Пристрій для виготовлення деталей з сумарним кутом радіусного гнуття не менше 180°
Текст
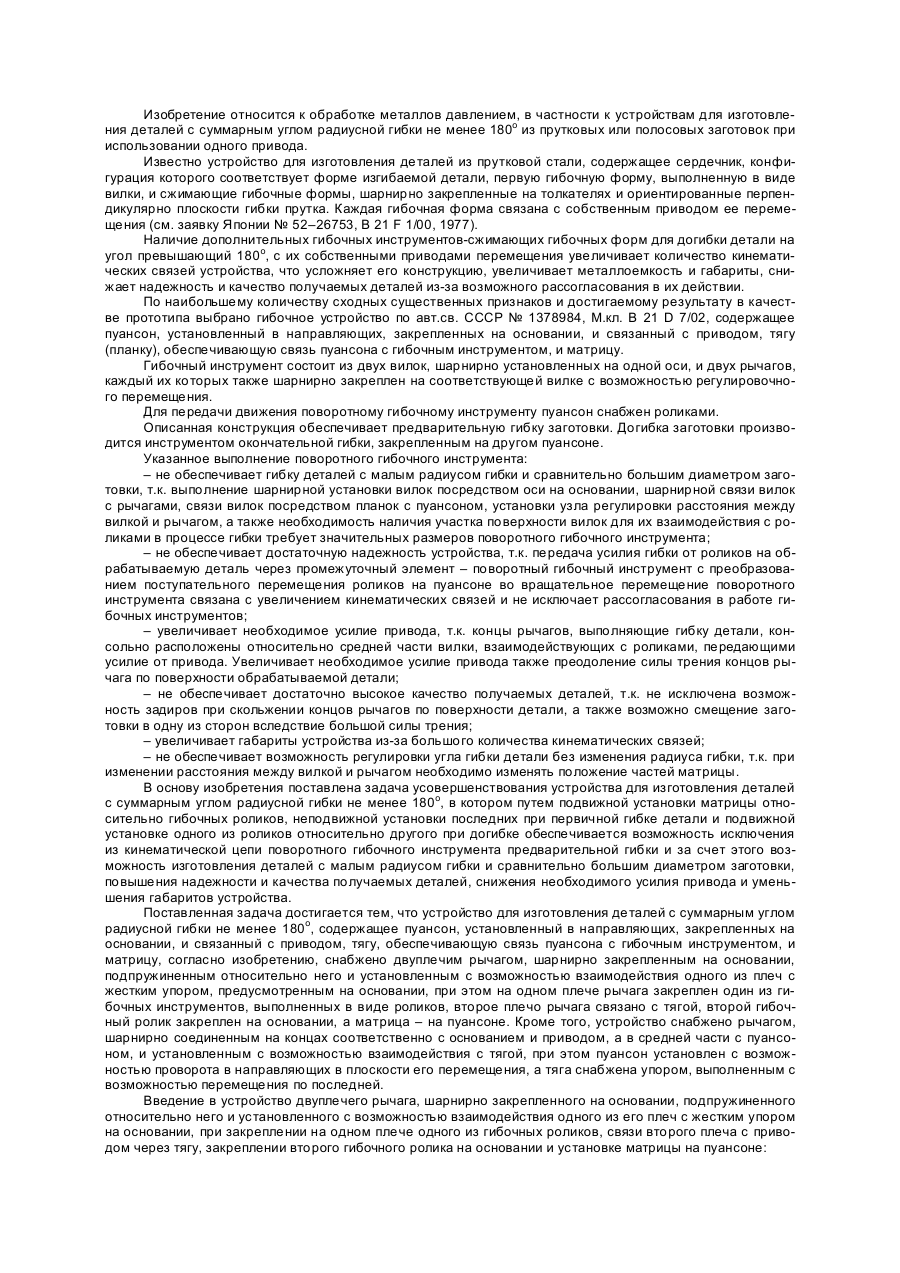
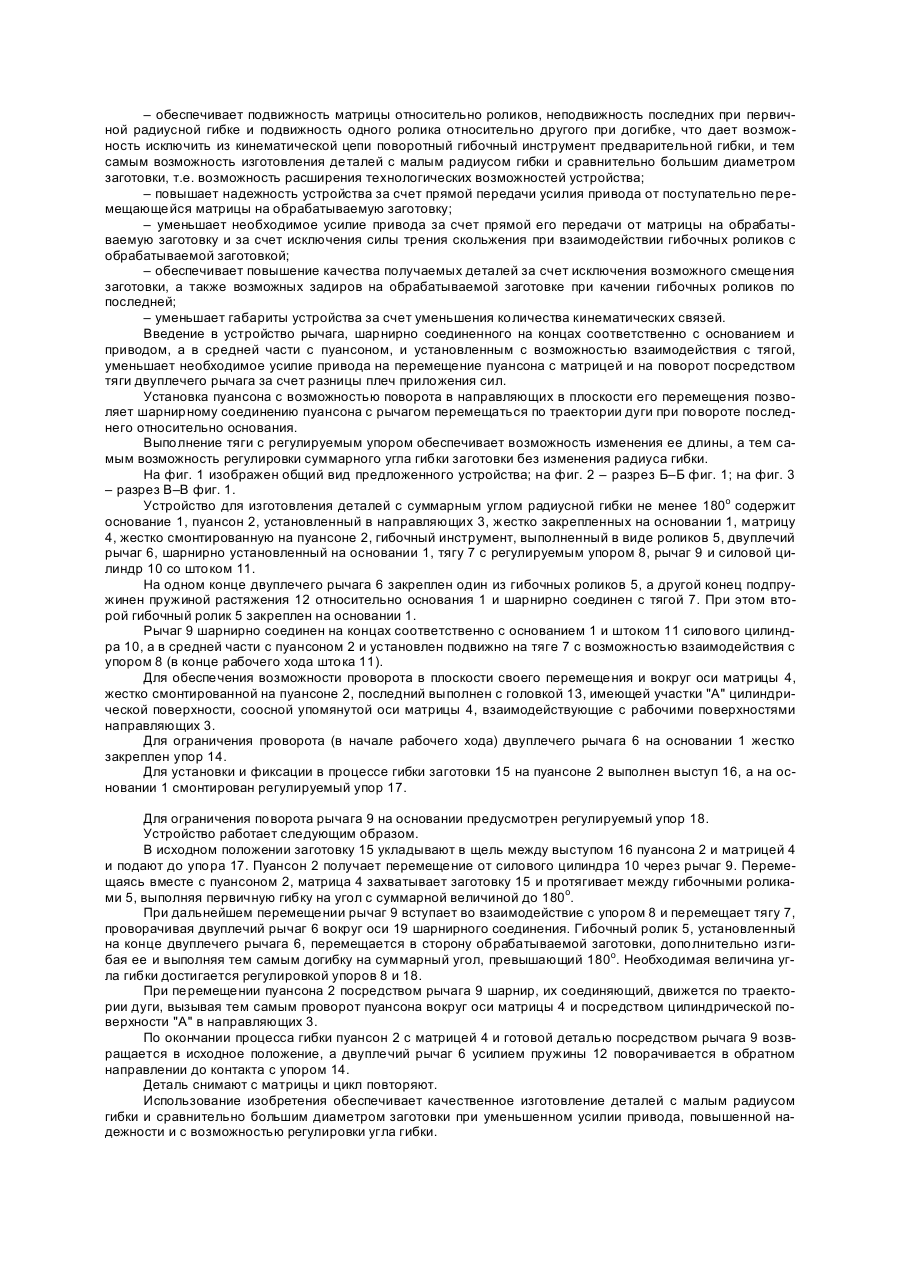
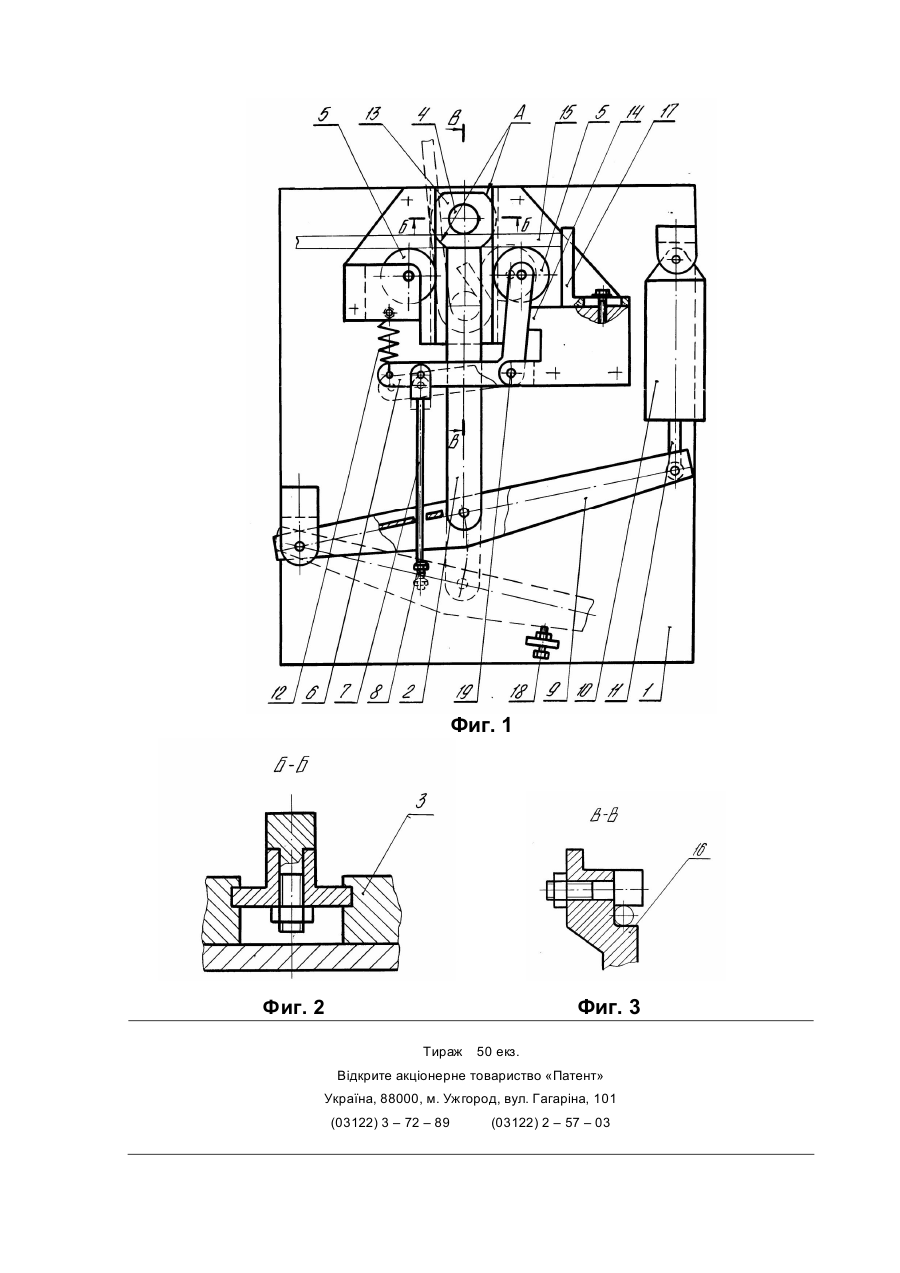
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления деталей с суммарным углом радиусной гибки не менее 180о из прутковых или полосовых заготовок при использовании одного привода. Известно устройство для изготовления деталей из прутковой стали, содержащее сердечник, конфигурация которого соответствует форме изгибаемой детали, первую гибочную форму, выполненную в виде вилки, и сжимающие гибочные формы, шарнирно закрепленные на толкателях и ориентированные перпендикулярно плоскости гибки прутка. Каждая гибочная форма связана с собственным приводом ее перемещения (см. заявку Японии № 52–26753, B 21 F 1/00, 1977). Наличие дополнительных гибочных инструментов-сжимающих гибочных форм для догибки детали на угол превышающий 180о, с их собственными приводами перемещения увеличивает количество кинематических связей устройства, что усложняет его конструкцию, увеличивает металлоемкость и габариты, снижает надежность и качество получаемых деталей из-за возможного рассогласования в их действии. По наибольшему количеству сходных существенных признаков и достигаемому результату в качестве прототипа выбрано гибочное устройство по авт.св. СССР № 1378984, М.кл. B 21 D 7/02, содержащее пуансон, установленный в направляющих, закрепленных на основании, и связанный с приводом, тягу (планку), обеспечивающую связь пуансона с гибочным инструментом, и матрицу. Гибочный инструмент состоит из двух вилок, шарнирно установленных на одной оси, и двух рычагов, каждый их которых также шарнирно закреплен на соответствующей вилке с возможностью регулировочного перемещения. Для передачи движения поворотному гибочному инструменту пуансон снабжен роликами. Описанная конструкция обеспечивает предварительную гибку заготовки. Догибка заготовки производится инструментом окончательной гибки, закрепленным на другом пуансоне. Указанное выполнение поворотного гибочного инструмента: – не обеспечивает гибку деталей с малым радиусом гибки и сравнительно большим диаметром заготовки, т.к. выполнение шарнирной установки вилок посредством оси на основании, шарнирной связи вилок с рычагами, связи вилок посредством планок с пуансоном, установки узла регулировки расстояния между вилкой и рычагом, а также необходимость наличия участка поверхности вилок для их взаимодействия с роликами в процессе гибки требует значительных размеров поворотного гибочного инструмента; – не обеспечивает достаточную надежность устройства, т.к. передача усилия гибки от роликов на обрабатываемую деталь через промежуточный элемент – поворотный гибочный инструмент с преобразованием поступательного перемещения роликов на пуансоне во вращательное перемещение поворотного инструмента связана с увеличением кинематических связей и не исключает рассогласования в работе гибочных инструментов; – увеличивает необходимое усилие привода, т.к. концы рычагов, выполняющие гибку детали, консольно расположены относительно средней части вилки, взаимодействующих с роликами, передающими усилие от привода. Увеличивает необходимое усилие привода также преодоление силы трения концов рычага по поверхности обрабатываемой детали; – не обеспечивает достаточно высокое качество получаемых деталей, т.к. не исключена возможность задиров при скольжении концов рычагов по поверхности детали, а также возможно смещение заготовки в одну из сторон вследствие большой силы трения; – увеличивает габариты устройства из-за большого количества кинематических связей; – не обеспечивает возможность регулировки угла гибки детали без изменения радиуса гибки, т.к. при изменении расстояния между вилкой и рычагом необходимо изменять положение частей матрицы. В основу изобретения поставлена задача усовершенствования устройства для изготовления деталей с суммарным углом радиусной гибки не менее 180о, в котором путем подвижной установки матрицы относительно гибочных роликов, неподвижной установки последних при первичной гибке детали и подвижной установке одного из роликов относительно другого при догибке обеспечивается возможность исключения из кинематической цепи поворотного гибочного инструмента предварительной гибки и за счет этого возможность изготовления деталей с малым радиусом гибки и сравнительно большим диаметром заготовки, повышения надежности и качества получаемых деталей, снижения необходимого усилия привода и уменьшения габаритов устройства. Поставленная задача достигается тем, что устройство для изготовления деталей с суммарным углом радиусной гибки не менее 180о, содержащее пуансон, установленный в направляющих, закрепленных на основании, и связанный с приводом, тягу, обеспечивающую связь пуансона с гибочным инструментом, и матрицу, согласно изобретению, снабжено двуплечим рычагом, шарнирно закрепленным на основании, подпружиненным относительно него и установленным с возможностью взаимодействия одного из плеч с жестким упором, предусмотренным на основании, при этом на одном плече рычага закреплен один из гибочных инструментов, выполненных в виде роликов, второе плечо рычага связано с тягой, второй гибочный ролик закреплен на основании, а матрица – на пуансоне. Кроме того, устройство снабжено рычагом, шарнирно соединенным на концах соответственно с основанием и приводом, а в средней части с пуансоном, и установленным с возможностью взаимодействия с тягой, при этом пуансон установлен с возможностью проворота в направляющих в плоскости его перемещения, а тяга снабжена упором, выполненным с возможностью перемещения по последней. Введение в устройство двуплечего рычага, шарнирно закрепленного на основании, подпружиненного относительно него и установленного с возможностью взаимодействия одного из его плеч с жестким упором на основании, при закреплении на одном плече одного из гибочных роликов, связи второго плеча с приводом через тягу, закреплении второго гибочного ролика на основании и установке матрицы на пуансоне: – обеспечивает подвижность матрицы относительно роликов, неподвижность последних при первичной радиусной гибке и подвижность одного ролика относительно другого при догибке, что дает возможность исключить из кинематической цепи поворотный гибочный инструмент предварительной гибки, и тем самым возможность изготовления деталей с малым радиусом гибки и сравнительно большим диаметром заготовки, т.е. возможность расширения технологических возможностей устройства; – повышает надежность устройства за счет прямой передачи усилия привода от поступательно перемещающейся матрицы на обрабатываемую заготовку; – уменьшает необходимое усилие привода за счет прямой его передачи от матрицы на обрабатываемую заготовку и за счет исключения силы трения скольжения при взаимодействии гибочных роликов с обрабатываемой заготовкой; – обеспечивает повышение качества получаемых деталей за счет исключения возможного смещения заготовки, а также возможных задиров на обрабатываемой заготовке при качении гибочных роликов по последней; – уменьшает габариты устройства за счет уменьшения количества кинематических связей. Введение в устройство рычага, шарнирно соединенного на концах соответственно с основанием и приводом, а в средней части с пуансоном, и установленным с возможностью взаимодействия с тягой, уменьшает необходимое усилие привода на перемещение пуансона с матрицей и на поворот посредством тяги двуплечего рычага за счет разницы плеч приложения сил. Установка пуансона с возможностью поворота в направляющих в плоскости его перемещения позволяет шарнирному соединению пуансона с рычагом перемещаться по траектории дуги при повороте последнего относительно основания. Выполнение тяги с регулируемым упором обеспечивает возможность изменения ее длины, а тем самым возможность регулировки суммарного угла гибки заготовки без изменения радиуса гибки. На фиг. 1 изображен общий вид предложенного устройства; на фиг. 2 – разрез Б–Б фиг. 1; на фиг. 3 – разрез В–В фиг. 1. Устройство для изготовления деталей с суммарным углом радиусной гибки не менее 180о содержит основание 1, пуансон 2, установленный в направляющих 3, жестко закрепленных на основании 1, матрицу 4, жестко смонтированную на пуансоне 2, гибочный инструмент, выполненный в виде роликов 5, двуплечий рычаг 6, шарнирно установленный на основании 1, тягу 7 с регулируемым упором 8, рычаг 9 и силовой цилиндр 10 со штоком 11. На одном конце двуплечего рычага 6 закреплен один из гибочных роликов 5, а другой конец подпружинен пружиной растяжения 12 относительно основания 1 и шарнирно соединен с тягой 7. При этом второй гибочный ролик 5 закреплен на основании 1. Рычаг 9 шарнирно соединен на концах соответственно с основанием 1 и штоком 11 силового цилиндра 10, а в средней части с пуансоном 2 и установлен подвижно на тяге 7 с возможностью взаимодействия с упором 8 (в конце рабочего хода штока 11). Для обеспечения возможности проворота в плоскости своего перемещения и вокруг оси матрицы 4, жестко смонтированной на пуансоне 2, последний выполнен с головкой 13, имеющейучастки "А" цилиндрической поверхности, соосной упомянутой оси матрицы 4, взаимодействующие с рабочими поверхностями направляющих 3. Для ограничения проворота (в начале рабочего хода) двуплечего рычага 6 на основании 1 жестко закреплен упор 14. Для установки и фиксации в процессе гибки заготовки 15 на пуансоне 2 выполнен выступ 16, а на основании 1 смонтирован регулируемый упор 17. Для ограничения поворота рычага 9 на основании предусмотрен регулируемый упор 18. Устройство работает следующим образом. В исходном положении заготовку 15 укладывают в щель между выступом 16 пуансона 2 и матрицей 4 и подают до упора 17. Пуансон 2 получает перемещение от силового цилиндра 10 через рычаг 9. Перемещаясь вместе с пуансоном 2, матрица 4 захватывает заготовку 15 и протягивает между гибочными роликами 5, выполняя первичную гибку на угол с суммарной величиной до 180о. При дальнейшем перемещении рычаг 9 вступает во взаимодействие с упором 8 и перемещает тягу 7, проворачивая двуплечий рычаг 6 вокруг оси 19 шарнирного соединения. Гибочный ролик 5, установленный на конце двуплечего рычага 6, перемещается в сторону обрабатываемой заготовки, дополнительно изгибая ее и выполняя тем самым догибку на суммарный угол, превышающий 180о. Необходимая величина угла гибки достигается регулировкой упоров 8 и 18. При перемещении пуансона 2 посредством рычага 9 шарнир, их соединяющий, движется по траектории дуги, вызывая тем самым проворот пуансона вокруг оси матрицы 4 и посредством цилиндрической поверхности "А" в направляющих 3. По окончании процесса гибки пуансон 2 с матрицей 4 и готовой деталью посредством рычага 9 возвращается в исходное положение, а двуплечий рычаг 6 усилием пружины 12 поворачивается в обратном направлении до контакта с упором 14. Деталь снимают с матрицы и цикл повторяют. Использование изобретения обеспечивает качественное изготовление деталей с малым радиусом гибки и сравнительно большим диаметром заготовки при уменьшенном усилии привода, повышенной надежности и с возможностью регулировки угла гибки. Фиг. 1 Фиг. 3 Фиг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing of components with total angle of bending of at least 180°
Автори англійськоюPletsys Vadym Yuriiovych
Назва патенту російськоюУстройство для изготовления деталей с суммарным углом радиусного изгиба не менее 180°
Автори російськоюПлецис Вадим Юрьевич
МПК / Мітки
Мітки: кутом, деталей, менше, радіусного, гнуття, пристрій, 180°, сумарним, виготовлення
Код посилання
<a href="https://ua.patents.su/3-32549-pristrijj-dlya-vigotovlennya-detalejj-z-sumarnim-kutom-radiusnogo-gnuttya-ne-menshe-180.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення деталей з сумарним кутом радіусного гнуття не менше 180°</a>
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Кім Ен Ун, Шупік Микола Семенович
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Пристрій для гнуття фігурних виробів
Номер патенту: 22147
Опубліковано: 30.04.1998
Автор: Плецис Вадим Юрійович
Мітки: пристрій, гнуття, виробів, фігурних
Формула / Реферат:
1. Устройство для гибки фигурных изделий, содержащее основание, приводную каретку, выполненную в виде двух подпружиненных между собой частей с ограничителями их сближения и соединенных ограничителями их взаимного удаления, Г-образные рычаги, несущие гибочные элементы на одном конце, жестко смонтированный на основании шаблон первичной гибки и привод, при этом одна часть каретки связана с приводом и со средней частью Г-образных рычагов, а...
Штамп для виготовлення деталей з прутка
Номер патенту: 20704
Опубліковано: 07.10.1997
Автор: Жученко Олександр Миколайович
МПК: B21D 22/02
Мітки: деталей, штамп, виготовлення, прутка
Формула / Реферат:
1. Штамп для изготовления деталей из прутка, содержащий узлы предварительной и окончательной гибки, включающие соответствующие матрицы и оправки, фиксатор заготовки и шиберный механизм перемещения заготовки из узла предварительной гибки в узел окончательной гибки, отличающийся тем, что в узле окончательной гибки фиксатор заготовки установлен на подпружиненной в направлении гибки траверсе и выполнен в виде опорной пластины с выступом,...
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Стєпанов Владімір Андрєєвіч, Жученко Олександр Миколайович, Нестеров Дмитро Кузьмич, Сазонов Владімір Ніколаєвіч
МПК: B21D 22/02, B21D 35/00
Мітки: спосіб, виготовлення, пристрій, здійснення, прутка, деталей
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Універсальний пристрій для встановлення в певне положення пристосувань, що використовуються в машині для гнуття подовжених елементів, і машина для гнуття подовжених елементів
Номер патенту: 27885
Опубліковано: 16.10.2000
Автор: Паззоне Карло
МПК: B21D 7/02
Мітки: використовуються, універсальний, подовжених, положення, гнуття, елементів, пристосувань, певне, машина, машини, встановлення, пристрій
Текст:
...жестко связанные со столом. Желательно также, чтобы привод возвратнопоступательного перемещения опорной платформы в радиальном направлении относительно оси шарнира был выполнен в виде силового цилиндра, установленного на платформе, свободный конец поршня которого жестко связан со столом, при этом опорная платформа, смонтированная с возможностью возвратно-поступательного перемещения относительно стола, была выполнена на обращенной к...
Попередній патент: Спосіб одержання полігексаметиленгуанідин-гідрохлориду
Наступний патент: Спосіб ведення конвертерного плавлення і пристрій для його здійснення
Випадковий патент: Спосіб лікування внутрішньоматкових синехій