Спосіб термічної обробки зварних з’єднань
Номер патенту: 47458
Опубліковано: 15.07.2002
Автори: Стеренбоген Юрій Олександрович, Савицький Михайло Михайлович, Васильєв Дмитро Вікторович
Формула / Реферат
1. Спосіб термічної обробки зварних з'єднань для підвищення стійкості зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електродом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550 °С.
2. Спосіб за п. 1, який відрізняється тим, що в залежності від структури ділянки перегріву зони термічного впливу (бейнітної, бейнітно-мартенситної, мартенситної) температура її повторного нагрівання складає ~300-550˚ С і може бути уточнена в залежності від складу сталей, що зварюються, і використовуваних режимів зварювання.
3. Спосіб за п. 1, який відрізняється тим, що в процесі зварювання можуть бути використані механічні коливання електрода і/або коливання, створені поперечним магнітним полем.
4. Спосіб за п. 1, який відрізняється тим, що термічна обробка при багатошаровому зварюванні здійснюється при накладенні перших і останніх шарів зварного з'єднання або після накладення кожного шару багатошарового шва.
Текст
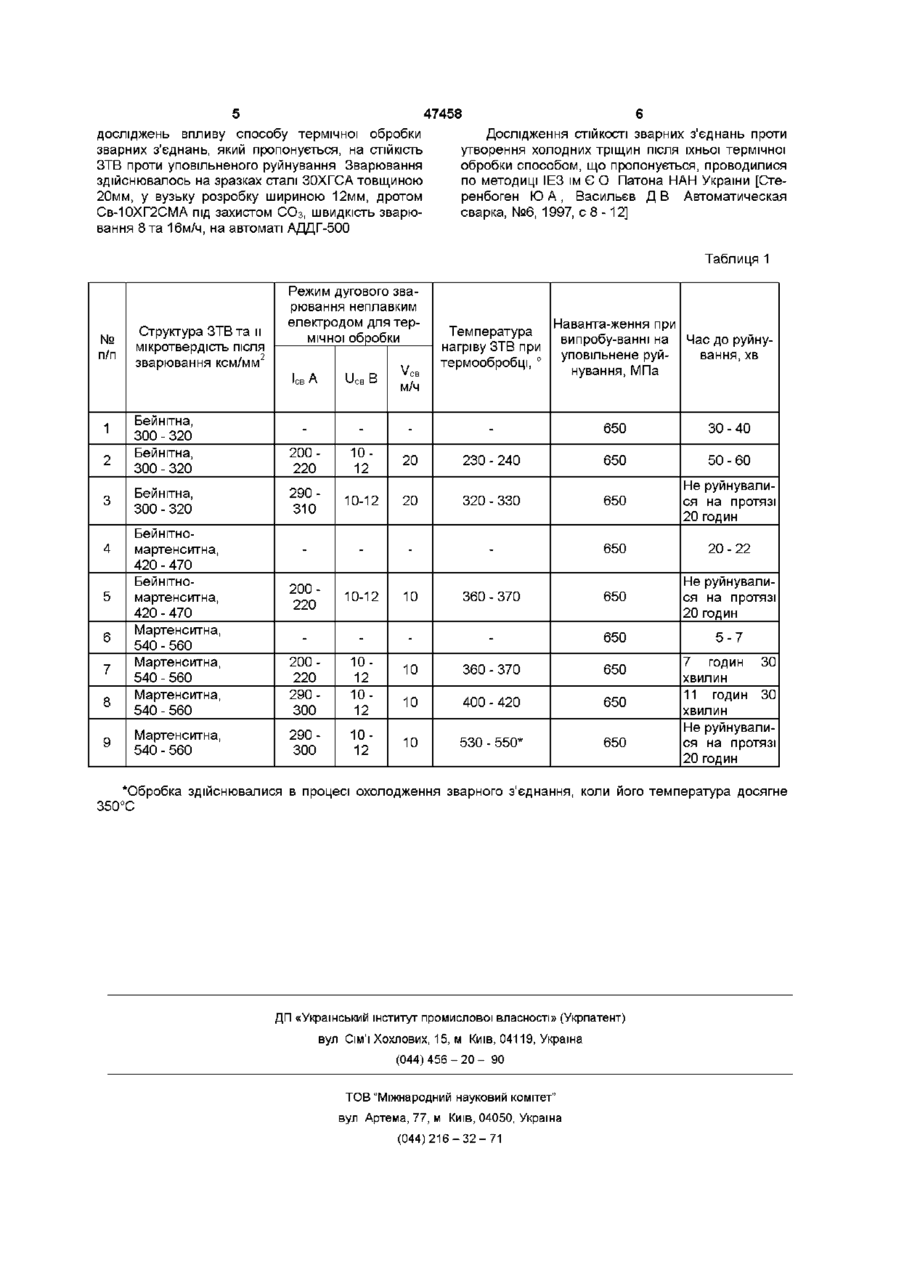
1 Спосіб термічної обробки зварних з'єднань для підвищення СТІЙКОСТІ зони термічного впливу до утворення холодних тріщин у результаті поліпшення її структури, зниження рівня напруги, здійснюваний шляхом повторного нагрівання металу шва за допомогою дугового зварювання електро дом, що не плавиться, під захистом інертних газів до температури, що визначається структурою ділянки перегріву зони термічного впливу і знаходиться в інтервалі 300-550 °С 2 Спосіб за п 1, який відрізняється тим, що в залежності від структури ділянки перегріву зони термічного впливу (бейнітної, бейнітно-мартенситної, мартенситної) температура и повторного нагрівання складає -300-550° С і може бути уточнена в залежності від складу сталей, що зварюються, і використовуваних режимів зварювання 3 Спосіб за п 1, який відрізняється тим, що в процесі зварювання можуть бути використані механічні коливання електрода і/або коливання, створені поперечним магнітним полем 4 Спосіб за п 1, який відрізняється тим, що термічна обробка при багатошаровому зварюванні здійснюється при накладенні перших і останніх шарів зварного з'єднання або після накладення кожного шару багатошарового шва О Винахід відноситься до області суднобудування, авіабудування, енергетичного машинобудування і ряду інших галузей промисловості, там де використовуються сталі підвищеної і високої МІЦНОСТІ (бейнітні, мартенситно-бейнітні, мартенсита» сталі) при виготовленні зварних конструкцій Відомо, ЩО зварні сполучення означених сталей мають високу МІЦНІСТЬ, але Досить низькі показники пластичності та в'язкості В процесі зварювання в з'єднаннях таких сталей {особливо в ЗТВ) виникає можливість утворення таких дефектів як холодні тріщини Характерною особливістю зварних з'єднань високоміцних сталей є їх понижена СТІЙКІСТЬ проти крихких руйнувань Великий досвід накопичений при виготовленні зварних конструкцій з сталей підвищеної і високої МІЦНОСТІ дозволив розробити ряд мір і засобів, що забезпечують попередження, утворення або підвищення СТІЙКОСТІ зварних з'єднань проти утворення холодних тріщин До числа таких засобів, що використовуються більш широко в виробництві, ВІДНОСЯТЬСЯ 1 Спосіб зварювання з попереднім або супут нім підігрівом кромок зварних виробів [Технология электрической сварки металлов и сплавов плавлением, Под ред акад Б Е Патона, М , Машиностроение, 1974, с,533 - 538], 2 Спосіб, при якому зварювання конструкції здійснюється аустенітними електродними дротами без попереднього або супутнього підігріву кромок зварних з'єднань [Технология электрической сварки металлов и сплавов плавлением, Под ред акад Б Е Патона, М , Машиностроение, 1974, с 543-545] 3 Термічна обробка (яка вибрана у якості прототипу) - відпуск, що здійснюється в термічних печах шляхом нагріву всієї зварної конструкції або окремих и вузлів, або -місцевий відпуск, при якому не вся конструкція, а тільки її зварні з'єднання нагріваються за допомогою спеціальних приладів [Технология электрической сварки металлов и сплавов плавлением, Под ред акад Б Е Патона, М , Машиностроение, 1974, с 545 - 546], Відзначені вище способи мають як позитивні так і негативні сторони Спосіб зварювання конструкції з попереднім 00 ю 47458 або супутнім підігрівом має своєю метою зменшити швидкість охолодження металу шва і ЗТВ і завдяки цьому понизити рівень мікронапружень, що утворюються в результаті фазових перетворень Температура попереднього підігріву залежить від ХІМІЧНОГО складу зварної сталі, прийнятої технологи и зварювання та складає від 80 до 300 350 °С Для здійснення попереднього підігрівання використовуються різноманітні засоби і типи нагрівачів Його застосування при зварюванні конструкцій викликає значне їхнє подорожчання, оскільки підвищуються енерго- та трудовитрати, особливо, при виготовленні великогабаритних конструкцій з металу більших товщин Використання аустенітного електродного дроту для зварювання конструкцій без попереднього підігрівання не завжди гарантує високу СТІЙКІСТЬ зварних з'єднань проти утворення холодних тріщин, наприклад, при зварюванні з'єднань високовуглецевих високоміцних сталей Слід відзначити, що вартість аустенітних електродних дротів в декілька раз вище вартості електродних дротів, що використовуються при зварюванні сталі з попереднім підігрівом Відпуск зварних конструкцій в печах може виконуватися тільки в тих випадках, якщо вони своїми розмірами, вагою відповідають технічним даним термічної печі Відпуск в термічних печах може виконуватися не всієї конструкції, а и окремих вузлів, з наступним зварюванням монтажних швів з допомогою способу зварювання з попереднім підігріванням або способу зварювання аустенітними електродними дротами Місцевий відпуск зварних з'єднань конструкцій більших розмірів може здійснюватися за допомогою їх нагрівання газовими пальниками, або спеціальними індукторами, живлення яких здійснюється струмами високої частоти, або струмами промислової частоти Термічна обробка - відпуск зварних з'єднань сталей підвищеної і високої МІЦНОСТІ використовується з метою зниження рівня мікронапружень в зварних швах та ЗТВ, що утворюються в результаті перетворень аустеніту і що є основною причиною їх низької СТІЙКОСТІ проти уповільненого руйнування та проти крихких руйнувань Існуючі засоби термічної обробки - відпуск зварних з'єднань відповідальних конструкцій являє собою надто трудомістку та дорогу технологічну операцію і може здійснюватися за наявності термічних печей або спеціальних нагрівачів - газових пальників, індукторів та ш Основною задачею винаходу є вдосконалення відомих засобів термообробки зварних з'єднань за рахунок зміни виду і параметрів нагріву, що дозволяє досягнути високої СТІЙКОСТІ зварних з'єднань, особливо ЗТВ, проти утворення холодних тріщин і крихких руйнувань за відсутності термічних печей, нагрівачів, зменшити енерго- та трудовитрати і завдяки цьому спростити технологію термічної обробки зварних з'єднань і знизити вартість зварних конструкцій, зменшити терміни їхнього виготовлення Поставлена задача досягається тим, що в запропонованому способі термічної обробки, який включає нагрів зварного з'єднання, останній здійс нюється за допомогою дугового зварювання неплавким електродом під захистом інертних газів до температури, величина якої визначається структурою ДІЛЬНИЦІ участка перегріву ЗТВ і знаходиться в інтервалі 300 - 550°С Крім того, нагрівання зварного з'єднання може виконується за допомогою однодугового або багатодугового зварювання неплавким електродом Температура нагріву при бейнітній структурі складає 300 - 350 Температура нагріву при бейнітномартенситній структурі складає 350 - 450 °С Температура нагріву при мартенситній структурі складає 450 - 550 °С В процесі зварювання використовуються механічні коливання електрода і/або коливання, створені поперечним магнітним полем При багатошаровому зварюванні металу нагрів здійснюється після зварювання кожного шару металу Температура нагріва в ЗТВ може досягати від 300 до 500-550 °С в залежності від структури ДІЛЬНИЦІ перегріва ЗТВ (бейнітної, бейнітномартенситної, мартенситної) Для попередження високої концентрації нагріву середньої частини шва при його термообробці шляхом дуговим зварюванням неплавким електродом, зварювання здійснюють з механічними коливаннями електрода або за допомогою прилади для створення поперечного магнітного поля Термічна обробка зварних з'єднань здійснюється способом, що пропонується, як при зварюванні одношарових так і при зварюванні багатошарових швів При цьому нагрів може здійснюватись після зварювання кожного шару, або після зварювання перших і останніх шарів багатошарових швів Термічна обробка кожного шару здійснюється головним чином при зварюванні металу великої товщини, ХІМІЧНИЙ склад якого та режими зварювання, що застосовуються, сприяють утворенню в металі шва і особливо в ЗТВ мартенситної структури з високою твердістю В таких випадках для отримання більш високої температури зварного з'єднання при його термічній обробці може бути використане не тільки однодугове, але і багагодугове зварювання неплавким електродом під захистом інертних газів Передбачуваний спосіб термічної обробки зварних з'єднань, що передбачає тимчасовий нагрів таких сполучень за допомогою дугового зварювання неплавким електродом сприяє різкому зменшенню рівня мікронапружень, викликаних фазовими перетвореннями аустеніту а металі шва та ЗТВ і що є головними причинами утворення холодних тріщин У порівнянні з відомими способами термічної обробки зварних конструкцій, а також з іншими способами підвищення СТІЙКОСТІ зварних з'єднань проти утворення холодних тріщин пропонується спосіб термічної обробки, що відрізняється простотою, відсутністю термічних печей, нагрівачів, меншими енерго- та трудовитратами і його використання буде сприяти зниженню вартості зварних конструкцій та зменшенню термінів їхнього виготовлення Нижче наведена таблиця 1 з результатами 5 47458 досліджень впливу способу термічної обробки зварних з'єднань, який пропонується, на СТІЙКІСТЬ ЗТВ проти уповільненого руйнування Зварювання здійснювалось на зразках сталі ЗОХГСА товщиною 20мм, у вузьку розробку шириною 12мм, дротом Св-10ХГ2СМА під захистом СОз, швидкість зварювання 8 та 16м/ч, на автоматі АДДГ-500 Дослідження СТІЙКОСТІ зварних з'єднань проти утворення холодних тріщин після їхньої термічної обробки способом, що пропонується, проводилися по методиці ІЕЗ їм Є О Патона НАН України [Стеренбоген Ю А , Васильєв Д В Автоматическая сварка, №6, 1997, с 8 - 1 2 ] Таблиця 1 № п/п Структура ЗТВ та и мікротвердість після зварювання ксм/мм2 Режим дугового зварювання неплавким електродом для термічної обробки Ісв А 1 2 3 4 5 6 7 8 9 Температура нагріву ЗТВ при термообробці, ° Наванта-ження при випробу-ванні на Час до руйнууповільнене руйвання, хв нування, МПа исвв VB C 1012 650 30-40 20 230 - 240 650 50-60 м/ч Бейнітна, 300 - 320 Бейнітна, 300 - 320 200220 Бейнітна, 300 - 320 290310 10-12 20 320 - 330 650 Не руйнувалися на протязі 20 годин 650 20-22 200220 10-12 10 360 - 370 650 Не руйнувалися на протязі 20 годин 1012 1012 1012 650 5-7 10 360 - 370 650 10 400 - 420 650 10 530 - 550* 650 Бейнітномартенситна, 420 - 470 Бейнітномартенситна, 420 - 470 Мартенситна, 540 - 560 Мартенситна, 540 - 560 Мартенситна, 540 - 560 Мартенситна, 540 - 560 200220 290300 290300 7 годин ЗО хвилин 11 годин ЗО хвилин Не руйнувалися на протязі 20 годин *Обробка здійснювалися в процесі охолодження зварного з'єднання, коли його температура досягне 350°С ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of the thermal treatment of welding joints
Автори англійськоюSavytskyi Mykhailo Mykhailovych
Назва патенту російськоюСпособ термической обработки сварных соединений
Автори російськоюСавицкий Михаил Михайлович
МПК / Мітки
МПК: C21D 9/50
Мітки: спосіб, зварних, з'єднань, обробки, термічної
Код посилання
<a href="https://ua.patents.su/3-47458-sposib-termichno-obrobki-zvarnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки зварних з’єднань</a>
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: спосіб, обробки, термічної, з'єднань, зварних
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: сталей, обробки, нержавіючих, аустенітного, класу, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 1/18, C21D 9/36
Мітки: спосіб, термічної, обробки, виробів
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, C21D 1/84, B21H 1/00
Мітки: спосіб, термічної, обробки, виробів
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Спосіб термічної обробки виробів
Номер патенту: 40397
Опубліковано: 16.07.2001
Автори: Биков Леонід Всеволодович, Підплетний Володимир Іванович, Зелікович Олександр Якович, Очкас Михайло Вітальйович, Грімані Евген Вітальйович, Бардусов Віктор Миколайович
МПК: C21D 9/36
Мітки: спосіб, виробів, термічної, обробки
Формула / Реферат:
1. Спосіб термічної обробки виробів, що містить прокатування, гартування і відпуск (самовідпуск) в накопичувальній ємності з кришкою і завантажувальним отвором, який відрізняється тим, що накопичувальну ємність тримають накритою кришкою при завантаженні і витримці виробів.2. Спосіб по п. 1, який відрізняється тим, що завантажувальний отвір відкривають при завантаженні кожного виробу.
Попередній патент: Спосіб вирівнювання комірок потоку мультиплексованих даних у асинхронному режимі передачі
Наступний патент: Теплообмінний модуль
Випадковий патент: Спосіб профілактики уражень паренхіматозних органів у осіб, які контактують з епоксидними сполуками