Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів
Номер патенту: 114634
Опубліковано: 10.03.2017
Автори: Прилипко Андрій Леонідович, Лях Бенгард Григорович, Самчук Володимир Володимирович, Сичов Юрій Іванович, Тарасюк Анатолій Петрович









Формула / Реферат
Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів, що включає жорстке закріплення одного кінця циліндричного виробу з можливістю надання йому обертового руху навколо повздовжньої осі, надання кінематичного обертового та повздовжнього рухів різальному інструменту, який відрізняється тим, що рівномірно по окружності виробу розміщують зони різання у кількості k=2n, де n=2 або довільне ціле число, після чого різальному інструменту надають обертові та повздовжні кінематичні рухи, за якими виникаючі в зоні різання складові сил різання повинні задовольняти умову статичних пружних деформацій циліндричного виробу: за першою системою в поперечному напрямку дорівнюють нулю, в осьовому напрямку та крутні пружні деформації не дорівнюють нулю; за другою системою в поперечному напрямку та крутні пружні деформації дорівнюють нулю, а в осьовому напрямку не дорівнюють нулю; за третьою системою в поперечному та в осьовому напрямках дорівнюють нулю, крутні пружні деформації не дорівнюють нулю; за четвертою системою в поперечному, осьовому та крутні пружні деформації дорівнюють нулю.
Текст
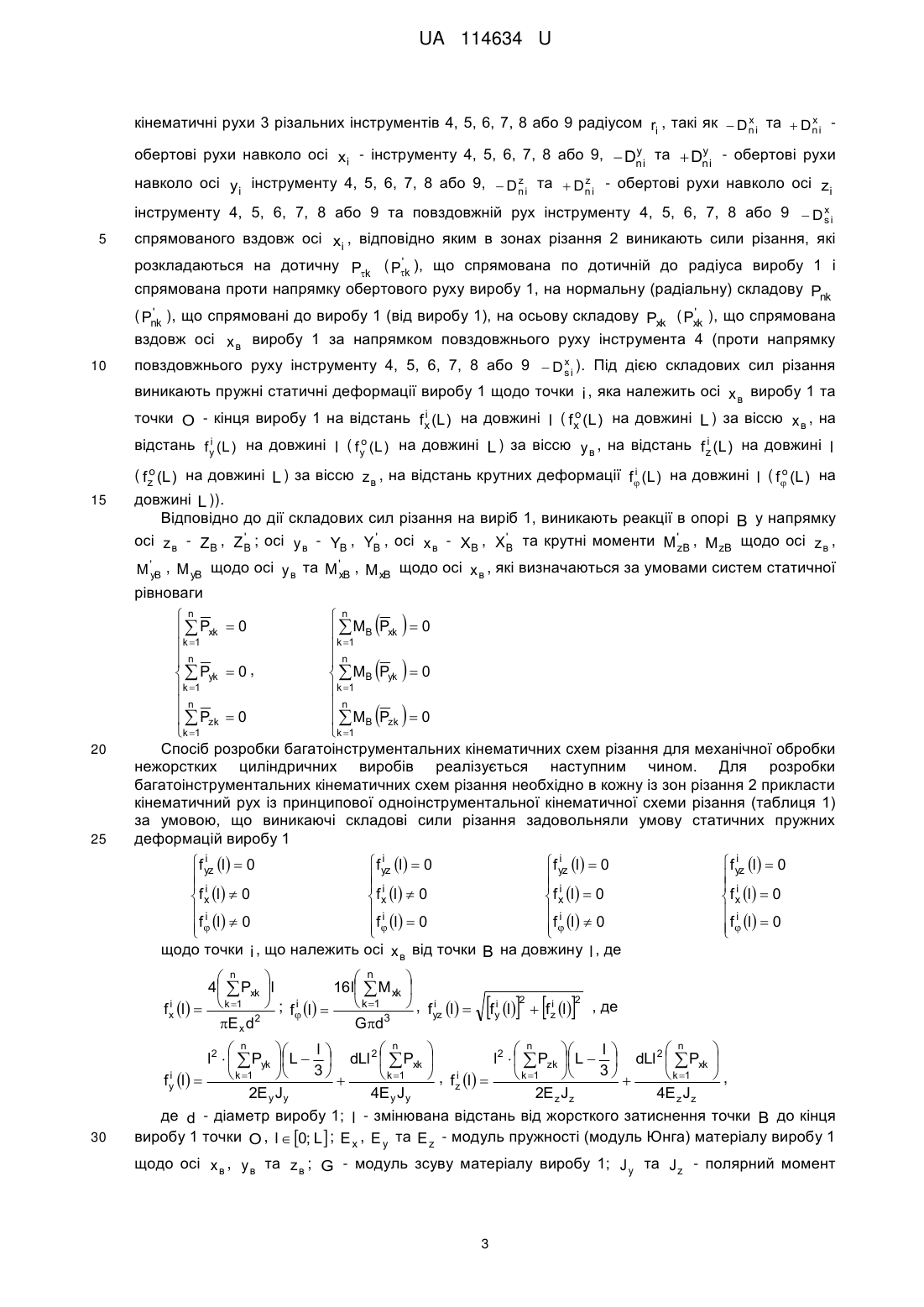
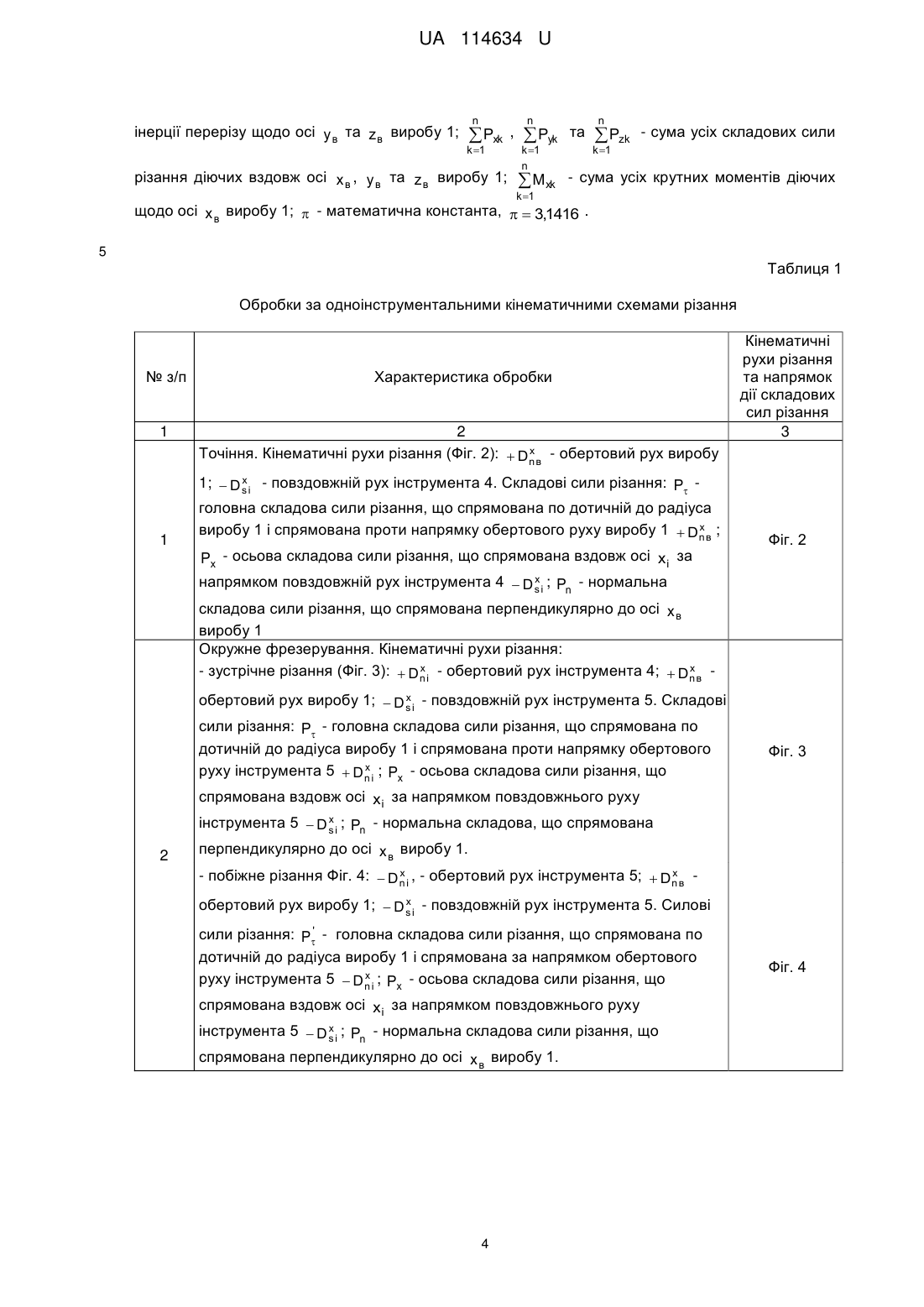
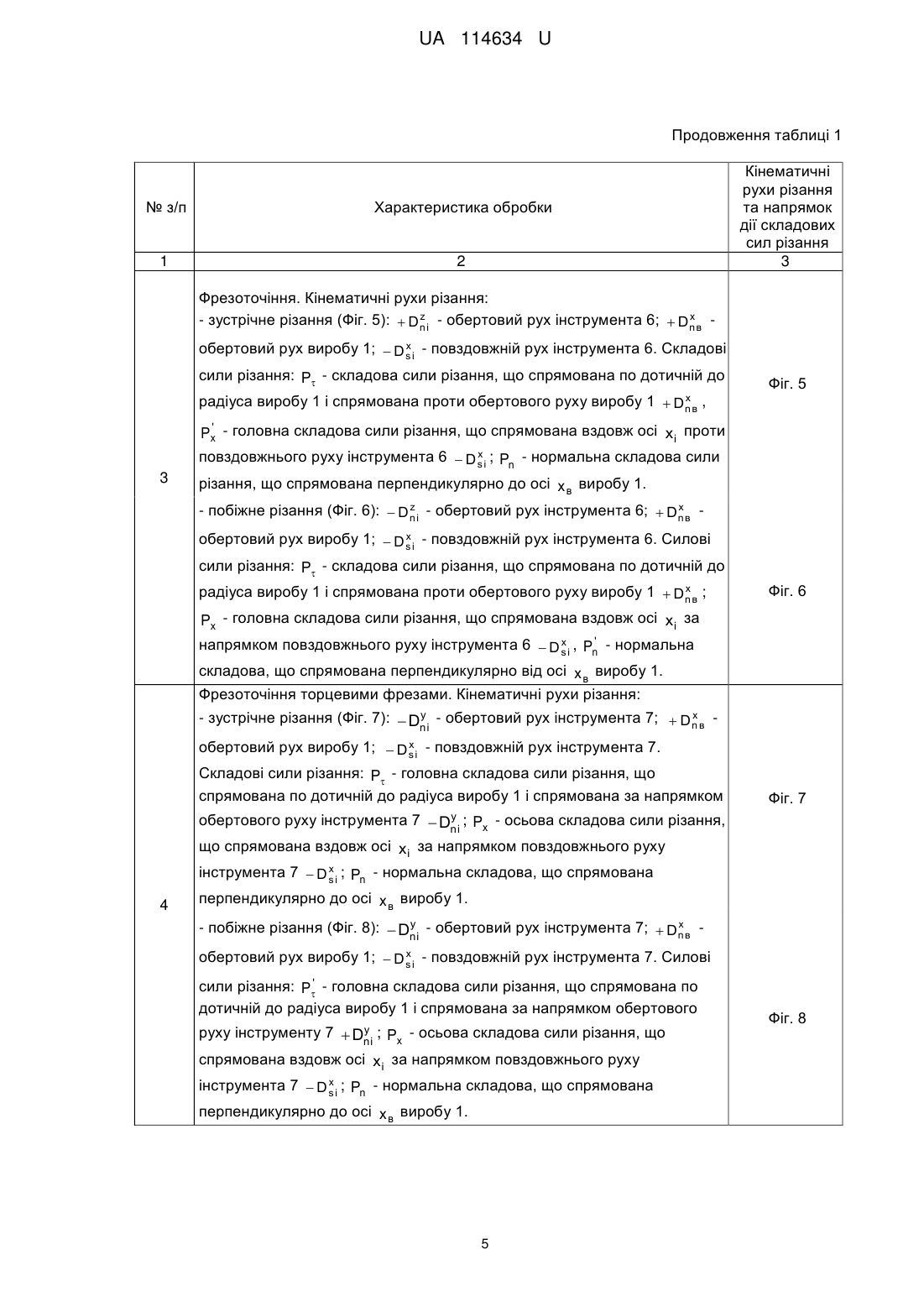
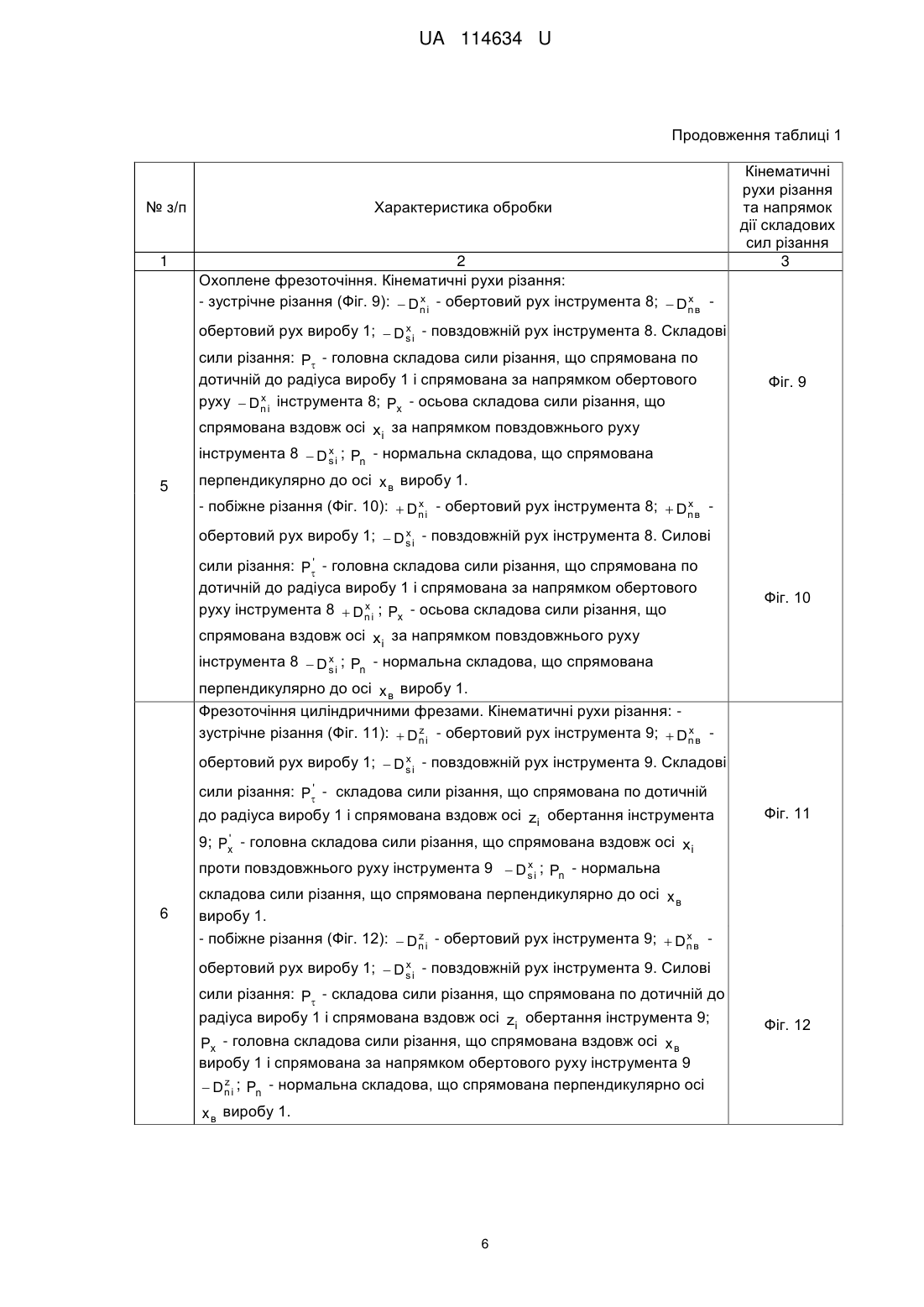
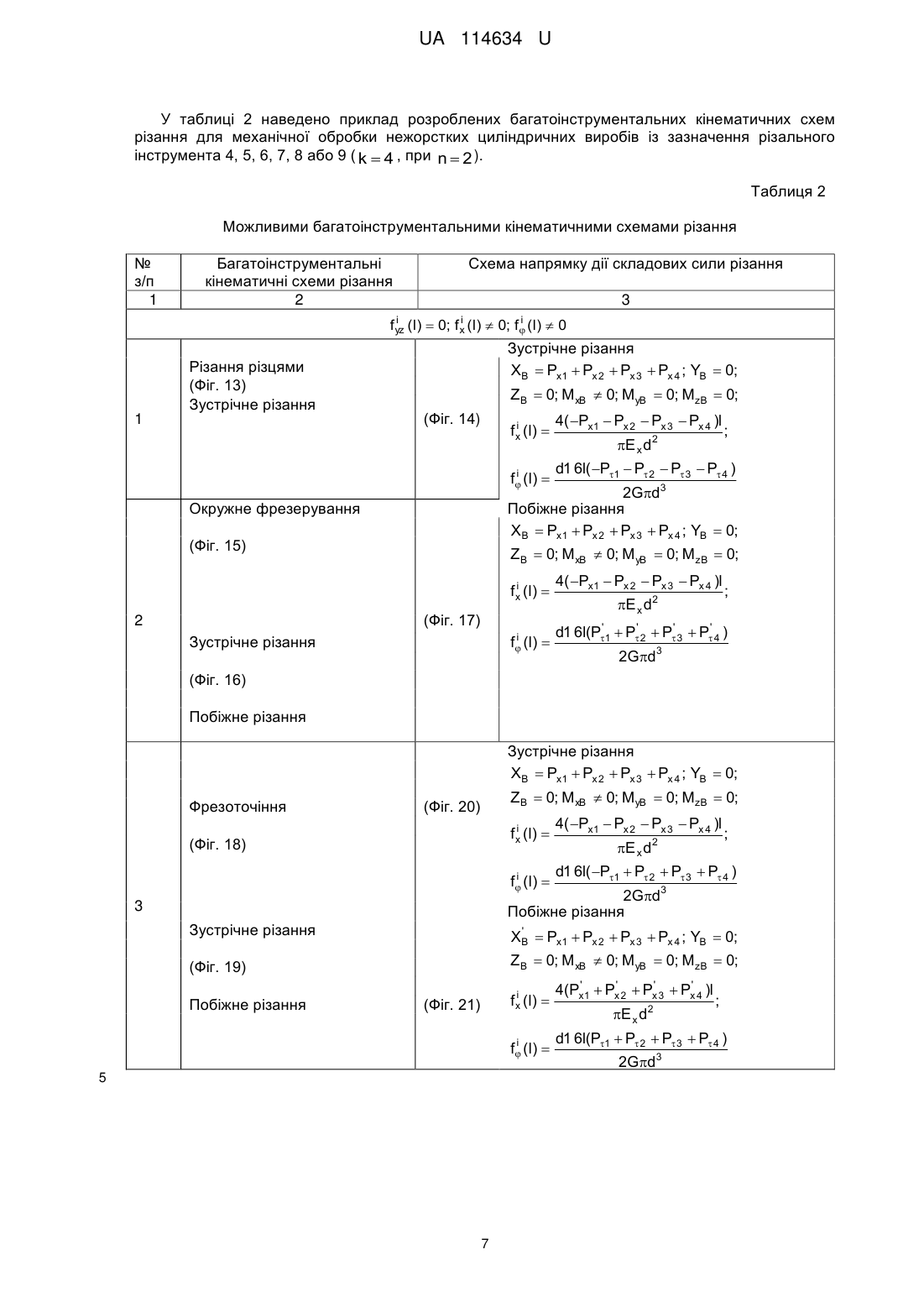
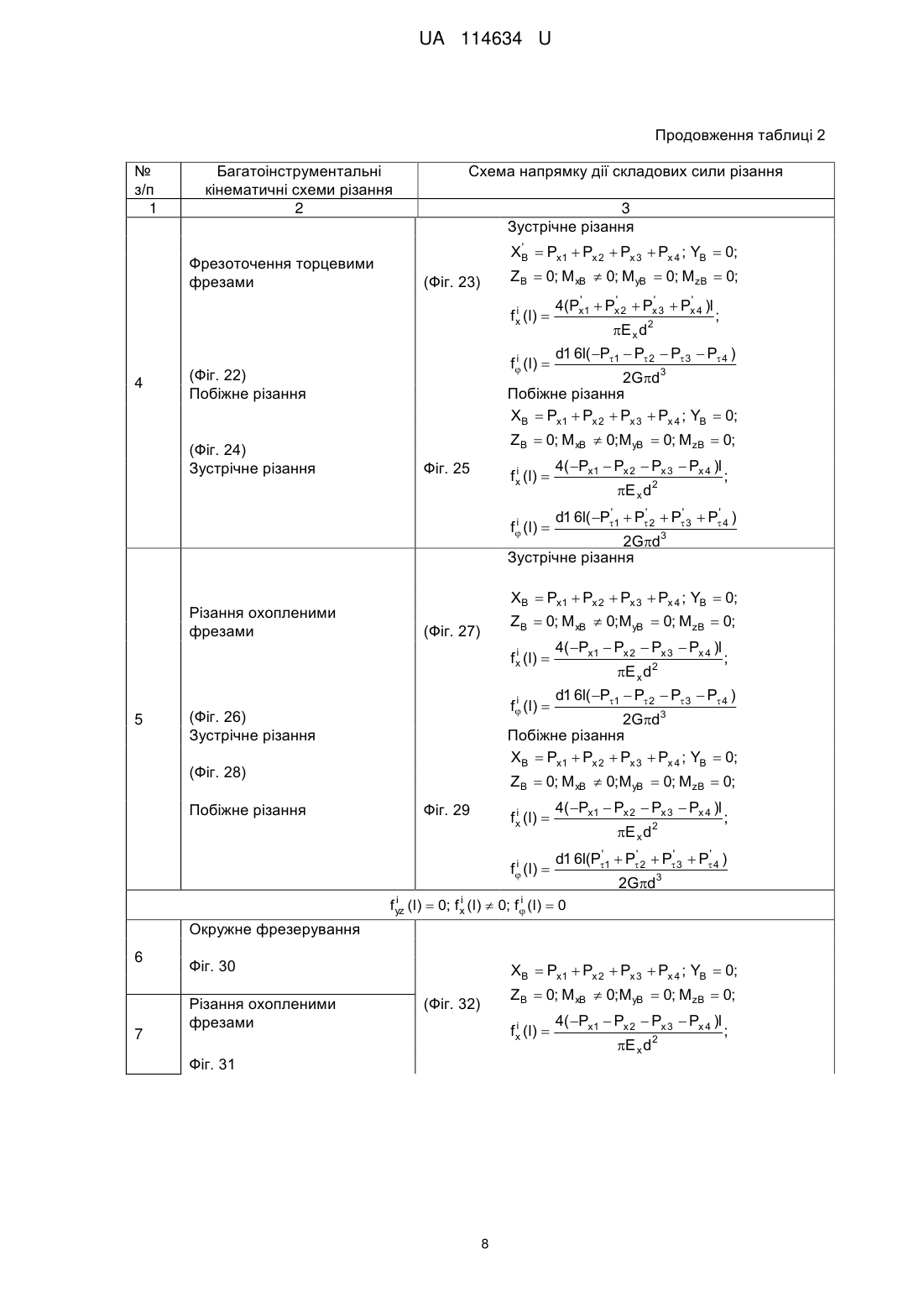
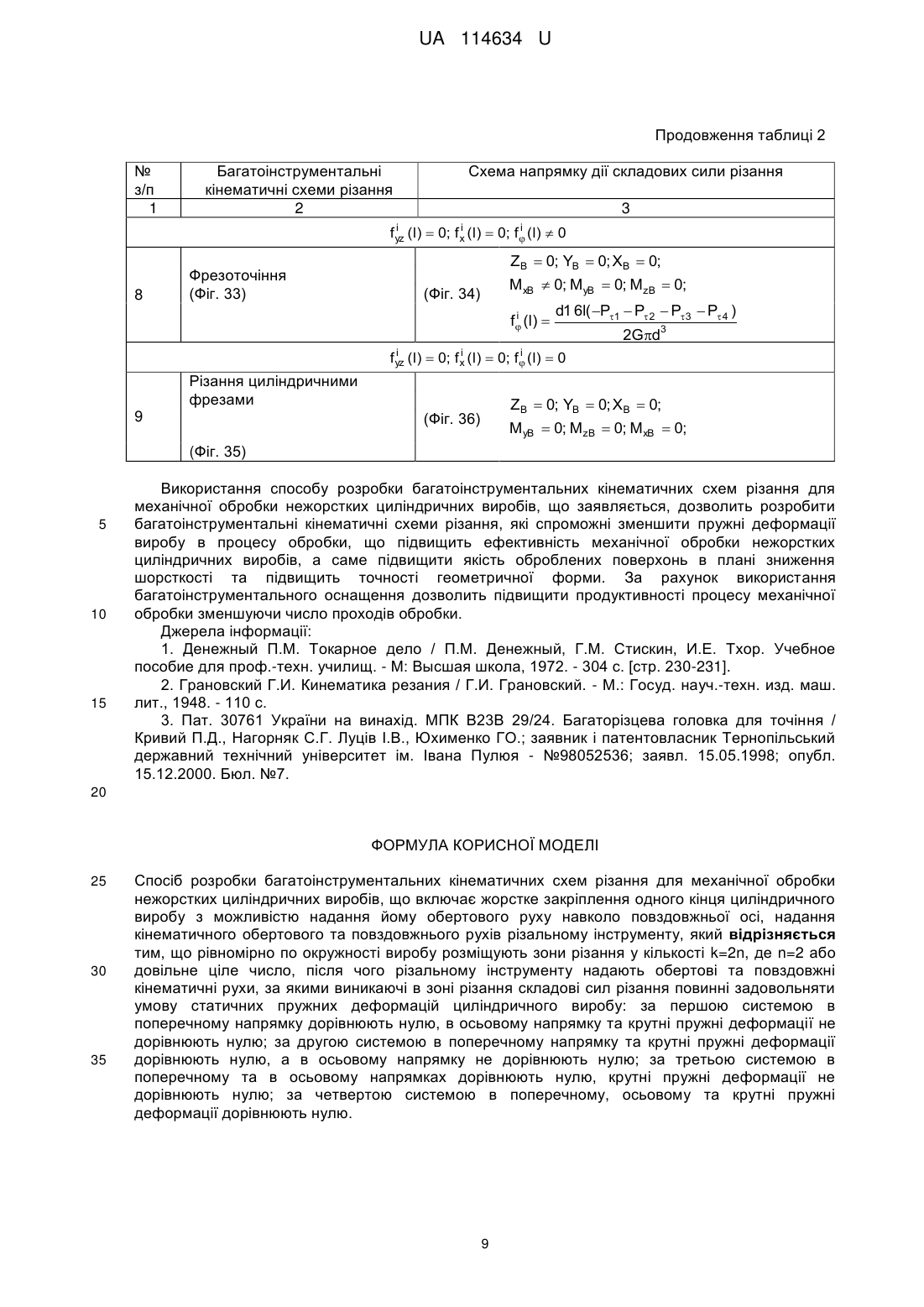
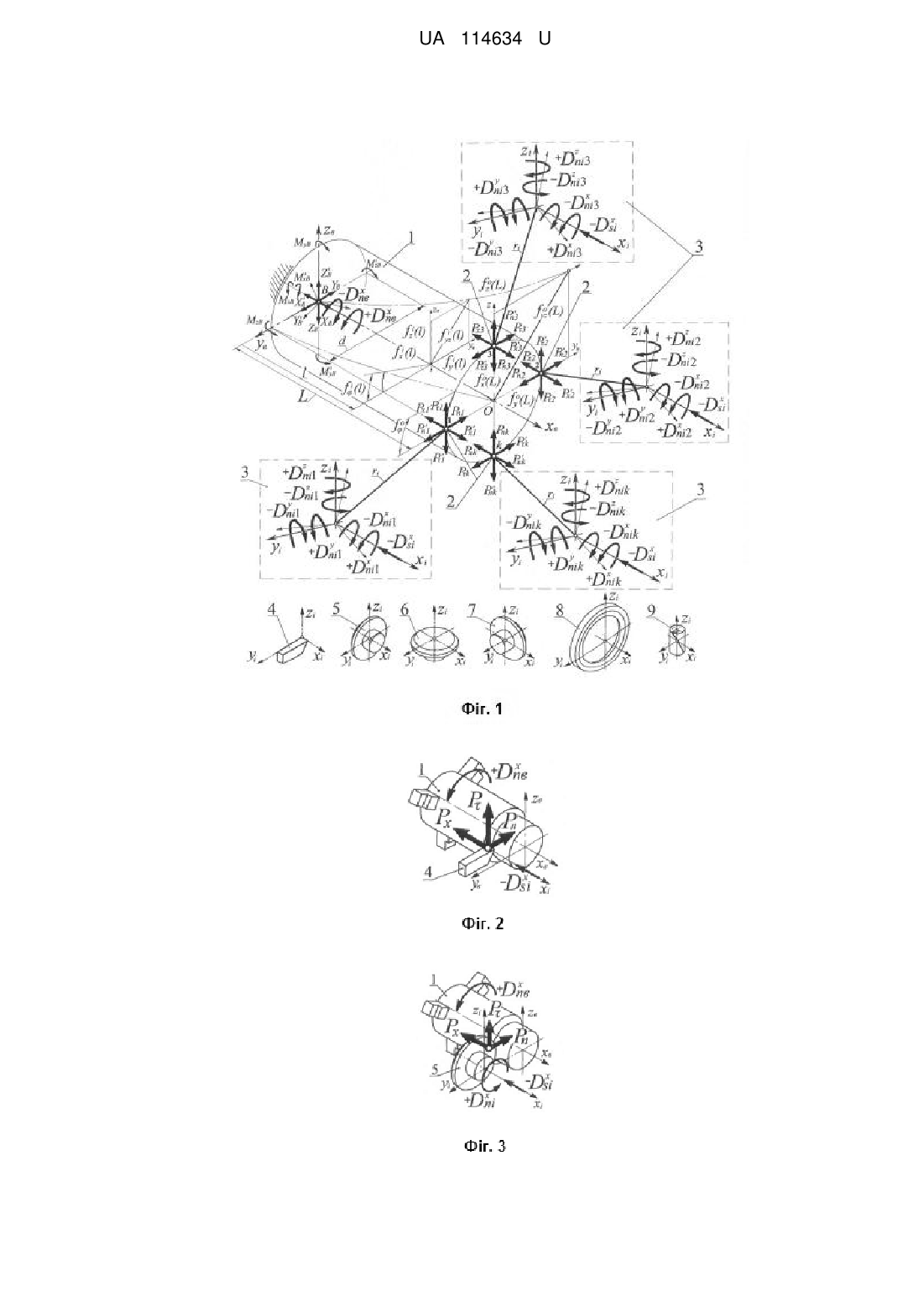
Реферат: Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів включає жорстке закріплення одного кінця циліндричного виробу з можливістю надання йому обертового руху навколо повздовжньої осі, надання кінематичного обертового та повздовжнього рухів різальному інструменту. Рівномірно по окружності виробу розміщують зони різання у кількості k=2n, де n=2 або довільне ціле число, після чого різальному інструменту надають обертові та повздовжні кінематичні рухи, за якими виникаючі в зоні різання складові сил різання повинні задовольняти умову статичних пружних деформацій циліндричного виробу: за першою системою в поперечному напрямку дорівнюють нулю, в осьовому напрямку та крутні пружні деформації не дорівнюють нулю; за другою системою в поперечному напрямку та крутні пружні деформації дорівнюють нулю, а в осьовому напрямку не дорівнюють нулю; за третьою системою в поперечному та в осьовому напрямках дорівнюють нулю, крутні пружні деформації не дорівнюють нулю; за четвертою системою в поперечному, осьовому та крутні пружні деформації дорівнюють нулю. UA 114634 U (12) UA 114634 U UA 114634 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудівного комплексу, а саме до технології механічної обробки матеріалів різанням і може бути використана для розробки багатоінструментальних кінематичних схем різання нежорстких виробів циліндричної форми. Є відомий спосіб обробки нежорстких циліндричних виробів [1], який полягає у використанні додаткових опор (заднього центру, рухомих та нерухомих люнетів тощо), які фіксують виріб у певному положенні в процесі обробки. Недоліком способу є складність налаштування до роботи додаткових опор. Низька продуктивність процесу механічної обробки, оскільки спосіб передбачає використання лише одного різального інструменту. Низька якість оброблених поверхонь, оскільки спосіб не дозволяє зменшити осьові (повздовжні) та крутні пружні деформації циліндричного виробу. Способом не передбачено розробку багатоінструментальних кінематичних схем різання для механічної обробки нежорстких виробів циліндричної форми. Є відомий спосіб створення принципових кінематичних схем різання [2], який містить класифікацію кінематичних схем різання за вісьмома групами щодо відносний рух інструмента та виробу ( Dn - рух обертання, D s - прямолінійний рух подачі) в процесі різання: 1) Один прямолінійний рух (стругання, довбання, протягування); 2) Два прямолінійні рухи; 3) Один обертальний рух; 4) Один обертальний та один прямолінійний рухи (точіння, свердління, зенкерування, розгортання, нарізання різі); 5) Два обертальні рухи; 6. Два прямолінійні та один обертальний рухи; 7) Два обертальні та один прямолінійний рухи (ротаційна обробка фрезоточіння, охоплене фрезерування); 8) Три обертальні рухи. Недоліком способу є те, що принципові кінематичні схеми різання передбачають застосування одноінструментального оснащення, тому одним із спільних явиш при застосуванні цих схем є однобічний напрям дії сили різання з боку інструмента на елементи технологічної системи, а особливо на виріб, який має більшу пружність ніж інструментальна оснастка. Пружні деформації виробу в осьовому, поперечному напрямку та крутильні пружні деформації спонукають до амплітуду вимушених коливань, у результаті чого виникає періодична зміна товщини зрізу, що призводить до зниження якісних показників ефективності механічної обробки, а саме збільшують величину шорсткості та знижує точність геометричної форми. Способом не передбачено розробку багатоінструментальних кінематичних схем різання для механічної обробки нежорстких виробів циліндричної форми. Є відомий спосіб обробки циліндричних поверхонь виробів [3], який полягає у використанні багаторізцевої головки, різці якої рівномірно охоплюють циліндричну поверхню виробу, якому надається обертовий кінематичний рух, а багаторізцевій головці повздовжній рух подачі. Недолік способу полягає в отриманні низької якості оброблених поверхонь, оскільки способом не передбачено усунення осьових (повздовжніх) та крутних пружних деформацій циліндричного виробу. Способом не передбачено розробку багатоінструментальних кінематичних схем різання для механічної обробки нежорстких виробів циліндричної форми. Корисна модель, що заявляється, спрямована на розробку багатоінструментальних кінематичних схем різання для механічної обробки нежорстких виробів циліндричної форми. Поставлена задача досягається тим, що рівномірно по окружності виробу розміщують зони різання у кількості k 2n , де n 2 або довільне ціле число, після чого різальному інструменту надають обертові та повздовжні кінематичні рухи, за якими виникаючі в зоні різання складові сил різання повинні задовольняти умову статичних пружних деформацій циліндричного виробу: за першою системою в поперечному напрямку дорівнюють нулю, в осьовому напрямку та крутні пружні деформації не дорівнюють нулю; за другою системою в поперечному напрямку та крутні пружні деформації дорівнюють нулю, а в осьовому напрямку не дорівнюють нулю; за третьою системою в поперечному та в осьовому напрямках дорівнюють нулю, крутні пружні деформації не дорівнюють нулю; за четвертою системою в поперечному, осьовому та крутні пружні деформації дорівнюють нулю. На фіг. 1 зображено загальний вигляд комплексної схеми з розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів; на фіг. 2 зображено кінематичні рухи та напрям дії складових сил різання при точінні; на фіг. 3. зображено кінематичні рухи та напрям дії складових сил різання при окружному фрезеруванні (зустрічне різання); на фіг. 4 зображено кінематичні рухи та напрям дії складових сил різання при окружному фрезеруванні (побіжне різання); на фіг. 5. зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні (зустрічне різання); на фіг. 6 зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні (побіжне різання); на фіг. 7. зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні торцевими фрезами (зустрічне різання); на фіг. 8 зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні торцевими фрезами (побіжне різання); на фіг. 9. зображено кінематичні рухи та напрям дії складових сил різання при охопленому 1 UA 114634 U 5 10 15 20 25 30 35 40 45 50 55 фрезеруванні (зустрічне різання); на фіг. 10 зображено кінематичні рухи та напрям дії складових сил різання при охопленому фрезеруванні (побіжне різання); на фіг. 11. зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні циліндричними фрезами (зустрічне різання); на фіг. 12 зображено кінематичні рухи та напрям дії складових сил різання при фрезоточінні циліндричними фрезами (побіжне різання); на фіг. 13. зображено багатоінструментальна кінематична схема різання при точінні (зустрічне різання); на фіг. 14 зображено схему напрямку дії складових сили різання за багатоінструментальною кінематичною схемою різання (зустрічне різання); на фіг. 15. зображено багатоінструментальна кінематична схема різання при окружному фрезеруванні (зустрічне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 16 зображено багатоінструментальна кінематична схема різання при окружному фрезеруванні (побіжне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 17. зображено схему напрямку дії складових сили різання за багатоінструментальною кінематичною схемою різання (побіжне різання); на фіг. 18 зображено багатоінструментальна кінематична схема різання при фрезоточінні (зустрічне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 19. зображено багатоінструментальна кінематична схема різання при фрезоточінні (побіжне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 20 зображено схему напрямку дії складових сили різання при фрезоточінні за багатоінструментальною кінематичною схемою різання (зустрічне різання); на фіг. 21. зображено схему напрямку дії складових сили різання при фрезоточінні за багатоінструментальною кінематичною схемою різання (побіжне різання); на фіг. 22 зображено багатоінструментальна кінематична схема різання при фрезоточінні торцевими фрезами (зустрічне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 23. зображено схему напрямку дії складових сили різання при фрезоточінні торцевими фрезами за багатоінструментальною кінематичною схемою різання (зустрічне різання); на фіг. 24 зображено багатоінструментальна кінематична схема різання при фрезоточінні торцевими фрезами (побіжне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 25. зображено схему напрямку дії складових сили різання при фрезоточінні торцевими фрезами за багатоінструментальною кінематичною схемою різання (побіжне різання; на фіг. 26 зображено багатоінструментальна кінематична схема різання при охопленому фрезеруванні (зустрічне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 27. зображено схему напрямку дії складових сили різання при охопленому фрезеруванні за багатоінструментальною кінематичною схемою різання (зустрічне різання); на фіг. 28 зображено багатоінструментальна кінематична схема різання при охопленому фрезеруванні (побіжне різання, урівноваження пружних деформацій виробу в поперечному напрямку); на фіг. 29. зображено схему напрямку дії складових сили різання при охопленому фрезеруванні за багатоінструментальною кінематичною схемою різання (побіжне різання); на фіг. 30 зображено багатоінструментальна кінематична схема різання при окружному фрезеруванні (урівноваження пружних деформацій виробу в поперечному напрямку та крутні деформації); на фіг. 31. зображено багатоінструментальна кінематична схема різання при охопленому фрезеруванні (урівноваження пружних деформацій виробу в поперечному напрямку та крутні деформації); на фіг. 32 зображено схему напрямку дії складових сили різання за багатоінструментальною кінематичною схемою різання при урівноваженні пружних деформацій виробу в поперечному напрямку та крутні деформації; на фіг. 33. зображено багатоінструментальна кінематична схема різання при фрезеруванні (урівноваження пружних деформацій виробу в поперечному та осьовому напрямках); на фіг. 34 зображено схему напрямку дії складових сили різання за багатоінструментальною кінематичною схемою різання при урівноваженні пружних деформацій виробу в поперечному та осьовому напрямках; на фіг. 35. зображено багатоінструментальна кінематична схема різання при фрезеруванні (урівноваження пружних деформацій виробу в поперечному, осьовому напрямках та крутні деформації); на фіг. 36. зображено схему напрямку дії складових сили різання за багатоінструментальною кінематичною схемою різання при урівноваженні пружних деформацій виробу в поперечному, осьовому напрямках та крутні деформації. Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів включає схему у вигляді циліндричного виробу 1 діаметром d і довжиною L , один кінець якого жорстко закріплено і позначено точкою B та має можливість x x отримати один із обертових рухів Dn в або Dn в навколо повздовжньої своєї осі x в , а до другого кінця виробу 1 рівномірно по окружності розташовані зони різання 2, причому їх кількість становить k 2n , де n 2 або довільне ціле число ( n 2 ), до яких прикладені можливі 2 UA 114634 U x x кінематичні рухи 3 різальних інструментів 4, 5, 6, 7, 8 або 9 радіусом ri , такі як D n i та Dn i y y обертові рухи навколо осі xi - інструменту 4, 5, 6, 7, 8 або 9, Dn i та Dn i - обертові рухи z z навколо осі yi інструменту 4, 5, 6, 7, 8 або 9, D n i та Dn i - обертові рухи навколо осі zi x інструменту 4, 5, 6, 7, 8 або 9 та повздовжній рух інструменту 4, 5, 6, 7, 8 або 9 D s i 5 спрямованого вздовж осі xi , відповідно яким в зонах різання 2 виникають сили різання, які розкладаються на дотичну Pk ( P' k ), що спрямована по дотичній до радіуса виробу 1 і спрямована проти напрямку обертового руху виробу 1, на нормальну (радіальну) складову Pnk ' ' ( Pnk ), що спрямовані до виробу 1 (від виробу 1), на осьову складову Pxk ( Pxk ), що спрямована вздовж осі x в виробу 1 за напрямком повздовжнього руху інструмента 4 (проти напрямку 10 x повздовжнього руху інструменту 4, 5, 6, 7, 8 або 9 D s i ). Під дією складових сил різання виникають пружні статичні деформації виробу 1 щодо точки i , яка належить осі x в виробу 1 та i o точки O - кінця виробу 1 на відстань f x (L ) на довжині l ( fx (L ) на довжині L ) за віссю x в , на i i o відстань f y (L ) на довжині l ( f y (L ) на довжині L ) за віссю y в , на відстань fz (L ) на довжині l 15 o o i ( fz (L ) на довжині L ) за віссю z в , на відстань крутних деформації f (L ) на довжині l ( f (L ) на довжині L )). Відповідно до дії складових сил різання на виріб 1, виникають реакції в опорі B у напрямку ' ' ' осі z в - ZB , Z B ; осі y в - YB , YB , осі x в - XB , XB та крутні моменти M 'zB , MzB щодо осі z в , M 'yB , M yB щодо осі y в та M 'xB , M xB щодо осі x в , які визначаються за умовами систем статичної рівноваги n n MB Pxk 0 Pxk 0 k 1 k 1 n n MB Pyk 0 Pyk 0 , k 1 k 1 n n MB Pzk 0 Pzk 0 k 1 k 1 Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів реалізується наступним чином. Для розробки багатоінструментальних кінематичних схем різання необхідно в кожну із зон різання 2 прикласти кінематичний рух із принципової одноінструментальної кінематичної схеми різання (таблиця 1) за умовою, що виникаючі складові сили різання задовольняли умову статичних пружних деформацій виробу 1 20 25 i i i f yz l 0 f yz l 0 f yz l 0 i i i f x l 0 f x l 0 f x l 0 i i i f l 0 f l 0 f l 0 щодо точки i , що належить осі x в від точки B на довжину l , де n n 16l Mxk 4 Pxk l k 1 i i f x l k 1 2 ; f l E x d Gd3 30 , f i l yz f l f l i y 2 i z 2 i f yz l 0 i f x l 0 i f l 0 , де l l n n n n l2 Pzk L dLl 2 Pxk l2 Pyk L dLl 2 Pxk 3 3 k 1 k 1 , k 1 k 1 , f i l i f y l z 2E y Jy 4E y Jy 2E z Jz 4E z Jz де d - діаметр виробу 1; l - змінювана відстань від жорсткого затиснення точки B до кінця виробу 1 точки O , l 0; L ; E x , E y та E z - модуль пружності (модуль Юнга) матеріалу виробу 1 щодо осі x в , y в та z в ; G - модуль зсуву матеріалу виробу 1; J y та J z - полярний момент 3 UA 114634 U інерції перерізу щодо осі y в та z в виробу 1; n n n k 1 k 1 n k 1 Pxk , Pyk та Pzk - сума усіх складових сили різання діючих вздовж осі x в , y в та z в виробу 1; Mxk - сума усіх крутних моментів діючих k 1 щодо осі x в виробу 1; - математична константа, 3,1416 . 5 Таблиця 1 Обробки за одноінструментальними кінематичними схемами різання № з/п Характеристика обробки 1 2 x Точіння. Кінематичні рухи різання (Фіг. 2): Dn в - обертовий рух виробу 1 x 1; D s i - повздовжній рух інструмента 4. Складові сили різання: P головна складова сили різання, що спрямована по дотичній до радіуса x виробу 1 і спрямована проти напрямку обертового руху виробу 1 Dn в ; Px - осьова складова сили різання, що спрямована вздовж осі xi за Кінематичні рухи різання та напрямок дії складових сил різання 3 Фіг. 2 x напрямком повздовжній рух інструмента 4 D s i ; Pn - нормальна складова сили різання, що спрямована перпендикулярно до осі x в виробу 1 Окружне фрезерування. Кінематичні рухи різання: x x - зустрічне різання (Фіг. 3): Dn i - обертовий рух інструмента 4; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 5. Складові сили різання: P - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована проти напрямку обертового x руху інструмента 5 Dn i ; Px - осьова складова сили різання, що Фіг. 3 спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 5 D s i ; Pn - нормальна складова, що спрямована 2 перпендикулярно до осі x в виробу 1. x x - побіжне різання Фіг. 4: D n i , - обертовий рух інструмента 5; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 5. Силові сили різання: P' - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована за напрямком обертового x руху інструмента 5 D n i ; Px - осьова складова сили різання, що спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 5 D s i ; Pn - нормальна складова сили різання, що спрямована перпендикулярно до осі x в виробу 1. 4 Фіг. 4 UA 114634 U Продовження таблиці 1 № з/п Характеристика обробки 1 2 Кінематичні рухи різання та напрямок дії складових сил різання 3 Фрезоточіння. Кінематичні рухи різання: z x - зустрічне різання (Фіг. 5): Dn i - обертовий рух інструмента 6; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 6. Складові сили різання: P - складова сили різання, що спрямована по дотичній до x радіуса виробу 1 і спрямована проти обертового руху виробу 1 Dn в , Фіг. 5 ' Px - головна складова сили різання, що спрямована вздовж осі xi проти x повздовжнього руху інструмента 6 D s i ; Pn - нормальна складова сили 3 різання, що спрямована перпендикулярно до осі x в виробу 1. z x - побіжне різання (Фіг. 6): D n i - обертовий рух інструмента 6; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 6. Силові сили різання: P - складова сили різання, що спрямована по дотичній до x радіуса виробу 1 і спрямована проти обертового руху виробу 1 Dn в ; Фіг. 6 Px - головна складова сили різання, що спрямована вздовж осі xi за ' x напрямком повздовжнього руху інструмента 6 D s i , Pn - нормальна складова, що спрямована перпендикулярно від осі x в виробу 1. Фрезоточіння торцевими фрезами. Кінематичні рухи різання: y x - зустрічне різання (Фіг. 7): Dn i - обертовий рух інструмента 7; D n в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 7. Складові сили різання: P - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована за напрямком Фіг. 7 y обертового руху інструмента 7 Dn i ; Px - осьова складова сили різання, що спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 7 D s i ; Pn - нормальна складова, що спрямована 4 перпендикулярно до осі x в виробу 1. y x - побіжне різання (Фіг. 8): Dn i - обертовий рух інструмента 7; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 7. Силові сили різання: P' - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована за напрямком обертового y руху інструменту 7 Dn i ; Px - осьова складова сили різання, що спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 7 D s i ; Pn - нормальна складова, що спрямована перпендикулярно до осі x в виробу 1. 5 Фіг. 8 UA 114634 U Продовження таблиці 1 № з/п 1 Характеристика обробки 2 Охоплене фрезоточіння. Кінематичні рухи різання: x x - зустрічне різання (Фіг. 9): D n i - обертовий рух інструмента 8; Dn в Кінематичні рухи різання та напрямок дії складових сил різання 3 x обертовий рух виробу 1; D s i - повздовжній рух інструмента 8. Складові сили різання: P - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована за напрямком обертового x руху D n i інструмента 8; Px - осьова складова сили різання, що Фіг. 9 спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 8 D s i ; Pn - нормальна складова, що спрямована 5 перпендикулярно до осі x в виробу 1. x x - побіжне різання (Фіг. 10): Dn i - обертовий рух інструмента 8; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 8. Силові сили різання: P' - головна складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована за напрямком обертового x руху інструмента 8 Dn i ; Px - осьова складова сили різання, що Фіг. 10 спрямована вздовж осі xi за напрямком повздовжнього руху x інструмента 8 D s i ; Pn - нормальна складова, що спрямована перпендикулярно до осі x в виробу 1. Фрезоточіння циліндричними фрезами. Кінематичні рухи різання: z x зустрічне різання (Фіг. 11): Dn i - обертовий рух інструмента 9; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 9. Складові сили різання: P' - складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована вздовж осі zi обертання інструмента Фіг. 11 ' 9; Px - головна складова сили різання, що спрямована вздовж осі xi x проти повздовжнього руху інструмента 9 D s i ; Pn - нормальна 6 складова сили різання, що спрямована перпендикулярно до осі x в виробу 1. z x - побіжне різання (Фіг. 12): D n i - обертовий рух інструмента 9; Dn в x обертовий рух виробу 1; D s i - повздовжній рух інструмента 9. Силові сили різання: P - складова сили різання, що спрямована по дотичній до радіуса виробу 1 і спрямована вздовж осі zi обертання інструмента 9; Px - головна складова сили різання, що спрямована вздовж осі x в виробу 1 і спрямована за напрямком обертового руху інструмента 9 z D n i ; Pn - нормальна складова, що спрямована перпендикулярно осі x в виробу 1. 6 Фіг. 12 UA 114634 U У таблиці 2 наведено приклад розроблених багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів із зазначення різального інструмента 4, 5, 6, 7, 8 або 9 ( k 4 , при n 2 ). Таблиця 2 Можливими багатоінструментальними кінематичними схемами різання № з/п 1 Багатоінструментальні кінематичні схеми різання 2 i f yz (l) Різання різцями (Фіг. 13) Зустрічне різання 1 Схема напрямку дії складових сили різання 3 0; i f x (l) 0; i f (l) 0 Зустрічне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; ZB 0; MxB 0; MyB 0; MzB 0; (Фіг. 14) i f x (l ) i f ( l ) E x d2 ; d1 6l( P1 P 2 P3 P 4 ) 2Gd3 Побіжне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; Окружне фрезерування (Фіг. 15) ZB 0; MxB 0; MyB 0; MzB 0; i f x (l) (Фіг. 17) 2 4( Px1 Px 2 Px 3 Px 4 )l i f (l ) Зустрічне різання 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; ' ' ' ' d1 6l(P1 P 2 P3 P 4 ) 2Gd3 (Фіг. 16) Побіжне різання Зустрічне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; Фрезоточіння ZB 0; MxB 0; MyB 0; MzB 0; (Фіг. 20) i f x (l ) (Фіг. 18) i f ( l ) 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; d1 6l( P1 P 2 P3 P 4 ) 2Gd3 Побіжне різання 3 Зустрічне різання ' XB Px1 Px 2 Px 3 Px 4 ; YB 0; ZB 0; MxB 0; MyB 0; MzB 0; (Фіг. 19) Побіжне різання i f x (l) (Фіг. 21) i f (l ) 5 7 ' ' ' ' 4(Px1 Px 2 Px 3 Px 4 )l E x d2 ; d1 6l(P1 P 2 P 3 P 4 ) 2Gd3 UA 114634 U Продовження таблиці 2 № з/п 1 Багатоінструментальні кінематичні схеми різання 2 Схема напрямку дії складових сили різання 3 Зустрічне різання ' XB Px1 Px 2 Px 3 Px 4 ; YB 0; Фрезоточення торцевими фрезами ZB 0; MxB 0; MyB 0; MzB 0; (Фіг. 23) i f x (l) 4 i f (l ) ' ' ' ' 4(Px1 Px 2 Px 3 Px 4 )l E x d2 ; d1 6l( P1 P 2 P 3 P 4 ) 2Gd3 Побіжне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; (Фіг. 22) Побіжне різання ZB 0; MxB 0;MyB 0; MzB 0; (Фіг. 24) Зустрічне різання Фіг. 25 i f x (l) i f (l ) 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; ' ' ' ' d1 6l( P1 P 2 P3 P 4 ) 2Gd3 Зустрічне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; Різання охопленими фрезами ZB 0; MxB 0;MyB 0; MzB 0; (Фіг. 27) i f x (l ) 5 i f ( l ) 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; d1 6l( P1 P 2 P3 P 4 ) 2Gd3 Побіжне різання XB Px1 Px 2 Px 3 Px 4 ; YB 0; (Фіг. 26) Зустрічне різання (Фіг. 28) ZB 0; MxB 0;MyB 0; MzB 0; Побіжне різання Фіг. 29 i f x (l) i f (l ) i f yz (l) 0; i f x (l) 0; i f (l) 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; ' ' ' ' d1 6l(P1 P 2 P3 P 4 ) 2Gd3 0 Окружне фрезерування 6 7 Фіг. 30 Різання охопленими фрезами XB Px1 Px 2 Px 3 Px 4 ; YB 0; ZB 0; MxB 0;MyB 0; MzB 0; (Фіг. 32) i f x (l ) Фіг. 31 8 4( Px1 Px 2 Px 3 Px 4 )l E x d2 ; UA 114634 U Продовження таблиці 2 № з/п 1 Багатоінструментальні кінематичні схеми різання 2 i f yz (l) 8 Фрезоточіння (Фіг. 33) Схема напрямку дії складових сили різання 3 0; i f x (l) 0; i f (l ) 0 ZB 0; YB 0; XB 0; MxB 0; MyB 0; MzB 0; (Фіг. 34) i f (l ) d1 6l( P1 P 2 P3 P 4 ) 2Gd3 i i i f yz (l) 0; f x (l) 0; f (l) 0 Різання циліндричними фрезами ZB 0; YB 0; XB 0; (Фіг. 36) 9 MyB 0; MzB 0; MxB 0; (Фіг. 35) 5 10 15 Використання способу розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів, що заявляється, дозволить розробити багатоінструментальні кінематичні схеми різання, які спроможні зменшити пружні деформації виробу в процесу обробки, що підвищить ефективність механічної обробки нежорстких циліндричних виробів, а саме підвищити якість оброблених поверхонь в плані зниження шорсткості та підвищить точності геометричної форми. За рахунок використання багатоінструментального оснащення дозволить підвищити продуктивності процесу механічної обробки зменшуючи число проходів обробки. Джерела інформації: 1. Денежный П.М. Токарное дело / П.М. Денежный, Г.М. Стискин, И.Е. Тхор. Учебное пособие для проф.-техн. училищ. - М: Высшая школа, 1972. - 304 с. [стр. 230-231]. 2. Грановский Г.И. Кинематика резания / Г.И. Грановский. - М.: Госуд. науч.-техн. изд. маш. лит., 1948. - 110 с. 3. Пат. 30761 України на винахід. МПК В23В 29/24. Багаторізцева головка для точіння / Кривий П.Д., Нагорняк С.Г. Луців І.В., Юхименко ГО.; заявник і патентовласник Тернопільський державний технічний університет ім. Івана Пулюя - №98052536; заявл. 15.05.1998; опубл. 15.12.2000. Бюл. №7. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів, що включає жорстке закріплення одного кінця циліндричного виробу з можливістю надання йому обертового руху навколо повздовжньої осі, надання кінематичного обертового та повздовжнього рухів різальному інструменту, який відрізняється тим, що рівномірно по окружності виробу розміщують зони різання у кількості k=2n, де n=2 або довільне ціле число, після чого різальному інструменту надають обертові та повздовжні кінематичні рухи, за якими виникаючі в зоні різання складові сил різання повинні задовольняти умову статичних пружних деформацій циліндричного виробу: за першою системою в поперечному напрямку дорівнюють нулю, в осьовому напрямку та крутні пружні деформації не дорівнюють нулю; за другою системою в поперечному напрямку та крутні пружні деформації дорівнюють нулю, а в осьовому напрямку не дорівнюють нулю; за третьою системою в поперечному та в осьовому напрямках дорівнюють нулю, крутні пружні деформації не дорівнюють нулю; за четвертою системою в поперечному, осьовому та крутні пружні деформації дорівнюють нулю. 9 UA 114634 U UA 114634 U 11 UA 114634 U 12 UA 114634 U 13 UA 114634 U 14 UA 114634 U 15 UA 114634 U 16 UA 114634 U 17 UA 114634 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 1/00
Мітки: багатоінструментальних, схем, спосіб, різання, розробки, циліндричних, виробів, обробки, нежорстких, механічної, кінематичних
Код посилання
<a href="https://ua.patents.su/20-114634-sposib-rozrobki-bagatoinstrumentalnikh-kinematichnikh-skhem-rizannya-dlya-mekhanichno-obrobki-nezhorstkikh-cilindrichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розробки багатоінструментальних кінематичних схем різання для механічної обробки нежорстких циліндричних виробів</a>
Пристрій для механічної обробки циліндричних виробів
Номер патенту: 95063
Опубліковано: 10.12.2014
Автор: Самчук Володимир Володимирович
Мітки: механічної, виробів, пристрій, циліндричних, обробки
Формула / Реферат:
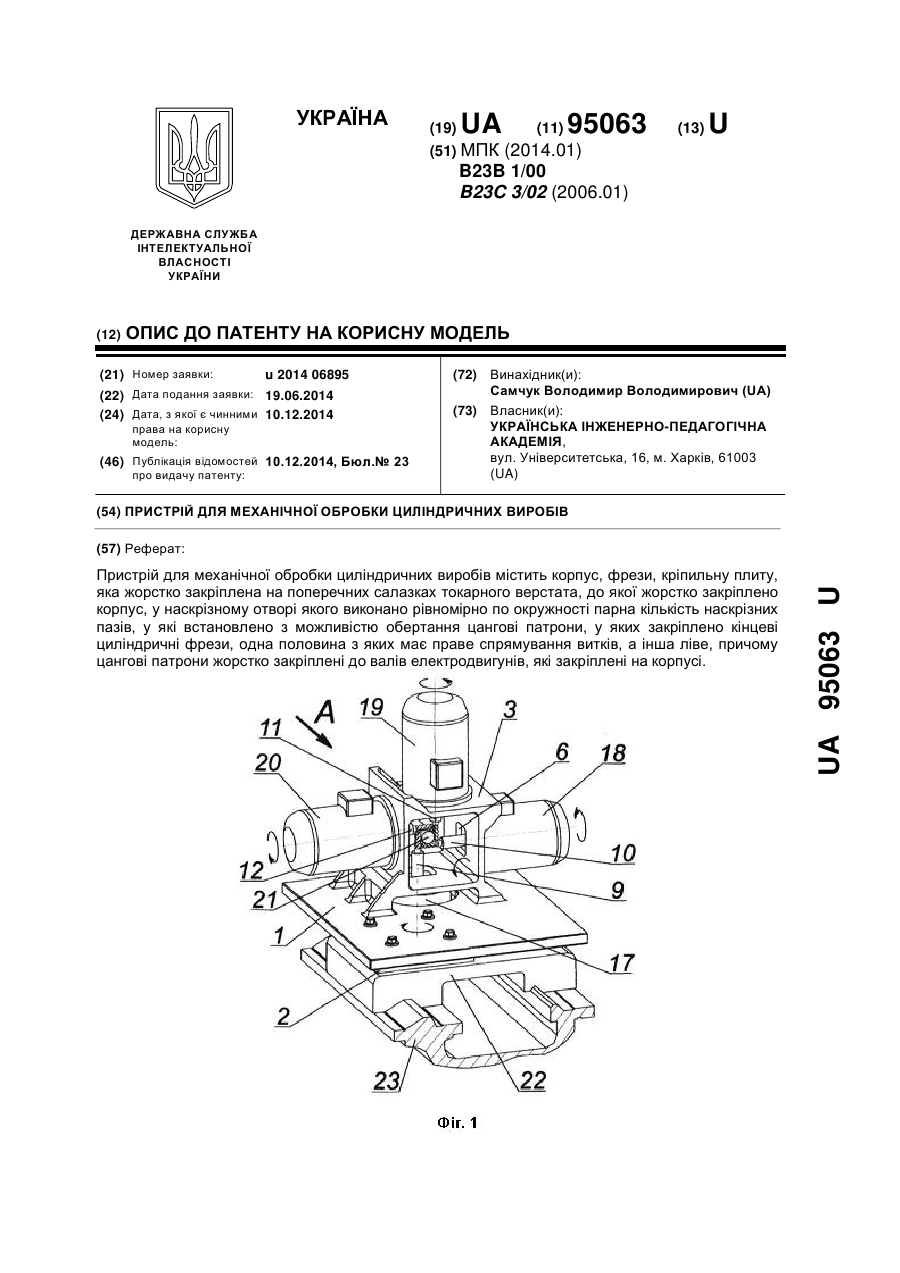
Пристрій для механічної обробки циліндричних виробів, що містить корпус, фрези, який відрізняється тим, що містить кріпильну плиту, яка жорстко закріплена на поперечних салазках токарного верстата, до якої жорстко закріплено корпус, у наскрізному отворі якого виконано рівномірно по окружності парна кількість наскрізних пазів, у які встановлено з можливістю обертання цангові патрони, у яких закріплено кінцеві циліндричні фрези, одна половина...
Спосіб обробки різанням нежорстких деталей
Номер патенту: 93641
Опубліковано: 25.02.2011
Автори: Лоєв Володимир Юхимович, Кравчук Олена Михайлівна, Мельничук Петро Петрович
МПК: B23P 13/00
Мітки: обробки, нежорстких, різанням, спосіб, деталей
Формула / Реферат:
Спосіб обробки різанням нежорстких деталей, за яким видалення припуску на обробку здійснюють при одночасній роботі головної та допоміжної різальних кромок інструмента, який відрізняється тим, що обробку виконують інструментом з головним кутом , в плані більшим 90°, величину якого визначають в залежності від заданих режимів різання та геометричних параметрів інструмента за...
Пристрій для безцентрової обробки циліндричних виробів
Номер патенту: 92701
Опубліковано: 26.08.2014
Автори: Тарасюк Анатолій Петрович, Самчук Володимир Володимирович, Лях Бенгард Григорович, Сичов Юрій Іванович
МПК: B23B 5/12
Мітки: обробки, виробів, безцентрової, пристрій, циліндричних
Формула / Реферат:
Пристрій для безцентрової обробки циліндричних виробів, що містить корпус, зубчасті колеса, який відрізняється тим, що складається з корпусу, у якому встановлений з можливістю обертання навколо своєї осі циліндр, який має осьовий наскрізний отвір і вздовж рівномірно по окружності наскрізні пази, у які встановлені по дві жорстко закріплені осі, на кожній одній з яких з можливістю обертання встановлені дискові фрези, до яких жорстко закріплені...
Пристрій для безцентрової обробки циліндричних виробів
Номер патенту: 95065
Опубліковано: 10.12.2014
Автори: Лях Бенгард Григорович, Сичов Юрій Іванович, Самчук Володимир Володимирович
Мітки: безцентрової, обробки, пристрій, виробів, циліндричних
Формула / Реферат:
Пристрій для безцентрової обробки циліндричних виробів, що містить корпус, зубчасті колеса, ріжучі головки, який відрізняється тим, що складається з корпусу, у якому з можливістю обертання встановлені дві втулки, які мають зовнішній і внутрішній зубчасті вінці, причому внутрішній зубчастий вінець однієї з втулок входить в зачеплення з зовнішніми зубчастими вінцями, виконаними на двох ріжучих головках, що розташовані в паралельних площинах,...
Спосіб струминної обробки довгомірних циліндричних виробів
Номер патенту: 68634
Опубліковано: 16.08.2004
Автори: Пінчук Софія Йосипівна, Пергат Владислав Васильович, Мережко Віктор Лукич, Святодух Анатолій Серафимович, Тейковцев Володимир Іванович
МПК: C23G 3/00
Мітки: виробів, циліндричних, спосіб, довгомірних, струминної, обробки
Формула / Реферат:
1. Спосіб струминної обробки довгомірних циліндричних виробів, який включає подачу виробу через прохідну камеру, обробку його розчином під тиском і обдування повітрям, який відрізняється тим, що виріб при переміщенні спочатку обдувають стисненим повітрям і обробляють розчином, причому в зоні прохідної камери розчин насичують повітрям через пористу мембрану і подають на поверхню виробу, а на виході з прохідної камери його додатково обробляють...
Попередній патент: Спосіб автоматичного керування повним блокуванням підвіски бойової машини
Наступний патент: Система відтавання холодильної вітрини торговельного холодильного обладнання
Випадковий патент: Механізм підйомний