Механізм подачі шпинделя свердлильного верстата
Номер патенту: 33445
Опубліковано: 25.06.2008
Автори: Кузьмін Микола Іванович, Кривий Петро Дмитрович, Кобельник Володимир Романович

Формула / Реферат
Механізм подачі шпинделя свердлильного верстата, що містить коробку подач, циліндричну зубчасту та черв'ячну передачі і керуючий пристрій у вигляді кінцевого вимикача, який встановлений із можливістю переміщення вздовж осі пінолі, а рухомий штир кінцевого вимикача розміщений під торцем пінолі на віддалі, рівній відстані від вершини свердла до початку передвихідної зони, розташованої на відстані 0,2¸0,5 діаметра свердла від нижнього торця призначеної для обробки деталі, який відрізняється тим, що циліндрична зубчаста передача кінематично розміщена перед коробкою подач, ведене зубчасте колесо цієї передачі вільно встановлене на вхідному валу коробки подач і з'єднане з ним за допомогою електромагнітної муфти, черв'як черв'ячної передачі жорстко встановлений на вихідному з коробки подач валу, а черв'ячне колесо вільно спряжене з валом рейкової шестірні і зв'язане з ним за допомогою електромагнітної муфти.
Текст
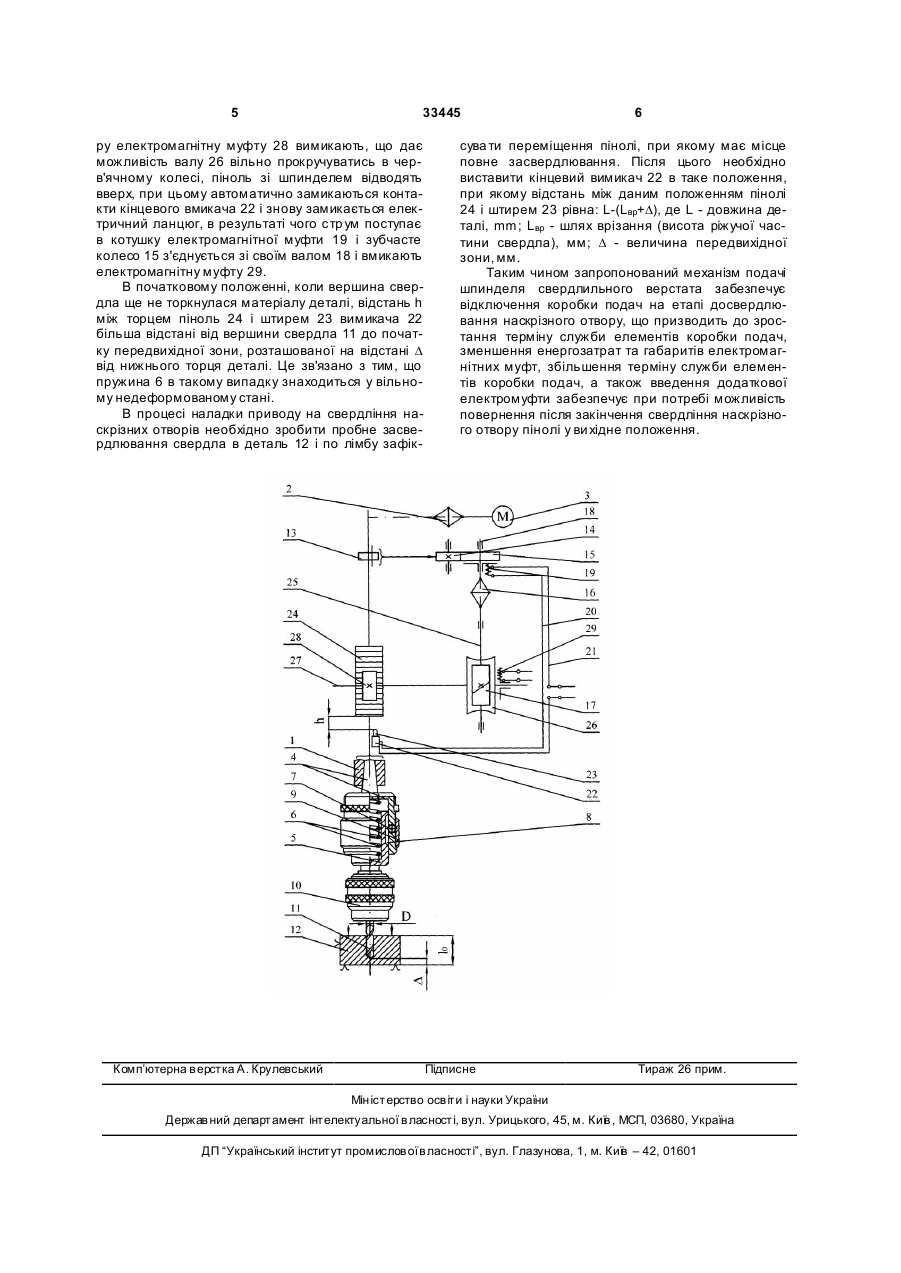
Механізм подачі шпинделя свердлильного верстата, що містить коробку подач, циліндричну зубчасту та черв'ячну передачі і керуючий пристрій у вигляді кінцевого вимикача, який встановлений із можливістю переміщення вздовж осі пінолі, а рухомий штир кінцевого вимикача розміщений під торцем пінолі на віддалі, рівній відстані від верши 3 33445 Суть корисної моделі пояснюється кресленням, де графічно зображений механізм подачі шпинделя свердлильного верстата. Ме ханізм подачі шпинделя свердлильного верстата містить шпиндель 1, з'єднаний своїм верхнім кінцем за допомогою коробки швидкостей 2 з електродвигуном 3. В конічному отворі нижнього кінця шпинделя встановлений конічний хвостовик чашкоподібного циліндричного корпуса 4 свердлильного пристрою. В центральному циліндричному отворі корпуса осерухомого встановлена оправка 5, а між дном корпуса 4 і оправкою 5 змонтована пружина стиску 6. Для обмеження осьового переміщення оправки відносно корпуса використовуються підшипники 7, які виступають в середину корпуса у фасонні канавки 8, виконані на зовнішній циліндричній частині оправки 5. Для виключення радіального зміщення підшипників 7 передбачена втулка 9. З нижнім конічним кінцем оправки 5 з'єднаний свердлильний патрон 10, в якому закріплене свердло 11, для взаємодії з оброблюваною деталлю 12. На верхній частині шпинделя 1 встановлена осерухома шестерня 13, яка кінематично зв'язана з зубчастими колесами 14 і 15 циліндричної зубчастої передачі розміщеної перед коробкою подач 16 через зубчасті передачі коробки подач 16 з черв'яком 17. Ведене зубчасте колесо 15 зубчастої циліндричної передачі вільно встановлене на вхідному в коробку подач 16 валу 18 і з'єднане з ним за допомогою електромагнітної муфти 19, кінці котушки якої електрично з'єднані за допомогою проводів 20 і 21 з керуючим пристроєм у вигляді кінцевого вимикача 22. Рухомий штир 23 кінцевого вимикача 22 вимикача розміщений під торцем пінолі 24 верстата. В свою чергу кінцевий вимикач 22 встановлений із можливістю переміщення вздовж осі пінолі 24. Зубчасті колеса 14 і 15 циліндричної зубчастої передачі знаходяться у постійному кінематичному зачепленні. Черв'як 17 жорстко спряжений з вихідним валом 25 коробки подач 16 і знаходиться в постійному кінематичному зачепленні з черв'ячним колесом 26, яке вільно спряжене з валом 27 рейкової шестерня 28, яка знаходиться в зачепленні з зубами пінолі 24. Черв'ячне колесо з'єднується з валом 27 за допомогою електромагнітної муфти 29. У середині пінолі 24 проходить шпиндель 1. Піноль 24 має можливість синхронного осьового переміщення разом з зі шпинделем. Для забезпечення високої працездатності приводу подач необхідно правильно вибрати відстань від штиря 23 до торця пінолі 24. Ця відстань вибирається таким чином, що при подальшому встановленому процесі обробки відстань h від штиря 23 до торця пінолі 24 повинна бути рівна відстані від вершини свердла 11 до початку передвихідної зони, розміщеної від нижнього торця деталі 12 на відстані D = (0,2...0,5)D, де D - діаметр свердла. Привід подач працює наступним чином. В процесі врізання свердла 11 в оброблювану деталь 12 під дією сили опору проходить стиснення пружини 6, чим забезпечується відставання подачі свердла від подачі шпинделя 1 з корпусом 4. При цьому оправка 5 переміщається в глибину корпуса 4. Таким чином, процес врізання прохо 4 дить плавно, а подача свердла 11 змінюється від нульового значення до номінального, при якому проходить подальший встановлений процес свердління, а рухи оправки 5 і корпуса 4 синхронні. Як при врізанні, так і в встановленому процесі свердління електромагнітні муфти 19 і 29 ввімкнені, і рухи від шпинделя 1 через шестерню 13, зубчасті колеса 14 і 15 зубчастої циліндричної передачі, зубчасті передачі коробки подач 16 і черв'ячну передачу 17 і 26 передається на рейкову шестерню 28 і далі на піноль 24. Таким чином, в цих режимах роботи подача шпинделя 1 разом з піноллю 24 - величина постійна, а подача свердла регулюється під час врізання пружиною 6 і в встановленому процесі свердління рівна подачі шпинделя 1. При підході свердла до передвихідної зони, розташованої на відстані D = (0,2...0,5)D від нижнього торця деталі, піноль 24, яка рухається разом зі шпинделем 1 діє на рухомий штир 23 кінцевого вимикача 22, в результаті чого електричний ланцюг розривається, подача струму в котушку електромагнітної муфти 19 припиняється і остання вимикається. В результаті крутний момент з вала 18 на зубчасті передачі коробки подач 16 не передається і силовий зв'язок між валом 18 і зубчастим колесом 15 відсутній. При цьому черв'як 17 являється нерухомим, а оскільки черв'ячна передача 17-26 являється самогальмівною, то черв'ячне колесо 26 виявляється автоматично зафіксованим черв'яком від яких-небудь колових зміщень в обох напрямках. Оскільки рейкова шестерня 28 встановлено на одному валу з черв'ячним колесом 26, то рейкова шестерня 28 також нерухоме, і, в свою чергу, піноль 24 і шпиндель 1 виявляються нерухомими в осьовому напрямку. Оскільки пружина 6 під час врізання в деталь 12 стискається на визначену P величину, рівну: D пр = o , де Pо - осьове зусилля Cпр встановленого процесу свердління, мм; Спр - жорсткість пружини, Н/мм, то при нерухомому в осьовому напрямку шпинделя, який обертається, зусилля стиснутої пружини сприяє подальшому переміщенню оправки 5 з патроном 10 і свердлом 11 в осьовому напрямку відносно нерухомого в осьовому напрямку корпуса 4. Свердло 11, яке переміщається під дією пружини 6 проходить далі в тіло оброблюваної деталі 12 з постійно зменшуючою подачею і в момент закінчення свердління (після виходу перемички свердла із деталі) за рахунок залишку запасу потенціальної енергії пружини свердло рухається з прискореною подачею. Оскільки при досвердлюванні отвору за рахунок зусилля пружини 6 подача постійно зменшується, то, отже, зникає перевантаження свердла і приводу подач у цілому. В силу того, що саме в момент закінчення свердління перевантаження немає, через те, що пружина розслаблена, то в результаті деякого прискорення подачі свердла в момент закінчення ріжучими кромками свердла зриваються заусенці на виході із наскрізного отвору, чим покращується якість обробки. Після закінчення свердління наскрізного отво 5 33445 ру електромагнітну муфту 28 вимикають, що дає можливість валу 26 вільно прокручуватись в черв'ячному колесі, піноль зі шпинделем відводять вверх, при цьому автоматично замикаються контакти кінцевого вмикача 22 і знову замикається електричний ланцюг, в результаті чого стр ум поступає в котушку електромагнітної муфти 19 і зубчасте колесо 15 з'єднується зі своїм валом 18 і вмикають електромагнітну муфту 29. В початковому положенні, коли вершина свердла ще не торкнулася матеріалу деталі, відстань h між торцем піноль 24 і штирем 23 вимикача 22 більша відстані від вершини свердла 11 до початку передвихідної зони, розташованої на відстані D від нижнього торця деталі. Це зв'язано з тим, що пружина 6 в такому випадку знаходиться у вільному недеформованому стані. В процесі наладки приводу на свердління наскрізних отворів необхідно зробити пробне засвердлювання свердла в деталь 12 і по лімбу зафік Комп’ютерна в ерстка А. Крулевський 6 сува ти переміщення пінолі, при якому має місце повне засвердлювання. Після цього необхідно виставити кінцевий вимикач 22 в таке положення, при якому відстань між даним положенням пінолі 24 і штирем 23 рівна: L-(Lвр+D), де L - довжина деталі, mm; Lвp - шлях врізання (висота ріжучої частини свердла), мм; D - величина передвихідної зони, мм. Таким чином запропонований механізм подачі шпинделя свердлильного верстата забезпечує відключення коробки подач на етапі досвердлювання наскрізного отвору, що призводить до зростання терміну служби елементів коробки подач, зменшення енергозатрат та габаритів електромагнітних муфт, збільшення терміну служби елементів коробки подач, а також введення додаткової електромуфти забезпечує при потребі можливість повернення після закінчення свердління наскрізного отвору пінолі у ви хідне положення. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindel feed unit of drilling machine
Автори англійськоюKryvyi Petro Dmytrovych, Kobelnyk Volodymyr Romanovych, Kuzmin Mykola Ivanovych
Назва патенту російськоюМеханизм подачи шпинделя сверлильного станка
Автори російськоюКривой Петр Дмитриевич, Кобельник Владимир Романович, Кузьмин Николай Иванович
МПК / Мітки
МПК: B23B 47/00
Мітки: шпинделя, свердлильного, подачі, верстата, механізм
Код посилання
<a href="https://ua.patents.su/3-33445-mekhanizm-podachi-shpindelya-sverdlilnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Механізм подачі шпинделя свердлильного верстата</a>
Шпиндельна бабка фрезерно – свердлильного верстата
Номер патенту: 36625
Опубліковано: 16.04.2001
Автори: Кроль Олег Соломонович, Сіндєєв Володимир Іванович
МПК: B23B 23/00, B23Q 1/26
Мітки: фрезерно, бабка, верстата, шпиндельна, свердлильного
Формула / Реферат:
Шпиндельна бабка фрезерно-свердлильного верстата, яка містить затискні елементи, розміщені в розточці корпуса шпиндельної бабки верстата і виконані у вигляді двох втулок тангенціального затискача, яка відрізняється тим, що в розточці корпуса шпиндельної бабки верстата додатково розміщено рейковий зубчатий механізм для вертикального переміщення пінолю шпиндельного вузла, кінематичне узгоджений з двома втулками тангенціального затискача.
Пристрій для точного установлення шпинделя розточувального верстата
Номер патенту: 6659
Опубліковано: 16.05.2005
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович, Верхолаб Микола Гордійович
МПК: B23B 49/00
Мітки: установлення, верстата, пристрій, шпинделя, розточувального, точного
Формула / Реферат:
Пристрій для точного установлення шпинделя розточувального верстата, що містить корпус і розміщені на ньому осевизначник, хитний важіль і індикатор, вимірювальний наконечник якого встановлений з можливістю взаємодії через згаданий важіль з базовою поверхнею осевизначника, який відрізняється тим, що корпус оснащений хвостовиком, призначеним для закріплення пристрою в шпинделі верстата, а осевизначник виконаний у вигляді знімної втулки, при...
Пристрій для дискретної подачі робочого органу верстата
Номер патенту: 30496
Опубліковано: 15.11.2000
Автори: Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович, Барамба Андрій Валерійович
МПК: B23Q 5/22
Мітки: дискретної, органу, верстата, пристрій, робочого, подачі
Формула / Реферат:
Пристрій для дискретної подачі робочого органу верстата, який вміщує поєднану самогальмівною різьбою з корпусом піноль, усередині якої розміщений зафіксований в осьовому напрямку шпиндель, відрізняється тим, що корпус закріплений в поворотному кронштейні, вісь обертання якого перпендикулярна до вісі шпинделя і співпадає з віссю обертання планетарного колеса конічного диференціала, розташованого в кронштейні і кінематично зв'язуючого...
Кондукторна плита свердлильного пристрою
Номер патенту: 43226
Опубліковано: 15.11.2001
Автори: Гевко Ігор Богданович, Стойко Ігор Іванович, Гупка Богдан Васильович
МПК: B23B 49/00
Мітки: плита, кондукторна, свердлильного, пристрою
Формула / Реферат:
Кондукторна плита свердлильного пристрою, яка виконана у вигляді кондукторної плити з отвором, в який запресована кондукторна втулка, яка відрізняється тим, що у верхній торцевій частині встановлений радіальний підшипник, вісь якого співвісна з віссю кондукторної втулки, внутрішній діаметр якого рівний або більший зовнішнього діаметра свердла, а зверху торця підшипника i кондукторної втулки встановлена захисна втулка, в якій piвномірно по...
Механізм тонкої подачі шліфувального круга
Номер патенту: 4014
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Шилле Андрій Ігоревич, Довгоборець Вадим Петрович
МПК: B24B 47/00
Мітки: круга, подачі, механізм, тонкої, шліфувального
Формула / Реферат:
Механизм тонкой подачи шлифовального круга, содержащий корпус шлифовальной бабки, несущий опоры шпинделя шлифовального круга, одна из которых связана с корпусом шлифовальной бабки с помощью упругого элемента, силовой упругий элемент, один конец которого жестко связан с корпусом шлифовальной бабки, а другой - с корпусом упомянутой опоры шпинделя, и привод силового упругого элемента в виде червячного редуктора, отличающийся тем, что, с целью...
Попередній патент: Цифровий прилад вимірювання швидкості руху об’єктів
Наступний патент: Спецавтомобіль “ветамбулаторія”
Випадковий патент: Спосіб автоматичного керування процесом пастеризації молока