Спосіб виготовлення радіальних пневматичних шин
Номер патенту: 21278
Опубліковано: 30.08.1999
Формула / Реферат
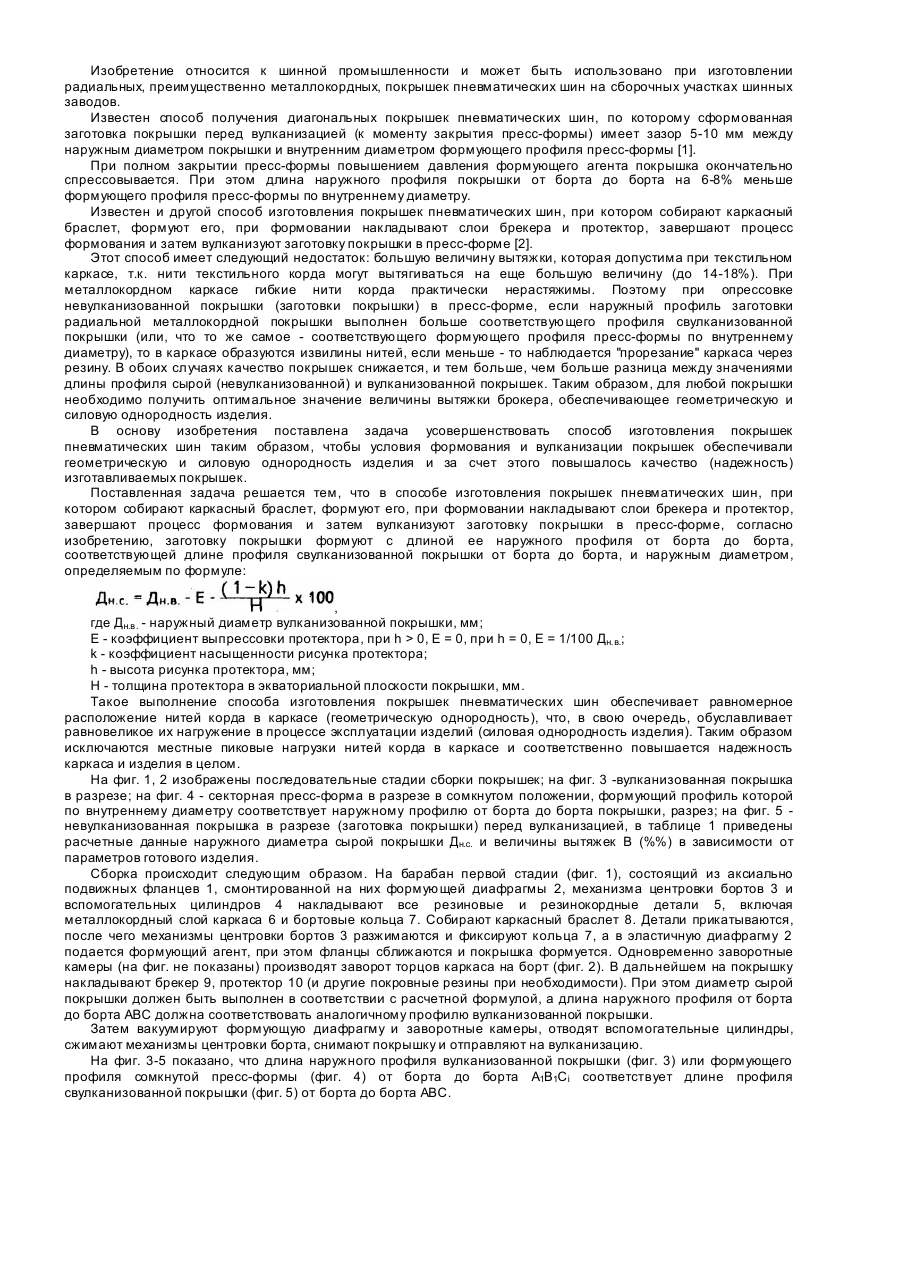
1. Способ изготовления радиальных пневматических шин, при котором на первом этапе сбирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем на втором этапе вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что на первом этапе протектор накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn=(0,90-0,93)hk, где hn – толщина протектора в плечевой зоне, hk - толщина протектора по короне покрышки, а на втором этапе заготовку покрышки формуют в пресс-форме с радиусом кривизны протектора, выполненным по гиперболической спирали, описываемой зависимостью
где RI - переменный радиус кривизны, мм;
В - ширина профиля покрышки, мм;
gI - текущий угол гиперболической спирали, рад,
2. Способ по п. 1, отличающийся тем, что на втором этапе покрышку формуют в пресс-форме с радиусами кривизны в зоне перехода от боковины к беговой части протектора R1, равным (0,19-0,25) B, и в плечевой зоне R2, равным (0,40-0,50) В, где В - ширина профиля покрышки в пресс-форме.
3. Способ по п. 1, отличающийся тем, что заготовку покрышки формуют с кривизной протектора в пресс-форме, описываемой не менее, чем четырьмя радиусами.
Текст
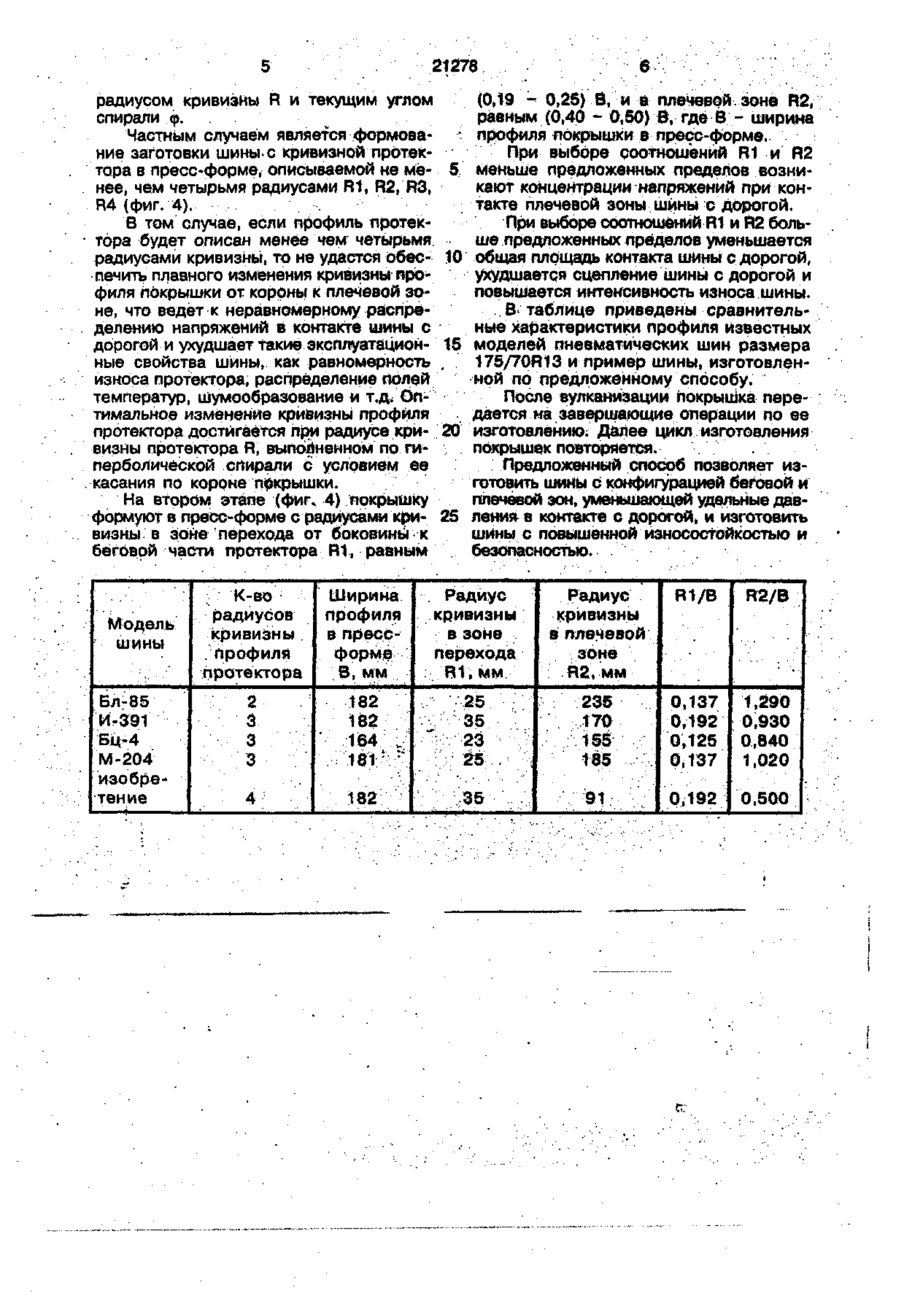
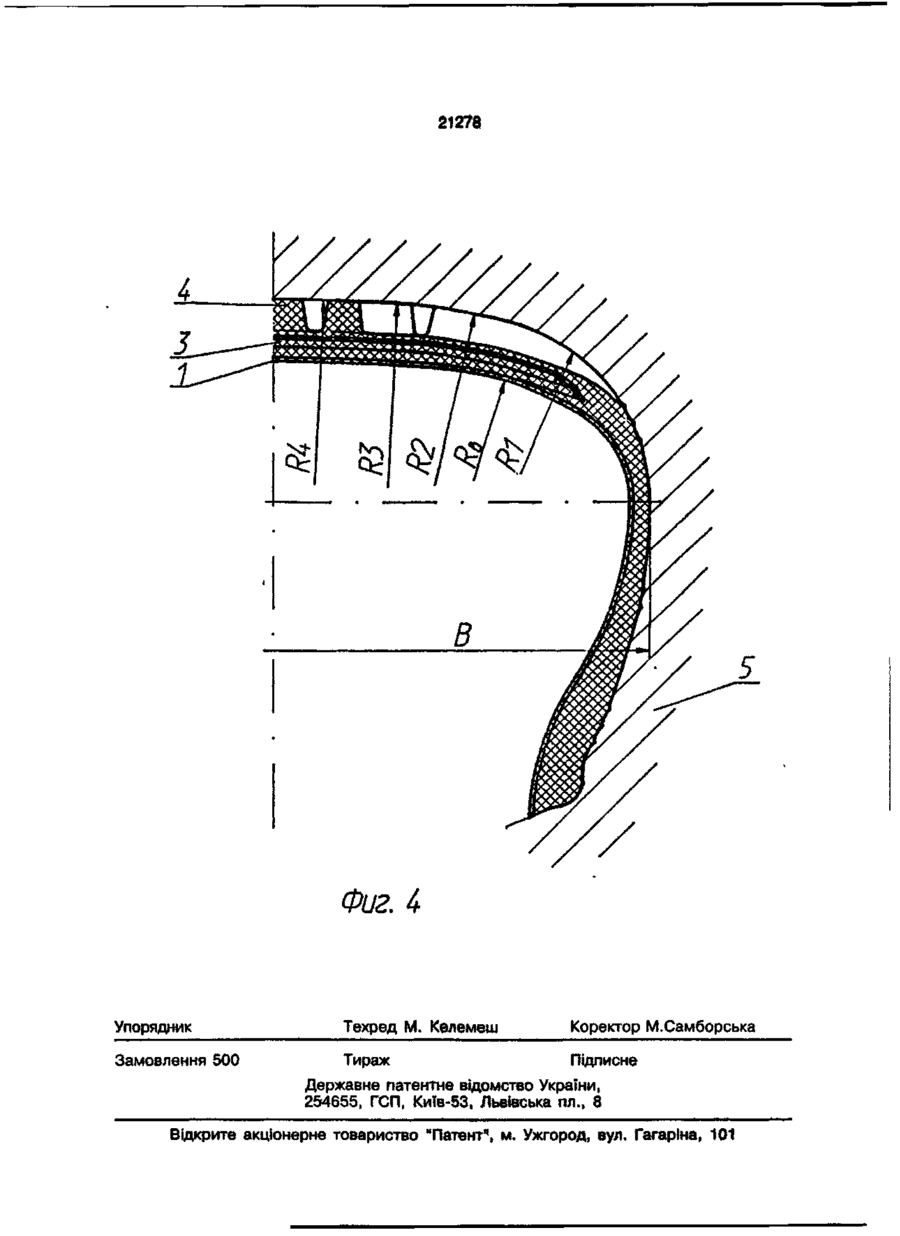
1. Способ изготовления радиальных пневматических шин, при котором на первом этапе собирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем, на втором этапе, вулканизуют заготовку покрышки в пресс-форме, о т л и ч а ю щ и й с я тем, что на первом этапе протектор накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn - (0,90 - 0,93) hk, где hn - толщина протектора в плечевой зоне, hk - толщи В - ширина профиля покрышки, мм; « , - текущий угол гиперболической спир рали, рад. 2. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что на втором этапе покрышку формуют в пресс-форме с радиусами кривизны в зоне перехода от боковины к беговой части протектора R1, равным (0,19 - 0,25) В, и в плечевой зоне R2, равным (0,40 - 0,50) В, где В - ширина профиля покрышки в пресс-форме. 3. Способ по п. 1 , о т л и ч а ю щ и й с я тем, что заготовку покрышки формуют с кривизной протектора в прессформе, описываемой не менее, чем четырьмя радиусами. Изобретение относится к шинной промышленности, в частности, к производству радиальных пневматических легковых и грузовых шин, в том числе бескамерных. Известен способ изготовления радиальных пневматических шин, при котором на первом этапе собирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завер |0,45-0,60)В '^±(0,04-0,05^. ' где R, - переменный радиус кривизны, R, -•*• i мм; с > оо О 21278 шают процесс формования и затем на втором этапе вулканизуют заготовку покрышки в пресс-форме [1]. Однако известный способ не позволяет изготовить покрышку с конфигурацией беговой и плечевой зон, которая обеспечивает увеличение общей площади контакта шины с дорогой, уменьшает удельные давления шины при контакте с дорогой и повышает безопасность шины при ее эксплуатации. В основу изобретения поставлена задача создать способ изготовления радиальных пневматических шин, в котором изменение технологии наложения протектора, изменение пресс-формы позволило бы получить покрышку, которая обеспечит увеличение общей площади контакта шины с дорогой и позволит более равномерно распределить контактные напряжения шины с дорогой при ее эксплуатации и повысить безопасность шины и ее износостойкость. Поставленная задача решается тем, что в способе изготовления радиальных пневматических шин, заключающемся в том, что на первом этапе собирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем на втором этапе вулканизуют заготовку покрышки в пресс-форме, согласно изобретению, на первом этапе протектор накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn = (0,90 - 0,93) hk, где hn толщина протектора в плечевой зоне, hk - толщина протектора по короне покрышки, а на втором этапе заготовку покрышки формуют в пресс-форме с радиусом кривизны протектора, выполненным по гиперболической спирали, описываемой зависимостью: (0,45-0,60)В R, = >.±(0,04-0,05)рад.' 5 10 15 20 25 30 35 40 45 форме, описываемой не менее, чем четырьмя радиусами. На фиг. 1 изображен схематично первый этап изготовления покрышки; на фиг. 2 и фиг. 3 - профиль покрышки по прессформе, варианты; на фиг. 4 - покрышка в пресс-форме на втором этапе. Способ осуществляется следующим образом. На первом этапе на сборочный барабан (на чертеже условно не показан) накладывают слои обрезиненного корда 1 в определенной последовательности, прика-, тывают их и производят посадку крыльев 2. Затем обрабатывают борт и формуют каркас. При формовании каркаса накладывают слои брекера 3 и протектор 4 (фиг. 1). Протектор 4 накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn= = (0,90 - 0,93) hk, где hn - толщина протектора в плечевой зоне; hk - толщина протектора по короне покрышки. В случае выбора соотношения меньше предложенных пределов увеличится кривизна внутреннего радиуса RB ПО плечу, что приведет к появлению трещин между нитями корда каркаса в плечевой зоне. В случае выбора соотношения больше предложенных пределов увеличится общая толщина покрышки в плечевой зоне, что приведет к повышению теплообразования и преждевременному разрушению кромок брекера. Затем завершают процесс формования. Собранную покрышку передают на второй этап и вулканизуют ее в прессформе 5 (на фиг. 4 пресс-форма показана условно). Формование покрышки в пресс-форме 5 ведут до получения требуемой кривизны протектора, радиус кривизны которого выполнен по гиперболической спирали, описываемой зависимостью: (0,45-0,60)В R = >.±(0,04-0,05)рад.' где R, - переменный радиус кривизны, где R, - переменный радиус кривизны, мм; мм; В - ширина профиля покрышки, мм; В - ширина профиля покрышки, мм; 50 Ф, - текущий угол гиперболической спиФ, - текущий угол гиперболической рали, рад. спирали, рад. На фиг. 2 показан профиль легковой На втором этапе покрышку формуют в радиальной шины; на фиг. 3 - профиль пресс-форме с радиусами кривизны в зоне перехода от боковины к беговой части 55 грузовой радиальной шины. На указанных фигурах профиль протектора шин описан протектора R1, равным (0,19 - 0,25) В, и в гиперболической спиралью с центром в плечевой зоне R2, равным (0,40 - 0,50) В, точке О, направлением оси X спирали под где В - ширина профиля покрышки в углом (0,04 - 0,05) радиан к горизонтальпресс-форме. Заготовку покрышки форной оси профиля шины с переменным муют с кривизной протектора в пресс 6 21278 радиусом кривизны R и текущим углом спирали ф. Частным случаем является формова- • ние заготовки шины.с кривизной протектора в пресс-форме, описываемой не ме- 5 нее, чем четырьмя радиусами R1, R2, R3, R4 (фиг. 4). ; В том случае, если профиль протектора будет описан менее чем четырьмя радиусами кривизны, то не удастся обес- 10 печить плавного изменения кривизны профиля покрышки от короны к плечевой зоне, что ведет к неравномерному распределению напряжений в контакте шины с дорогой и ухудшает такие эксплуатацион- 15 ные свойства шины, как равномерность , износа протектора, распределение полей температур, шумообразование и т.д. Оптимальное изменение кривизны профиля протектора достигается при радиусе кри- 20 визны протектора R, выполненном по гиперболической спирали с условием её касания по короне покрышки. На втором этапе (фиг. 4) покрышку формуют в пресс-форме с радиусами кри- 25 визны в зоне перехода от боковины к беговой части протектора R1, равным Модель їм г\ П D1 мнм LJJ Бл-85 Иг391 Бц-4 М-204 изобретение V . 2 182 182 3 3 3 • ' 4 164 , .•^:v-23 . ; •' • 182 2 :•••••..•• • - . • • • 3 5 , Радиус кривизны в плечевой зоне R2, мм ' ' • • •': ':• • & Z5 5 • •••• • - --.:• • ';"-•• :. . R1/B R2/B 235 170 155 185 . Радиус кривизны в зоне перехода R1, мм Ширина профиля в прессформе В, мм К-во радиусов кривизны профиля протектора (0,19 - 0,25) В, и в плечевой, зоне R2, равным (0,40 - 0,50) В, где В - ширина профиля покрышки в пресс-форме. При выборе соотношений R1 и R2 меньше предложенных пределов возникают концентрации напряжений при контакте плечевой зоны шины с дорогой. При выборе соотношений R1 и R2 больше предложенных пределов уменьшается общая площадь контакта шины с дорогой, ухудшается сцепление шины с дорогой и повышается интенсивность износа шины. В таблице приведены сравнительные характеристики профиля известных моделей пневматических шин размера 175/70R13 и пример шины, изготовленной по предложенному способу. После вулканизации покрышка передается на завершающие операции по ее изготовлению; Далее цикл изготовления покрышек повторяется. . Предложенный способ позволяет изготовить шины с конфигурацией беговой и плечевой зон, уменьшающей удельные давления в контакте с дорогой, и изготовить шины с повышенной износостойкостью и безопасностью. 0,137 0,192 0,125 0,137 1,290 0,930 0,840 1,020 0,192 0,500 •••.••91.V. •'; і " mso'o-ю'о QDdso'0-Ш QIZIZ 21278 Фиг. 4 Упорядник Техред М. Келемеш Коректор М.Самборська Замовлення 500 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пя., 8 4 Відкрите акціонерне товариство "Патент , м. Ужгород, вул. Гагаріна, 101 21278 УКРАЇНА ._ її) (5і)б В 29 D 30/06 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ВИГОТОВЛЕННЯ РАДІАЛЬНИХ ПНЕВМАТИЧНИХ ШИН (21) (22) (24) (31) (32) 95083724 08.08.95 30.08.99 95102490 23.02.95 на протектора по короне покрышки, а на втором этапе заготовку покрышки формуют в пресс-форме с радиусом кривизны протектора, выполненным по гиперболической спирали, описываемой зависимостью: (33) RU (46) 30.08,99. Бюл. № 5 (56) Мухутдинов А.А. и др. Альбом технологических схем основных производств резиновой промышленности. - М.: Химия, 1980, с. 22-24. (72) Третьяков Олег Борісовіч (RU), Іванов Ігорь Владіміровіч (RU) (73) Третьяков Олег Борісовіч (RU) (57) 1. Способ изготовления радиальных пневматических шин, при котором на первом этапе собирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем, на втором этапе, вулканизуют заготовку покрышки в пресс-форме, о т л и ч а ю щ и й с я тем, что на первом этапе протектор накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn ~ (0,90 - 0,93) hk, где Ьп - толщина протектора в плечевой зоне, hk - толщи где R, - переменный радиус кривизны, мм; В - ширина профиля покрышки, мм; .±(0,04-0,05)рад. Q с > I 00 а О 21278 шают процесс формования и затем на втором этапе вулканизуют заготовку покрышки в пресс-форме [1]. Однако известный способ не позволяет изготовить покрышку с конфигурацией беговой и плечевой зон, которая обеспечивает увеличение общей площади контакта шины с дорогой, уменьшает удельные давления шины при контакте с дорогой и повышает безопасность шины при ее эксплуатации. В основу изобретения поставлена задача создать способ изготовления радиальных пневматических шин, в котором изменение технологии наложения протектора, изменение пресс-формы позволило бы получить покрышку, которая обеспечит увеличение общей площади контакта шины с дорогой и позволит более равномерно распределить контактные напряжения шины с дорогой при ее эксплуатации и повысить безопасность шины и ее износостойкость. Поставленная задача решается тем, что в способе изготовления радиальных пневматических шин, заключающемся в том, что на первом этапе собирают каркас, формуют его, при формовании накладывают слои брекера и протектор, завершают процесс формования и затем на втором этапе вулканизуют заготовку покрышки в пресс-форме, согласно изобретению, на первом этапе протектор накладывают с уменьшающейся от короны к плечам толщиной, определяемой по соотношению hn = (0,90 - 0,93) hk, где hn толщина протектора в плечевой зоне, hk - толщина протектора по короне покрышки, а на втором этапе заготовку покрышки формуют в пресс-форме с радиусом кривизны протектора, выполненным по гиперболической спирали, описываемой зависимостью: (0,45-0,60)В ( ) ~
ДивитисяДодаткова інформація
Автори англійськоюTrietiakov Olieh Borisovich, Triet'iakov Olieh Borisovich, Ivanov Ihor' Vladimirovich
Автори російськоюТретьяков Олег Борисович, Иванов Игорь Владимирович
МПК / Мітки
МПК: B29D 30/06
Мітки: радіальних, шин, спосіб, пневматичних, виготовлення
Код посилання
<a href="https://ua.patents.su/26-21278-sposib-vigotovlennya-radialnikh-pnevmatichnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення радіальних пневматичних шин</a>
Спосіб виготовлення покришок пневматичних шин
Номер патенту: 3350
Опубліковано: 27.12.1994
Автори: Андрєєв Георгій Вікторович, Висоцький Петро Семенович, Гітніков Ара Гершович, Єрохін Олександр Петрович, Таталін Борис Федорович
МПК: B29D 30/06
Мітки: виготовлення, покришок, пневматичних, спосіб, шин
Формула / Реферат:
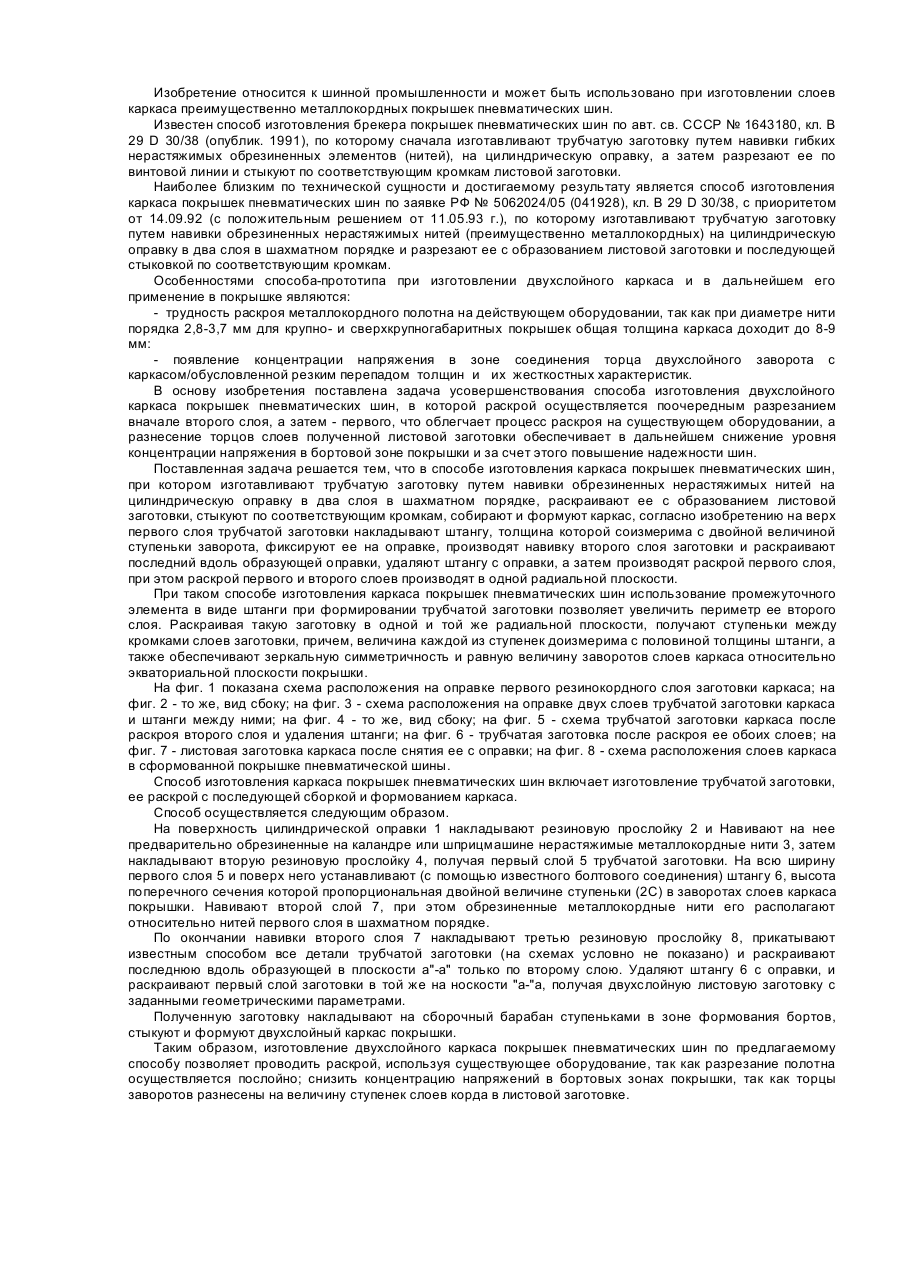
Способ изготовления покрышек пневматических шин, при котором собирают каркасный браслет, формуют его, при формовании накладывают слои брокера и протектор, завершают процесс формования и затем вулканизуют заготовку покрышки в пресс-форме, отличающийся тем, что заготовку покрышки формуют с длиной ее наружного профиля от борта до борта, соответствующей длине профиля свулканизованной покрышки от борта до борта, и наружным диаметром, определяемым...
Спосіб виготовлення каркасу покришок пневматичних шин
Номер патенту: 18872
Опубліковано: 25.12.1997
Автори: Скорняков Едуард Сергійович, Мальцев Віктор Михайлович, Єрохін Олександр Петрович, Глебік Микола Михайлович, Свердел Михайло Йосипович, Гітніков Ара Гершович
МПК: B29D 30/38
Мітки: покришок, пневматичних, каркасу, спосіб, шин, виготовлення
Формула / Реферат:
Способ изготовления каркаса покрышек пневматических шин, при котором изготавливают трубчатую заготовку путем навивки обрезиненных нерастяжимых нитей на цилиндрическую оправку в два слоя, в шахматном порядке, раскраивают ее с образованием листовой заготовки, стыкуют по соответствующим кромкам, собирают и формуют каркас покрышки, отличающийся тем, что на верх первого слоя трубчатой заготовки накладывают штангу, высота которой соизмерима с...
Спосіб складання покришок пневматичних шин
Номер патенту: 6633
Опубліковано: 29.12.1994
Автори: Скорняков Едуард Сергійович, Растеряєв Юрій Карпович, Дорошенко Володимир Іванович, Таталін Борис Федорович, Андреєв Георгій Вікторович, Павлюк Віктор Миколайович
МПК: B29D 30/08
Мітки: складання, пневматичних, покришок, спосіб, шин
Формула / Реферат:
(57) Способ сборки покрышек пневматических шин, при котором на сборочном барабане образуют каркасный браслет, устанавливают детали борта, фиксируют их, заворачивают слои на борт, формуют каркасный браслет, навивают на него брекер-ный браслет, накладывают протектор, расфиксируют борта и завершают процесс сборки покрышки, отличающийся тем, что вначале на сборочный барабан накладывают эластичную подложку, а детали борта устанавливают на нее,...
Спосіб виготовлення каркасів покришок пневматичних шин
Номер патенту: 6643
Опубліковано: 29.12.1994
Автори: Плотник Маргарита Теймуразовна, Воронов Володимир Миколайович, Дорошенко Володимир Іванович, Скорняков Едуард Сергійович, Шапка Володимир Леонідович, Сітало Володимир Гаврилович, Растєряєв Юрій Карпович, Таталін Борис Федорович
МПК: B29D 30/08
Мітки: виготовлення, покришок, спосіб, каркасів, пневматичних, шин
Формула / Реферат:
(57) Способ изготовления каркасов покрышек пневматических шин, при котором на торообразную оправку навивают обрезиненные кордные нити и образуют каркас покрышки, отличающийся тем, что справку выполняют по форме чулканизованной покрышки, а в процессе навивки обрезиненных кордных нитей из них формируют боковые стенки и борта одновременно с образованием каркаса за одно целое с ним, причем кордные нити укладывают под углом 29° по экватору каркаса...
Діафрагма для виготовлення покришок пневматичних шин
Номер патенту: 19235
Опубліковано: 25.12.1997
Автори: Андрєєв Георгій Вікторович, Гітніков Ара Гершович, Єрохін Олександр Петрович, Висоцький Петро Семенович
МПК: B29D 30/06, B29D 22/00, B29D 30/20
Мітки: покришок, виготовлення, діафрагма, шин, пневматичних
Формула / Реферат:
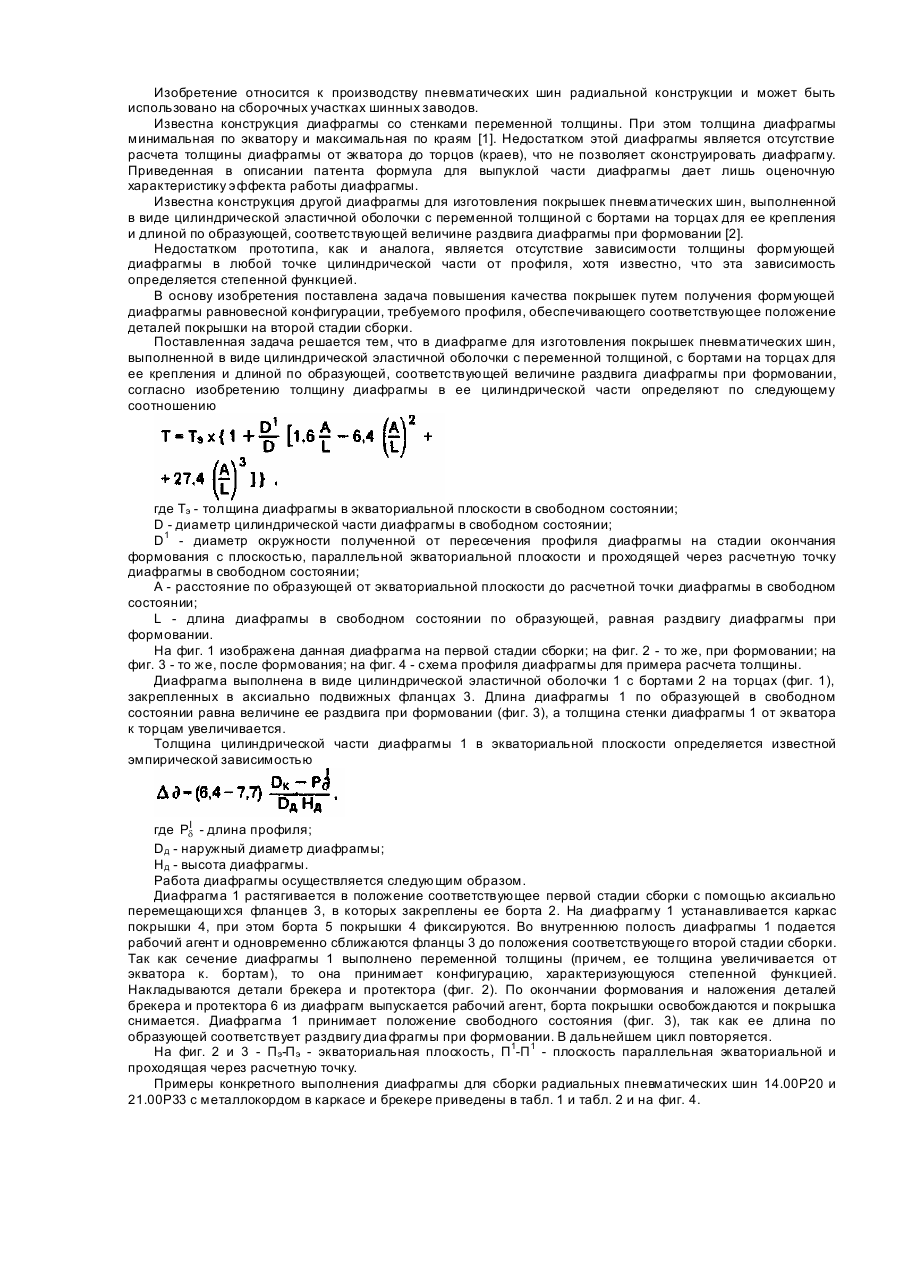
Диафрагма для изготовления покрышек пневматических шин, выполненная в виде цилиндрической эластичной оболочки с переменной толщиной, с бортами на торцах для еекрепления и длиной по образующей, соответствующей величине раздвига диафрагмы при формовании, отличающаяся тем, что толщину диафрагмы в ее цилиндрической части определяют по следующему соотношениюгде Тэ - толщина диафрагмы в экваториальной плоскости в свободном...
Попередній патент: Гепатозахисний, вітамінний і діуретичний лікарський засіб
Наступний патент: Протектор пневматичної шини
Випадковий патент: Здобне печиво "дамське намисто"