Валковий вузол для прокатки несиметричних рейкових профілів
Номер патенту: 80533
Опубліковано: 10.10.2007
Автори: Бардусов Віктор Миколайович, Левченко Володимир Миколайович, Єрін Роман Миколайович, Пихтін Яків Михайлович, Клименко Ігор Георгійович, Танцюра Сергій Миколайович, Раханський Борис Йосипович
Формула / Реферат
Валковий вузол для прокатки несиметричних рейкових профілів, який складається з двох валків, що мають робочі конуси і косо розміщені рейкові калібри, який відрізняється тим, що робочі конуси мають протилежний уклон близько 5%, при цьому навперемінно в одному з робочих конусів між його поверхнями передбачений зазор, рівний 0,8-1,2 мм.
Текст
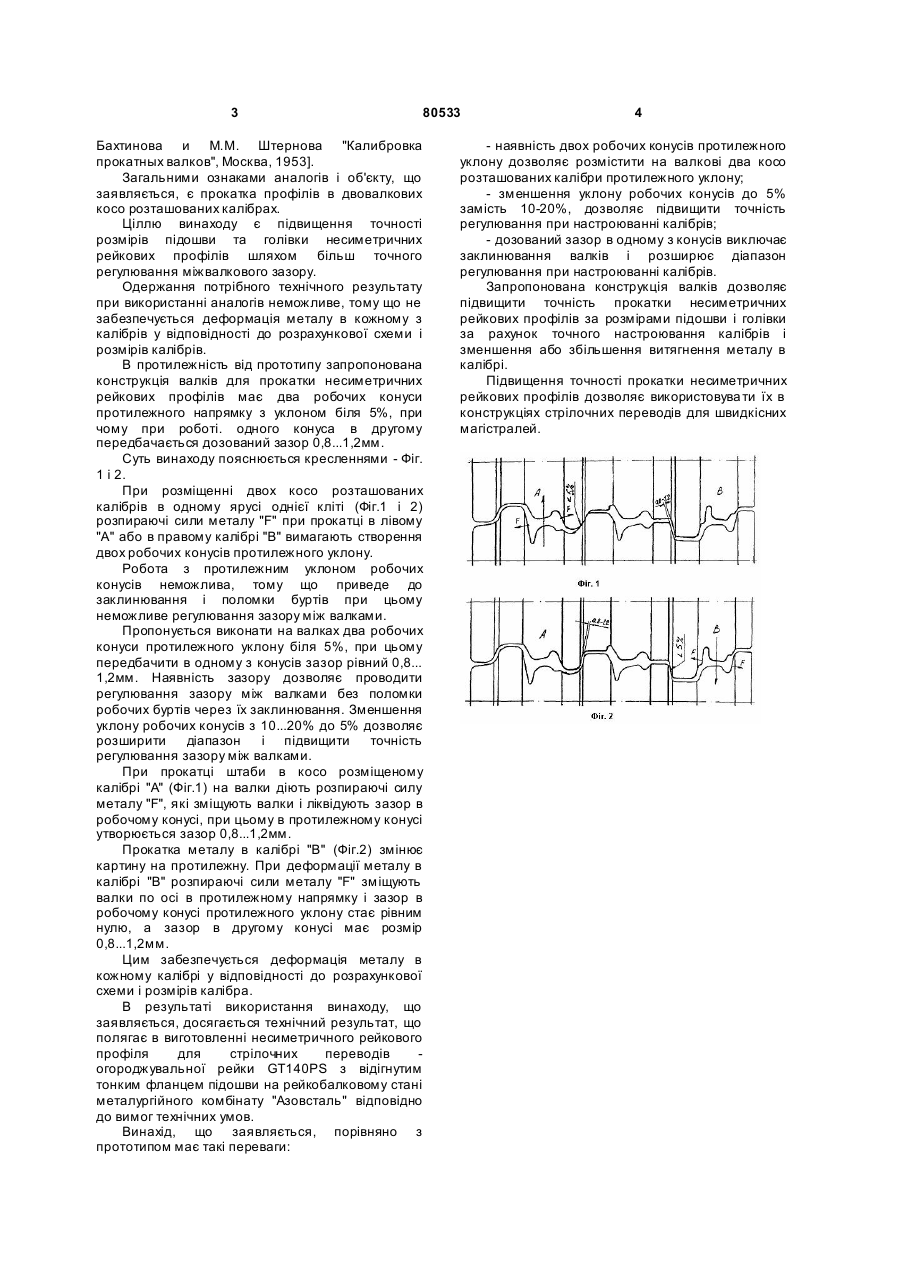
Валковий вузол для прокатки несиметричних рейкових профілів, який складається з двох валків, що мають робочі конуси і косо розміщені рейкові калібри, який відрізняється тим, що робочі конуси мають протилежний уклон близько 5%, при цьому навперемінно в одному з робочих конусів між його поверхнями передбачений зазор, рівний 0,8-1,2 мм. (19) (21) 2004010124 (22) 10.03.2004 (24) 10.10.2007 (72) ЛЕВЧЕНКО ВОЛОДИМИР МИКОЛАЙОВИЧ, UA, ПИХТІН ЯКІВ МИ ХАЙЛОВИЧ, UA, РАХАНСЬКИЙ БОРИС ЙОСИПОВИЧ, UA, БАРДУСОВ ВІКТОР МИКОЛАЙОВИЧ, UA, КЛИМЕНКО ІГОР ГЕОРГІЙОВИЧ, U A, ТАНЦЮРА СЕРГІЙ МИКОЛАЙОВИЧ, UA, ЄРІН РОМАН МИКОЛАЙОВИЧ, U A (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МЕТАЛУРГІЙНИЙ КОМБІНАТ "АЗОВСТАЛЬ", U A (56) SU 1694261 A1, 30.11.1991 RU 2103077 C1, 27.01.1998 3 80533 Бахтинова и М.М. Штернова "Калибровка прокатных валков", Москва, 1953]. Загальними ознаками аналогів і об'єкту, що заявляється, є прокатка профілів в двовалкових косо розташованих калібрах. Ціллю винаходу є підвищення точності розмірів підошви та голівки несиметричних рейкових профілів шляхом більш точного регулювання міжвалкового зазору. Одержання потрібного технічного результату при використанні аналогів неможливе, тому що не забезпечується деформація металу в кожному з калібрів у відповідності до розрахункової схеми і розмірів калібрів. В протилежність від прототипу запропонована конструкція валків для прокатки несиметричних рейкових профілів має два робочих конуси протилежного напрямку з уклоном біля 5%, при чому при роботі. одного конуса в другому передбачається дозований зазор 0,8...1,2мм. Суть винаходу пояснюється кресленнями - Фіг. 1 і 2. При розміщенні двох косо розташованих калібрів в одному ярусі однієї кліті (Фіг.1 і 2) розпираючі сили металу "F" при прокатці в лівому "А" або в правому калібрі "В" вимагають створення двох робочих конусів протилежного уклону. Робота з протилежним уклоном робочих конусів неможлива, тому що приведе до заклинювання і поломки буртів при цьому неможливе регулювання зазору між валками. Пропонується виконати на валках два робочих конуси протилежного уклону біля 5%, при цьому передбачити в одному з конусів зазор рівний 0,8... 1,2мм. Наявність зазору дозволяє проводити регулювання зазору між валками без поломки робочих буртів через їх заклинювання. Зменшення уклону робочих конусів з 10...20% до 5% дозволяє розширити діапазон і підвищити точність регулювання зазору між валками. При прокатці штаби в косо розміщеному калібрі "А" (Фіг.1) на валки діють розпираючі силу металу "F", які зміщують валки і ліквідують зазор в робочому конусі, при цьому в протилежному конусі утворюється зазор 0,8...1,2мм. Прокатка металу в калібрі "В" (Фіг.2) змінює картину на протилежну. При деформації металу в калібрі "В" розпираючі сили металу "F" зміщують валки по осі в протилежному напрямку і зазор в робочому конусі протилежного уклону стає рівним нулю, а зазор в другому конусі має розмір 0,8...1,2мм. Цим забезпечується деформація металу в кожному калібрі у відповідності до розрахункової схеми і розмірів калібра. В результаті використання винаходу, що заявляється, досягається технічний результат, що полягає в виготовленні несиметричного рейкового профіля для стрілочних переводів огороджувальної рейки GT140PS з відігнутим тонким фланцем підошви на рейкобалковому стані металургійного комбінату "Азовсталь" відповідно до вимог технічних умов. Винахід, що заявляється, порівняно з прототипом має такі переваги: 4 - наявність двох робочих конусів протилежного уклону дозволяє розмістити на валкові два косо розташованих калібри протилежного уклону; - зменшення уклону робочих конусів до 5% замість 10-20%, дозволяє підвищити точність регулювання при настроюванні калібрів; - дозований зазор в одному з конусів виключає заклинювання валків і розширює діапазон регулювання при настроюванні калібрів. Запропонована конструкція валків дозволяє підвищити точність прокатки несиметричних рейкових профілів за розмірами підошви і голівки за рахунок точного настроювання калібрів і зменшення або збільшення витягнення металу в калібрі. Підвищення точності прокатки несиметричних рейкових профілів дозволяє використовува ти їх в конструкціях стрілочних переводів для швидкісних магістралей.
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll unit for rolling of asymmetrical rail profiles
Автори англійськоюLevchenko Volodymyr Mykolaiovych, Pykhtin Yakiv Mykhailovych, Rakhanskyi Borys Yosypovych, Bardusov Viktor Mykolaiovych, Klymenko Ihor Heorhiiovych, Tantsiura Serhii Mykolaiovych, Yerin Roman Mykolaiovych
Назва патенту російськоюВалковыйузел для прокатки несимметричных рельсовых профилей
Автори російськоюЛевченко Владимир Николаевич, Пыхтин Яков Михайлович, Раханский Борис Иосифович, Бардусов Виктор Николаевич, Клименко Игорь Георгиевич, Танцюра Сергей Николаевич, Ерин Роман Николаевич
МПК / Мітки
МПК: B21B 27/02, B21H 8/00, B21B 1/085
Мітки: вузол, несиметричних, валковий, профілів, рейкових, прокатки
Код посилання
<a href="https://ua.patents.su/2-80533-valkovijj-vuzol-dlya-prokatki-nesimetrichnikh-rejjkovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Валковий вузол для прокатки несиметричних рейкових профілів</a>
Спосіб прокатки несиметричних рейкових профілів
Номер патенту: 70582
Опубліковано: 15.12.2006
Автори: Танцюра Сергій Миколайович, Клименко Ігор Георгійович, Єрін Роман Миколайович, Левченко Володимир Миколайович, Раханський Борис Йосипович, Бардусов Віктор Миколайович, Пихтін Яків Михайлович, Кулак Володимир Юрійович
МПК: B21B 1/085, B21B 1/08
Мітки: прокатки, рейкових, спосіб, несиметричних, профілів
Формула / Реферат:
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Носаньов Олександр Григорович, Олійник Олександр Іванович, Андрійчук Сергій Андрійович, Балабєй Євген Михайлович, Босий Володимир Миколайович
МПК: B21B 1/09
Мітки: здійснення, кутових, калібрів, профілів, прокатки, спосіб, система
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Токмаков Павло Вадимович, Білий Микола Павлович, Макаренко Олександр Анатолійович, Курочкін Олександр Федорович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: безперервному, профілів, смугових, стані, прокатки, спосіб
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Паламар Дмитро Григорович, Хрустенко Юрій Михайлович, Курочкін Олександр Федорович, Токмаков Павло Вадимович, Білий Микола Павлович, Макаренко Олександр Анатолійович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: безперервному, кутових, прокатки, спосіб, стані, профілів
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Спосіб прокатки на стані кварто та валковий вузол для його виконання
Номер патенту: 18267
Опубліковано: 25.12.1997
Автори: Хлопонін Віктор Ніколаєвіч, Овчіннікова Маріна Васільєвна, Бондарєв Сєргєй Алєксєєвіч, Одін Леонід Іосіфовіч, Фьодоров Анатолій Міхайловіч
МПК: B21B 1/06
Мітки: спосіб, прокатки, виконання, стані, вузол, кварто, валковий
Формула / Реферат:
1. Способ прокатки на стане кварто, включающий деформацию металла в скрещенных рабочих и опорных валках, оси которых развернуты в одинаковом направлении, и их осевое перемещение, отличающийся тем, что прокатку осуществляют в рабочих валках, соотношение угла взаимного скрещивания осей которых с углом скрещивания осей опорных валков составляет при этом угол скрещивания осей опорных валков определяют из соотношениягде -...
Попередній патент: Сполуки імідазопіридину, спосіб їх одержання і фармацевтична композиція, яка їх містить
Наступний патент: Плівкова теплиця-парник
Випадковий патент: Пристрій з мультиплікатором для дослідження властивостей некомпактних матеріалів