Спосіб відновлення деталей
Номер патенту: 57815
Опубліковано: 15.07.2003
Автори: Гончаренко Микола Володимирович, Коровайченко Юрій Миколайович
Формула / Реферат
Спосіб відновлення деталей, що включає газотермічне напилення порошку на зношену поверхню з наступним його оплавленням, який відрізняється тим, що відновлену деталь піддають термоциклічній обробці, яка складається з двох етапів: двох-трьох циклів нагрівання до температури 950-1000 ºC (для порошків на основі нікелю), з охолодженням у межах кожного циклу до температури Аr1 - (30-50 ºC) на повітрі; трьох-чотирьох циклів нагрівання до температури 750-800 ºC (для порошків на основі нікелю), з охолодженням у проміжних циклах до температури Аr1 - (30-50 ºC) і до кімнатної температури - у кінцевому.
Текст
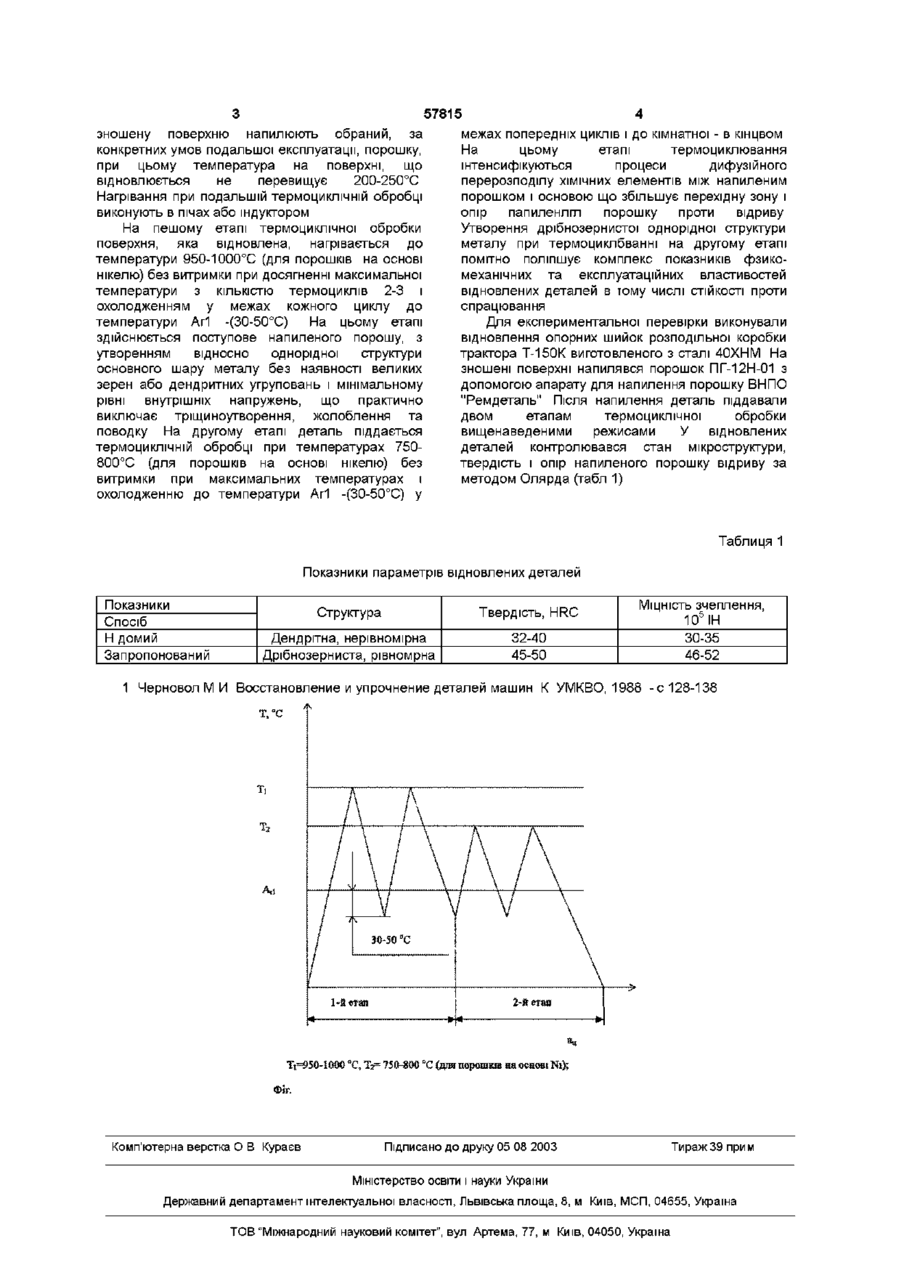
Спосіб відновлення деталей, що включає газотермічне напилення порошку на зношену Спосіб відноситься до ремонтного виробництва, а до термічної обробки деталей Найбільш близьким технічним рішенням до способу, який заявляється є спосіб відновлення поверхонь деталей газотермічним напиленням порошкоподібних матеріалів на основі нікелю або його суміші, який включає газотермічненапилення порошку на зношену поверхню з наступним його оплавленням шляхом нагрівання до температури плавлення порошку і отримання блискучої поверхні, яка утворюється при кристалізації [1] Недоліком цього способу є те що нагрівання і витримка шарів металу, які прилягають до шару порошка, який наплавляється приводить до утворення великозерністої структури зростання внутрішніх напружень між зонами термічного впливу і зниженню інтенсивності дефузійних процесів між напиленим і основним металом є причиною зниження показників властивостей основного металу і МІЦНОСТІ зчеплення напиленого порошу з основою та його відслоювання Цей винахід вирішує задачу підвищення якості деталей, вшовлених напиленням порошкових матеріалів і підвищення МІЦНОСТІ зчеплення наплавленого порошку з основою Задача, що була поставлена досягається тим, що після напилення поверхневий шар металу відновленої деталі піддають термоциклічній обробці, яка виконується у двох етапах двох поверхню з наступним його оплавленням, який відрізняється тим, що відновлену деталь піддають термоциклічній обробці, яка складається з двох етапів двох-трьох циклів нагрівання до температури 950-1000 С (для порошків на основі нікелю), з охолодженням у межах кожного циклу до температури Агі - (30-50 С) на повітрі, трьохчотирьох циклів нагрівання до температури 750800 С (для порошків на основі нікелю), з охолодженням у проміжних циклах до температури Агі - (30-50 С) і до кімнатної температури - у кінцевому трьох циклів нагрівання до температури 9501000°С (для порошків на основі нікелю) з охолодженням у межах кожного циклу до температури Аг1 -(30-50°С) на повітрі, трьохчотирьох циклах до температури 750-800°С (дня порошків на основі нікелю) з охолодженням у проміжних циклах до температури Аг1 -(30-50°С) і до кімнатної температури - в кінцевому Нагрівання виконувалось без витримки при досягненні максимальної температури у печах або індукторами На фіг 1 зображена циклограма термічної обробки деталей, відновлених газотермічним напиленням порошків на основі нікелю (Т-і, І2 ВІДПОВІДНО температури нагрівання на першому і другому етапі пц КІЛЬКІСТЬ ЦИКЛІВ термічної обробки) Запропонований спосіб реалізується наступним чином (фіг 1) Зношену поверхню очищають від бруду, мастильних та інших напластувань При нерівномірному зношені їх обробляють механічним способом для отримання правильної геометричної форми Поверхню миють та знежирюють, а у окремих випадках нарізають неякісну різьбу для збільшення площі контакту з порошком та шорсткості, або виконують струйну обробку порошком електрокорунду Далі, з використанням обладнання різного типу на О Ю 00 ю 57815 зношену поверхню напилюють обраний, за конкретних умов подальшої експлуатації, порошку, при цьому температура на поверхні, що відновлюється не перевищує 200-250°С Нагрівання при подальшій термоциклічніи обробці виконують в пічах або індуктором На пешому етапі термоциклічної обробки поверхня, яка відновлена, нагрівається до температури 950-1000°С (для порошків на основі нікелю) без витримки при досягненні максимальної температури з КІЛЬКІСТЮ термоциклів 2-3 і охолодженням у межах кожного циклу до температури Аг1 -(30-50°С) На цьому етапі здійснюється поступове напиленого порошу, з утворенням відносно однорідної структури основного шару металу без наявності великих зерен або дендритних угруповань і мінімальному рівні внутрішніх напружень, що практично виключає тріщиноутворення, жолоблення та поводку На другому етапі деталь піддається термоциклічніи обробці при температурах 750800°С (для порошків на основі нікелю) без витримки при максимальних температурах і охолодженню до температури Аг1 -(30-50°С) у межах попередніх циклів і до кімнатної - в кінцвом На цьому етапі термоцикл ювання інтенсифікуються процеси дифузійного перерозподілу ХІМІЧНИХ елементів між напиленим порошком і основою що збільшує перехідну зону і опір папиленлгл порошку проти відриву Утворення дрібнозернистої однорідної структури металу при термоциклбванні на другому етапі помітно поліпшує комплекс показників фзикомеханічних та експлуатаційних властивостей відновлених деталей в тому числі СТІЙКОСТІ проти спрацювання Для експериментальної перевірки виконували відновлення опорних шийок розподільної коробки трактора Т-150К виготовленого з сталі 40ХНМ На зношені поверхні напилявся порошок ПГ-12Н-01 з допомогою апарату для напилення порошку ВНПО "Ремдеталь" Після напилення деталь піддавали двом етапам термоцикл ічної обробки вищенаведеними режисами У відновлених деталей контролювався стан мікроструктури, твердість і опір напиленого порошку відриву за методом Олярда (табл 1) Таблиця 1 Показники параметрів відновлених деталей Показники Спосіб Н домий Запропонований Структура Твердість, HRC Дендрітна, нерівномірна Дрібнозерниста, рівномрна МІЦНІСТЬ зчеплення, 32-40 45-50 10 5 ІН 30-35 46-52 1 Черновол М И Восстановление и упрочнение деталей машин К УМКВО, 1988 -с 128-138 т,°с Tt=950-1000 "С, Tj= 750-800 °С (для порошків на основі Ni); Фіг. Комп'ютерна верстка О В Кураєв Підписано до друку 05 08 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for recovering the components
Автори англійськоюKorovaichenko Yurii Mykolaiovych
Назва патенту російськоюСпособ восстановления деталей
Автори російськоюКоровайченко Юрий Николаевич
МПК / Мітки
МПК: C21D 1/78, C23C 14/58
Мітки: відновлення, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/2-57815-sposib-vidnovlennya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей</a>
Спосіб відновлення деталей
Номер патенту: 50855
Опубліковано: 15.11.2002
Автори: Охремчук Марина Олегівна, Коровайченко Юрій Миколайович, Гончаренко Микола Володимирович
МПК: B23K 9/04
Мітки: спосіб, відновлення, деталей
Формула / Реферат:
Спосіб відновлення деталей, який включає наплавлення зношених поверхонь сплавом "сормайт № 1", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням на першому етапі 2...4 циклів нагрівання до температури 600...650°С і на другому етапі - 2...4 циклів нагрівання до температури 800...850°С , при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в...
Спосіб відновлення деталей
Номер патенту: 57267
Опубліковано: 16.06.2003
Автори: Охремчук Марина Олегівна, Гончаренко Микола Володимирович, Коровайченко Юрій Миколайович
МПК: B22D 19/10
Мітки: деталей, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення деталей, що включає наплавлення зношених поверхонь сплавом "сормайт №2", який відрізняється тим, що після наплавлення деталі піддають двоетапній термоциклічній обробці з використанням 6...8 циклів нагрівання до температури 750...800°С на першому етапі і 2...4 циклів нагрівання до температури 900...1000°С на другому етапі, при цьому охолодження в межах першого циклу виконують на повітрі, а на другому - в...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Тончева Ніна Миколаївна, Коровайченко Юрій Миколайович, Черновол Михайло Іванович
МПК: C21D 8/00
Мітки: сталевих, деталей, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Павло Миколайович, Молодик Микола Володимирович, Куценко Микола Семенович
МПК: B23P 6/00
Мітки: спосіб, деталей, відновлення, однобічним, спрацюванням
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення деталей
Номер патенту: 21569
Опубліковано: 06.01.1998
Автори: Коровайченко Юрій Миколайович, Черновол Михайло Іванович, Гончаренко Микола Володимирович
МПК: C21D 1/00
Мітки: спосіб, деталей, відновлення
Формула / Реферат:
Спосіб відновлення деталей, включаючий нагрівання відновленої поверхні і напилення порошкового матеріалу, який відрізняється тим, що напилення порошкового матеріалу виконують дискретно під час охолодження деталі в інтервалі температур Аc1 + (30...50°C)...Ar1 + (30...50°С) у кожному непарному циклі термоциклічної обробки в інтервалі температур Аc1 + (30...50°С)...Аr1 - (30...50°С).