Макаронний прес
Номер патенту: 18701
Опубліковано: 15.11.2006
Автори: Пархоменко Валентина Дмитрівна, Пархоменко Анатолій Павлович, Пархоменко Владислав Анатолійович


Формула / Реферат
Макаронний прес, що складається з дозаторів води та борошна, які закріплені на тістозмішувачі, в якому розташований лопатевий шнек, пресуючого циліндра, до якого попереду кріпиться матриця, а позаду - редуктор, а всередині розташований гвинтовий шнек з ножем, який відрізняється тим, що в пресовій зоні стрічковий гвинтовий шнек та пресуючий циліндр виконані у формі зрізаного конуса, а між стрічковим гвинтовим шнеком та редуктором розташована регулююча шайба.
Текст
Макаронний прес, що складається з дозаторів води та борошна, які закріплені на тістозмішувачі, в якому розташований лопатевий шнек, пресуючого циліндра, до якого попереду кріпиться матриця, а позаду - редуктор, а всередині розташований гвинтовий шнек з ножем, який відрізняється тим, що в пресовій зоні стрічковий гвинтовий шнек та пресуючий циліндр виконані у формі зрізаного конуса, а між стрічковим гвинтовим шнеком та редуктором розташована регулююча шайба. (19) (21) u200605815 (22) 26.05.2006 (24) 15.11.2006 (46) 15.11.2006, Бюл. №11, 2006р. (72) Пархоменко Владислав Анатолійович, Пархоменко Валентина Дмитрівна, Пархоменко Анатолій Павлович (73) ТАВРІЙСЬКА ДЕРЖАВНА АГРОТЕХНІЧНА АКАДЕМІЯ 3 Макаронний прес ЛПЛ-2М менш металоємний і все ж таки недоліком цієї конструкції є малий ресурс, мала продуктивність, велика металоємність пресуючого шнеку. Стрічковий гвинтовий шнек виконаний з постійним внутрішнім та зовнішнім діаметром. При потраплянні сипучої маси з камери змішування в пресовий циліндр ця маса проходить крізь три умовно поділені зони. В першій зоні тісто у вигляді комків здійснює поступальний рух доторкаючись між собою та ковзаючи по витку шнека. В другій зоні сировина у вигляді комків заповнює увесь об'єм міжвиткового простору, а в третій зоні пресується. Причому, якщо в першій та другій зонах питома маса тіста =550...600кг/м3, то в третій дорівнює =1300...1400кг/м3, а тиск дорівнює 11...12МПа. Збільшення питомої маси в два або більше разів говорить про те, що об'єм тіста на виході зі шнека зменшується в два та більше разів. Так, як переміщення ущільнення та пресування тіста у вигляді комків проходить за рахунок сил тертя, що виникають між сировиною та шнеком, то щоб досягнути необхідної щільності та тиску сировини шнек повинен бути довгим та з великою кількістю витків, а це веде до збільшення металоємності дорогоцінного матеріалу (нержавіючої сталі) та низької продуктивності. При роботі установки шнек обертається з постійною кутовою швидкістю, при цьому тиск на витку шнеку в різних зонах не однаковий, тому знос витків буде більше там, де більше лінійна швидкість та більше тиск. Лінійна відносна швидкість сировини, при переміщенні по шнеку, збільшується по мірі віддалення її від внутрішнього діаметру витка шнеку до зовнішнього діаметру, а тиск на виток шнека і щільність буде збільшуватися по мірі наближення сировини до останнього витка пресуючої зони шнеку. Так як тиск тіста в макаронному пресі збільшується по мірі наближення сировини до останнього витка, а відносна швидкість сировини буде максимальною на зовнішньому діаметрі витка шнека, то і знос буде проходити по зовнішньому діаметру пресуючої зони шнеку і чим ближче до останнього витка тим більше знос. Тому ресурс шнека й преса в цілому визначається ресурсом пресової зони шнека. Знос шнека веде до збільшення коефіцієнта повернення тіста, тобто до зниження продуктивності. В основу корисної моделі покладена задача вдосконалення макаронного пресу, в якому, в пресовій зоні гвинтовий шнек і пресова частина циліндра виконані у вигляді зрізаного конуса, що сприяє підвищенню ресурсу шнека та установці, покращенню якості переміщування сировини, зменшенню металоємності, збільшенню продуктивності. Поставлена задача вирішується тим, що в макаронному пресі, що складається з дозаторів води та борошна, які закріплені на тістозмішувачі, в якому розташовано лопатевий шнек, пресуючого циліндру, до якого попереду кріпиться матриця, а позаду редуктор, а всередині розташовано гвинтовий шнек з ножем, у відповідності з корисною моделлю в пресовій зоні стрічковий гвинтовий шнек та пресуючий циліндр виконані у формі зрізаного конусу, а між стрічковим гвинтовим шнеком та редуктором розташована регулююча шайба. 18701 4 Наявність в пресовій зоні стрічкового гвинтового шнеку та пресуючого циліндру, виконаних у формі зрізаного конусу та регулюючої шайби, розташованої між стрічковим гвинтовим шнеком, дозволить збільшити ресурс стрічкового гвинтового шнеку та установки в цілому, знизити металоємність, зменшити строк окупності установки, підвищити якість кінцевого продукту, збільшити продуктивність установки. Технічна сутність та принцип роботи макаронного пресу пояснюються кресленнями: Фіг. - Схема макаронного пресу Запропонований макаронний прес складається з дозатора борошна 1 і дозатора води 2, які закріплені попереду на тістозмішувачі 3, в середині якого розташовано лопатевий шнек 4, пресуючого циліндру 5, який приєднано до тістозмішувача 3 і сполучених між собою завантажувальним вікном 6, стрічкового гвинтового шнеку 7, який складається з трьох зон: І -транспортуючої, ІІ - ущільнюючої, ІІІ - пресуючої, розташованого в пресуючому циліндрі 5, матриці 8, яка закріплена на пресуючому циліндрі 5, ножа 9, закріпленого на валу стрічкового гвинтового шнеку 7, регулювальної шайби 10, розташованої на валу гвинтового шнеку 7 між пресуючим циліндром 5 та редуктором 11, з'єднаного з валом лопатевого шнеку 4 та валом стрічкового гвинтового шнеку 7. Макаронний прес працює наступним чином. Вмикають привід лопатевого шнеку 4 та одночасно вмикають дозатор борошна 1 та дозатор води 2, заповнюючи тістозмішувач 3 відповідними компонентами в певних пропорціях. Так, як лопатевий шнек 4 обертається, то борошно і вода перемішуються, перетворюючись в тісто у вигляді комків. При подальшому обертанні лопатевого шнека 4 тісто у вигляді комків переміщується вздовж тістозмішувача 3 та потрапляє через завантажувальне вікно 6 в пресуючий циліндр 5, заповнюючи при цьому міжвитковий простір транспортуючої зони І стрічкового гвинтового шнеку 7. При обертанні гвинтового шнека 7 тісто у вигляді комків переміщується з транспортуючої зони в ущільнювальну зону II, заповнюючи при цьому міжвитковий простір за рахунок сил тертя, що виникають між витками шнека та сировиною. Потім тісто потрапляє в пресову зону ІІІ, швидко ущільнюється з підвищенням тиску, за рахунок сил тертя, що виникають між витками гвинтового шнека 7 та сировиною, а також за рахунок зменшення міжвиткового об'єму (конусності). Так як в пресовій зоні III відбувається швидке ущільнення і відповідно підвищення опору переміщенню сировини, то тісто у вигляді комків в зоні ІІ ущільнення буде швидше ущільнюватися і тому довжина гвинтового шнеку 7 можна зменшити на третю частину, тобто транспортуюча зона І буде виконувати функцію транспортуючої І та ущільнюючої зон ІІ. Так як питома вага тіста, що підходить до матриці повинна бути практично в два рази більше ніж при завантаженні його в завантажувальне вікно 6, то міжвитковий об'єм в кінці пресуючого шнека може бути в два рази менше. При цьому ущільнення комковатого тіста буде проходити швидше, а звідси пресову зону ІІІ гвинтового шнека 7 можна зменшити, тобто зменшити мета 5 18701 лоємність гвинтового шнека 7. Частки елементарних шарів тістової маси розташованих між поверхнями гвинтового шнека 7 та пресуючим циліндром 5 в пресуючій зоні ІІІ, в силу своєї форми (конусності) приймають участь не в двох, а в трьох рухах. Під дією подовжньої складової сили гвинтового шнека 7 вони здійснюють поступальний рух вздовж вісі гвинтового шнека 7, під дією сил внутрішнього тертя між стрічкою гвинтового шнека 7 та тістом - обертальний рух, а від того, що пресуючий циліндр 5 в пресуючій зоні ІІІ має конусність, тісто отримує радіальний рух. Тому частки тіста в пресуючій зоні ІІІ приймають участь в складному русі і відбувається об'ємний заміс, що значно покращує якість кінцевого продукту. При подальшому обертанні гвинтового шнека 7 в пресуючій зоні ІІІ відбувається одночасний заміс та пресування, які сприяють переходу тіста в пластичний стан. В кінці пресуючої зони ІІІ, тістова маса здобуває суцільну однорідну структуру з необхідною об'ємною вагою. Виходячи з гвинтового шнеку 7 тістова маса давить на матрицю 8 проходячи крізь формуючі отвори. Після виходу сирих виробів на певну довжину ніж 9 обрізає їх. У запропонованій конструкції пресуюча зона ІІІ, гвинтового шнека 7 виконана у формі зрізаного конуса, тому лінійна відносна швидкість сировини, по зовнішньому діаметру витка гвинтового шнека 7, буде зменшуватися по мірі наближення її до пресової головки 9. Так як в пресуючій зоні III, гвинтового шнека 7 тиск підвищується, а відносна швидкість сировини зменшується, по мірі наближення її до матриці 8, то знос витків гвинтового шнека 7 в пресуючій зоні ІІІ по Комп’ютерна верстка М. Ломалова 6 зовнішньому діаметру буде менш інтенсивним та рівномірний по всій його довжині, тому зазор між витками гвинтового шнека 7 по зовнішньому діаметру, і пресуючим циліндром 5 пресуючій зоні III буде однаковим. Після того як зазор між зовнішнім діаметром гвинтового шнека 7 та пресуючим циліндром 5 у пресуючій зоні ІІІ досягне критичної величини, між валом гвинтового шнека 7 і редуктором 11 ставлять регулювальну шайбу 10. При цьому відбувається осьове переміщення гвинтового шнеку 7 в бік протилежний редуктору 11 в результаті чого зазор між зовнішнім діаметром гвинтового шнеку 7 і пресуючим циліндром 5, в пресуючій зоні ІІІ, зменшується до оптимальної величини. Це регулювання можна проводити декілька разів. Виконання гвинтового шнеку 7 в пресуючій зоні ІІІ у вигляді зрізаного конуса (зменшення міжвиткового об'єму) сприяє: більш інтенсивному ущільненню та пресуванню сировини, а звідси можна зменшити довжину гвинтового шнеку 7, тим самим зменшивши металоємність дорогоцінного металу; виконанню об'ємного змішування сировини, що значно поліпшує якість кінцевого продукту; зменшенню відносної лінійної швидкості сировини по зовнішньому діаметру витка гвинтового шнеку 7 по мірі наближення сировини до матриці 8, а звідси менш інтенсивному та рівномірному зносу зовнішнього діаметра витка гвинтового шнеку 7 по всій його довжині в пресуючій зоні ІІІ, це дає можливість при наявності регулювальних шайб 8 збільшити ресурс шнека в 5...6 разів і більше. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMacaroni press
Автори англійськоюParkhomenko Vladyslav Anatoliiovych, Parkhomenko Valentyna Dmytrivna, Parkhomenko Anatolii Pavlovych
Назва патенту російськоюМакаронный пресс
Автори російськоюПархоменко Владислав Анатольевич, Пархоменко Валентина Дмитриевна, Пархоменко Анатолий Павлович
МПК / Мітки
МПК: A21C 11/00
Мітки: макаронний, прес
Код посилання
<a href="https://ua.patents.su/3-18701-makaronnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Макаронний прес</a>
Шнековий прес для пресування брикетів

Номер патенту: 4931
Опубліковано: 15.02.2005
Автори: Швець Віталій Володимирович, Швець Олександр Володимирович, Губенко Володимир Тимофійович, Суржанський Станіслав Костянтинович
МПК: B30B 11/22, B27N 3/08
Мітки: брикетів, прес, пресування, шнековий
Формула / Реферат:
1. Шнековий прес для пресування брикетів, що містить розміщений на рамі завантажувальний пристрій з бічними стінками, до якого приєднаний корпус, всередині якого розміщені камери пресування та розвантаження, розміщений уздовж осі камери пресування привідний шнековий пристрій, виконаний у вигляді послідовно встановлених транспортуючого та конічного пресувального шнеків, причому останній складається з ущільнюючої та формуючої частин, який...
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Сезонов Максим Вікторович, Мікульонок Ігор Олегович
МПК: B27N 3/08
Мітки: шнековий, виробів, прес, порожнистих, формування
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Шнековий прес
Номер патенту: 3682
Опубліковано: 27.12.1994
Автор: Левченко Володимир Васильович
МПК: B30B 9/14
Формула / Реферат:
Шнековый пресс, содержащий установленный на станине корпус, расположенные в нем перфорированный цилиндр, шнек, связанный с приводным валом, приводную заслонку, установленную с возможностью возвратно-поступательного перемещения вдоль оси шнека, и запорный конус, отличающийся тем, что он снабжен механизмам прямого и обратного поворота шнека на 180° и приводом вертикального перемещения заслонки, указанный механизм выполнен в виде установленного...
Прес для віджиму
Номер патенту: 2077
Опубліковано: 26.12.1994
Автори: Коломієць Анатолій Вікторович, Лиховой Микола Іванович, Гаджімурадов Гаджіахмед Тагірович, Щербаков Анатолій Михайлович, Кулінченко Віталій Якович
МПК: B30B 9/18
Формула / Реферат:
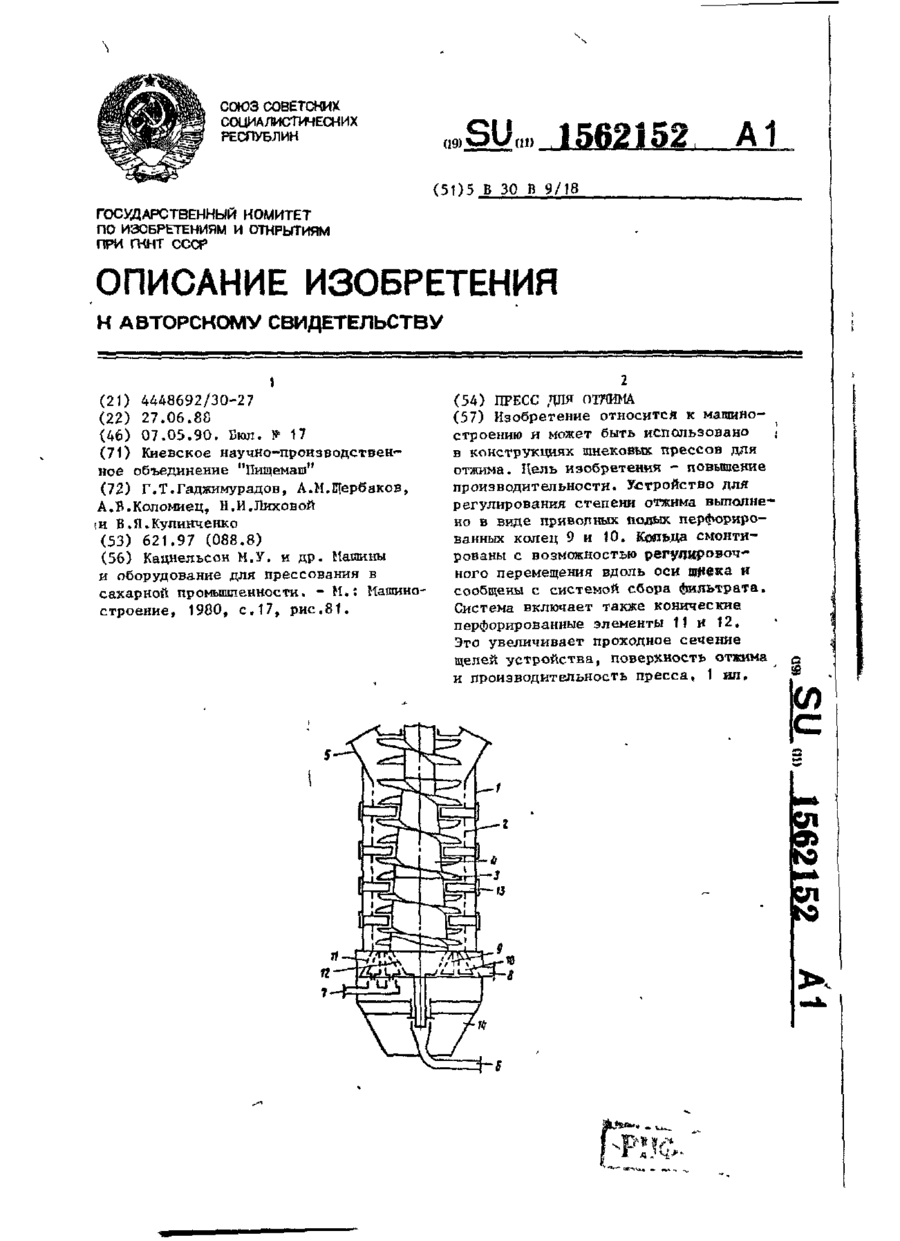
Пресс для отжима преимущественно свекловичного жома, содержащий цилиндрический корпус со смонтированными в нем ситовым поясом, приводной шнек с перфорированным валом, загрузочный бункер, устройство регулирования степени отжима в виде конусного запорного элемента с перфорированной рабочей поверхностью, смонтированного на шнеке, и перфорированного конусного элемента, смонтированного на ситовом поясе, и систему сбора фильтрата, отличающийся...
Різальний пристрій збиральних машин

Номер патенту: 50636
Опубліковано: 15.10.2002
Автори: Дубровін Валерій Олександрович, Погорілий Леонід Володимирович, Мироненко Валентин Григорович, Аюбов Абдулмелік Мухтарович
МПК: A01D 34/412
Мітки: пристрій, збиральних, машин, різальний
Формула / Реферат:
1. Різальний пристрій збиральних машин, який містить раму, розміщені на ній з можливістю обертання шнек, що має гвинтовий ніж, та протирізальні елементи, який відрізняється тим, що гвинтовий ніж складається з кільцевих різальних елементів із зубчастою формою робочої поверхні, встановлених під кутом до гвинтової поверхні шнека, а шнек виконано з поступово змінюваним кроком (Т), від мінімального (Tmin) біля шарнірних кріплень осі шнека до...
Попередній патент: Пристрій для розвантаження відстійних резервуарів
Наступний патент: Поворотний пристрій для переведення рейкових транспортних засобів з однієї колії на іншу
Випадковий патент: Пристрій для забезпечення паралельного руху турбінного наконечника