Спосіб виробництва крупносортового фасонного прокату
Номер патенту: 88583
Опубліковано: 26.10.2009
Автори: Нефедьєва Олена Євгенівна, Книш Андрій Володимирович, Дементьєва Жанна Андріївна, Узлов Олег Володимирович, Большаков Володимир Іванович, Узлов Іван Герасимович, Пучиков Олександр Володимирович

Формула / Реферат
Спосіб виробництва крупносортового фасонного прокату, що включає прискорене охолодження від температури кінця прокатки до заданої середньомасової температури профілю прокату й наступне охолодження на повітрі, який відрізняється тим, що охолодження профілю прокату здійснюють шляхом прискореного охолодження стінки профілю прокату із надкритичною швидкістю до середньомасової температури 550-450 °С при охолодженні полиць профілю прокату із тією ж швидкістю до середньомасової температури 680-580 °С.
Текст
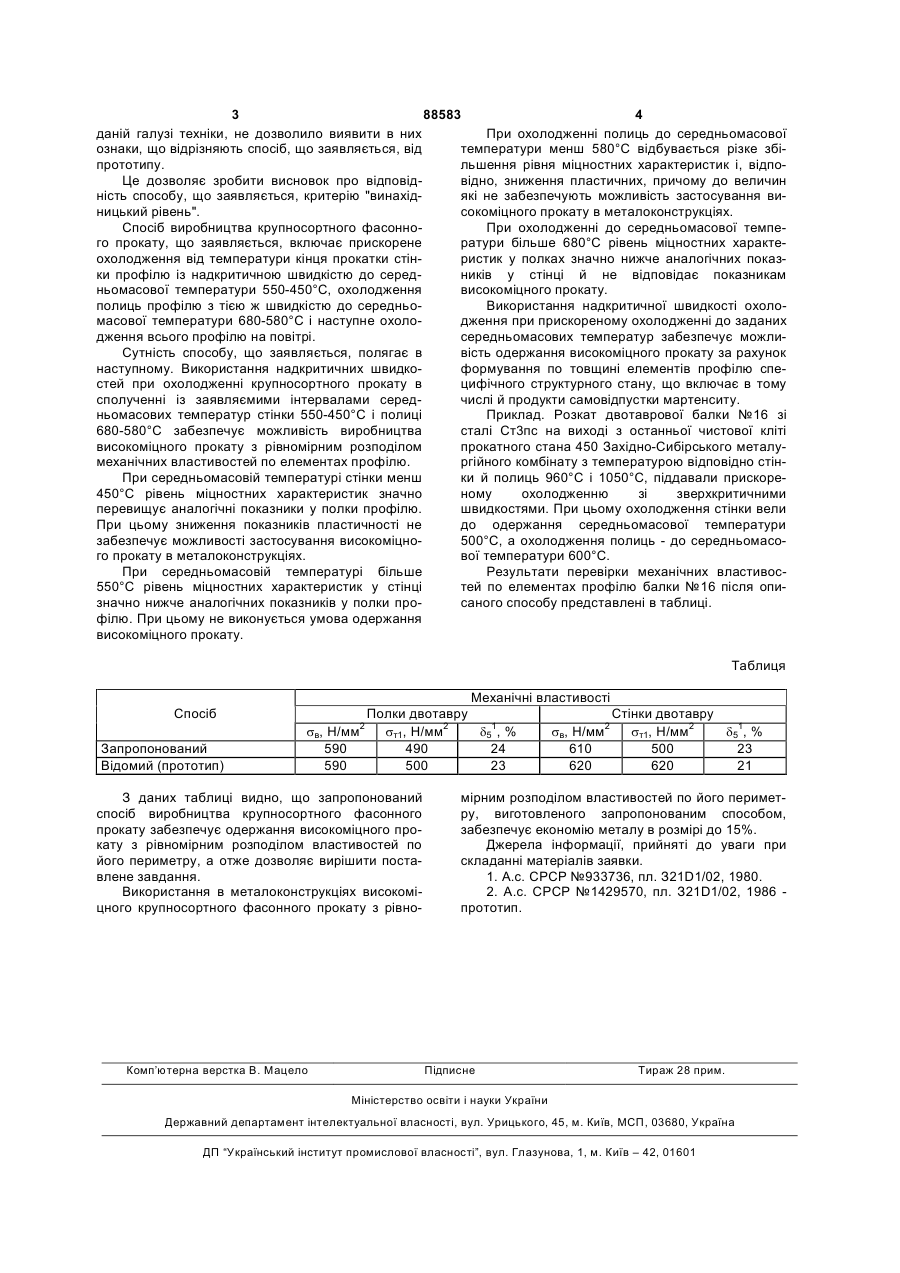
Спосіб виробництва крупносортового фасонного прокату, що включає прискорене охолодження від температури кінця прокатки до заданої середньомасової температури профілю прокату й наступне охолодження на повітрі, який відрізняється тим, що охолодження профілю прокату здійснюють шляхом прискореного охолодження стінки профілю прокату із надкритичною швидкістю до середньомасової температури 550-450°С при охолодженні полиць профілю прокату із тією ж швидкістю до середньомасової температури 680580°С. UA (21) a200811640 (22) 29.09.2008 (24) 26.10.2009 (46) 26.10.2009, Бюл.№ 20, 2009 р. (72) УЗЛОВ ІВАН ГЕРАСИМОВИЧ, БОЛЬШАКОВ ВОЛОДИМИР ІВАНОВИЧ, ПУЧИКОВ ОЛЕКСАНДР ВОЛОДИМИРОВИЧ, УЗЛОВ ОЛЕГ ВОЛОДИМИРОВИЧ, ДЕМЕНТЬЄВА ЖАННА АНДРІЇВНА, КНИШ АНДРІЙ ВОЛОДИМИРОВИЧ, НЕФЕДЬЄВА ОЛЕНА ЄВГЕНІВНА (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ НАН УКРАЇНИ (56) SU, 1383791, A1, 27.11.1998 SU, 931758, 30.05.1982 SU, 1429570, A1, дата подання 27.10.1986 C2 2 (19) 1 3 88583 4 даній галузі техніки, не дозволило виявити в них При охолодженні полиць до середньомасової ознаки, що відрізняють спосіб, що заявляється, від температури менш 580°С відбувається різке збіпрототипу. льшення рівня міцностних характеристик і, відпоЦе дозволяє зробити висновок про відповідвідно, зниження пластичних, причому до величин ність способу, що заявляється, критерію "винахідякі не забезпечують можливість застосування виницький рівень". сокоміцного прокату в металоконструкціях. Спосіб виробництва крупносортного фасонноПри охолодженні до середньомасової темпего прокату, що заявляється, включає прискорене ратури більше 680°С рівень міцностних характеохолодження від температури кінця прокатки стінристик у полках значно нижче аналогічних показки профілю із надкритичною швидкістю до середників у стінці й не відповідає показникам ньомасової температури 550-450°С, охолодження високоміцного прокату. полиць профілю з тією ж швидкістю до середньоВикористання надкритичної швидкості охоломасової температури 680-580°С і наступне охолодження при прискореному охолодженні до заданих дження всього профілю на повітрі. середньомасових температур забезпечує можлиСутність способу, що заявляється, полягає в вість одержання високоміцного прокату за рахунок наступному. Використання надкритичних швидкоформування по товщині елементів профілю спестей при охолодженні крупносортного прокату в цифічного структурного стану, що включає в тому сполученні із заявляємими інтервалами середчислі й продукти самовідпустки мартенситу. ньомасових температур стінки 550-450°С і полиці Приклад. Розкат двотаврової балки №16 зі 680-580°С забезпечує можливість виробництва сталі Ст3пс на виході з останньої чистової кліті високоміцного прокату з рівномірним розподілом прокатного стана 450 Західно-Сибірського металумеханічних властивостей по елементах профілю. ргійного комбінату з температурою відповідно стінПри середньомасовій температурі стінки менш ки й полиць 960°С і 1050°С, піддавали прискоре450°С рівень міцностних характеристик значно ному охолодженню зі зверхкритичними перевищує аналогічні показники у полки профілю. швидкостями. При цьому охолодження стінки вели При цьому зниження показників пластичності не до одержання середньомасової температури забезпечує можливості застосування високоміцно500°С, а охолодження полиць - до середньомасого прокату в металоконструкціях. вої температури 600°С. При середньомасовій температурі більше Результати перевірки механічних властивос550°С рівень міцностних характеристик у стінці тей по елементах профілю балки №16 після опизначно нижче аналогічних показників у полки просаного способу представлені в таблиці. філю. При цьому не виконується умова одержання високоміцного прокату. Таблиця Спосіб Запропонований Відомий (прототип) Механічні властивості Полки двотавру Стінки двотавру sв, Н/мм2 sт1, Н/мм2 d51, % sв, Н/мм2 sт1, Н/мм2 d51, % 590 490 24 610 500 23 590 500 23 620 620 21 З даних таблиці видно, що запропонований спосіб виробництва крупносортного фасонного прокату забезпечує одержання високоміцного прокату з рівномірним розподілом властивостей по його периметру, а отже дозволяє вирішити поставлене завдання. Використання в металоконструкціях високоміцного крупносортного фасонного прокату з рівно Комп’ютерна верстка В. Мацело мірним розподілом властивостей по його периметру, виготовленого запропонованим способом, забезпечує економію металу в розмірі до 15%. Джерела інформації, прийняті до уваги при складанні матеріалів заявки. 1. А.с. СРСР №933736, пл. З21D1/02, 1980. 2. А.с. СРСР №1429570, пл. З21D1/02, 1986 прототип. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of lage size structural shapes
Автори англійськоюUzlov Ivan Herasymovych, Bolshakov Volodymyr Ivanovych, Puchykov Oleksandr Volodymyrovych, Uzlov Oleh Volodymyrovych, Dementeva Zhanna Andriivna, Knysh Andrii Volodymyrovych, Nefedieva Olena Yevhenivna
Назва патенту російськоюСпособ производства крупносортного фасонного проката
Автори російськоюУзлов Иван Герасимович, Большаков Владимир Иванович, Пучиков Александр Владимирович, Узлов Олег Владимирович, Дементьева Жанна Андреевна, Книш Андрей Владимирович, Нефедьева Елена Евгеньевна
МПК / Мітки
МПК: C21D 1/00, C21D 1/78, C21D 1/02, C21D 8/00, C21D 9/04
Мітки: прокату, спосіб, крупносортового, виробництва, фасонного
Код посилання
<a href="https://ua.patents.su/2-88583-sposib-virobnictva-krupnosortovogo-fasonnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва крупносортового фасонного прокату</a>
Спосіб правки гарячого фасонного прокату
Номер патенту: 85557
Опубліковано: 10.02.2009
Автор: Мааг Аксель
МПК: B21D 3/00
Мітки: прокату, гарячого, правки, спосіб, фасонного
Формула / Реферат:
1. Спосіб правки фасонного прокату, який містить стінку і щонайменше одну полицю, за допомогою правильного інструмента, при якому зусилля правки прикладають безпосередньо до полиці, який відрізняється тим, що фасонний прокат правлять у гарячому стані при його температурі, більшій від 70 °С.2. Спосіб виробництва фасонного прокату, який відповідає релевантним стандартам, який відрізняється тим, що бажаної форми фасонному прокату надають...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33074
Опубліковано: 10.06.2008
Автори: Гуль Юрій Петрович, Івченко Олександр Васильович, Колпак Віктор Потапович, Табалаєв Костянтин Валерійович
Мітки: профілю, арматурного, спосіб, прокату, виробництва, періодичного
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку періодичного профілю, охолодження, змотування і наступне його закручування навколо подовжньої осі, який відрізняється тим, що після прокатки профіль охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а закручування здійснюють при температурі навколишнього середовища з кроком, рівним 12...24 діаметрам прокату у...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33499
Опубліковано: 25.06.2008
Автори: Івченко Олександр Васильович, Амбражей Максим Юрійович, Івченко Антон Олександрович
Мітки: арматурного, спосіб, виробництва, прокату, періодичного, профілю
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,24 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що після прокатки заготовку охолоджують потоком води зі швидкістю вище критичної до середньомасової температури 620...740 °С, а після...
Спосіб виробництва арматурного прокату періодичного профілю
Номер патенту: 33040
Опубліковано: 10.06.2008
Автори: Гуль Юрій Петрович, Івченко Олександр Васильович, Амбражей Максим Юрійович, Семенов Олександр Анатолійович, Колпак Віктор Потапович
Мітки: прокату, профілю, періодичного, арматурного, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва арматурного прокату періодичного профілю, що включає гарячу прокатку заготовки круглого профілю зі сталі, що містить вуглецю не більше 0,22 %, термічну обробку, охолодження і наступне профілювання її у холодному стані з відносним стискуванням 12...18 %, який відрізняється тим, що для виробництва арматурного прокату використовують заготовку зі сталі з величиною вуглецевого еквіваленту 0,23...0,52 %,...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, сталевого, виробництва, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Попередній патент: Спосіб діагностики стану пристроїв транспортних засобів або їх систем
Наступний патент: Спосіб нагрівання насадки регенеративного теплообмінника
Випадковий патент: Лопатевий змішувач