Спосіб виробництва слябів
Формула / Реферат
Спосіб виробництва слябів для прокатування товстих листів, що включає відливання заготівок на машинах для безперервного лиття заготівок або їх прокатування із зливків з подальшим розрізанням, який відрізняється тим, що заготівки виробляють з шириною, не меншою мінімально припустимої довжини слябів, а ширину слябів отримують розрізанням заготівок на потрібні довжини за розміром:
![]() ,
,
де ![]() - ширина сляба,
- ширина сляба,
![]() - мінімально припустима довжина слябів для даного стана,
- мінімально припустима довжина слябів для даного стана,
![]() - довжина розкату після "протягування",
- довжина розкату після "протягування",
![]() - ширина листа, що прокатується,
- ширина листа, що прокатується,
![]() - припуск на обрізання бокових крайок.
- припуск на обрізання бокових крайок.
Текст
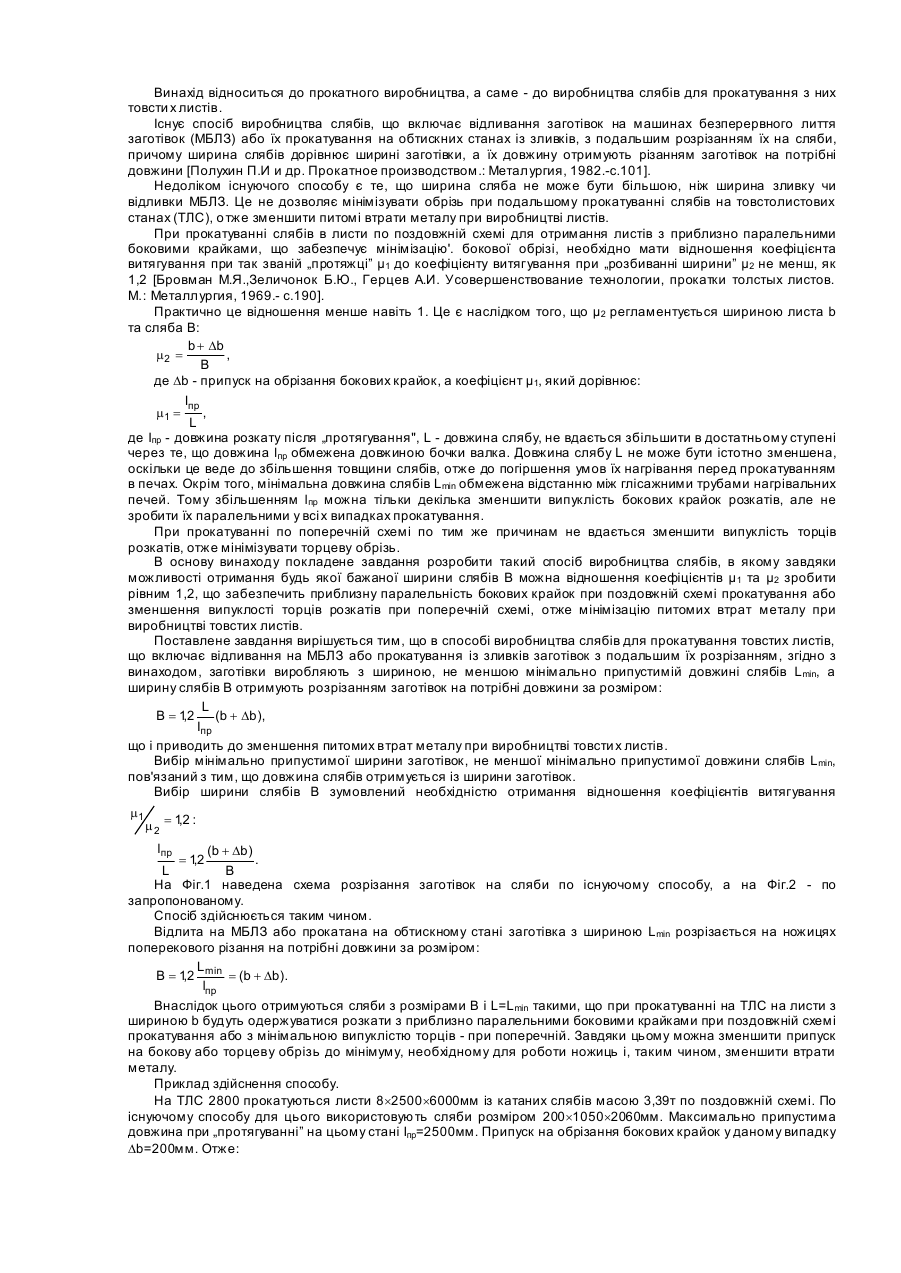
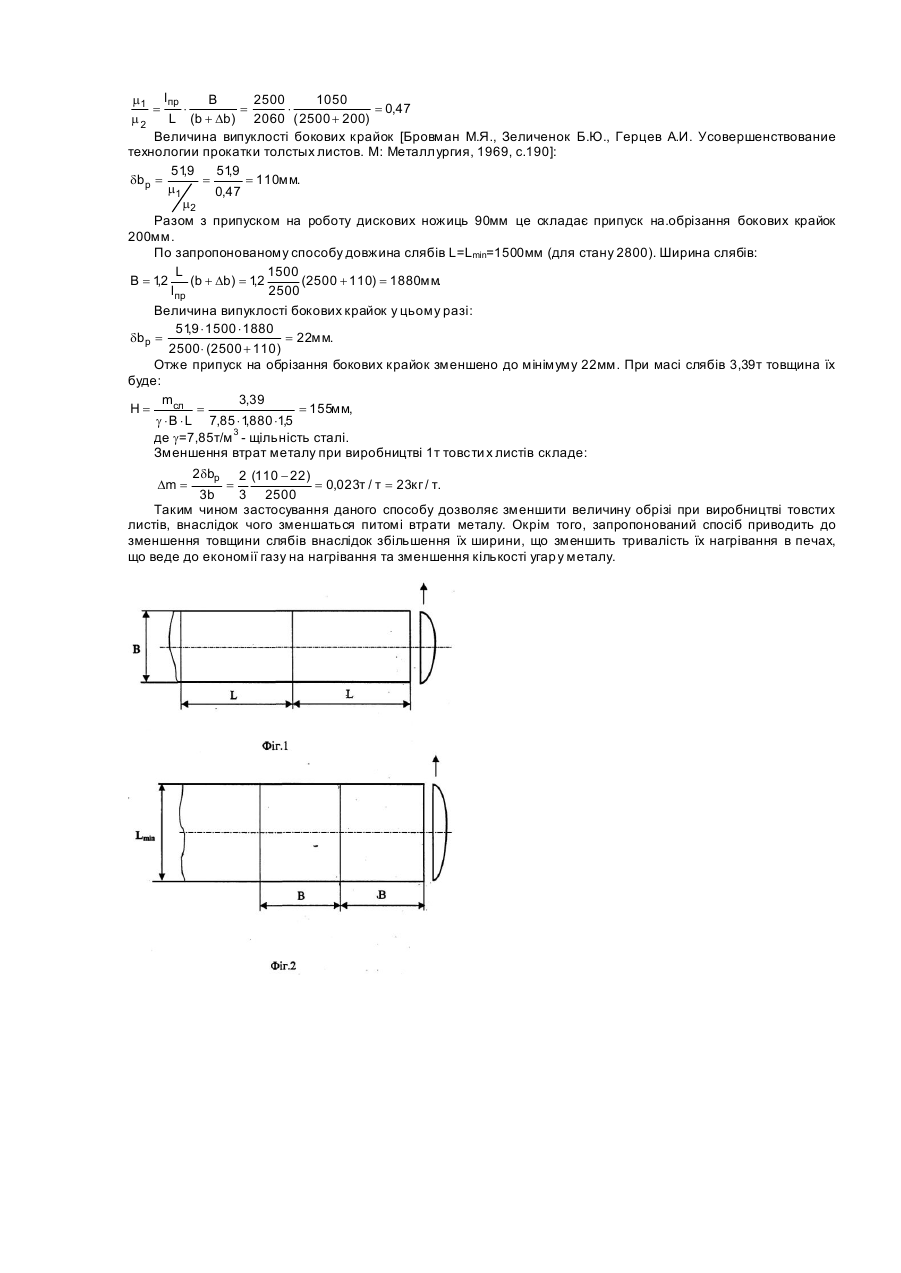
Винахід відноситься до прокатного виробництва, а саме - до виробництва слябів для прокатування з них товсти х листів. Існує спосіб виробництва слябів, що включає відливання заготівок на машинах безперервного лиття заготівок (МБЛЗ) або їх прокатування на обтискних станах із зливків, з подальшим розрізанням їх на сляби, причому ширина слябів дорівнює ширині заготівки, а їх довжину отримують різанням заготівок на потрібні довжини [Полухин П.И и др. Прокатное производством.: Металургия, 1982.-c.101]. Недоліком існуючого способу є те, що ширина сляба не може бути більшою, ніж ширина зливку чи відливки МБЛЗ. Це не дозволяє мінімізувати обрізь при подальшому прокатуванні слябів на товстолистових станах (ТЛС), о тже зменшити питомі втрати металу при виробництві листів. При прокатуванні слябів в листи по поздовжній схемі для отримання листів з приблизно паралельними боковими крайками, що забезпечує мінімізацію'. бокової обрізі, необхідно мати відношення коефіцієнта витягування при так званій „протяжці” μ1 до коефіцієнту витягування при „розбиванні ширини” μ2 не менш, як 1,2 [Бровман М.Я.,Зеличонок Б.Ю., Герцев А.И. Усовершенствование технологии, прокатки толстых листов. Μ.: Металлургия, 1969.- с.190]. Практично це відношення менше навіть 1. Це є наслідком того, що μ2 регламентується шириною листа b та сляба В: b + Db m2 = , B де Db - припуск на обрізання бокових крайок, а коефіцієнт μ1, який дорівнює: Iпр m1 = , L де Іпр - довжина розкату після „протягування", L - довжина слябу, не вдається збільшити в достатньому ступені через те, що довжина lпр обмежена довжиною бочки валка. Довжина слябу L не може бути істотно зменшена, оскільки це веде до збільшення товщини слябів, отже до погіршення умов їх нагрівання перед прокатуванням в печах. Окрім того, мінімальна довжина слябів Lmin обмежена відстанню між глісажними трубами нагрівальних печей. Тому збільшенням lпр можна тільки декілька зменшити випуклість бокових крайок розкатів, але не зробити їх паралельними у всі х випадках прокатування. При прокатуванні по поперечній схемі по тим же причинам не вдається зменшити випуклість торців розкатів, отже мінімізувати торцеву обрізь. В основу винаходу покладене завдання розробити такий спосіб виробництва слябів, в якому завдяки можливості отримання будь якої бажаної ширини слябів В можна відношення коефіцієнтів μ1 та μ2 зробити рівним 1,2, що забезпечить приблизну паралельність бокових крайок при поздовжній схемі прокатування або зменшення випуклості торців розкатів при поперечній схемі, отже мінімізацію питомих втрат металу при виробництві товстих листів. Поставлене завдання вирішується тим, що в способі виробництва слябів для прокатування товстих листів, що включає відливання на МБЛЗ або прокатування із зливків заготівок з подальшим їх розрізанням, згідно з винаходом, заготівки виробляють з шириною, не меншою мінімально припустимій довжині слябів Lmin, а ширину слябів В отримують розрізанням заготівок на потрібні довжини за розміром: L B = 12 , (b + Db ), Iпр що і приводить до зменшення питомих втрат металу при виробництві товсти х листів. Вибір мінімально припустимої ширини заготівок, не меншої мінімально припустимої довжини слябів Lmin, пов'язаний з тим, що довжина слябів отримується із ширини заготівок. Вибір ширини слябів В зумовлений необхідністю отримання відношення коефіцієнтів витягування m1 = 1 2 : m2 , lпр (b + Db) = 12 , . L B На Фіг.1 наведена схема розрізання заготівок на сляби по існуючому способу, а на Фіг.2 - по запропонованому. Спосіб здійснюється таким чином. Відлита на МБЛЗ або прокатана на обтискному стані заготівка з шириною Lmin розрізається на ножицях поперекового різання на потрібні довжини за розміром: L B = 1 2 min = (b + Db ). , lпр Внаслідок цього отримуються сляби з розмірами В і L=Lmin такими, що при прокатуванні на ТЛС на листи з шириною b будуть одержуватися розкати з приблизно паралельними боковими крайками при поздовжній схемі прокатування або з мінімальною випуклістю торців - при поперечній. Завдяки цьому можна зменшити припуск на бокову або торцеву обрізь до мінімуму, необхідному для роботи ножиць і, таким чином, зменшити втрати металу. Приклад здійснення способу. На ТЛС 2800 прокатуються листи 8´2500´6000мм із катаних слябів масою 3,39т по поздовжній схемі. По існуючому способу для цього використовують сляби розміром 200´1050´2060мм. Максимально припустима довжина при „протягуванні” на цьому стані Іпр=2500мм. Припуск на обрізання бокових крайок у даному випадку Db=200мм. Отже: m1 lпр B 2500 1050 = × = × = 0,47 m2 L (b + Db) 2060 ( 2500 + 200) Величина випуклості бокових крайок[Бровман М.Я., Зеличенок Б.Ю., Герцев А.И. Усовершенствование технологии прокатки толстых листов. М: Металлургия, 1969, с.190]: 519 , 519 , db p = = = 110мм. m1 0,47 m2 Разом з припуском на роботу дискових ножиць 90мм це складає припуск на.обрізання бокових крайок 200мм. По запропонованому способу довжина слябів L=Lmin=1500мм (для стану 2800). Ширина слябів: L 1500 B = 12 , (b + Db ) = 1 2 , (2500 + 110) = 1880мм. l пр 2500 Величина випуклості бокових крайок у цьому разі: 519 × 1500 × 1880 , db p = = 22мм. 2500× (2500 + 110) Отже припуск на обрізання бокових крайок зменшено до мінімуму 22мм. При масі слябів 3,39т товщина їх буде: mcл 3,39 H= = = 155мм, g × B × L 7,85 × 1880 ×1,5 , де g=7,85т/м 3 - щільність сталі. Зменшення втрат металу при виробництві 1т товсти х листів складе: 2dbp 2 (110 - 22) Dm = = = 0,023т / т = 23кг / т. 3b 3 2500 Таким чином застосування даного способу дозволяє зменшити величину обрізі при виробництві товстих листів, внаслідок чого зменшаться питомі втрати металу. Окрім того, запропонований спосіб приводить до зменшення товщини слябів внаслідок збільшення їх ширини, що зменшить тривалість їх нагрівання в печах, що веде до економії газу на нагрівання та зменшення кількості угар у металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of slabs
Автори англійськоюDan'ko Volodymyr Mykhailovych
Назва патенту російськоюСпособ производства слябов
Автори російськоюДанько Владимир Михайлович
МПК / Мітки
МПК: B21B 1/02
Мітки: виробництва, слябів, спосіб
Код посилання
<a href="https://ua.patents.su/2-73628-sposib-virobnictva-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва слябів</a>
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Росточилов Анатолій Іванович, Соколовський Борис Цудікович, Тартачний Віктор Сергійович, Гаран Ігор Вячославович
МПК: B22D 7/00, B22D 25/00
Мітки: листів, виробництва, спосіб, слябів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Спосіб виробництва слябів
Номер патенту: 68221
Опубліковано: 15.07.2004
Автори: Кукуй Давид Пенхусович, Бражник Сергій Анатолійович, Аксьоненко Валерій Олексійович, Борщов Олексій Вікторович, Бенецький Олексій Геннадійович, Галушка Віктор Митрофанович, Захарюта Анатолій Іванович, Сичов Олег Петрович, Онода Костянтин Костянтинович, Набока Володимир Іванович, Путнокі Олександр Юліусович, Толпа Анатолій Андрійович
Мітки: слябів, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва слябів, що включає відливання слябових виливків, розширених донизу, нагрівання і прокатування цих виливків на обтискних станах донною частиною вперед, який відрізняється тим, що виливки відливають складеними з двох сполучених між собою частин, каркасом кожної з яких є зрізана піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка, відношення висоти верхньої...
Спосіб прокатки слябів
Номер патенту: 53835
Опубліковано: 16.08.2004
Автори: Шебаніц Едуард Миколайович, Пасько Іван Олександрович, Омельяненко Микола Іванович, Радушев Олексій Олександрович, Мангуш Валентин Георгійович, Грекова Юлія Сергіївна, Кашков Геннадій Алимович, Васекін Андрей Валерійович, Дригін Олександр Іванович, Рапін Аркадій Олександрович, Дубінський Борис Євгенійович, Климанчук Владислав Владиславович, Карнаушенко Ніл Андрійович, Норка Сергій Петрович, Лук'янчиков Олександр Миколайович, Конкін Юрій Петрович
МПК: B21B 1/02
Мітки: прокатки, спосіб, слябів
Формула / Реферат:
Спосіб прокатки слябів на обтискних станах, якій включає обтиск по товщині і ширині в кількох проходах, який відрізняється тим, що обтиск по ширині в останньому проході вертикальними валками здійснюють за виразом:∆hb = const = 35 мм при b = 1000 - 1530 мм,де b - ширина сляба.
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Тіппінс Джордж В., Томас Джон Е.
МПК: B21B 1/04, B21B 13/22
Мітки: товщини, ємність, одержання, спосіб, установка, проміжної, здійснення, слябів, зберігання
Формула / Реферат:
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Спосіб прокатки слябів
Номер патенту: 63543
Опубліковано: 15.01.2004
Автори: Зеленський Віктор Євгенович, Мангуш Валентин Георгійович, Омельяненко Микола Іванович, Карнаушенко Ніл Андрійович, Дригін Олександр Іванович, Шебаніц Едуард Миколайович, Рапін Аркадій Олександрович, Бойко Володимир Семенович, Климанчук Владислав Владиславович
МПК: B21B 1/02
Мітки: спосіб, прокатки, слябів
Формула / Реферат:
Спосіб прокатки слябів, що включає подачу зливка у валки реверсивного стана визначеною частиною, наприклад донною, з наступним його обтиском у низці послідовних пропусків, при цьому у пластових пропусках додатково здійснюють калібрувальний пропуск, встановлюючи розхил валків з урахуванням виробленості виливниць, а один чи два пластових пропуски після калібрувального, в якому донна частина є заднім кінцем, здійснюють без обтискання, який...
Попередній патент: Проміжний ківш машини безперервного лиття заготовок
Наступний патент: Пристрій для захисту від імпульсних перенапруг
Випадковий патент: Спосіб контролю розвитку ендотоксикозу