Пристрій для гнуття фігурних виробів
Формула / Реферат
1. Устройство для гибки фигурных изделий, содержащее основание, приводную каретку, выполненную в виде двух подпружиненных между собой частей с ограничителями их сближения и соединенных ограничителями их взаимного удаления, Г-образные рычаги, несущие гибочные элементы на одном конце, жестко смонтированный на основании шаблон первичной гибки и привод, при этом одна часть каретки связана с приводом и со средней частью Г-образных рычагов, а свободные концы рычагов шарнирно соединены с подвижным вдоль привода элементом, отличающееся тем, что упомянутая часть каретки связана со средней частью рычагов через шарнирно соединенные с ними тяги, свободные концы рычагов шарнирно соединены со второй частью каретки, а на последней и на основании жестко закреплены соответственно пуансон первичной гибки и шаблоны вторичной гибки.
2. Устройство по п. 1, отличающееся тем, что шаблоны, пуансон и гибочные элементы установлены с возможностью регулировки в плоскости гибки.
Текст
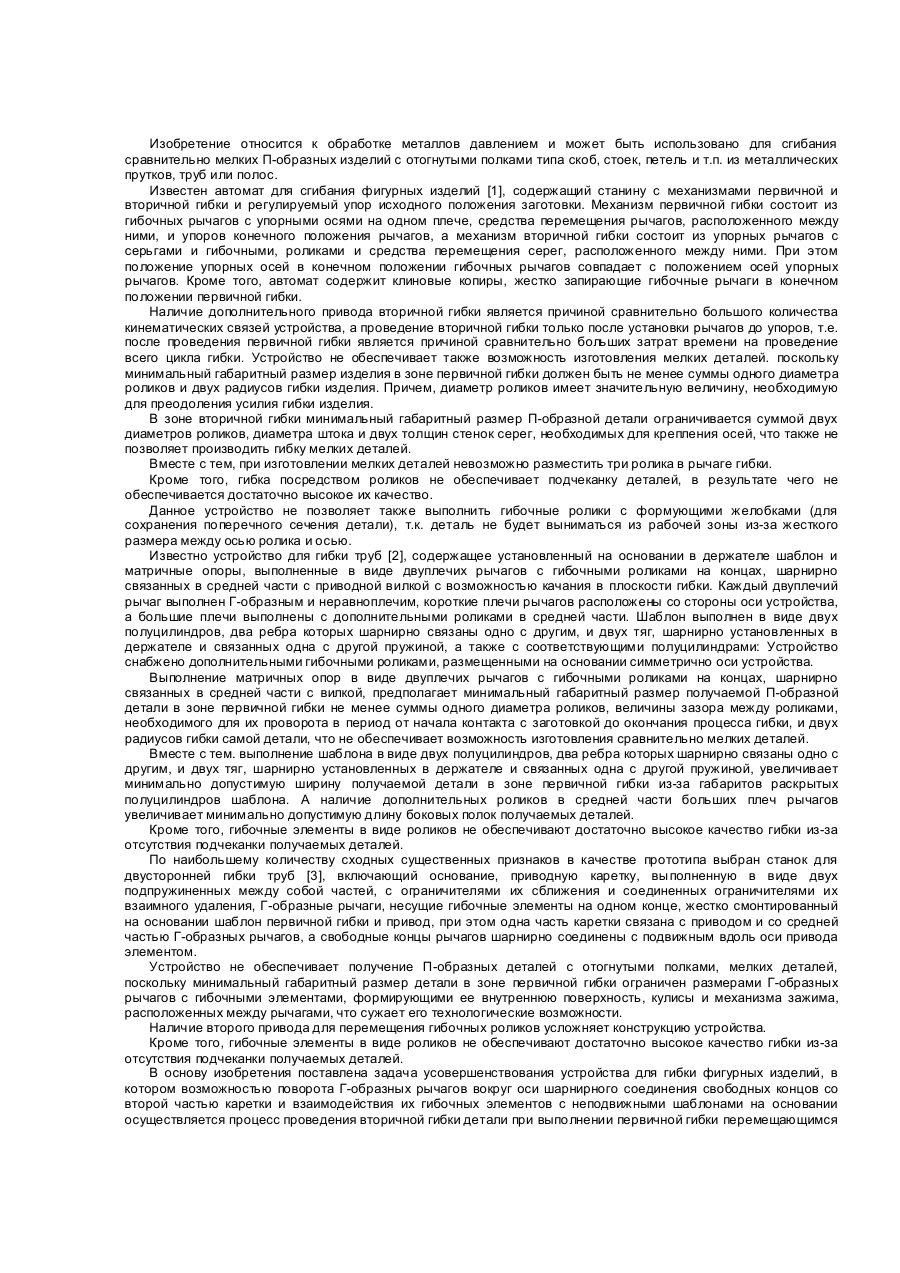
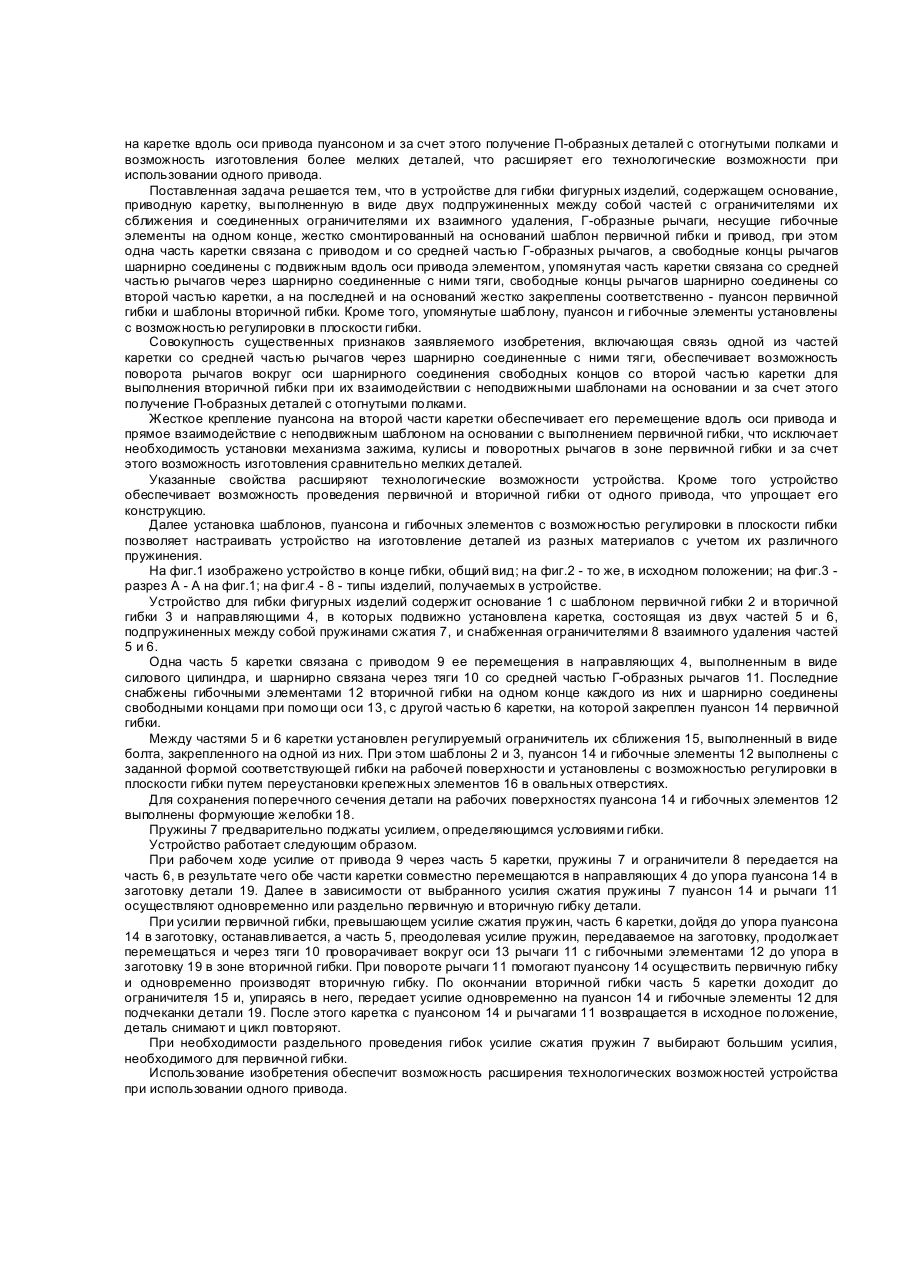
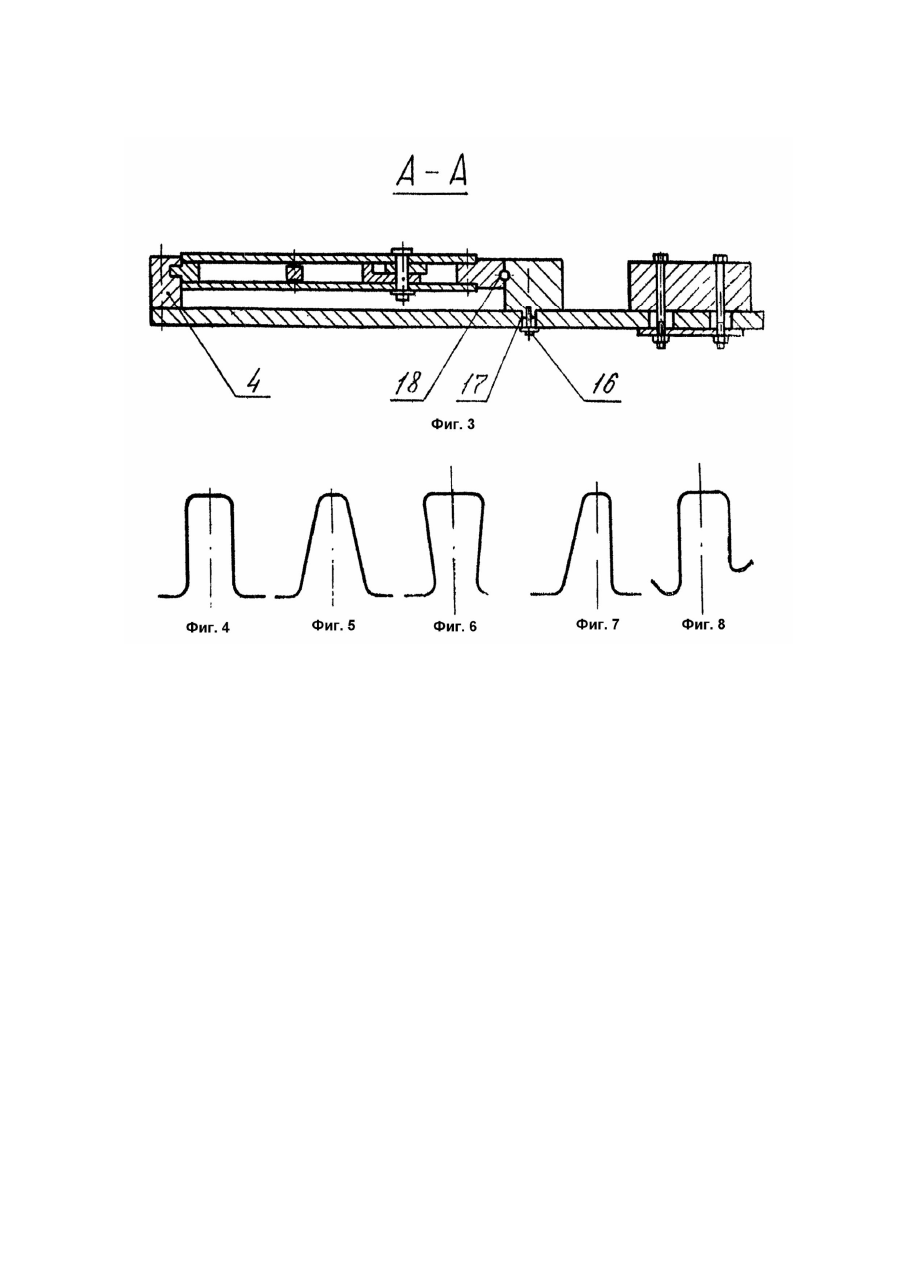
Изобретение относится к обработке металлов давлением и может быть использовано для сгибания сравнительно мелких П-образных изделий с отогнутыми полками типа скоб, стоек, петель и т.п. из металлических прутков, труб или полос. Известен автомат для сгибания фигурных изделий [1], содержащий станину с механизмами первичной и вторичной гибки и регулируемый упор исходного положения заготовки. Механизм первичной гибки состоит из гибочных рычагов с упорными осями на одном плече, средства перемещения рычагов, расположенного между ними, и упоров конечного положения рычагов, а механизм вторичной гибки состоит из упорных рычагов с серьгами и гибочными, роликами и средства перемещения серег, расположенного между ними. При этом положение упорных осей в конечном положении гибочных рычагов совпадает с положением осей упорных рычагов. Кроме того, автомат содержит клиновые копиры, жестко запирающие гибочные рычаги в конечном положении первичной гибки. Наличие дополнительного привода вторичной гибки является причиной сравнительно большого количества кинематических связей устройства, а проведение вторичной гибки только после установки рычагов до упоров, т.е. после проведения первичной гибки является причиной сравнительно больших затрат времени на проведение всего цикла гибки. Устройство не обеспечивает также возможность изготовления мелких деталей. поскольку минимальный габаритный размер изделия в зоне первичной гибки должен быть не менее суммы одного диаметра роликов и двух радиусов гибки изделия. Причем, диаметр роликов имеет значительную величину, необходимую для преодоления усилия гибки изделия. В зоне вторичной гибки минимальный габаритный размер П-образной детали ограничивается суммой двух диаметров роликов, диаметра штока и двух толщин стенок серег, необходимых для крепления осей, что также не позволяет производить гибку мелких деталей. Вместе с тем, при изготовлении мелких деталей невозможно разместить три ролика в рычаге гибки. Кроме того, гибка посредством роликов не обеспечивает подчеканку деталей, в результате чего не обеспечивается достаточно высокое их качество. Данное устройство не позволяет также выполнить гибочные ролики с формующими желобками (для сохранения поперечного сечения детали), т.к. деталь не будет выниматься из рабочей зоны из-за жесткого размера между осью ролика и осью. Известно устройство для гибки труб [2], содержащее установленный на основании в держателе шаблон и матричные опоры, выполненные в виде двуплечих рычагов с гибочными роликами на концах, шарнирно связанных в средней части с приводной вилкой с возможностью качания в плоскости гибки. Каж дый двуплечий рычаг выполнен Г-образным и неравноплечим, короткие плечи рычагов расположены со стороны оси устройства, а большие плечи выполнены с дополнительными роликами в средней части. Шаблон выполнен в виде двух полуцилиндров, два ребра которых шарнирно связаны одно с другим, и двух тяг, шарнирно установленных в держателе и связанных одна с другой пружиной, а также с соответствующими полуцилиндрами: Устройство снабжено дополнительными гибочными роликами, размещенными на основании симметрично оси устройства. Выполнение матричных опор в виде двуплечих рычагов с гибочными роликами на концах, шарнирно связанных в средней части с вилкой, предполагает минимальный габаритный размер получаемой П-образной детали в зоне первичной гибки не менее суммы одного диаметра роликов, величины зазора между роликами, необходимого для их проворота в период от начала контакта с заготовкой до окончания процесса гибки, и двух радиусов гибки самой детали, что не обеспечивает возможность изготовления сравнительно мелких деталей. Вместе с тем. выполнение шаблона в виде двух полуцилиндров, два ребра которых шарнирно связаны одно с другим, и двух тяг, шарнирно установленных в держателе и связанных одна с другой пружиной, увеличивает минимально допустимую ширину получаемой детали в зоне первичной гибки из-за габаритов раскрытых полуцилиндров шаблона. А наличие дополнительных роликов в средней части больших плеч рычагов увеличивает минимально допустимую длину боковых полок получаемых деталей. Кроме того, гибочные элементы в виде роликов не обеспечивают достаточно высокое качество гибки из-за отсутствия подчеканки получаемых деталей. По наибольшему количеству сходных существенных признаков в качестве прототипа выбран станок для двусторонней гибки труб [3], включающий основание, приводную каретку, выполненную в виде двух подпружиненных между собой частей, с ограничителями их сближения и соединенных ограничителями их взаимного удаления, Г-образные рычаги, несущие гибочные элементы на одном конце, жестко смонтированный на основании шаблон первичной гибки и привод, при этом одна часть каретки связана с приводом и со средней частью Г-образных рычагов, а свободные концы рычагов шарнирно соединены с подвижным вдоль оси привода элементом. Устройство не обеспечивает получение П-образных деталей с отогнутыми полками, мелких деталей, поскольку минимальный габаритный размер детали в зоне первичной гибки ограничен размерами Г-образных рычагов с гибочными элементами, формирующими ее внутреннюю поверхность, кулисы и механизма зажима, расположенных между рычагами, что сужает его технологические возможности. Наличие второго привода для перемещения гибочных роликов усложняет конструкцию устройства. Кроме того, гибочные элементы в виде роликов не обеспечивают достаточно высокое качество гибки из-за отсутствия подчеканки получаемых деталей. В основу изобретения поставлена задача усовершенствования устройства для гибки фигурных изделий, в котором возможностью поворота Г-образных рычагов вокруг оси шарнирного соединения свободных концов со второй частью каретки и взаимодействия их гибочных элементов с неподвижными шаблонами на основании осуществляется процесс проведения вторичной гибки детали при выполнении первичной гибки перемещающимся на каретке вдоль оси привода пуансоном и за счет этого получение П-образных деталей с отогнутыми полками и возможность изготовления более мелких деталей, что расширяет его технологические возможности при использовании одного привода. Поставленная задача решается тем, что в устройстве для гибки фигурных изделий, содержащем основание, приводную каретку, выполненную в виде двух подпружиненных между собой частей с ограничителями их сближения и соединенных ограничителями их взаимного удаления, Г-образные рычаги, несущие гибочные элементы на одном конце, жестко смонтированный на оснований шаблон первичной гибки и привод, при этом одна часть каретки связана с приводом и со средней частью Г-образных рычагов, а свободные концы рычагов шарнирно соединены с подвижным вдоль оси привода элементом, упомянутая часть каретки связана со средней частью рычагов через шарнирно соединенные с ними тяги, свободные концы рычагов шарнирно соединены со второй частью каретки, а на последней и на оснований жестко закреплены соответственно - пуансон первичной гибки и шаблоны вторичной гибки. Кроме того, упомянутые шаблону, пуансон и гибочные элементы установлены с возможностью регулировки в плоскости гибки. Совокупность существенных признаков заявляемого изобретения, включающая связь одной из частей каретки со средней частью рычагов через шарнирно соединенные с ними тяги, обеспечивает возможность поворота рычагов вокруг оси шарнирного соединения свободных концов со второй частью каретки для выполнения вторичной гибки при их взаимодействии с неподвижными шаблонами на основании и за счет этого получение П-образных деталей с отогнутыми полками. Жесткое крепление пуансона на второй части каретки обеспечивает его перемещение вдоль оси привода и прямое взаимодействие с неподвижным шаблоном на основании с выполнением первичной гибки, что исключает необходимость установки механизма зажима, кулисы и поворотных рычагов в зоне первичной гибки и за счет этого возможность изготовления сравнительно мелких деталей. Указанные свойства расширяют технологические возможности устройства. Кроме того устройство обеспечивает возможность проведения первичной и вторичной гибки от одного привода, что упрощает его конструкцию. Далее установка шаблонов, пуансона и гибочных элементов с возможностью регулировки в плоскости гибки позволяет настраивать устройство на изготовление деталей из разных материалов с учетом их различного пружинения. На фиг.1 изображено устройство в конце гибки, общий вид; на фиг.2 - то же, в исходном положении; на фиг.3 разрез А - А на фиг.1; на фиг.4 - 8 - типы изделий, получаемых в устройстве. Устройство для гибки фигурных изделий содержит основание 1 с шаблоном первичной гибки 2 и вторичной гибки 3 и направляющими 4, в которых подвижно установлена каретка, состоящая из двух частей 5 и 6, подпружиненных между собой пружинами сжатия 7, и снабженная ограничителями 8 взаимного удаления частей 5 и 6. Одна часть 5 каретки связана с приводом 9 ее перемещения в направляющих 4, выполненным в виде силового цилиндра, и шарнирно связана через тяги 10 со средней частью Г-образных рычагов 11. Последние снабжены гибочными элементами 12 вторичной гибки на одном конце каждого из них и шарнирно соединены свободными концами при помощи оси 13, с другой частью 6 каретки, на которой закреплен пуансон 14 первичной гибки. Между частями 5 и 6 каретки установлен регулируемый ограничитель их сближения 15, выполненный в виде болта, закрепленного на одной из них. При этом шаблоны 2 и 3, пуансон 14 и гибочные элементы 12 выполнены с заданной формой соответствующей гибки на рабочей поверхности и установлены с возможностью регулировки в плоскости гибки путем переустановки крепежных элементов 16 в овальных отверстиях. Для сохранения поперечного сечения детали на рабочих поверхностях пуансона 14 и гибочных элементов 12 выполнены формующие желобки 18. Пружины 7 предварительно поджаты усилием, определяющимся условиями гибки. Устройство работает следующим образом. При рабочем ходе усилие от привода 9 через часть 5 каретки, пружины 7 и ограничители 8 передается на часть 6, в результате чего обе части каретки совместно перемещаются в направляющих 4 до упора пуансона 14 в заготовку детали 19. Далее в зависимости от выбранного усилия сжатия пружины 7 пуансон 14 и рычаги 11 осуществляют одновременно или раздельно первичную и вторичную гибку детали. При усилии первичной гибки, превышающем усилие сжатия пружин, часть 6 каретки, дойдя до упора пуансона 14 в заготовку, останавливается, а часть 5, преодолевая усилие пружин, передаваемое на заготовку, продолжает перемещаться и через тяги 10 проворачивает вокруг оси 13 рычаги 11 с гибочными элементами 12 до упора в заготовку 19 в зоне вторичной гибки. При повороте рычаги 11 помогают пуансону 14 осуществить первичную гибку и одновременно производят вторичную гибку. По окончании вторичной гибки часть 5 каретки доходит до ограничителя 15 и, упираясь в него, передает усилие одновременно на пуансон 14 и гибочные элементы 12 для подчеканки детали 19. После этого каретка с пуансоном 14 и рычагами 11 возвращается в исходное положение, деталь снимают и цикл повторяют. При необходимости раздельного проведения гибок усилие сжатия пружин 7 выбирают большим усилия, необходимого для первичной гибки. Использование изобретения обеспечит возможность расширения технологических возможностей устройства при использовании одного привода.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for bending of figured articles
Автори англійськоюPletsys Vadym Yuriiovych
Назва патенту російськоюУстройство для изгибания фигурных изделий
Автори російськоюПлецис Вадим Юрьевич
МПК / Мітки
Мітки: гнуття, пристрій, виробів, фігурних
Код посилання
<a href="https://ua.patents.su/5-22147-pristrijj-dlya-gnuttya-figurnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гнуття фігурних виробів</a>
Пристрій для пробивки отворів в стінках порожнистих виробів
Номер патенту: 11151
Опубліковано: 25.12.1996
Автор: Афанасієв Микола Миколайович
МПК: B21D 28/24
Мітки: стінках, виробів, порожнистих, пробивки, пристрій, отворів
Формула / Реферат:
(57) Устройство для пробивки отверстий в стенках полых изделий, содержащее на неподвижной нижней плите опору для установки изделия, упоры, ограничивающие его положение, матрицу, стойку, рычаг, шарнир-но связанный одним концом со стойкой и несущий на другом конце пуансон, а такжесодержащее деталь, связывающую рычаг с подвижной верхней частью и шарнирно связанную с ней, и элементы направления рычага, отличающееся тем, что деталь, связывающая...
Пристрій для гнуття труб з індукційним нагрівом
Номер патенту: 3879
Опубліковано: 27.12.1994
Автори: Пуриш Валентин Захарович, Петрушенко Володимир Омельянович, Михайлюк Олександр Якович
МПК: B21D 7/00
Мітки: індукційним, гнуття, пристрій, труб, нагрівом
Формула / Реферат:
Устройство для гибки труб с индукционным нагревом, содержащее станину, установленный на станине инструментальный блок с механизмами захвата, зажима, поворота трубы, трубогибочного механизма с приводом его поворота и нагревателем в виде разъемного индуктора и систему управления, отличающееся тем, что станина выполнена в виде вертикального технологического ротора, причем оно снабжено расположенным на последнем преобразователем регулируемой...
Штамп для гнуття деталей
Номер патенту: 13353
Опубліковано: 28.02.1997
Автори: Кім Ен Ун, Шупік Микола Семенович
МПК: B21D 22/02
Формула / Реферат:
(57) Штамп для гибки деталей, содержащий пуансон, смонтированный с возможностью поступательного перемещения, пару гибочных роликов с рабочими поверхностями, зубчатыми венцами и приводом принудительного вращения в виде зубчатой рейки, связанной с зубчатыми венцами гибочных роликов, и кулачки для подгибки гтолок изделия, отличающийся тем, что зубчатая рейка выполнена цельной и жестко связана с пуансоном, рабочая поверхность гибочных роликов...
Верстат для гнуття профілів
Номер патенту: 12908
Опубліковано: 28.02.1997
Автор: Копак Мирослав Петрович
МПК: B21D 7/00
Мітки: верстат, гнуття, профілів
Формула / Реферат:
1. Станок для гибки профилей, содержащий установленные на горизонтальных параллельных валах с возможностью вращения нижний приводной, верхний прижимной ролики и размещенные с обеих сторон от них опорный и гибочный ролики, закрепленные с возможностью вращения и радиального перемещения, отличающийся тем, что гибочный ролик кинематически связан с приводным роликом с возможностью осевого возвратно-поступательного перемещения, а по его наружной...
Пристрій для обробки виробів максимова є.м.
Номер патенту: 11214
Опубліковано: 25.12.1996
Автор: Максимов Євген Миколайович
МПК: B21D 9/00
Мітки: максимова, пристрій, є.м, виробів, обробки
Формула / Реферат:
(57) Устройство для обработки изделий, преимущественно труб, содержащее станину,узел гибки, выполненный в виде гибочного шаблона с хомутом для фиксации изделия на шаблоне и гибочным рычагом, несущим ролик, и закрепленным шарнирно на стойке станины соосно с шаблоном, отличающееся тем, что оно снабжено прижимным винтом, закрепленным параллельно стойке, смонтированной на стойке и прижимном винте планкой, прижимными губками, одна из которых...
Попередній патент: Склопідйомник для транспортного засобу
Наступний патент: Змінна передача
Випадковий патент: Пожежний сповіщувач