Спосіб прокатки штабобульбової сталі
Номер патенту: 67656
Опубліковано: 15.06.2004
Автори: Левицький Анатолій Петрович, Юдковський Володимир Веніамінович, Яковченко Олександр Васильович, Кіріченко Олександр Олександрович, Шум Валентин Борисович
Формула / Реферат
Спосіб прокатки штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, який відрізняється тим, що елемент "стінка" у поперечному перерізі підготовчих калібрів формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю.
Текст
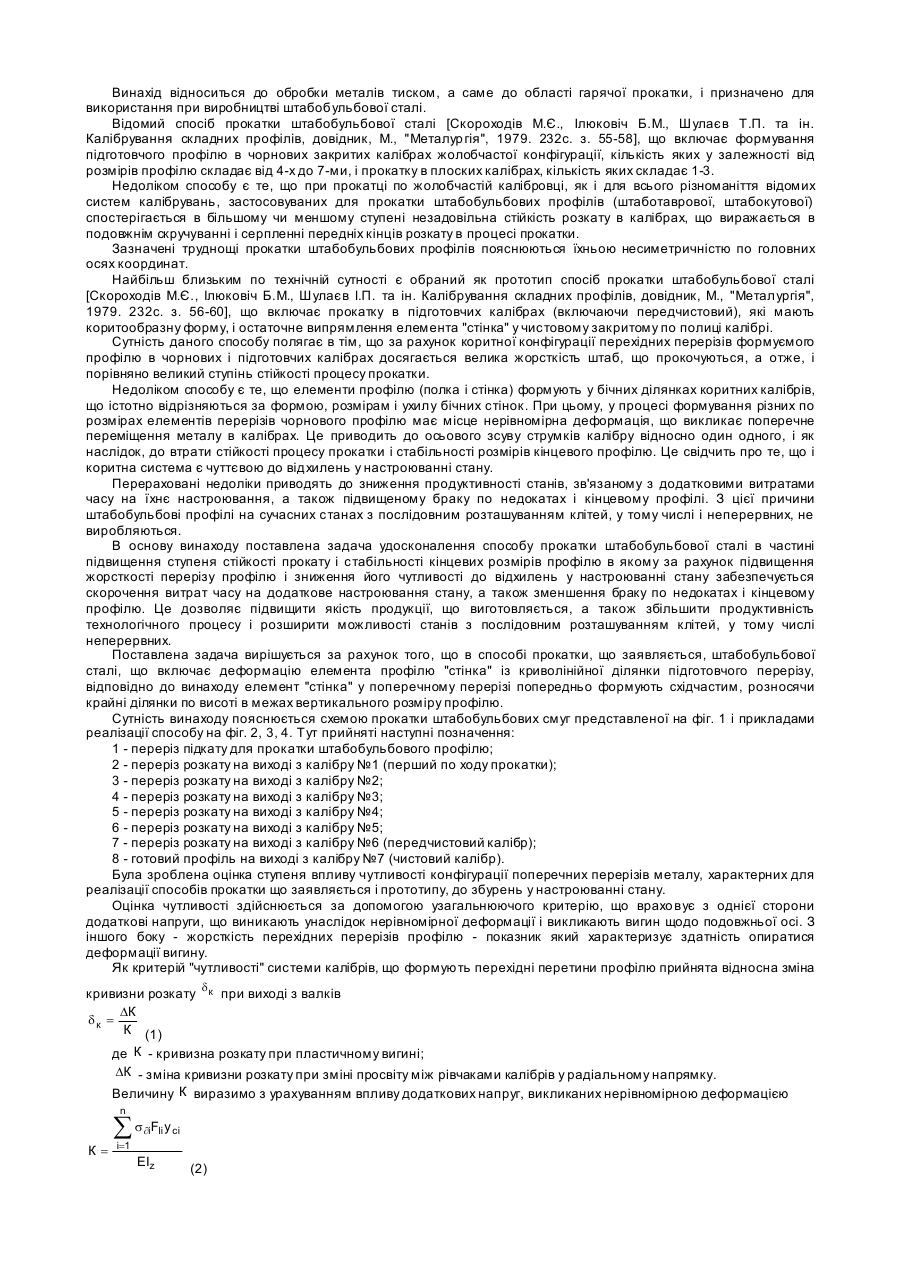
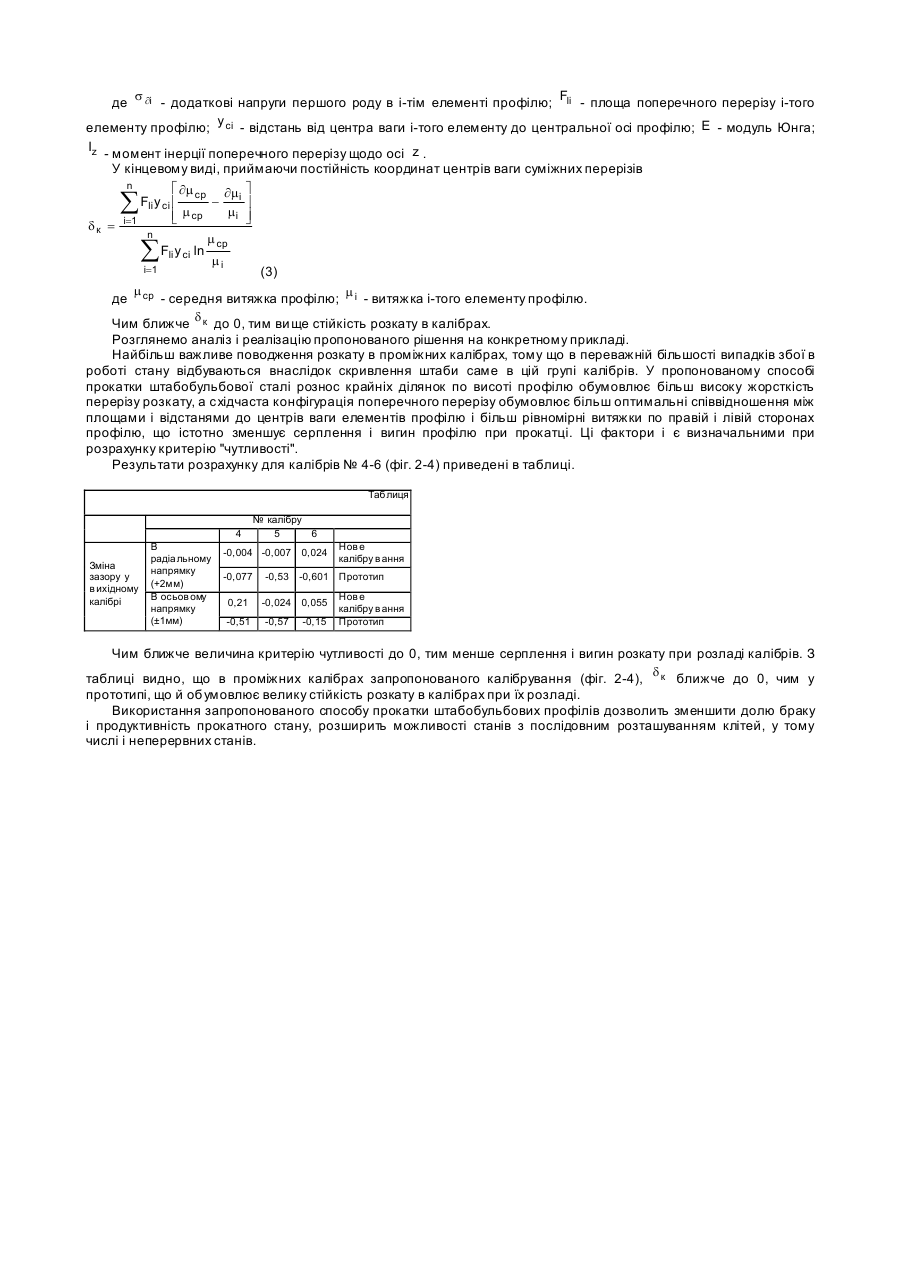
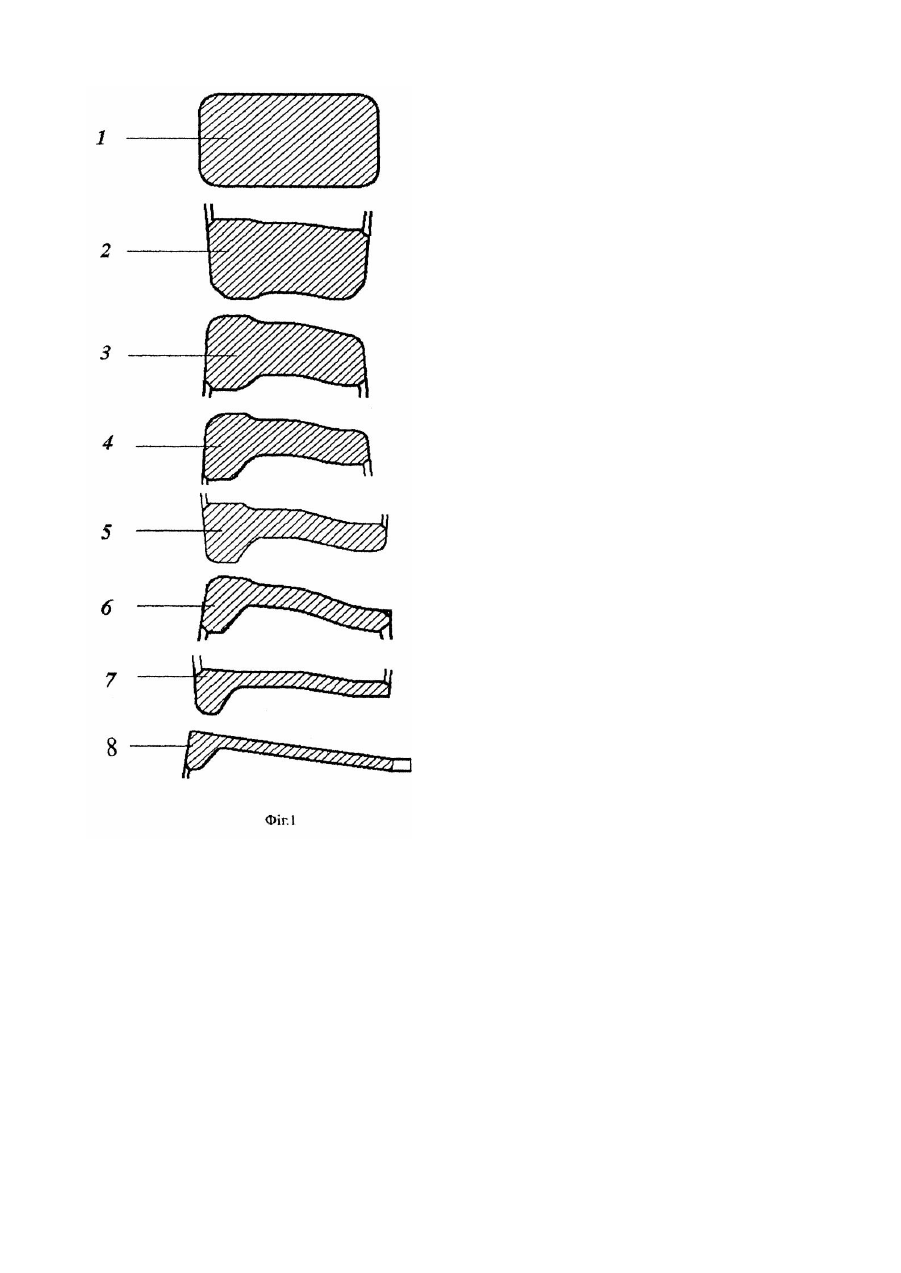
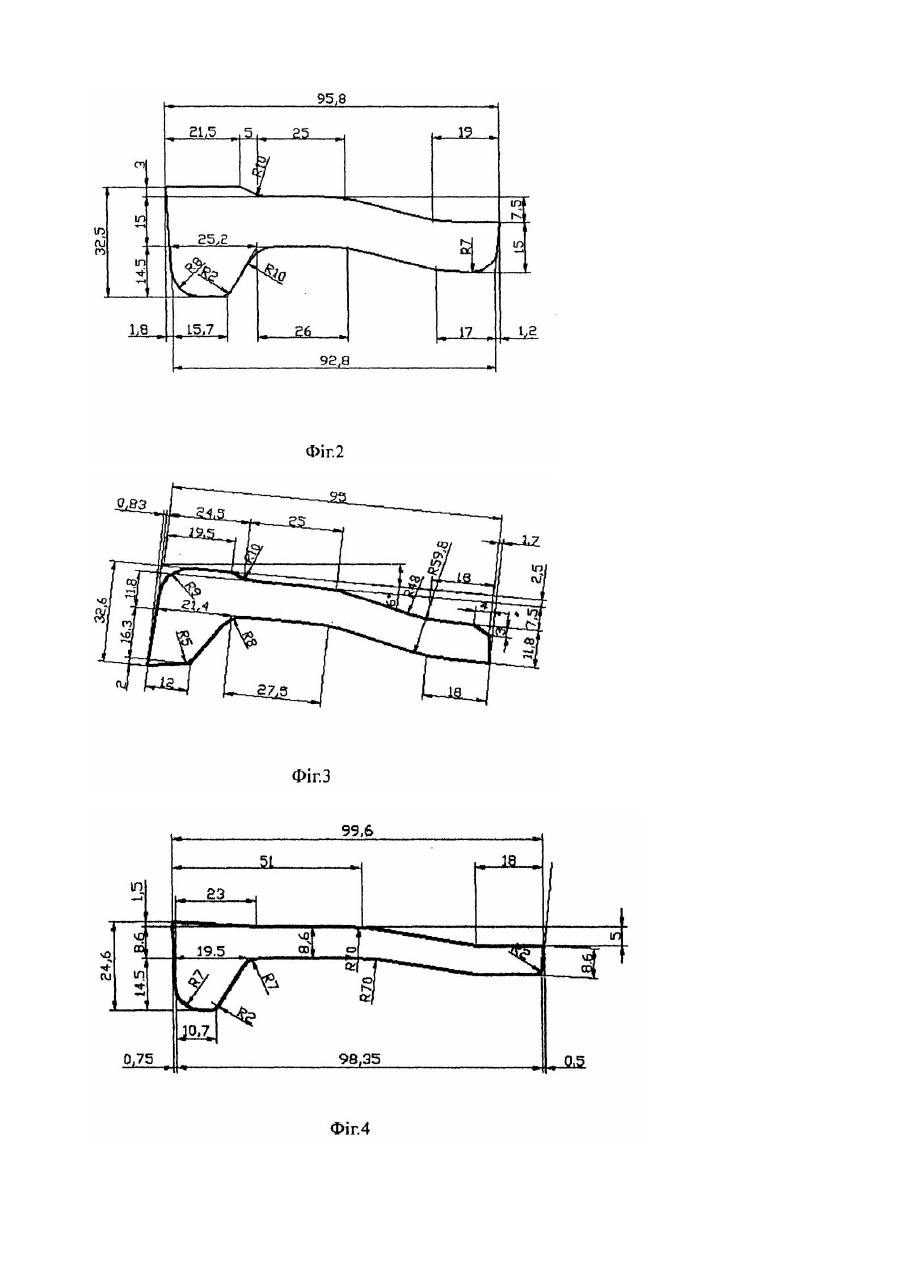
Винахід відноситься до обробки металів тиском, а саме до області гарячої прокатки, і призначено для використання при виробництві штабобульбової сталі. Відомий спосіб прокатки штабобульбової сталі [Скороходів М.Є., Ілюковіч Б.М., Шулаєв Т.П. та ін. Калібрування складних профілів, довідник, М., "Металур гія", 1979. 232с. з. 55-58], що включає формування підготовчого профілю в чорнових закритих калібрах жолобчастої конфігурації, кількість яких у залежності від розмірів профілю складає від 4-х до 7-ми, і прокатку в плоских калібрах, кількість яких складає 1-3. Недоліком способу є те, що при прокатці по жолобчастій калібровці, як і для всього різноманіття відомих систем калібрувань, застосовуваних для прокатки штабобульбових профілів (штаботаврової, штабокутової) спостерігається в більшому чи меншому ступені незадовільна стійкість розкату в калібрах, що виражається в подовжнім скручуванні і серпленні передніх кінців розкату в процесі прокатки. Зазначені труднощі прокатки штабобульбових профілів пояснюються їхньою несиметричністю по головних осях координат. Найбільш близьким по технічній сутності є обраний як прототип спосіб прокатки штабобульбової сталі [Скороходів М.Є., Ілюковіч Б.М., Шулаєв І.П. та ін. Калібрування складних профілів, довідник, М., "Металургія", 1979. 232с. з. 56-60], що включає прокатку в підготовчих калібрах (включаючи передчистовий), які мають коритообразну форму, і остаточне випрямлення елемента "стінка" у чистовому закритому по полиці калібрі. Сутність даного способу полягає в тім, що за рахунок коритної конфігурації перехідних перерізів формуємого профілю в чорнових і підготовчих калібрах досягається велика жорсткість штаб, що прокочуються, а отже, і порівняно великий ступінь стійкості процесу прокатки. Недоліком способу є те, що елементи профілю (полка і стінка) формують у бічних ділянках коритних калібрів, що істотно відрізняються за формою, розмірам і ухилу бічних стінок. При цьому, у процесі формування різних по розмірах елементів перерізів чорнового профілю має місце нерівномірна деформація, що викликає поперечне переміщення металу в калібрах. Це приводить до осьового зсуву струмків калібру відносно один одного, і як наслідок, до втрати стійкості процесу прокатки і стабільності розмірів кінцевого профілю. Це свідчить про те, що і коритна система є чуттєвою до відхилень у настроюванні стану. Перераховані недоліки приводять до зниження продуктивності станів, зв'язаному з додатковими витратами часу на їхнє настроювання, а також підвищеному браку по недокатах і кінцевому профілі. З цієї причини штабобульбові профілі на сучасних станах з послідовним розташуванням клітей, у тому числі і неперервних, не виробляються. В основу винаходу поставлена задача удосконалення способу прокатки штабобульбової сталі в частині підвищення ступеня стійкості прокату і стабільності кінцевих розмірів профілю в якому за рахунок підвищення жорсткості перерізу профілю і зниження його чутливості до відхилень у настроюванні стану забезпечується скорочення витрат часу на додаткове настроювання стану, а також зменшення браку по недокатах і кінцевому профілю. Це дозволяє підвищити якість продукції, що виготовляється, а також збільшити продуктивність технологічного процесу і розширити можливості станів з послідовним розташуванням клітей, у тому числі неперервних. Поставлена задача вирішується за рахунок того, що в способі прокатки, що заявляється, штабобульбової сталі, що включає деформацію елемента профілю "стінка" із криволінійної ділянки підготовчого перерізу, відповідно до винаходу елемент "стінка" у поперечному перерізі попередньо формують східчастим, розносячи крайні ділянки по висоті в межах вертикального розміру профілю. Сутність винаходу пояснюється схемою прокатки штабобульбових смуг представленої на фіг. 1 і прикладами реалізації способу на фіг. 2, 3, 4. Тут прийняті наступні позначення: 1 - переріз підкату для прокатки штабобульбового профілю; 2 - переріз розкату на виході з калібру №1 (перший по ходу прокатки); 3 - переріз розкату на виході з калібру №2; 4 - переріз розкату на виході з калібру №3; 5 - переріз розкату на виході з калібру №4; 6 - переріз розкату на виході з калібру №5; 7 - переріз розкату на виході з калібру №6 (передчистовий калібр); 8 - готовий профіль на виході з калібру №7 (чистовий калібр). Була зроблена оцінка ступеня впливу чутливості конфігурації поперечних перерізів металу, характерних для реалізації способів прокатки що заявляється і прототипу, до збурень у настроюванні стану. Оцінка чутливості здійснюється за допомогою узагальнюючого критерію, що врахо вує з однієї сторони додаткові напруги, що виникають унаслідок нерівномірної деформації і викликають вигин щодо подовжньої осі. З іншого боку - жорсткість перехідних перерізів профілю - показник який характеризує здатність опиратися деформації вигину. Як критерій "чутливості" системи калібрів, що формують перехідні перетини профілю прийнята відносна зміна кривизни розкату d к при виході з валків DК К (1) де К - кривизна розкату при пластичному вигині; dк = DК - зміна кривизни розкату при зміні просвіту між рівчаками калібрів у радіальному напрямку. Величину К виразимо з урахуванням впливу додаткових напруг, викликаних нерівномірною деформацією n ås F y ¶i li ci К= і=1 EIz (2) де s ¶i - додаткові напруги першого роду в і-тім елементі профілю; Fli - площа поперечного перерізу і-того елементу профілю; y ci - відстань від центра ваги і-того елементу до центральної осі профілю; E - модуль Юнга; Iz - момент інерції поперечного перерізу щодо осі z . У кінцевому виді, приймаючи постійність координат центрів ваги суміжних перерізів n é ¶m cp ¶m ù Fli y ci ê - iú mi ú ê m cp ë û d к = i=1 n m cp Fli y ci ln mi i=1 (3) m cp де - середня витяжка профілю; m i - витяжка і-того елементу профілю. å å Чим ближче d к до 0, тим ви ще стійкість розкату в калібрах. Розглянемо аналіз і реалізацію пропонованого рішення на конкретному прикладі. Найбільш важливе поводження розкату в проміжних калібрах, тому що в переважній більшості випадків збої в роботі стану відбуваються внаслідок скривлення штаби саме в цій групі калібрів. У пропонованому способі прокатки штабобульбової сталі рознос крайніх ділянок по висоті профілю обумовлює більш високу жорсткість перерізу розкату, а східчаста конфігурація поперечного перерізу обумовлює більш оптимальні співвідношення між площами і відстанями до центрів ваги елементів профілю і більш рівномірні витяжки по правій і лівій сторонах профілю, що істотно зменшує серплення і вигин профілю при прокатці. Ці фактори і є визначальними при розрахунку критерію "чутливості". Результати розрахунку для калібрів № 4-6 (фіг. 2-4) приведені в таблиці. Таблиця 4 Зміна зазору у в ихідному калібрі В радіа льному напрямку (+2мм) В осьов ому напрямку (±1мм) № калібру 5 6 -0,004 -0,007 -0,077 0,024 -0,53 -0,601 0,21 -0,024 0,055 -0,51 -0,57 -0,15 Нов е калібру в ання Прототип Нов е калібру в ання Прототип Чим ближче величина критерію чутливості до 0, тим менше серплення і вигин розкату при розладі калібрів. З таблиці видно, що в проміжних калібрах запропонованого калібрування (фіг. 2-4), d к ближче до 0, чим у прототипі, що й обумовлює велику стійкість розкату в калібрах при їх розладі. Використання запропонованого способу прокатки штабобульбових профілів дозволить зменшити долю браку і продуктивність прокатного стану, розширить можливості станів з послідовним розташуванням клітей, у тому числі і неперервних станів.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rolling strip vesicular steel
Автори англійськоюShum Valentyn Borysovych, Yakovchenko Oleksandr Vasyliovych, Levytskyi Anatolii Petrovych
Назва патенту російськоюСпособ прокатки полосо-пузырчатой стали
Автори російськоюШум Валентин Борисович, Яковченко Александр Васильевич, Левицкий Анатолий Петрович
МПК / Мітки
МПК: B21B 1/08
Мітки: сталі, спосіб, прокатки, штабобульбової
Код посилання
<a href="https://ua.patents.su/4-67656-sposib-prokatki-shtabobulbovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки штабобульбової сталі</a>
Спосіб прокатки заготівок розділенням
Номер патенту: 65645
Опубліковано: 15.04.2004
Автори: Дзьяченка Юрий Уладзіміравіч, Гуляєу Міхаіл Паулавіч, Філіпау Вадзім Уладзіміравіч, Бандаренка Аляксандр Мікалаєвіч, Цішчанка Уладзімір Андрєявіч
МПК: B21B 1/02
Мітки: розділенням, спосіб, прокатки, заготівок
Формула / Реферат:
Спосіб прокатки заготівок розділенням, згідно з яким, нагріту заготівку прокатують послідовно в ящичному, ромбовому і діагональному квадратному калібрах прокатного стану, який відрізняється тим, що після ящичного калібру заготівку прокатують в фасонному розрізному калібрі, що має форму двох овалів, сполучених перетинкою, а потім в ромбовому і діагональному квадратних калібрах, виконаних у вигляді двох розкатів, з'єднаних перетинкою, при цьому...
Спосіб безперервної прокатки дроту
Номер патенту: 60840
Опубліковано: 15.10.2003
Автори: Лобанов Олександр Іванович, Ковалевський Андрій Олегович, Крижановський Віталій Анатолійович, Правдін Юрій Михайлович, Петров Володимир Володимирович, Сергєєв Віктор Володимирович, Кравець Михайло Леонідович, Бестужева Надія Михайлівна
МПК: B21B 1/16
Мітки: прокатки, дроту, безперервної, спосіб
Формула / Реферат:
Спосіб безперервної прокатки дроту, що включає багаторазову холодну деформацію круглої заготовки в клітях із тривалковими калібрами при зниженні ступеня деформації металу дроту по ходу прокатки, який відрізняється тим, що дріт у процесі деформації піддають натягу між клітями, величину якого по ходу прокатки зменшують в інтервалі від 7 до 1% пропорційно зниженню величини деформації дроту в калібрі кожної кліті.
Спосіб прокатки заготовок
Номер патенту: 60030
Опубліковано: 15.09.2003
Автори: Рябцев Олєг Вікторовіч, Тіщєнко Владімір Андрєєвіч, Стєблов Анвер Борісовіч, Жучков Сергій Михайлович, Тімошпольскій Владімір Ісааковіч, Луценко Владислав Анатолійович, Бондарєнко Алєксандр Ніколаєвіч, Маточкін Віктор Аркадьєвіч, Курбатов Гєннадій Алєксандровіч, Шувякова Ірина Володимирівна
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Формула / Реферат:
1. Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Олійник Олександр Іванович, Носаньов Олександр Григорович, Балабєй Євген Михайлович, Босий Володимир Миколайович, Андрійчук Сергій Андрійович
МПК: B21B 1/09
Мітки: калібрів, профілів, кутових, система, спосіб, прокатки, здійснення
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Безперервний стан для прокатки дроту

Номер патенту: 38760
Опубліковано: 15.05.2001
Автори: Сергєєв Віктор Володимирович, Калінін Ігор Віталійович, Правдін Юрій Михайлович, Лобанов Олександр Іванович
МПК: B21B 1/16
Мітки: дроту, безперервний, прокатки, стан
Текст:
...дріт де формується без скручування і метал тече здебільшого у повздовжньому напрямку - у напрямку прокатки. Додатковий рівчак, який фіксує переріз дроту відносно повздовжньої осі, забезпечує стабільне здійснення процесу прокатки и виготовлення дроту без викривлення його геометричних розмірів. При цьому в першій кліті стана використовують калібр у виді стрілчастого трикутника без додаткового рівчака, тому що заготовка, яка надходить в...
Попередній патент: Зенкер
Наступний патент: Спосіб одержання пористого матеріалу з феромагнітного порошку
Випадковий патент: Застосування ізопропілового естеру 3-(2-метил-4-оксо-1,4-дигідрохінолін-3-іл)пропанової кислоти як засобу гемостатичної дії