Гвинтометальний конвеєр

Формула / Реферат
Гвинтометальний конвеєр, що містить розбірний по довжині кожух, утворений криволінійними та плоскими поверхнями, в якому розміщені напрямний порожнистий елемент і гвинтовий елемент з лопатями та ділянкою з шнековою спіраллю, установленою в зоні завантаження конвеєра, який відрізняється тим, що кожух оснащено двома шарнірними опорами, одна з яких містить пристрій для регулювання кута нахилу конвеєра до горизонталі, а лопаті гвинтового елемента розміщені паралельно його поздовжній осі.
Текст
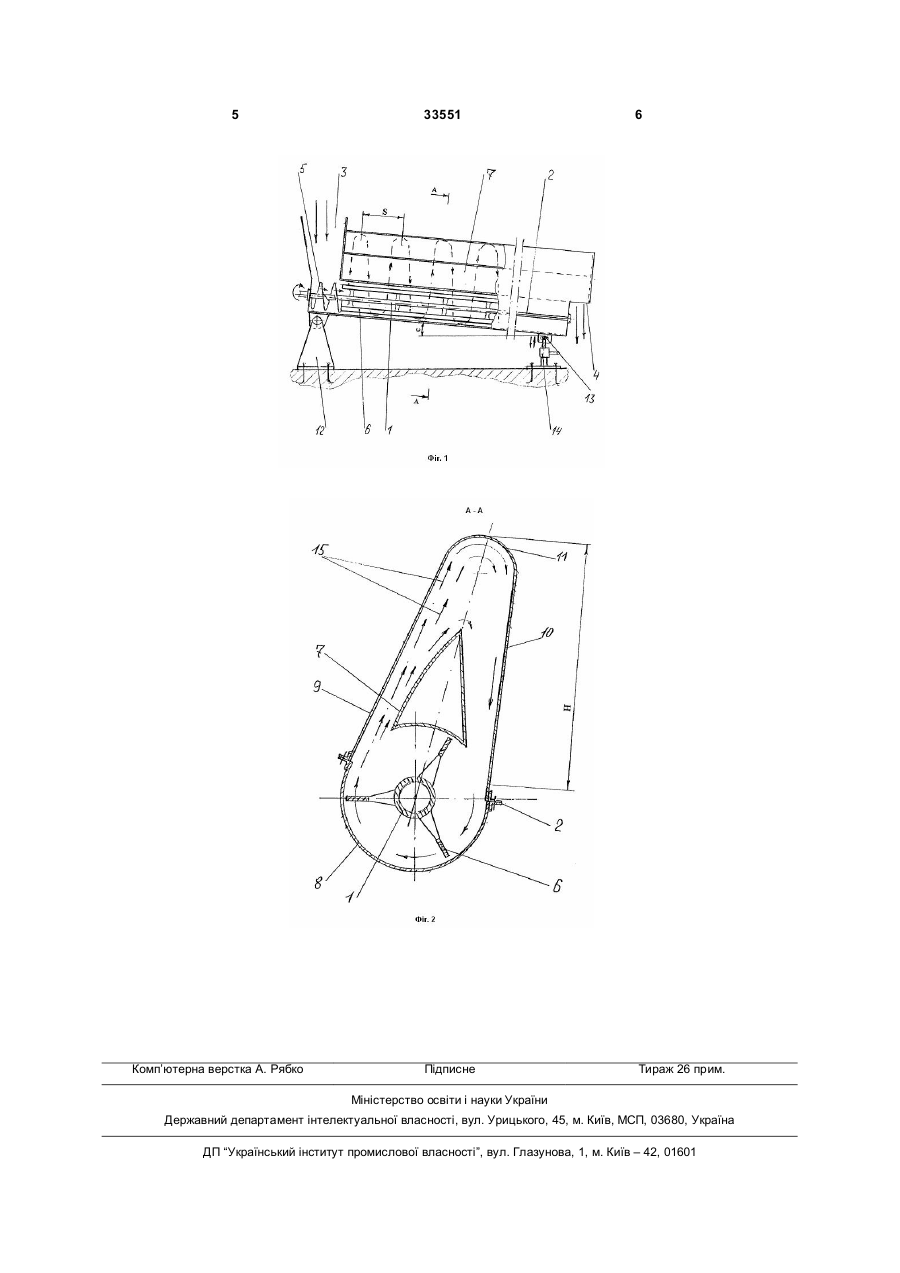
Гвинтометальний конвеєр, що містить розбірний по довжині кожух, утворений криволінійними та плоскими поверхнями, в якому розміщені на 3 Ця мета досягається тим, що в гвинтометальному конвеєрі, що містить розбірний по довжині кожух утворений криволінійними та плоскими поверхнями, в якому розміщені напрямний порожнистий елемент і гвинтовий елемент з лопатями та ділянкою з шнековою спіраллю, установленою в зоні завантаження конвеєра, згідно з винаходом, кожух оснащено двома шарнірними опорами, одна з яких містить пристрій для регулювання кута нахилу конвеєра до горизонталі, а лопаті гвинтового елемента розміщені паралельно його поздовжній осі. На Фіг.1 приведено загальний вигляд гвинтометального конвейєра; на Фіг.2 зображено поперечний переріз А-А по Фіг.1. Гвинтометальний конвеєр (див. Фіг.1, Фіг.2) містить гвинтовий елемент 1, який розміщений в кожусі, що виконаний по довжині розбірним, по фланцевому з'єднанні 2, і включає завантажувальну горловину 3 і вивантажувальне вікно 4. В зоні завантажувальної горловини гвинтовий елемент оснащений стандартною шнековою спіраллю 5, а потім оснащений по всій довжині лопатями 6, які розміщені паралельно його поздовжній вісі. Над гвинтовим елементом розміщено направляючий порожнистий елемент 7. Нижня частина кожуха (див. Фіг.2) має циліндричну форму 8, а верхня частина кожуха складається із двох плоских поверхонь 9 і 10, які сполучені між собою криволінійною поверхнею 11. Кожух гвинтометального конвеєра оснащено двома шарнірними опорами 12 і 13, а також пристроєм 14 для регулювання кута нахилу конвеєра до горизонталі. Пристрій 14 прикріплений до шарнірної опори 13 і може бути виконаним у вигляді гвинтового чи гідравлічного домкрата. Гвинтометальний конвеєр працює слідуючим чином. Через завантажувальну горловину 3 сипучий матеріал подається до гвинтового елементу (див. Фіг.1). При обертанні гвинтового елементу, шнекова спіраль 5 переміщає матеріал, без підкидання, до лопатів 6, які захоплюють його і, в нижній частині циліндричного кожуха 8 (див. Фіг.2), приводять в обертовий рух. Це призводить до того, що сипучий матеріал, під дією відцентрових сил і інерції, викидається лопатями, у вигляді віялоподібного струменя 15, в напрямку, близькому до перпендикулярного їхній поверхні, і переміщується, разом з повітрям, між плоскою поверхнею 9 верхнього кожуха та криволінійною поверхнею направляючого елементу 7 (див. Фіг.2). Піднявшись над направляючим елементом 7, сипучий матеріал утрачає швидкість і разом з повітрям, яке всмоктується лопатями гвинтового елементу, по похилій плоскій поверхні 10 поступає в нижній циліндричний кожух. Там він знову розганяється і, після підкидання, переходить у виважений стан, що дозволяє суміщати функцію його транспортування з аерацією, досушуванням, розпушуванням і т.п.. Наявність направляючого порожнистого елементу, розмежо 33551 4 вує в верхній частині кожуха рух повітря на зону всмоктування і зону нагнітання (як в насосах). Це виключає зависання легких частинок сипучої маси над гвинтовим органом і організовує їх рух в одному напрямі з повітрям, що підвищує надійність і знижує енергомісткість виконання технологічного процесу. Пристроєм 14 виконується регулювання продуктивності гвинтометального конвеєра та кількості підкидань (переведень у виважений стан) сипучого матеріалу. Це здійснюється шляхом піднімання чи опускання шарнірної опори 13 разом з гвинтометальним конвеєром відносно нерухомої шарнірної опори 12. При цьому змінюється величина кута "с" нахилу гвинтометального конвеєра до горизонталі. Очевидно, що при "с"=0, кожух і лопаті 6 конвеєра займуть паралельне положення відносно горизонталі і підкидання сипучого матеріалу буде виконуватись без переміщення вздовж горизонтальної вісі, тобто крок переміщення за один кидок "S" (див. Фіг.1) буде рівнятись нулю. Тому, при зміні величини кута нахилу "с", буде змінюватись крок переміщення "S" і відповідно регулюватись величина продуктивності процесу транспортування та кількість підкидань по довжині кожуха тобто - сумарний час перебування сипучого матеріалу у виваженому стані. Наприклад, при установленні кроку переміщення S=10мм, в кожусі довжиною 1000мм сипучий матеріал, при транспортуванні, буде підкидатись 100 разів. При діаметрі гвинтового елементу Д=200мм і швидкості обертання n=500об/хв, висота розвинутої частини кожуха повинна становити близько Н=700мм (див. Фіг.2). Тоді, сумарний шлях знаходження сипучого матеріалу у виваженому стані (при 100-разовому підкиданні) складе близько 140 метрів. Ні одиніз відомих метальних конвеєрів не зможе забезпечити такий шлях переміщення сипучого матеріалу у виваженому стані. Можливість регулювання сумарного шляху і відповідно часу перебування сипучого матеріалу в кожусі конвеєра у виваженому стані є важливим фактором при виконанні різних технологічних процесів гвинтометальним конвеєром. Виготовлення лопатів 6 гвинтового елементу не криволінійної форми з розміщенням по гвинтовій лінії (як в базовому технічному рішенні), а прямими і відповідно розміщеними паралельно його поздовжньої вісі, дозволяє упростити конструкцію а також забезпечити зниження трудомісткості виготовлення гвинтового елементу. Така конструкція розроблена для застосування при відносно тихохідних режимах роботи гвинтового елементу, кругова швидкості обертання лопатів повинна не перевищувати 5м/с. Збільшення кругової швидкості може привести до подрібнення транспортуємого сипучого матеріалу, а також ускладнення процесу завантаження лопатів гвинтового елементу сипучим матеріалом, який переміщається до них тангенціально (по дотичній до їхньої поверхні обертання). 5 Комп’ютерна верстка А. Рябко 33551 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScrew-throwing conveyor
Автори англійськоюOkhrimenko Anatolii Lukych
Назва патенту російськоюВинтометательный конвейер
Автори російськоюОхрименко Анатолий Лукич
МПК / Мітки
МПК: B65G 33/00, B65G 31/00
Мітки: гвинтометальний, конвеєр
Код посилання
<a href="https://ua.patents.su/3-33551-gvintometalnijj-konveehr.html" target="_blank" rel="follow" title="База патентів України">Гвинтометальний конвеєр</a>
Гвинтометальний конвеєр
Номер патенту: 26361
Опубліковано: 10.09.2007
Автор: Охріменко Анатолій Лукич
МПК: B65G 31/00, B65G 33/04
Мітки: конвеєр, гвинтометальний
Формула / Реферат:
Гвинтометальний конвеєр, що включає кожух з циліндричною і криволінійною поверхнями, в якому розміщені гвинтовий і напрямний порожнистий елементи, який відрізняється тим, що кожух виконаний по довжині розбірним і складається із двох частин - нижньої та верхньої, причому його верхня частина в поперечному перерізі розміщена з нахилом до горизонталі і включає дві плоскі поверхні, які сполучені між собою криволінійною поверхнею, крім того кут...
Гвинтовий конвеєр з прямолінійним переміщенням крихких заготовок
Номер патенту: 30458
Опубліковано: 25.02.2008
Автори: Гевко Роман Богданович, Чвартацький Роман Ігорович, Гевко Іван Богданович, Брощак Іван Іванович
МПК: B65G 33/16
Мітки: прямолінійним, заготовок, гвинтовий, переміщенням, крихких, конвеєр
Формула / Реферат:
Гвинтовий конвеєр з прямолінійним переміщенням крихких заготовок, який виконано у вигляді рами, корпуса, гвинтового робочого органа з центральним валом, механізмів підтримки, завантаження і вивантаження і U-подібної напрямної, який відрізняється тим, що U-подібна напрямна з боку гвинтового робочого органа покрита повстю і закріплена зверху П-подібною пластиною відомими способами, крім цього кожух з двох внутрішніх сторін покритий повстю, яка...
Гвинтовий конвеєр
Номер патенту: 53987
Опубліковано: 17.02.2003
Автори: Гевко Роман Богданович, Розум Руслан Іванович
МПК: B65G 33/24, B65G 33/16
Формула / Реферат:
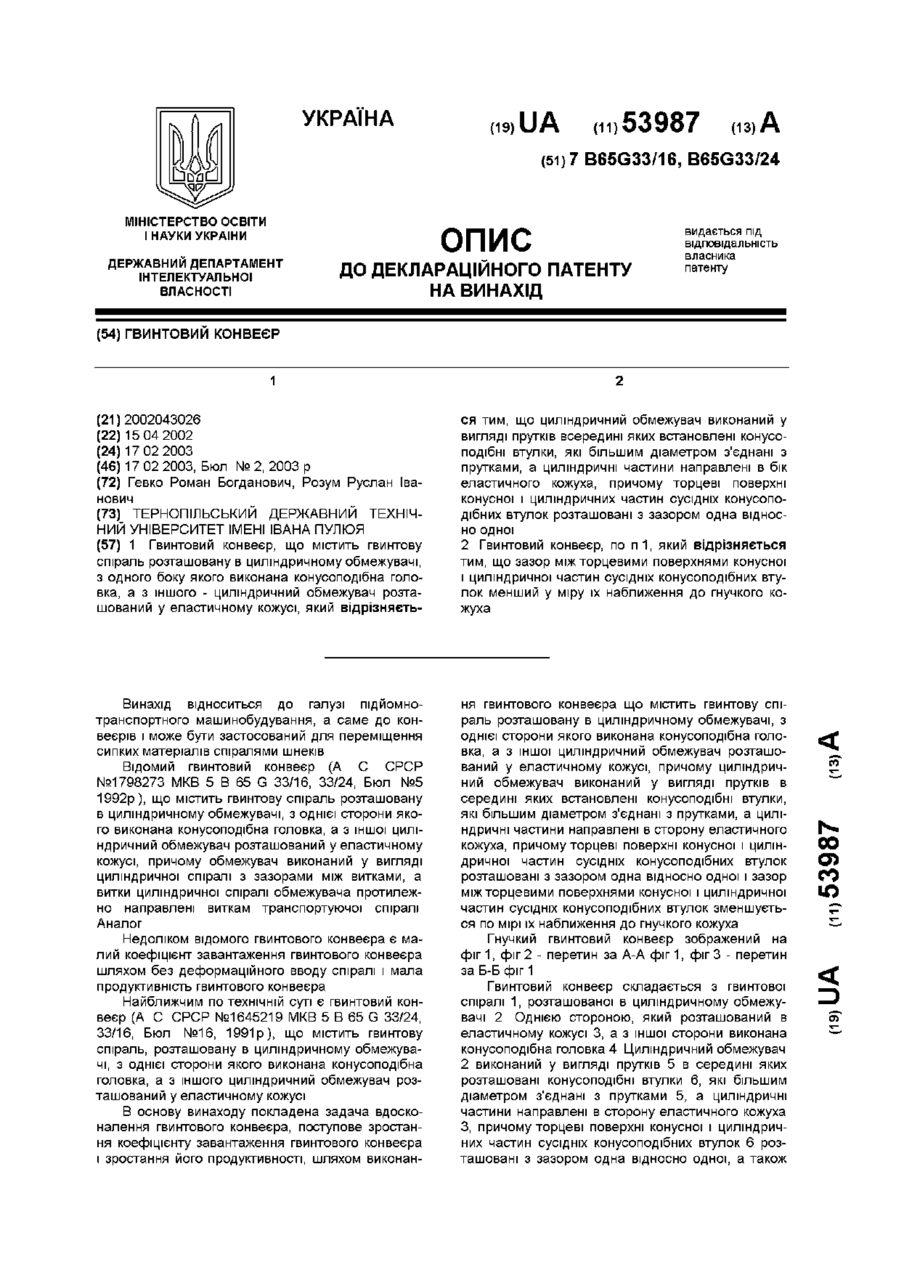
1. Гвинтовий конвеєр, що містить гвинтову спіраль розташовану в циліндричному обмежувачі, з одного боку якого виконана конусоподібна головка, а з іншого - циліндричний обмежувач розташований у еластичному кожусі, який відрізняється тим, що циліндричний обмежувач виконаний у вигляді прутків всередині яких встановлені конусоподібні втулки, які більшим діаметром з'єднані з прутками, а циліндричні частини направлені в бік еластичного кожуха,...
Гвинтовий конвеєр прямолінійного переміщення заготовок

Номер патенту: 11979
Опубліковано: 16.01.2006
Автори: Левенець Володимир Богданович, Гевко Іван Богданович, Гевко Ігор Богданович
МПК: B65G 33/16
Мітки: заготовок, конвеєр, переміщення, гвинтовий, прямолінійного
Формула / Реферат:
Гвинтовий конвеєр прямолінійного переміщення заготовок, що містить раму, кожух, гвинтовий робочий орган з центральним валом, привід, механізми підтримки, завантаження, вивантаження, який відрізняється тим, що гвинтовий робочий орган виконано у вигляді двох або більше гвинтових дротяних елементів з мінімальним і максимальним радіусом, які рівномірно по довжині і жорстко з'єднані з радіальними перемичками з різним поперечним перерізом, якими...
Гвинтовий конвеєр
Номер патенту: 7934
Опубліковано: 15.07.2005
Автори: Серілко Дмитро Леонідович, Кожушко Леонід Федорович, Серілко Леонід Степанович
МПК: B65G 33/00
Формула / Реферат:
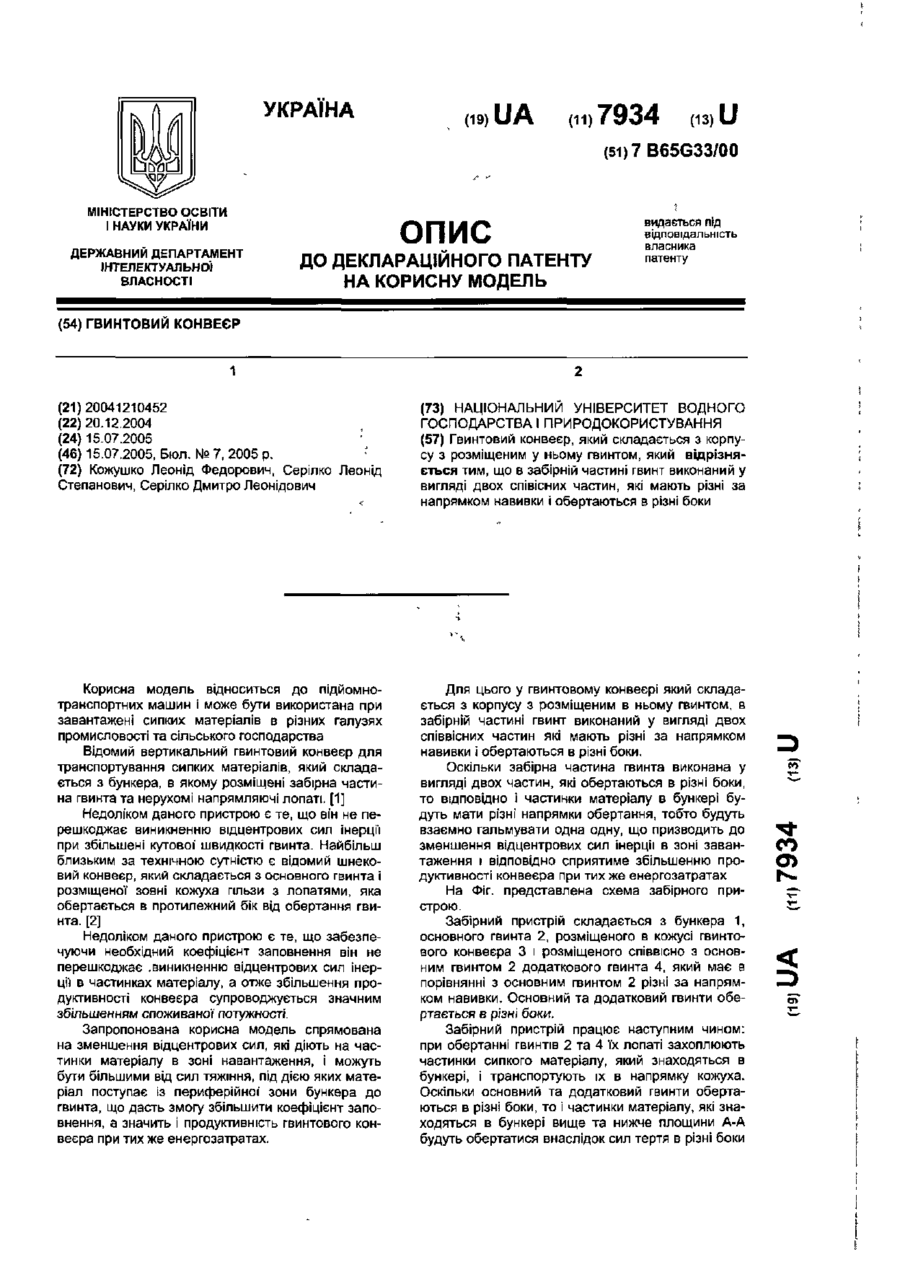
Гвинтовий конвеєр, який складається з корпусу з розміщеним у ньому гвинтом, який відрізняється тим, що в забірній частині гвинт виконаний у вигляді двох співісних частин, які мають різні за напрямком навивки і обертаються в різні боки.
Попередній патент: Зерносховище досушувальне енергоекономне
Наступний патент: Гвинтометальник
Випадковий патент: Спосіб попередження утворення рецесії при одноетапній дентальній імплантації за гулюком а.г. і гулюком с.а.