Валковий вузол прокатної кліті листового стана
Номер патенту: 62724
Опубліковано: 12.09.2011
Автори: Мацко Сергій Володимирович, Васильєв Андрій Олександрович, Ніколенко Андрій Георгійович, Касьян Сергій Васильович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Руденко Володимир Вікторович
Формула / Реферат
Валковий вузол прокатної кліті листового стана, що включає робочі і опорні валки, бочки яких виконані з чергуванням різновисоких і різноспрямованих ділянок, утвореними виступами і западинами, розташованими під кутом 10... 56° до вертикальної осі валків, який відрізняється тим, що западини виконані з глибиною ![]() , із кроком западин
, із кроком западин ![]() (
(![]() - радіус валка;
- радіус валка; ![]() глибина западини на радіус;
глибина западини на радіус; ![]() - крок западин;
- крок западин; ![]() - довжина бочки валка).
- довжина бочки валка).
Текст
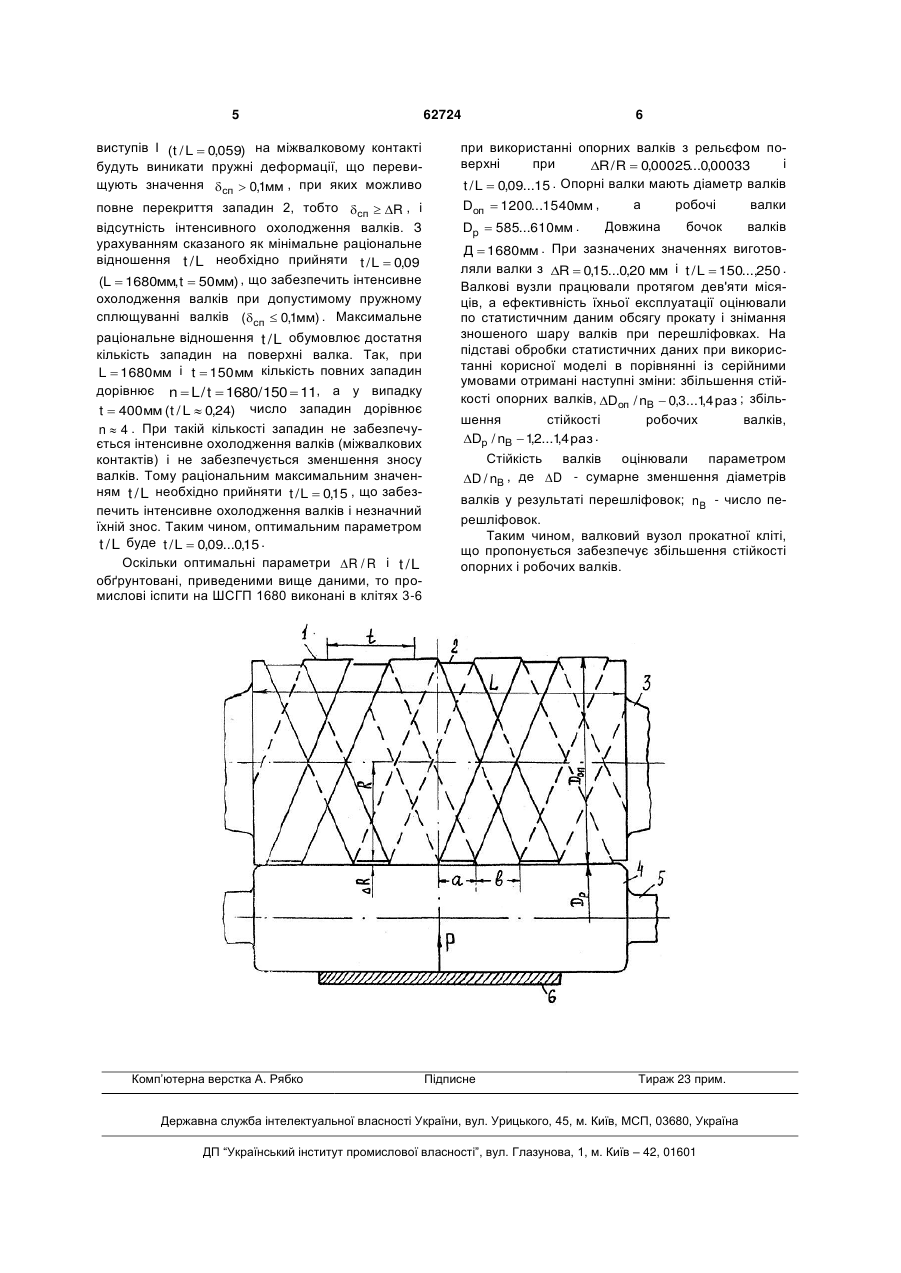
Валковий вузол прокатної кліті листового стана, що включає робочі і опорні валки, бочки яких виконані з чергуванням різновисоких і різноспрямованих ділянок, утвореними виступами і западинами, розташованими під кутом 10... 56° до вертикальної осі валків, який відрізняється тим, що западини виконані з глибиною R / R 0,00025...0,00033, із кроком западин t / R 0,09...0,15 ( R - радіус валка; R - глибина западини на радіус; t - крок западин; L - довжина бочки валка). (19) (21) u201102034 (22) 21.02.2011 (24) 12.09.2011 (46) 12.09.2011, Бюл.№ 17, 2011 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, МАЦКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, РУДЕНКО ВОЛОДИМИР ВІКТОРОВИЧ, КАСЬЯН СЕРГІЙ ВАСИЛЬОВИЧ, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ (73) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, МАЦКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, РУДЕНКО ВОЛОДИМИР ВІКТО 3 спеціального рельєфу, забезпечується поліпшення умов їхнього охолодження і центрування робочих валків щодо осі прокатної кліті, підвищення зносостійкості валків і зниження руйнування підшипників. Для вирішення поставленої задачі у валковому вузлі прокатної кліті листового стана, що включає робочі і опорні валки, бочки яких виконані з чергуванням різновисоких і різноспрямованих ділянок, утвореними виступами і западинами, розташованими під кутом 10...56 град, до вертикальної осі валків і при цьому западини виконані з глибиною R / R 0,00025...0,00033 із кроком западин t / L 0,09...,15 ( R - радіус валка; R - глибина западини на радіус; t - крок западин; L довжина бочки валка). На кресленні представлено валковий вузол, що включає опорний валок 1 із западинами (врізами) 2, виготовленими по гвинтових лініях із протилежним напрямком, шийку 3 опорного валка, робочий валок 4 із шийками 5 і штабу 6. Гвинтові западини виготовляються на вальцешліфувальному верстаті після чистового проходу шліфувальним кругом з режимом шліфування відповідно до технологічної інструкції: Швидкість обертання валка (nB ) , об/хв 20...60; Швидкість обертання шліфувального круга (nK ) об/хв - 600...800; Подовжня швидкість переміщення круга ( VK ) , мм/хв - 1200; Навантаження на двигун шліфувального круга (I) , А - 30....40. При такому режимі шліфувального кола одержують шліфовану (гладку) поверхню опорного валка. Наступні два проходи шліфувального круга для виготовлення гвинтових западин із глибиною R / R , кроком t / L і протилежним напрямком виготовляють по наступному режиму для оптимальних значень R / R і t / L : Швидкість обертання валка (nB ) , об/хв - 4...5; Швидкість обертання шліфувального круга (nK ) , об/хв 600...800; Подовжня швидкість переміщення круга ( VK ) , мм/хв - 1000... 1100; Навантаження на двигун шліфувального круга (I) , А - 120...170. При шліфуванні по цьому режиму в першому проході виготовляють по гвинтовій лінії западину, ширина якої дорівнює ширині шліфувального круга. При зворотному ході круга також виготовляють западину по гвинтовій лінії з тим же режимом обробки, що й у першому проході. Такий спосіб обробки забезпечує одержання рельєфу валка, показаного на кресленні (показано верхній валковий вузол, цілком аналогічний нижньому валковому вузлу з робочим і опорним валками). Валковий вузол працює таким чином. При прокатуванні штаби 6 на валок давить сила Р, у результаті дії якої відбувається пружне сплющування робочого і опорного валків на ділянках контакту І. На ділянках 2, де немає безпосереднього міжвалкового контакту, поверхневий шар робочого валка 62724 4 заповнює (удавлюється) в зазор R . При такій взаємодії валків контакт по довжині валків із прямолінійного при гладких валках перетворюється в криволінійний (рельєфний) з ділянками сп 0 на ділянці 2 і сп 0 на ділянці 1. Поверхневий шар робочого валка, що заповнив западини опорного валка, створює додаткові перешкоди осьовому переміщенню робочого валка і, разом з цим, знижує випадки руйнування підшипників. При прокатуванні штаб валки інтенсивно охолоджують водою. У даній конструкції валкового вузла охолоджувач захоплюється гвинтовими поверхнями западин валків, що обертаються, здійснюючи при цьому додаткове охолодження ділянок 1 міжвалкового контакту на всій довжині окружності валка. Поліпшується також охолодження робочих валків і, унаслідок цього, знижується знос їхніх поверхонь. Параметри рельєфу валків установлені на підставі дослідів у клітях 3-6 неперервного широкоштабового стана гарячої прокатки (ШСГП 1680). Граничні мінімальні значення параметрів R / R і t / L установлені з наступних положень. Мінімальне значення параметра R обумовлене тим, що для забезпечення вільного проходу охолоджувача в каналах 2 величина R повинна бути більше пружного сплющування валків, тобто R сп (R 0,1мм) . При радіусі валків R=600мм граничне мінімальне відношення R / R 0,1600 0,00016. Отже, глибина западин рельєфу валка повинна бути R 0,1мм . Дослідами встановлено, що максимальний знос опорних валків у процесі їхньої роботи в зазначених клітях на радіус складає нз 0б05...0б1мм . Відповідно до цього, для забезпечення інтенсивного охолодження валків протягом їхньої експлуатації між перевалками, необхідно мати R нз , тобто R 0,05 0,1мм (чи R / R 0,00008...0,00016). З урахуванням сплющивания і зносу валка сумарна раціональна величина R 0,15 0,2 , а щодо радіуса валка складе R / R 0,00025...0,00033 . Мінімальні значення кроку t западин обумовлені шириною круга і необхідно мати t (де ширина шліфувального круга). При t на поверхні валка будуть відсутні виступи І і твірна бочки валка по всій довжині буде мати гладку поверхню. Оскільки ширина шліфувального круга дорівнює і 60...100мм , то необхідно / Д 60...100/ 1680 0,036...0,060 мати t / L 0,060 . При збільшенні t / L зменшується кількість западин на поверхні валка і збільшується ширина виступів валка. Це погіршує умови охолодження валків на ділянках І контакту. Мінімальні значення t обумовлені також одержуваною шириною виступів. Наприклад, при t / і 80мм ширина виступів буде дорівнювати b (t / ) 96 80 16мм . При такій ширині 5 виступів І (t / L 0,059) на міжвалковому контакті будуть виникати пружні деформації, що перевищують значення сп 0,1мм , при яких можливо повне перекриття западин 2, тобто сп R , і відсутність інтенсивного охолодження валків. З урахуванням сказаного як мінімальне раціональне відношення t / L необхідно прийняти t / L 0,09 (L 1680мм, t 50мм) , що забезпечить інтенсивне охолодження валків при допустимому пружному сплющуванні валків (сп 0,1мм) . Максимальне раціональне відношення t / L обумовлює достатня кількість западин на поверхні валка. Так, при L 1680мм і t 150мм кількість повних западин дорівнює n L / t 1680/ 150 11, а у випадку t 400мм (t / L 0,24) число западин дорівнює n 4 . При такій кількості западин не забезпечується інтенсивне охолодження валків (міжвалкових контактів) і не забезпечується зменшення зносу валків. Тому раціональним максимальним значенням t / L необхідно прийняти t / L 0,15 , що забезпечить інтенсивне охолодження валків і незначний їхній знос. Таким чином, оптимальним параметром t / L буде t / L 0,09...0,15 . Оскільки оптимальні параметри R / R і t / L обґрунтовані, приведеними вище даними, то промислові іспити на ШСГП 1680 виконані в клітях 3-6 Комп’ютерна верстка А. Рябко 62724 6 при використанні опорних валків з рельєфом поверхні при і R / R 0,00025...0,00033 t / L 0,09...15 . Опорні валки мають діаметр валків Dоп 1200...1540мм , Dp 585...610мм . а Довжина робочі бочок валки валків Д 1680мм . При зазначених значеннях виготовляли валки з R 0,15...0,20 мм і t / L 150...,250 . Валкові вузли працювали протягом дев'яти місяців, а ефективність їхньої експлуатації оцінювали по статистичним даним обсягу прокату і знімання зношеного шару валків при перешліфовках. На підставі обробки статистичних даних при використанні корисної моделі в порівнянні із серійними умовами отримані наступні зміни: збільшення стійкості опорних валків, Dоп / nB 0,3...14 раз ; збіль, шення стійкості робочих валків, Dр / nB 12...1 4 раз . , , Стійкість валків оцінювали параметром D / nB , де D - сумарне зменшення діаметрів валків у результаті перешліфовок; nB - число перешліфовок. Таким чином, валковий вузол прокатної кліті, що пропонується забезпечує збільшення стійкості опорних і робочих валків. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll assembly of rolling mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Matsko Serhii Volodymyrovych, Vasyliev Oleksandr Hennadiiovych, Rudenko Volodymyr Viktorovych, Kasian Serhii Vasyliovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюВалковый узел прокатной клети листового стана
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Мацко Сергей Владимирович, Васильев Александр Геннадьевич, Руденко Владимир Викторович, Касьян Сергей Васильевич, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 27/00
Мітки: стана, листового, вузол, кліті, прокатної, валковий
Код посилання
<a href="https://ua.patents.su/3-62724-valkovijj-vuzol-prokatno-kliti-listovogo-stana.html" target="_blank" rel="follow" title="База патентів України">Валковий вузол прокатної кліті листового стана</a>
Валковий вузол прокатної кліті листового стану
Номер патенту: 24210
Опубліковано: 07.07.1998
Автори: Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Мацко Сергій Володимирович, Тилик Василь Трохимович, Штехно Олег Миколайович
МПК: B21B 27/00
Мітки: вузол, валковий, листового, прокатної, кліті, стану
Формула / Реферат:
Валковый узел прокатной клети листового стана, содержащий опорный и рабочий валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками, образованными выступами и впадинами, расположенными под углом 10 - 56° к вертикальной оси валков, отличающийся тем, что впадины выполнены с глубиной DR/R = 0,0004 - 0,0014, с шагом впадин t/L = 0,09 - 0,15 (R - радиус валка; DR - глубина впадины на радиус; t - шаг впадин; L -...
Валковий вузол листового стана
Номер патенту: 18136
Опубліковано: 01.07.1997
Автори: Прокопенко Едуард Васильович, Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Калабухов Віктор Іванович, Ніколаєв Віктор Олександрович, Коваль Сергій Миколайович
МПК: B21B 27/02
Мітки: вузол, листового, стана, валковий
Формула / Реферат:
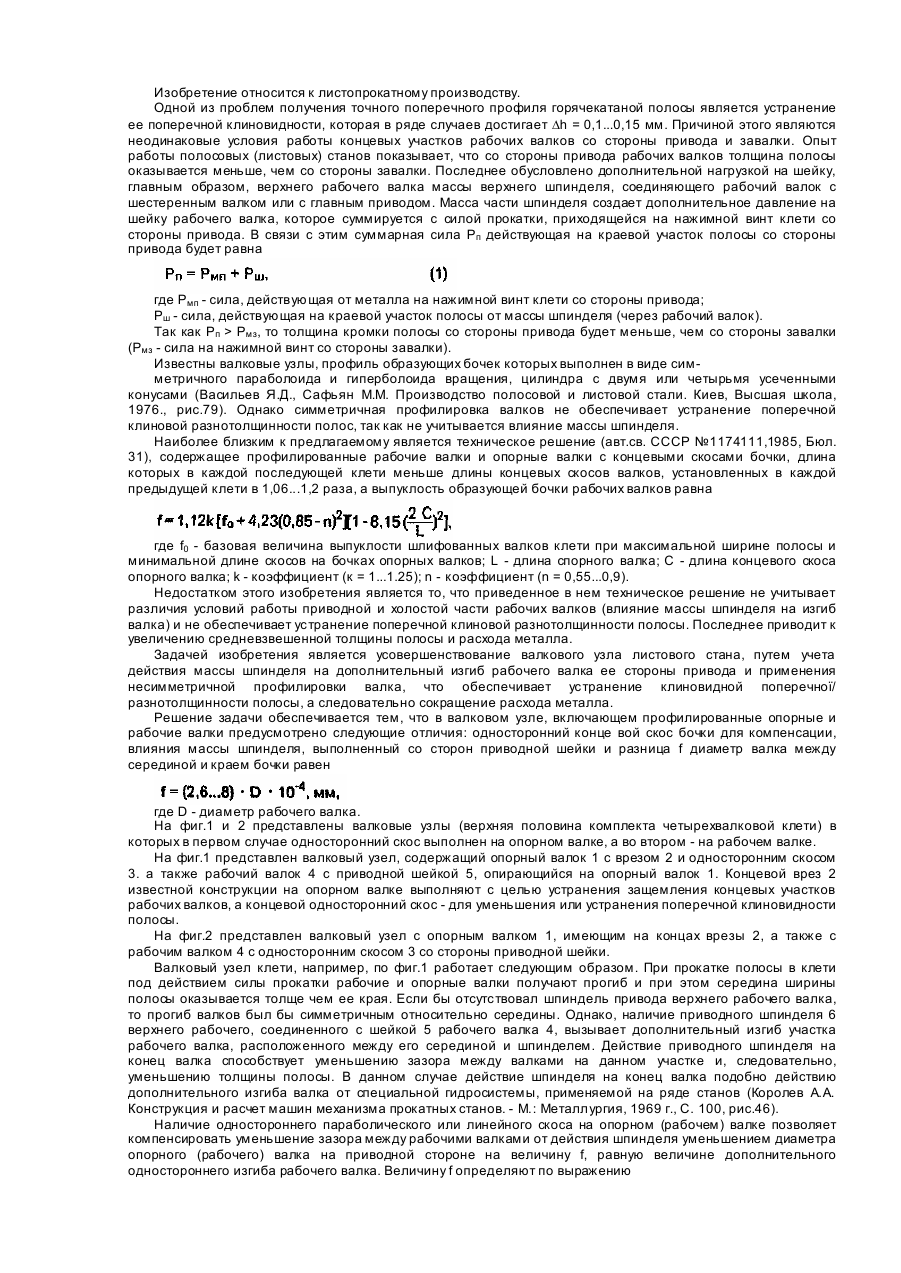
Валковый узел листового стана, включающий пpoфилированные опорные и рабочие валки, отличающийся тем, что односторонний концевой скос валка выполнен со стороны приводной шейки, а разница f размеров диаметров валка между серединой и краем бочки равнагде D - диаметр рабочего валка.
Валковий вузол багатовалкової прокатної кліті смугового стану
Номер патенту: 16347
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: смугового, вузол, багатовалкової, прокатної, стану, кліті, валковий
Формула / Реферат:
Валковый узел многовалковой прокатной клети полосового стана, включающий рабочие и опорные валки, расположенные в несколько рядов, выполненные с буртами и проточками, отличающийся тем, что, с целью снижения расхода валков путем исключения их осевых перемещений, оба кольцевых участка одного рабочего валка выполнены с проточками, а оба концевых участка второго рабочего валка выполнены с буртами, причем опорные валки первого ряда выполнены с...
Валковий вузол кліті кварто

Номер патенту: 62723
Опубліковано: 12.09.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Васильєв Станіслав Олександрович, Ніколенко Андрій Георгійович, Путнокі Олександр Юліусович
МПК: B21B 31/02
Мітки: кліті, кварто, валковий, вузол
Формула / Реферат:
Валковий вузол кліті кварто, що включає робочі і опорні валки з подушками і зміщенням осей робочих валків відносно осі опорних валків, який відрізняється тим, що осі робочих валків зміщені відносно осі опорних валків в протилежному напрямі.
Валковий вузол широкоштабового стана
Номер патенту: 34357
Опубліковано: 15.02.2001
Автори: Ніколаєв Віктор Олександрович, Ніколаєв Олександр Вікторович, Васильєв Олександр Геннадійович
МПК: B21B 27/06
Мітки: вузол, широкоштабового, стана, валковий
Текст:
...умовах на моделі кліті кварто, з опорними валками діаметром Dоп = 80 мм, робочих – Dp = = 30 мм; довжина шийок опорних валків lш = 27 мм, а діаметр dш = 35 мм. Шийки опорних валків установлені в підшипниках качіння. Для одержання масштабних параметрів прогину опорного валка з торця шийки закріпляли стержень довжиною 200 мм, а відхилення його від нульової відмітки при навантаженні подушок вимірювали механічним індикатором з ціною...
Попередній патент: Валковий вузол кліті кварто
Наступний патент: Валок прокатної кліті
Випадковий патент: Система та спосіб водовідведення в населених пунктах (варіанти)