Спосіб прокатки швелерів
Номер патенту: 11104
Опубліковано: 25.12.1996
Автори: Кузьмичов Михайло Васильович, Асанов Валєрій Ніколаєвіч, Дишлєвіч Віктор Фьодоровіч, Бондарєнко Алєксандр Ніколаєвіч, Жучков Сергій Михайлович
Формула / Реферат
(57) Способ прокатки швеллеров на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование профиля в системе швеллерных калибров, отличающийся тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем ширина ручья верхнего горизонтального валка в средней части по нейтральной линии этого калибра, высота гребня нижнего валка, высота гребня верхнего валка, составляет 0.92..Д98, 0,15...0,45, и 0,04...0,08, соответственно, от диаметра заготовки.
Текст
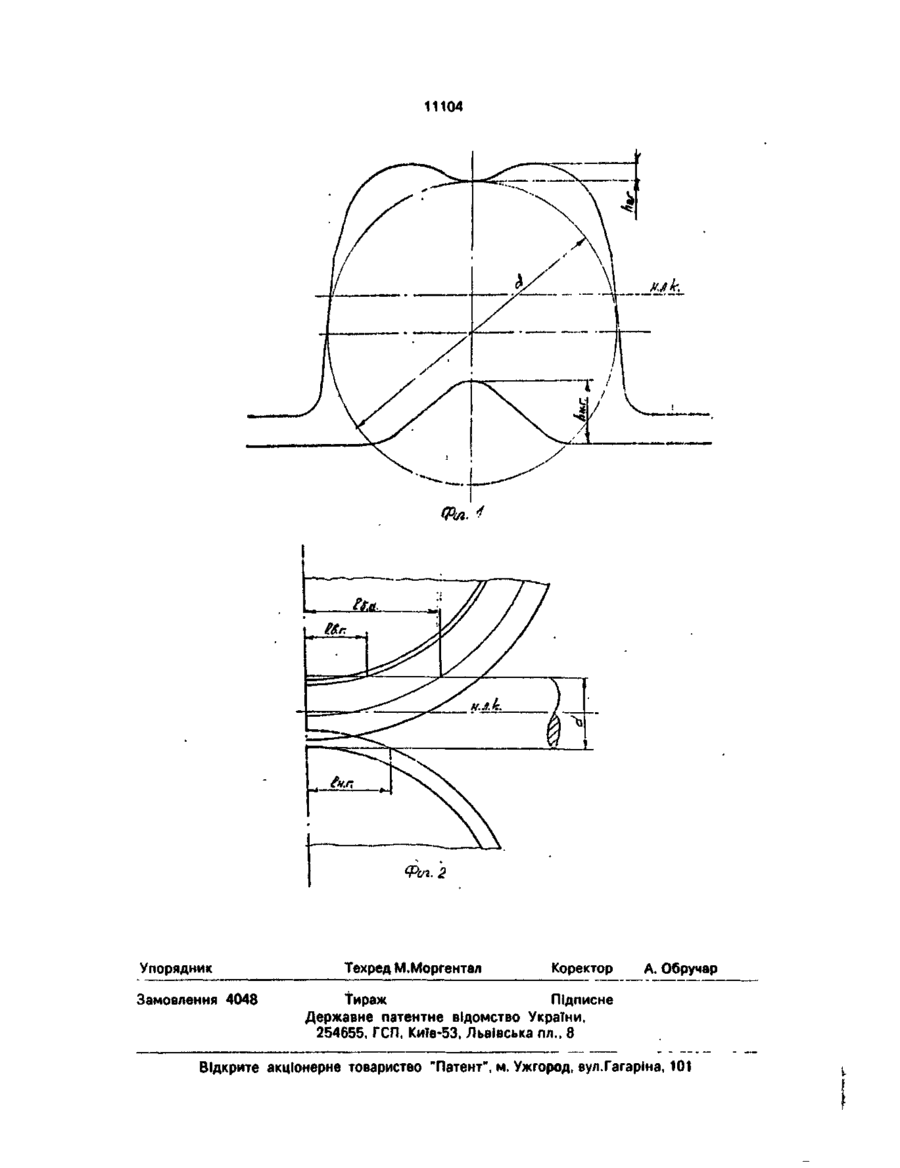
Способ прокатки швеллеров на неспециализированном сортовом стане, включающий формирование в первом фасонном калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование профиля в системе швеллерных калибров, о т л и ч а ю щ и й с я тем, что в первом фасонном калибре прокатку ведут из заготовки круглого сечения, причем ширина ручья верхнего горизонтального валка в средней части по нейтральной линии этого калибра, высота гребня нижнего валка, высота гребня верхнего валка, составляет 0.92..Д98, 0,15...0,45, и 0,04...0,08, соответственно, от диаметра заготовки. Изобретение относится к прокатному производству и может быть реализовано на неспециализированных сортовых прокатных станах с разнообразным сортаментом, включающим швеллерный профиль. Известен способ прокатки швеллеров, включающий деформацию заготовки в первом фасонном (разрезном) калибре, образованном верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем, и нижним горизонтальным валком с гребнем, и последующее формирование готового профиля в системе швеллерных калибров [1]. Недостатком известного способа является низкая технологическая гибкость стана, обусловленная необходимостью использования в качестве подката для разрезного калибра заготовки квадратного сечения, что снижает технологическую гибкость стана, а также"недостаточно надежная самоустановка заготовки в калибре, что может привести к искажению профиля. Более близким по технической сущности является принятый за прототип способ прокатки швеллеров, включающий деформацию прямоугольной заготовки в первом фасонном калибре с гребнями и предусматривающий одновременное касание заготовкой гребня, и боковых стенок ручья верхнего валка [2]. Касание заготовкой при захвате в трех точках ручья калибра улучшает ее центрирование, но прямоугольная форма сечения заготовки не исключает возможность ее сваливания в калибре и, соответственно, искажения формы готового профиля, а также не обеспечивает технологической гибкости неспециализированного стана. Предложен о О 11104 ный способ решает задачу обеспечения надежного самоцентрирования заготовки в калибре, что повышает точность выполнения формы готового профиля и одновременно повышает технологическую гибкость 5 неспециализированного стана при переходах с прокаткой одного профиля на Другой. Сущность изобретения появляется чертежами, где на фиг. 1 представлена схема первого фасонного (разрезного) калибра 10 при прокатке швеллеров с положением в нем заготовки исходного круглого сечения; на фиг. 2 - схема первого фасонного калибра (вид сбоку), поясняющая заполнение калибра металлом здесь Ібс. Інг и Івг - расстояние 15 от плоскости осей валков до точек встречи заготовки круглого сечения, соответственно, с боковыми стенками калибра, гребнями нижнего и верхнего валков. При использовании подката круглого 20 сечения в первом разрезном калибре вначале в контакт с металлом входит гребень нижнего валка, а боковые стенки ручья верхнего валка ограничивают его поперечное перемещение т.к. Ібс > Інг (см. фиг.2) и при этом 25 происходит самоцентровка раската до его контакта с тремя точками ручья верхнего валка по вершине его гребня боковых стенок. В результате самоцентровки круглого подката предупреждается неточность разрезки, 30 обусловленная некоторой Ъвальностью круглого подката, что имеет место на практике. За период прохождения раскатом расстояния Інг и івг (см. фиг. 2) круглый подкат, имеющий некоторую овальность, самоуста- 35 навливается в наиболее устойчивое для него положение, а боковые стенки ручья верхнего валка за счет того, что Ібс > Інг ограничивают поперечное перемещение круглого подката при самоустановке. 40 Таким образом, при использовании круглого подката необходимо соблюдение условий Ібс > Інг> Івг. В этом случае, за период прохождения раскатом расстояния ІбНнг происходит ограничение поперечного пере- 45 мещения круглого подката; при прохождении (Інгівг) - самоустановка круглого подката; при прохождении (Івг-0) - происходит собственно разрезка круглого подката в швеллерном калибре. 50 Способ осуществляется следующим образом. Заготовку квадратного сечения, нагретую до температуры прокатки, деформируют в системе черновых калибров неспециализированного сортового прокатного стана, сортамент которого наряду со швеллерами включает другие профили. В процессе чернового формирования заготовки осуществляют подготовку раската к деформации в первом фасонном калибре. В процессе подготовки раската к деформации в первом фасонном калибре формируют раскат круглого сечения, окружность которого в этом калибре касается боковых стенок и гребня ручья верхнего горизонтального валка. Раскат круглого сечения деформируют в первом фасонномкалибре. Первый фасонный (разрезной) калибр (фиг. 1) образован верхним горизонтальным валком, ручей которого выполнен с боковыми стенками и гребнем и нижним горизонтальным валком с гребнем. Последующее формирование готового профиля осуществляют в системе швеллерных калибров. Параметры первого фасонного (разрезного) калибра определяются диаметром исходного подката круглого сечения. Так, ширину ручья верхнепр горизонтального валка в среднем сече» - по нейтральной линии калибра (Н.Л.К)) выполняют равной (0,92-0,97)d при оптимальном значении этой величины, равной 0,95d (где d - диаметр подката). Большее 0,98d значение этого параметра может привести к неустойчивому положению подката круглого сечения в калибре, а меньшее 0,92d значение - к невыполнению профиля вследствие незаполнения донной части ручья верхнего валка. Высоту гребня нижнего валка выполняют разной 0,150,45dnpn оптимальном значении этого параметра 0,20d. Высоту гребня верхнего валка выполняют равной 0,04-0;08d, при оптимальном значении этой величины, равном 0,055d. Большее 0,45d и 0,08d значения высоты гребней, соответственно нижнего и верхнего валка приведет к снижению устойчивости захвата переднего конца полосы валками первого фасонного калибра, что может привести к "бурению" металла в этом калибре; меньшие 0,15d и 0,04d значения этих параметров не обеспечат выполнение профиля в первом фасонном калибре. Для Самоцентровка подката круглого сечепояснения указанных положений рассмотния при разрезке и заполнение разрезного рим фиг. 2. При захвате раската круглого калибра при формовании швеллерного раската обеспечивается выполнением этого ка- 55 сечения валками первого фасонного калибра для обеспечения устойчивости процесса либра с шириной ручья и высотой гребня необходимо, чтобы в контакте раскатом поверхнего валка и высотой гребня нижнего валследовательно по мере заполнения калибра ка, равными, соответственно, (0,92-0,98)d, входили боковые стенки ручья верхнего вал(0,04-0,08)d и (0,15-0,45)d, где d - диаметр ка, вершина гребня нижнего валка и вершиподката круглого сечения. 11104 на гребня верхнего валка, т.о. должно соблюдаться условие Ібс > 1нг> 1вг. Если ширина ручья верхнего горизонтального валка по нейтральной линии будет больше 0,98d, a высота гребня нижнего валка больше 0,45d, 5 то первым в контакт с раскатом войдет гребень нижнего валка, т.е. Ібс будет меньше 1Нг. В этом случае возможно "забуривание" раската в калибре, т.е. авария на стане. Первенство контакта гребня нижнего валка по 10 отношению к верхнему обеспечивает заполнение донной части верхнего ручья, т.к. в этом случае течению металла в калибре препятствуют только силы трения на его боковых стенках. .В противном случае течению 15 металла в калибре препятствуют еще и силы трения на поверхности гребня верхнего валка. Указанное обстоятельство обусловливает необходимость выполнения условия формирования подката круглого сечения, 20 окружность которого касается боковых стенок и гребня ручья верхнего горизонтального валка. Пример конкретной реализации. Способ был реализован на неспециали- 25 зированном мелкосортно-проволочном стане. Сортамент этого стана включает круглые, квадратные, угловые, арматурные профили, а также швеллеры №№ 5 и 6,5. При производстве профилей сортамента в про- 30 межуточной и чистовой группах клетей стана использовался подкат круглого или овального сечения, формируемый в клетях черновой группы стана, в которой используется унифицированная система калибров 35 "овал-круг". Для реализации способа при производстве швеллеров был использован подкат круглого сечения 0 64 мм, поступающий из клети Ns 6 черновой группы, полученный в процессе чернового форми- 40 рования из заготовки квадратного сечения 125x125 мм. Полученный круглый раскат деформировался в первом фасонном калибре, выполненном таким образом, что окружность сечения подката в нем касалась боковых стенок и гребня ручья верхнего валка. Полученный фасонный подкат деформировался в системе 8-й швеллерных последующих калибров до получения готового проката. Параметры первого фасонного калибра выполнялись с учетом соотношения Ібс > Інг > Івг. Экспериментальные исследования показали, что оптимальными значениями геометрических параметров первого фасонного калибра являются: ширина ручья верхнего валка по нейтральной линии калибра - 61 мм или 0,95d; высота hHr гребня нижнего валка - 13,1 или 0,20d; высота hBr гребня верхнего валка - 3,5 мм или 0,055d. Диапазоны изменения указанных параметров калибра установлены экспериментальным путем исходя из необходимости заполнения калибра и обеспечения, тем самым, требуемого качества готового проката, а также предупреждения "сваливания" раската круглого сечения в первом фасонном калибре и исключения его застревания в этом калибре. Реализация предложенного способа позволила повысить технологическую гибкость стана, унифицировать калибровку валков черновой группы клетей, охватив ею производство всех профилей сортамента стана, включая швеллеры. Указанное обстоятельство уменьшило количество перевалок и способствовало росту производительности стана. Выбор параметров первого фасонного калибра обеспечил требуемое качество готового проката за счет его заполнения и предупредил возможность возникновения аварийной ситуации на стане - застревания раската в первом фасонном калибре. 11104 Фиг. 2 Упорядник Замовлення 4048 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling channel bars
Автори англійськоюZhuchkov Serhii Mykhailovych, Kuzmychov Mykhailo Vasyliovych
Назва патенту російськоюСпособ прокатки швеллеров
Автори російськоюЖучков Сергей Михайлович, Кузьмичов Михаил Васильевич
МПК / Мітки
МПК: B21B 1/08
Мітки: швелерів, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/4-11104-sposib-prokatki-shveleriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки швелерів</a>
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Лам Матвій Маркович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: спосіб, заготовок, прокатки, круглих
Формула / Реферат:
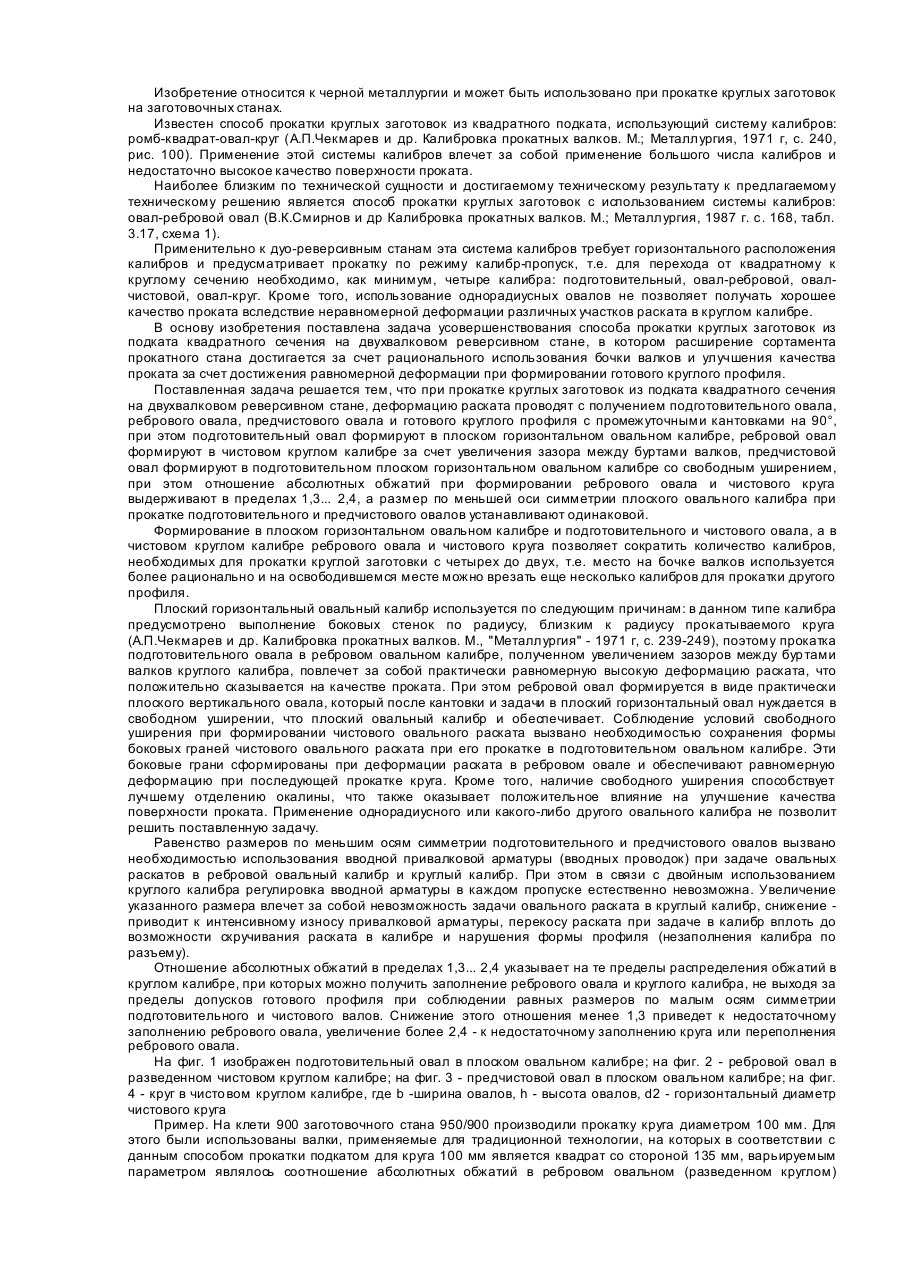
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/16
Мітки: профілів, круглих, прокатування, спосіб
Формула / Реферат:
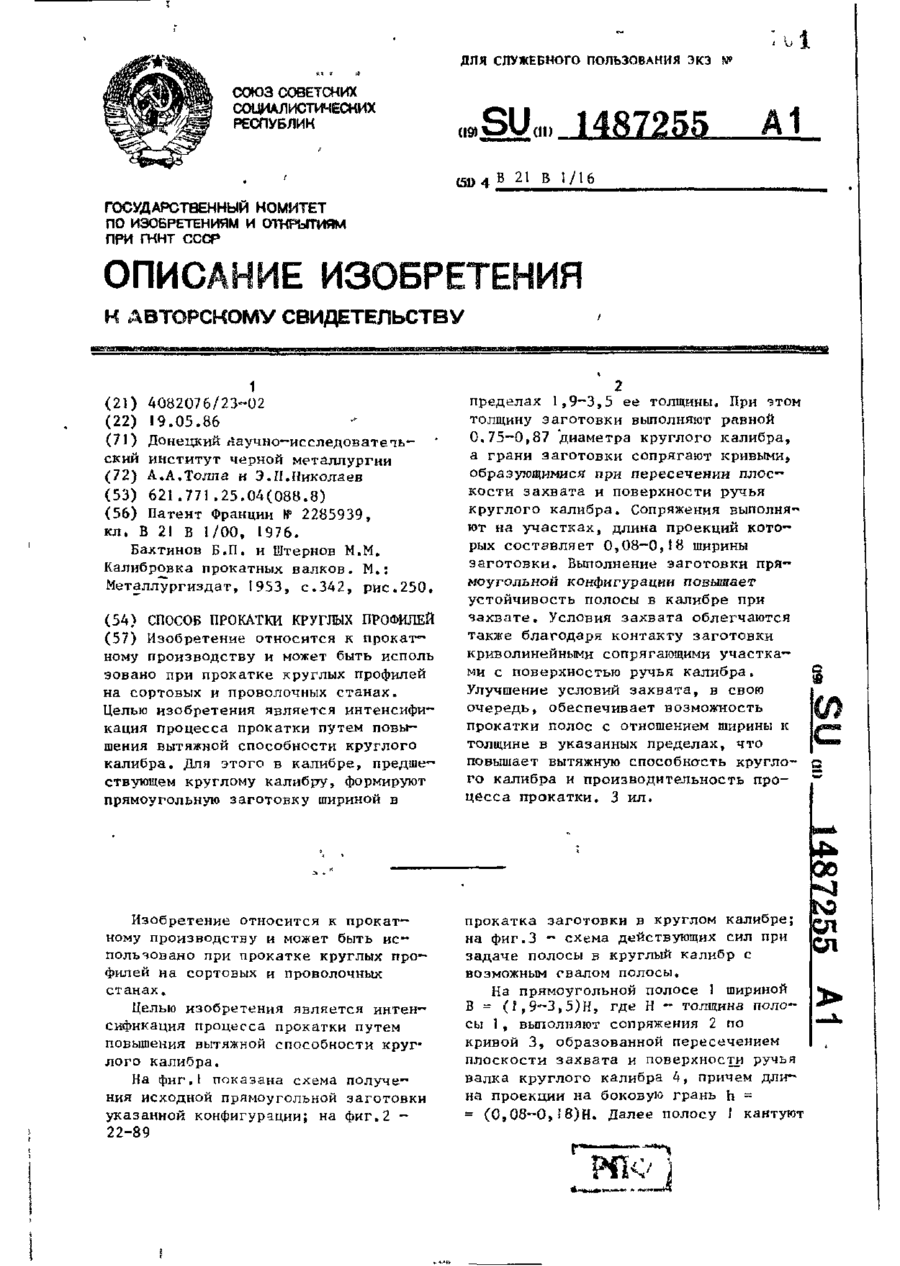
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб прокатки

Номер патенту: 7959
Опубліковано: 26.12.1995
Автори: Риженков Олександр Миколайович, Корінь Андрій Олександрович, Левицький Анатолій Петрович, Толпа Анатолій Андрійович, Лам Матвій Маркович, Кукуй Давид Пенхусович, Шум Валентин Борисович, Ігнат'єв Станіслав Миколайович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий последовательную деформацию заготовки в овальном, шестиугольном и врезанном по диагонали в валки чистовом калибрах, у которого вершины образованы пересечением прямолинейных образующих, отличающийся тем, что после деформации заготовки в овальном калибре изменяют направление деформации на 90° и формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8, после чего меняют направление...
Спосіб здвоєної прокатки арматурної сталі
Номер патенту: 11103
Опубліковано: 25.12.1996
Автори: Асанов Валєрій Ніколаєвіч, Дишлєвіч Віктор Фьодоровіч, Бондарєнко Алєксандр Ніколаєвіч, Жучков Сергій Михайлович
МПК: B21B 1/00
Мітки: сталі, здвоєної, спосіб, арматурної, прокатки
Формула / Реферат:
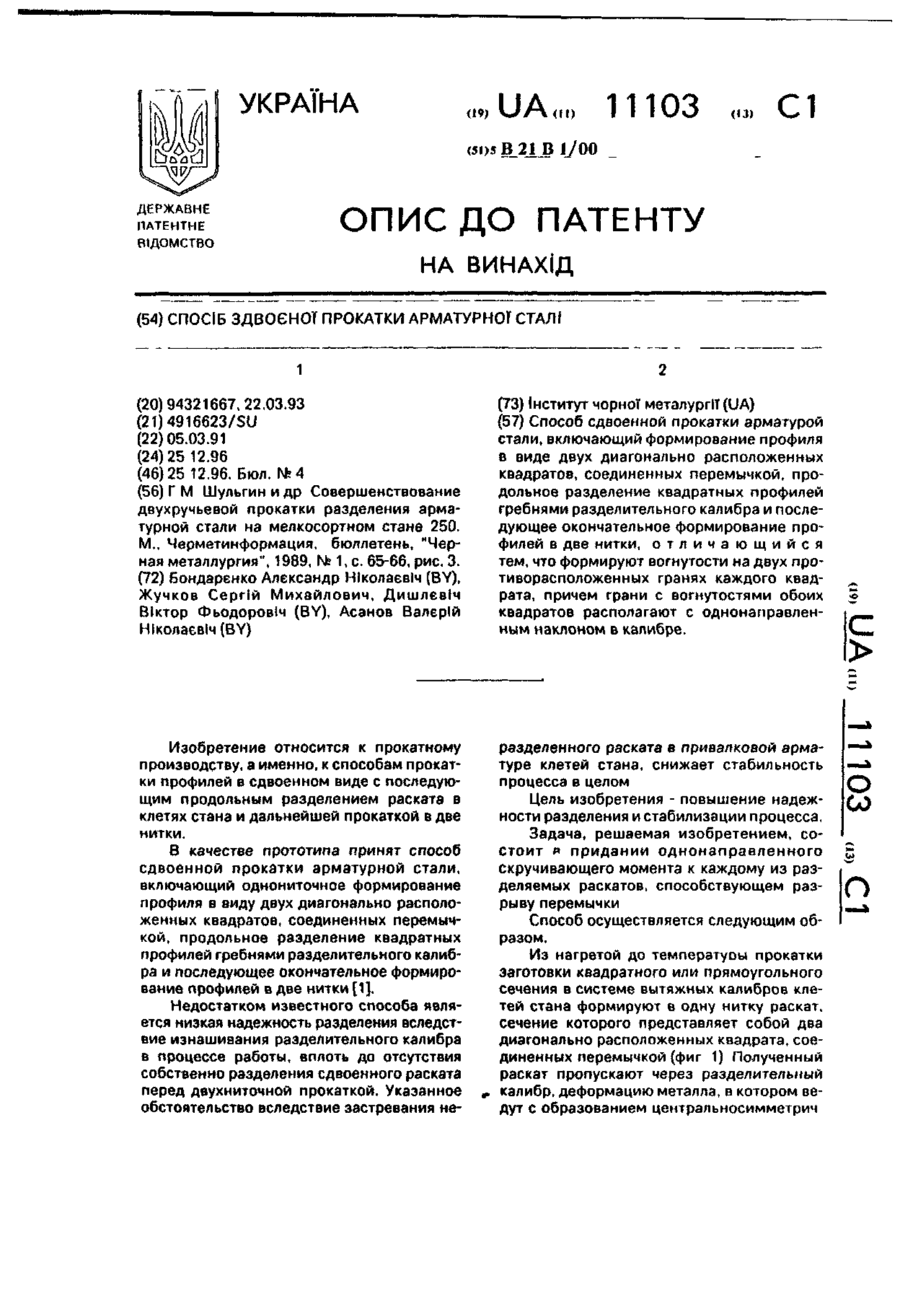
(57) Способ сдвоенной прокатки арматурой стали, включающий формирование профиля в виде двух диагонально расположенных квадратов, соединенных перемычкой, продольное разделение квадратных профилей гребнями разделительного калибра и последующее окончательное формирование профилей в две нитки, отличающийся тем, что формируют вогнутости на двух про-тиворасположенных гранях каждого квадрата, причем грани с вогнутостями обоих квадратов располагают с...
Спосіб прокатки
Номер патенту: 10002
Опубліковано: 30.09.1996
Автори: Лам Матвій Маркович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Крикунов Борис Петрович, Следнєв Володимир Петрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Формула / Реферат:
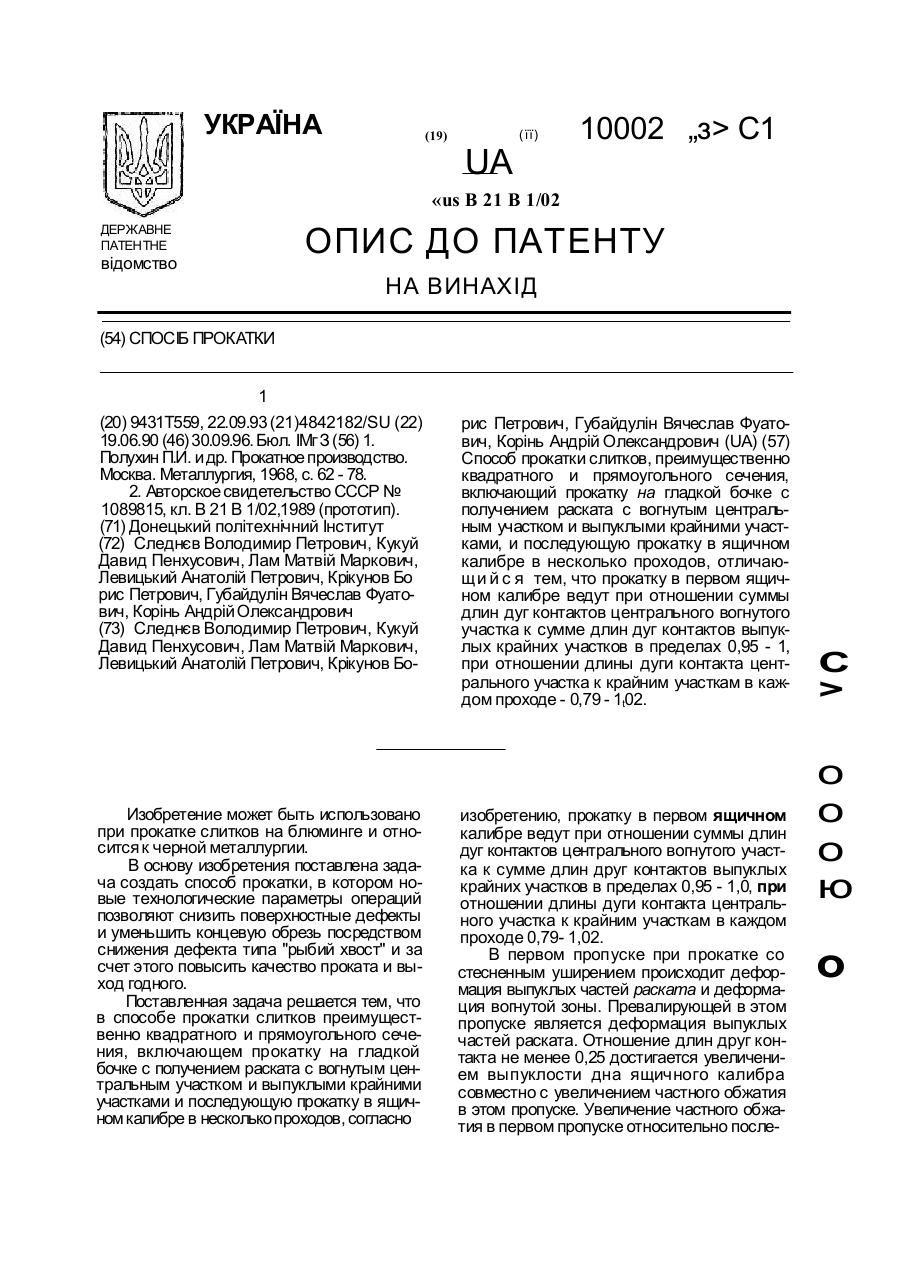
(57) Способ прокатки слитков, преимущественно квадратного и прямоугольного сечения, включающий прокатку на гладкой бочке с получением раската с вогнутым центральным участком и выпуклыми крайними участками, и последующую прокатку в ящичном калибре в несколько проходов, отличающийся тем, что прокатку в первом ящичном калибре ведут при отношении суммы длин дуг контактов центрального вогнутого участка к сумме длин дуг контактов выпуклых крайних...
Попередній патент: Спосіб визначення швидкості сейсмічної хвилі
Наступний патент: Пристрій для виготовлення відливок направленою кристалізацією
Випадковий патент: 4-[2,3-дифтор-6-(2-фтор-4-метилфенілсульфаніл)феніл]піперидин