,5, где lд - длина дуги контакта, hch - средняя высота раската, устанавливают одинаковым, а абсолютное обжатие...
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Абалешев Валерій Олександрович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Столба Володимір Анатолійович, Левицький Анатолій Петрович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: спосіб, гарячої, прокатки
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Бойко Владімір Фйодоровіч, Чєрнєнко Анатолій Ніколаєвіч, Рибкін Ніколай Владіміровіч, Полухін Владімір Пєтровіч, Брінза Вячєслав Владіміровіч, Голотіна Галіна Єгоровна
МПК: B21B 1/02
Мітки: сталей, зливків, спосіб, прокатки, сплавів, пластичністю, реверсивної, обмеженою
Формула / Реферат:
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Брінза Вячєслав Владіміровіч, Воронцов Вячєслав Константіновіч, Бойко Владімір Фйодоровіч, Пєрчєнко Андрєй Александровіч
МПК: B21B 1/00
Мітки: заготівок, прокатки, спосіб, зливків
Формула / Реферат:
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Коцегуб Павло Харитонович, Столба Володимір Анатолійович, Хрістиченко Олександр Миколайович, Светлічний Олексій Васильович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Следнев Володимір Петрович
МПК: B21B 1/02
Мітки: спосіб, прокатки, злитків
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Попередній патент: Хвилеводний ватметр
Наступний патент: Склопідйомник для транспортного засобу
Випадковий патент: Спосіб компенсації реактивної потужності в мережі живлення змінного струму