Спосіб відновлення деталей
Номер патенту: 57267
Опубліковано: 16.06.2003
Автори: Охремчук Марина Олегівна, Коровайченко Юрій Миколайович, Гончаренко Микола Володимирович
Формула / Реферат
Спосіб відновлення деталей, що включає наплавлення зношених поверхонь сплавом "сормайт №2", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням 6...8 циклів нагрівання до температури 750...800°С на першому етапі і 2...4 циклів нагрівання до температури 900...1000°С на другому етапі, при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в мастилі.
Текст
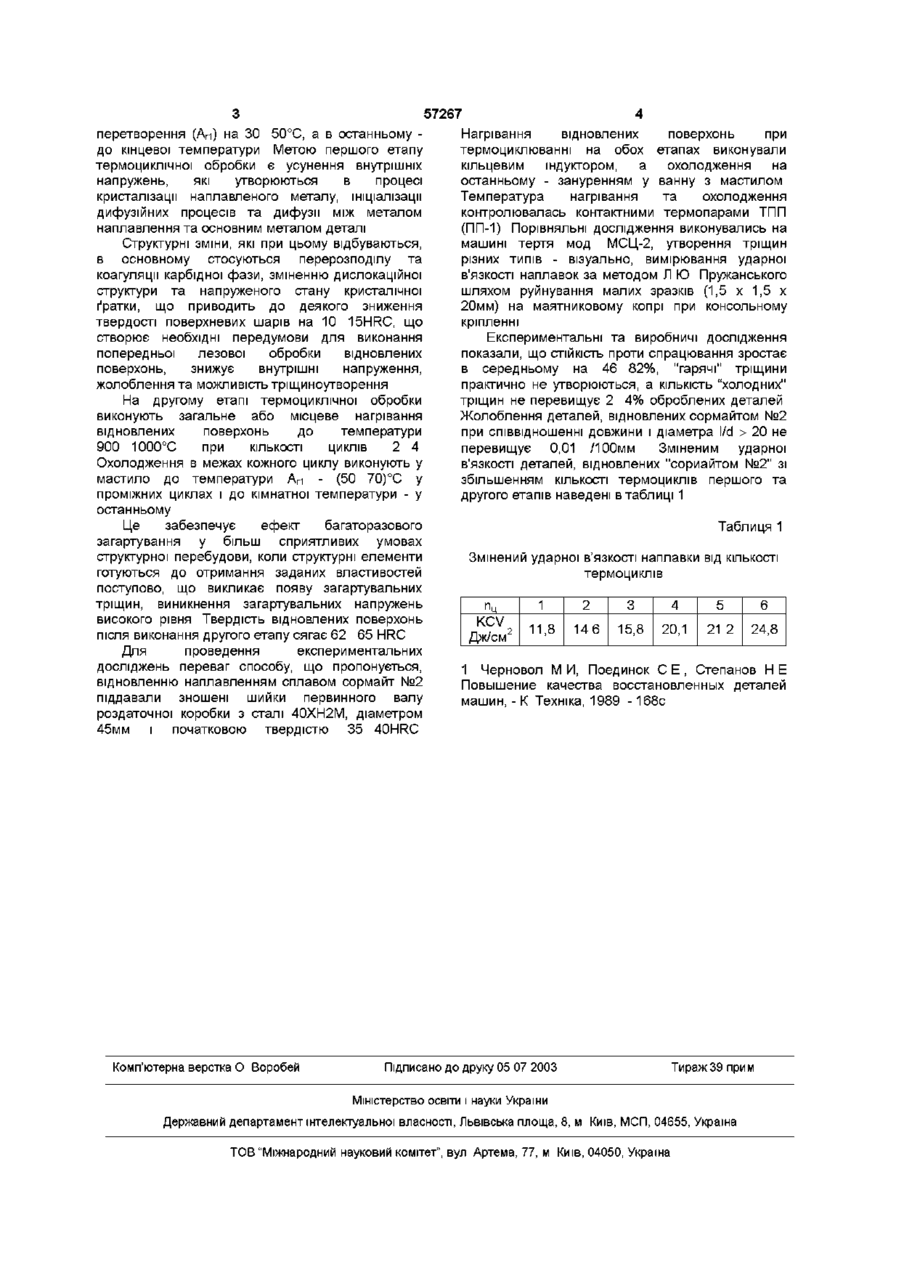
Спосіб відновлення деталей, що включає наплавлення зношених поверхонь сплавом "сормайт №2", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклІЧНІЙ обробці з використанням 6 8 циклів нагрівання до температури 750 800°С на першому етапі і 2 4 циклів нагрівання до температури 900 1000°С на другому етапі, при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в мастилі Винахід відноситься до ремонтного виробництва, а саме до способів відновлення деталей машин наплавленням зносостійким сплавом "сормайт №2" Найбільш близьким за технічним рішенням до способу, що заявляється, є спосіб відновлення деталей наплавленням сплаву "сормайт №2" кисневим пламенем або електричною дугою на зношену поверхню з товщиною наплавленого шару 1,5 3,5мм і використанням в окремих випадках попереднього підігрівання поверхні, яка відновлюється, до температури 650 750°С[1] Недоліком цього способу є те, що на відміну від структури основного металу деталі при кристалізації сормайту №2 в поверхневому шарі металу відновленої деталі формується структура доевтектоідного сплаву з карбідної евтектики і дендритів складного твердого розчину (аустеніту) Таке єднання принципово різних структур при відносно вузькій (1 2мм) зоні сплавлення приводить до виникнення високих внутрішніх напружень, утворення "гарячих" та "холодних" тріщин, жолоблення та повід ки, зниження показників механічних та експлуатаційних властивостей Цей винахід вирішує задачу підвищення якості деталей, відновлених наплавленням сплаву сормайт №2 Задача, що була поставлена, вирішується тим, що після наплавлення деталі піддають двоетапній загальній або місцевій термоциклічній обробці з використанням 6 8 циклів нагрівання до температури 750 850°С на першому етапі і 2 4 циклів нагрівання до температури 900 1000°С на другому етапі, при цьому охолодження в межах першого етапу виконується на повітрі, а на другому етапі - в мастило Пропонуємий спосіб реалізується наступним чином Зношені поверхні деталей, які підлягають відновленню, піддають очищенню та мийці У деяких випадках поверхні піддають механічній обробці, яка передбачає утворення механічним способом неглибоких (до 2мм) канавок, найчастіше прямокутної форми Деталь встановлюється у відповідне пристосування і піддається наплавленню "сормайтом №2" за допомогою пламеневого або електричного плавлення прутків ВІДПОВІДНОГО сплаву При відновленні деталей, виготовлених з високолегованих сталей, поверхні, які відновлюються, піддають попередньому нагріванню, найчастіше за допомогою індуктора до температури 650 750°С Далі виконують перший етап термоциклічної обробки відновленої деталі шляхом загального нагрівання відновлених поверхонь за допомогою індуктора або газополуменевого пальника Температура нагрівання на першому етапі становить 750 800°С, а КІЛЬКІСТЬ ЦИКЛІВ 6 8 Термоциклювання виконується без витримки при досягненні максимальних температур, а охолодження - на повітрі Для підвищення продуктивності термоциклічної обробки охолодження у межах кожного циклу, крім останнього, проводять до температури нижче критичної точки аустенітно-перлітного 1 (О ю перетворення (Ari) на ЗО 50°С, а в останньому до кінцевої температури Метою першого етапу термоциклічної обробки є усунення внутрішніх напружень, які утворюються в процесі кристалізації наплавленого металу, ініціалізації дифузійних процесів та дифузії між металом наплавлення та основним металом деталі Структурні зміни, які при цьому відбуваються, в основному стосуються перерозподілу та коагуляції карбідної фази, зміненню дислокаційної структури та напруженого стану кристалічної ґратки, що приводить до деякого зниження твердості поверхневих шарів на 10 15HRC, що створює необхідні передумови для виконання попередньої лезової обробки відновлених поверхонь, знижує внутрішні напруження, жолоблення та можливість тріщиноутворення На другому етапі термоцикл ічної обробки виконують загальне або місцеве нагрівання відновлених поверхонь до температури 900 1000°С при КІЛЬКОСТІ циклів 57267 Нагрівання відновлених поверхонь при термоцикл юванні на обох етапах виконували кільцевим індуктором, а охолодження на останньому - зануренням у ванну з мастилом Температура нагрівання та охолодження контролювалась контактними термопарами ТПП (ПП-1) Порівняльні дослідження виконувались на машині тертя мод МСЦ-2, утворення тріщин різних типів - візуально, вимірювання ударної в'язкості наплавок за методом Л Ю Пружанського шляхом руйнування малих зразків (1,5 х 1,5 х 20мм) на маятниковому копрі при консольному кріпленні Експериментальні та виробничі дослідження показали, що СТІЙКІСТЬ проти спрацювання зростає в середньому на 46 82%, "гарячі" тріщини 2 4 Охолодження в межах кожного циклу виконують у мастило до температури Агі - (50 70)°С у проміжних циклах і до кімнатної температури - у останньому Це забезпечує ефект багаторазового загартування у більш сприятливих умовах структурної перебудови, коли структурні елементи готуються до отримання заданих властивостей поступово, що викликає появу загартувальних тріщин, виникнення загартувальних напружень високого рівня Твердість відновлених поверхонь після виконання другого етапу сягає 62 65 HRC Для проведення експериментальних досліджень переваг способу, що пропонується, відновленню наплавленням сплавом сормайт №2 піддавали зношені шийки первинного валу роздаточної коробки з сталі 40ХН2М, діаметром 45мм і початковою твердістю 35 40HRC Комп'ютерна верстка О Воробей практично не утворюються, а КІЛЬКІСТЬ "ХОЛОДНИХ" тріщин не перевищує 2 4% оброблених деталей Жолоблення деталей, відновлених сормайтом №2 при співвідношенні довжини і діаметра l/d > 20 не перевищує 0,01 /100мм Зміненим ударної в'язкості деталей, відновлених "сориайтом №2" зі збільшенням КІЛЬКОСТІ термоциклів першого та другого етапів наведені в таблиці 1 Таблиця 1 Змінений ударної в'язкості наплавки від КІЛЬКОСТІ термоциклів Пц KCV Дж/см2 1 2 3 4 11,8 146 15,8 20,1 5 6 21 2 24,8 1 Черновол М И, Поєдинок С Е, Степанов Н Е Повышение качества восстановленных деталей машин, - К Техніка, 1989 - 168с Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reconditioning of parts
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Okhremchuk Maryna Olehivna
Назва патенту російськоюСпособ восстановления деталей
Автори російськоюКоровайченко Юрий Николаевич, Охремчук Марина Олеговна
МПК / Мітки
МПК: B22D 19/10
Мітки: деталей, відновлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-57267-sposib-vidnovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей</a>
Спосіб відновлення деталей
Номер патенту: 50855
Опубліковано: 15.11.2002
Автори: Гончаренко Микола Володимирович, Охремчук Марина Олегівна, Коровайченко Юрій Миколайович
МПК: B23K 9/04
Мітки: спосіб, відновлення, деталей
Формула / Реферат:
Спосіб відновлення деталей, який включає наплавлення зношених поверхонь сплавом "сормайт № 1", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням на першому етапі 2...4 циклів нагрівання до температури 600...650°С і на другому етапі - 2...4 циклів нагрівання до температури 800...850°С , при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Черновол Михайло Іванович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: спосіб, сталевих, деталей, відновлення
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Молодик Микола Володимирович, Куценко Микола Семенович, Куценко Павло Миколайович
МПК: B23P 6/00
Мітки: однобічним, відновлення, деталей, спосіб, спрацюванням
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення деталей
Номер патенту: 21569
Опубліковано: 06.01.1998
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Гончаренко Микола Володимирович
МПК: C21D 1/00
Мітки: деталей, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення деталей, включаючий нагрівання відновленої поверхні і напилення порошкового матеріалу, який відрізняється тим, що напилення порошкового матеріалу виконують дискретно під час охолодження деталі в інтервалі температур Аc1 + (30...50°C)...Ar1 + (30...50°С) у кожному непарному циклі термоциклічної обробки в інтервалі температур Аc1 + (30...50°С)...Аr1 - (30...50°С).
Спосіб відновлення деталей машин
Номер патенту: 28540
Опубліковано: 16.10.2000
Автори: Черновол Михайло Іванович, Тончева Ніна Миколаївна, Коровайченко Юрій Миколайович, Охремчук Марина Олегівна
МПК: F16B 5/00
Мітки: машин, деталей, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення деталей машин, що включає наплавлення металевого дроту або електроконтактне наварювання металевої стрічки з наступною поверхнево-пластичною деформацією відновлених поверхонь, який відрізняється тим, що в процесі наплавлення або наварювання відновлений шар деталі, який нагрітий природнім теплом процесу відновлення піддають поверхнево-пластичній деформації під час його знаходження в температурному інтервалі ACl+ (30...50°С)...