Спосіб виробництва слябів
Номер патенту: 68221
Опубліковано: 15.07.2004
Автори: Захарюта Анатолій Іванович, Путнокі Олександр Юліусович, Набока Володимир Іванович, Толпа Анатолій Андрійович, Бенецький Олексій Геннадійович, Онода Костянтин Костянтинович, Борщов Олексій Вікторович, Галушка Віктор Митрофанович, Аксьоненко Валерій Олексійович, Кукуй Давид Пенхусович, Сичов Олег Петрович, Бражник Сергій Анатолійович
Формула / Реферат
Спосіб виробництва слябів, що включає відливання слябових виливків, розширених донизу, нагрівання і прокатування цих виливків на обтискних станах донною частиною вперед, який відрізняється тим, що виливки відливають складеними з двох сполучених між собою частин, каркасом кожної з яких є зрізана піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка, відношення висоти верхньої піраміди до висоти нижньої перебуває в діапазоні 0,02-0,25, відношення відповідних сторін верхньої основи нижньої піраміди до сторін верхньої основи верхньої піраміди перебуває в межах 0,5-0,99, а обтиснення верхньої основи виливка при прокатуванні виконують не раніше третього робочого проходу по кожній із граней виливка.
Текст
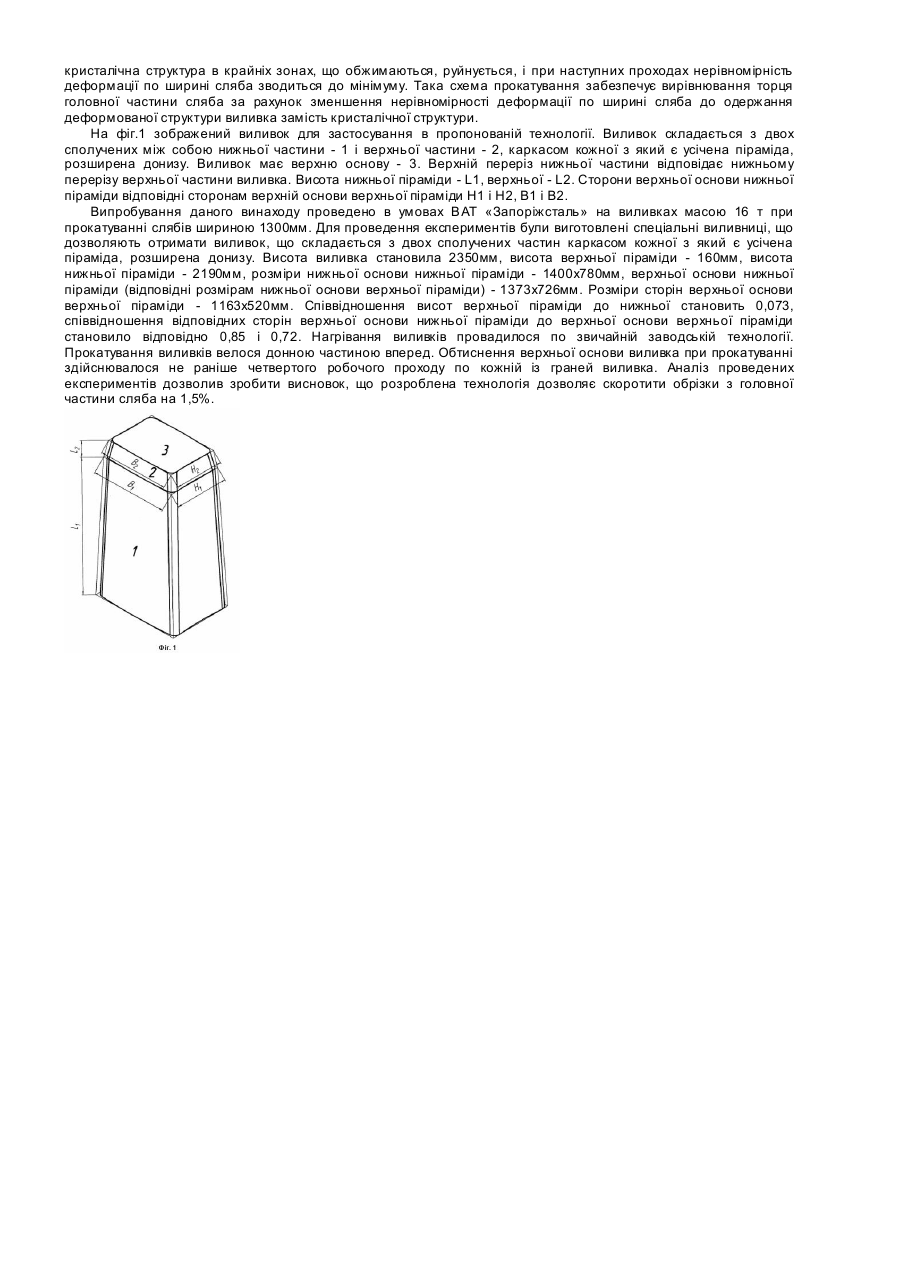
Винахід може бути використаним на металургійних заводах при виробництві слябів із напівспокійних і киплячих сталей, і відноситься до галузі чорної металургії. Відомий виливок напівспокійної й киплячої сталі призначений для прокатування на сляби, що являє собою розширену донизу піраміду в основах якої розташовуються прямокутники з невеликою увігнутістю чи опуклістю стінок або із хвилястими стінками (Трубин К.Г., Ойкс Г.Н., Ме таллургия стали. Мартеновский процесе. М., Металлургия, 1970, с.621-стр.336). Такі виливки знайшли широке застосування в металургійній промисловості при виробництві слябів. При прокатуванні таких виливків на слябінгу має місце нерівномірність витяжки по ширині виливка, обумовлена кристалічною структурою виливка. Результатом цього є виникнення накатів у головній частині виливка у вигляді «риб'ячого хвоста», і, як наслідок, обрізки металу, що видаляється з головної частини сляба мають значну величину. На ряді заводів з метою зменшення збитків металу з обрізками, які видаляються з головної частини сляба, при розливанні напівспокійної та киплячої сталі використовують виливниці з напівзакритим верхом. Площа відкритого дзеркала металу у вер хньому перерізі таких виливниць приблизно в 2 рази менше ніж у звичайних наскрізних виливницях. Застосування виливниць із напівзакритим верхом дозволяє знизити головні обрізки при прокатуванні приблизно на 1%. Відомий також спосіб прокатування з попереднім обтисненням одного кінця виливка і наступним реверсивним прокатуванням, застосовуваний на заводі фірми «Кавасакі сейтецу» (Японія) у Тібе (Гетманец В.В., Шевчук В.Я., Рациональные режимы работы блюминга, М.: Ме таллургия, 1990, 136с. - стр.56). Такий спосіб значно зменшує торцеві обрізки і, крім того, забезпечує підвищення точності розмірів слябів по ширині. Однак для попереднього обтиснення одного кінця виливка затрачається додатковий час. Це викликає деякі збитки виробництва, і додаткову витрату енергоносіїв. Найбільш близькою по кількості суттєви х ознак до винаходу є те хнологія виробництва слябів із виливків киплячої й напівспокійної сталі, застосовувана на ВАТ «Запоріжсталь», за якою відливають слябові виливків, розширені донизу, нагрівають і прокатують ці виливки на обтискних станах донною частиною вперед (Технологическая инструкция ТИ 226-П.03-01-2000, Производство передельных и товарных слябов из слитков углеродистых, низколегированных и высокоуглеродистых марок стали, г.Запорожье 2000г. (стр.33)). Як показала практика, величина обрізків із головної частини при застосуванні даної технології становить 4¸6% і обумовлена наявністю накатів у вигляді «риб'ячих хвостів». В основу винаходу поставлено задачу зменшення кінцевих обрізків із головної частини виливка напівспокійної чи киплячої сталі після прокатування на слябінгу шляхом регламентування співвідношень розмірів складових частин виливка, призначеного для прокатування слябів і режимів обтиснень для цього виливка. Поставлена задача вирішується тим, що відливають розширені донизу слябові виливки, які складаються з двох сполучених між собою частин, каркасом кожної з якої є усічена піраміда, розширена донизу, причому вер хній переріз нижньої відповідає нижньому перерізу верхньої частини виливка, співвідношення висот верхньої і нижньої пірамід від 0,02 до 0,25, співвідношення відповідних сторін верхньої основи нижньої піраміди до верхньої основи верхньої піраміди перебуває в межах 0,5 ¸ 0,99. Здійснюють нагрівання виливків по звичайній заводській технології. Прокатують виливки на обтискних станах донною частиною вперед, а обтиснення верхньої основи виливка по кожній із граней здійснюють не раніше третього робочого проходу виливка. Суттєві ознаки, які збігаються із суттєвими ознаками найближчого аналога наступні: - сляби виробляють із виливків киплячої й напівспокійної сталі, розширених донизу; - здійснюють нагрівання виливків (по звичайній заводській технології); - прокатування виливків на блюмінгу здійснюється донною частиною вперед. Нові суттєві ознаки наступні: - відливають виливки, які складаються з двох сполучених між собою частин, каркасом кожної з яких є усічена піраміда, розширена донизу, причому верхній переріз нижньої частини відповідає нижньому перерізу вер хньої частини виливка; - співвідношення висот верхньої піраміди до нижньої перебуває в діапазоні від 0,02 до 0,25; - співвідношення відповідних сторін верхньої основи нижньої піраміди до верхньої основи верхньої піраміди знаходиться в межах 0,5 ¸ 0,99; - обтиснення верхньої основи виливка при прокатуванні здійснюють не раніше третього робочого проходу по кожній із граней виливка. Для регулювання форми розкату в горизонтальному перерізі застосовується зміна форми виливка, однак, якщо спосіб прокатування з попереднім обтисненням одного кінця виливка і наступним реверсивним прокатуванням передбачає проведення спеціальних операцій на прокатному стані для корекції форми виливка, то запропонований спосіб передбачає тільки регламентований режим обтиснень виливка, який має спеціальну форму. Це дозволяє одержати мінімальні обрізки з головної частини виливка. Така форма виливка може бути отримана виконанням його складеним з двох сполучених між собою частин, каркасом кожної з який є усічена піраміда, розширена донизу, причому верхній переріз нижньої відповідає нижньому переріза верхньої частини виливка. При співвідношенні висот верхньої піраміди до нижньої, менше 0,02 неможливо дістати зменшення головних обрізків, тому що обсяг металу, що знаходиться у верхній частині виливка занадто малий. Виконання цього співвідношення більше 0,25 також недоцільно, тому що це ускладнює одержання правильної форми розкату в горизонтальному перерізі. Співвідношення відповідних сторін верхньої основи нижньої піраміди до верхньої основи верхньої піраміди повинне знаходиться в межах 0,5 ¸ 0,99. При виконанні цього співвідношення менше 0,5 утруднюється одержання якісної поверхні головної частини виливка у зв'язку з недостатньою площею відкритого дзеркала металу у верхньому перерізі виливниці (погіршується газовиділення зі сталі), при виконанні цього співвідношення більше 0,99 утр уднюється стриперування виливків. Обтиснення верхньої основи виливка при прокатуванні необхідно робити не раніше третього робочого проходу по кожній із граней виливка. При прокатуванні в перших трьох проходах по кожній зі сторін виливка, його кристалічна структура в крайніх зонах, що обжимаються, руйнується, і при наступних проходах нерівномірність деформації по ширині сляба зводиться до мінімуму. Така схема прокатування забезпечує вирівнювання торця головної частини сляба за рахунок зменшення нерівномірності деформації по ширині сляба до одержання деформованої структури виливка замість кристалічної структури. На фіг.1 зображений виливок для застосування в пропонованій технології. Виливок складається з двох сполучених між собою нижньої частини - 1 і верхньої частини - 2, каркасом кожної з який є усічена піраміда, розширена донизу. Виливок має верхню основу - 3. Верхній переріз нижньої частини відповідає нижньому перерізу верхньої частини виливка. Висота нижньої піраміди - L1, верхньої - L2. Сторони верхньої основи нижньої піраміди відповідні сторонам верхній основи верхньої піраміди Н1 і Н2, В1 і В2. Випробування даного винаходу проведено в умовах ВАТ «Запоріжсталь» на виливках масою 16 т при прокатуванні слябів шириною 1300мм. Для проведення експериментів були виготовлені спеціальні виливниці, що дозволяють отримати виливок, що складається з двох сполучених частин каркасом кожної з який є усічена піраміда, розширена донизу. Висота виливка становила 2350мм, висота верхньої піраміди - 160мм, висота нижньої піраміди - 2190мм, розміри нижньої основи нижньої піраміди - 1400х780мм, верхньої основи нижньої піраміди (відповідні розмірам нижньої основи верхньої піраміди) - 1373х726мм. Розміри сторін верхньої основи верхньої піраміди - 1163х520мм. Співвідношення висот верхньої піраміди до нижньої становить 0,073, співвідношення відповідних сторін верхньої основи нижньої піраміди до верхньої основи верхньої піраміди становило відповідно 0,85 і 0,72. Нагрівання виливків провадилося по звичайній заводській технології. Прокатування виливків велося донною частиною вперед. Обтиснення верхньої основи виливка при прокатуванні здійснювалося не раніше четвертого робочого проходу по кожній із граней виливка. Аналіз проведених експериментів дозволив зробити висновок, що розроблена технологія дозволяє скоротити обрізки з головної частини сляба на 1,5%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of slabs
Автори англійськоюKukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Benetskyi Oleksii Hennadiiovych, Borschov Oleksii Viktorovych, Putnoki Oleksandr Yuliusovych, Naboka Volodymyr Ivanovych, Onoda Kostiantyn Kostiantynovych, Sychov Oleh Petrovych, Halushka Viktor Mytrofanovych
Назва патенту російськоюСпособ производства слябов
Автори російськоюКукуй Давид Пенхусович, Толпа Анатолий Андреевич, Бенецкий Алексей Геннадьевич, Борщов Алексей Викторович, Путноки Александр Юлиусович, Набока Владимир Иванович, Онода Константин Константинович, Сичов Олег Петрович, Сычев Олег Петрович, Галушка Виктор Митрофанович
МПК / Мітки
Мітки: виробництва, слябів, спосіб
Код посилання
<a href="https://ua.patents.su/2-68221-sposib-virobnictva-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва слябів</a>
Спосіб виробництва листів із слябів
Номер патенту: 49461
Опубліковано: 16.09.2002
Автори: Гаран Ігор Вячославович, Тартачний Віктор Сергійович, Соколовський Борис Цудікович, Росточилов Анатолій Іванович
МПК: B22D 25/00, B22D 7/00
Мітки: листів, виробництва, спосіб, слябів
Формула / Реферат:
Спосіб виробництва листів із слябів, що включає відливку зливків у наскрізні виливниці, нагрівання та прокатування у валках блюмінга, який відрізняється тим, що прокатування проводять крізь спеціальний калібр з боковими стінками урізів потоків, які містять на глибині скоси під кутом 15-20 градусів до осі обертання валків з формуванням випуклої форми вузьких граней розкатки та багатогранного, наприклад восьмигранного поперечного перерізу...
Виливок для гарячого прокатування
Номер патенту: 60802
Опубліковано: 15.10.2003
Автори: Сміяненко Ігор Миколайович, Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: виливок, гарячого, прокатування
Формула / Реферат:
Виливок для гарячого прокатування, що містить нижню частину, розширену догори, і з'єднану з нею головну частину, розширену донизу, який відрізняється тим, що площа поперечного перерізу головної частини в 1,05-1,1 раза перевищує площу поперечного перерізу нижньої частини в площині їх сполучення, при цьому розміри сторін поперечного перерізу головної частини в площині сполучення більші розмірів сторін поперечного перерізу нижньої частини.
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: виливок, напівспокійної, сталі, киплячої
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 38787
Опубліковано: 17.05.2004
Автори: Моцний Валерій Васильович, Несвіт Володимир Васильович, Солод Володимир Сергійович, Трухін Микола Олексійович, Прядко Любов Давидівна
МПК: B22D 7/06
Мітки: напівспокійної, киплячої, пристрій, сталі, лиття, виливків
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочий простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2 - 0,4 робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки...
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Сміяненко Ігор Миколайович, Кекух Анатолій Володимирович, Маншилін Олександр Гейнійович, Коротченков Валерій Михайлович, Бабенко Михайло Антонович, Корінь Андрій Олександрович, Феофілактова Катерина Володимирівна, Теряєв Олександр Митрофанович, Бруханський Володимир Миколайович, Кукуй Давид Пенхусович
Мітки: головної, основної, площі, виливків, з'єднання, спосіб, прокатування, частин, розширених
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.