Система динамічної протифазної стабілізації процесу механообробки при точінні
Номер патенту: 41540
Опубліковано: 25.05.2009
Автори: Румбешта Валентин Олександрович, Гнатейко Нонна Валентинівна, Швед Ольга Віталіївна
Формула / Реферат
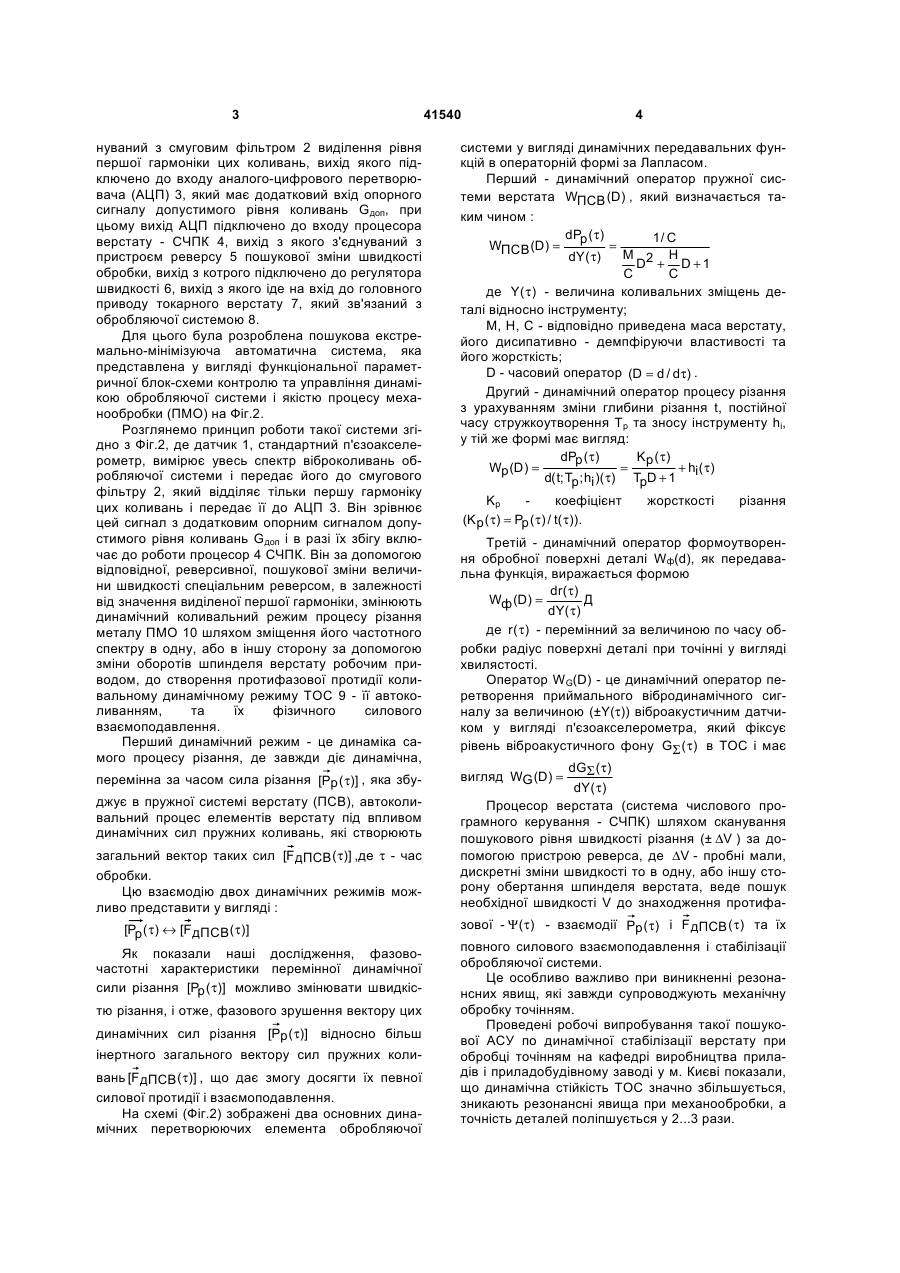
Система динамічної протифазної стабілізації процесу механообробки при точінні, що містить чутливий віброакустичний п'єзодатчик для вимірювання механічних коливань, з'єднаний з обробляючою системою, яка відрізняється тим, що вихід датчика з'єднаний зі смуговим фільтром виділення рівня першої гармоніки цих коливань, вихід якого підключено до входу аналого-цифрового перетворювача (АЦП), який має додатковий вхід опорного сигналу допустимого рівня коливань, при цьому вихід АЦП підключено до входу процесора верстата - системи числового програмного керування (СЧПК), вихід з якого з'єднаний з пристроєм реверсу пошукової зміни швидкості обробки, котрий підключено до регулятора швидкості, вихід якого підключено до головного приводу токарного верстата, який зв'язаний з обробляючою системою.
Текст
Система динамічної протифазної стабілізації процесу механообробки при точінні, що містить чутливий віброакустичний п'єзодатчик для вимірювання механічних коливань, з'єднаний з оброб 3 41540 4 нуваний з смуговим фільтром 2 виділення рівня першої гармоніки цих коливань, вихід якого підключено до входу аналого-цифрового перетворювача (АЦП) 3, який має додатковий вхід опорного сигналу допустимого рівня коливань Gдоп, при цьому вихід АЦП підключено до входу процесора верстату - СЧПК 4, вихід з якого з'єднуваний з пристроєм реверсу 5 пошукової зміни швидкості обробки, вихід з котрого підключено до регулятора швидкості 6, вихід з якого іде на вхід до головного приводу токарного верстату 7, який зв'язаний з обробляючої системою 8. Для цього була розроблена пошукова екстремально-мінімізуюча автоматична система, яка представлена у вигляді функціональної параметричної блок-схеми контролю та управління динамікою обробляючої системи і якістю процесу механообробки (ПМО) на Фіг.2. Розглянемо принцип роботи такої системи згідно з Фіг.2, де датчик 1, стандартний п'єзоакселерометр, вимірює увесь спектр віброколивань обробляючої системи і передає його до смугового фільтру 2, який відділяє тільки першу гармоніку цих коливань і передає її до АЦП 3. Він зрівнює цей сигнал з додатковим опорним сигналом допустимого рівня коливань Gдоп і в разі їх збігу включає до роботи процесор 4 СЧПК. Він за допомогою відповідної, реверсивної, пошукової зміни величини швидкості спеціальним реверсом, в залежності від значення виділеної першої гармоніки, змінюють динамічний коливальний режим процесу різання металу ПМО 10 шляхом зміщення його частотного спектру в одну, або в іншу сторону за допомогою зміни оборотів шпинделя верстату робочим приводом, до створення протифазової протидії коливальному динамічному режиму ТОС 9 - її автоколиванням, та їх фізичного силового взаємоподавлення. Перший динамічний режим - це динаміка самого процесу різання, де завжди діє динамічна, системи у вигляді динамічних передавальних функцій в операторній формі за Лапласом. Перший - динамічний оператор пружної системи верстата WПСВ (D) , який визначається таким чином : dPp ( τ) 1/ C WПСВ (D) = = M 2 H dY( τ) D + D +1 C C де Y( τ ) - величина коливальних зміщень деталі відносно інструменту; М, Н, С - відповідно приведена маса верстату, його дисипативно - демпфіруючи властивості та його жорсткість; D - часовий оператор (D = d / dτ) . Другий - динамічний оператор процесу різання з урахуванням зміни глибини різання t, постійної часу стружкоутворення Тр та зносу інструменту hi, у тій же формі має вигляд: dPp ( τ) K p ( τ) Wp (D) = = + hi ( τ) d( t; Tp ; hi )( τ) TpD + 1 Kр коефіцієнт жорсткості різання (Kp ( τ) = Pp ( τ) / t( τ)). перемінна за часом сила різання [Pp ( τ)] , яка збуджує в пружної системі верстату (ПСВ), автоколивальний процес елементів верстату під впливом динамічних сил пружних коливань, які створюють вигляд WG (D) = загальний вектор таких сил [FдПСВ ( τ)] ,де τ - час обробки. Цю взаємодію двох динамічних режимів можливо представити у вигляді : [Pp ( τ) ↔ [FдПСВ( τ)] Як показали наші дослідження, фазовочастотні характеристики перемінної динамічної сили різання [Pp ( τ)] можливо змінювати швидкістю різання, і отже, фазового зрушення вектору цих динамічних сил різання [Pp ( τ)] відносно більш інертного загального вектору сил пружних коливань [FдПСВ ( τ)] , що дає змогу досягти їх певної силової протидії і взаємоподавлення. На схемі (Фіг.2) зображені два основних динамічних перетворюючих елемента обробляючої Третій - динамічний оператор формоутворення обробної поверхні деталі Wф(d), як передавальна функція, виражається формою dr( τ) Wф (D) = Д dY( τ) де r ( τ ) - перемінний за величиною по часу обробки радіус поверхні деталі при точінні у вигляді хвилястості. Оператор WG(D) - це динамічний оператор перетворення приймального вібродинамічного сигналу за величиною (±Y(τ)) віброакустичним датчиком у вигляді п'єзоакселерометра, який фіксує рівень віброакустичного фону GΣ ( τ) в ТОС і має dGΣ ( τ) dY( τ) Процесор верстата (система числового програмного керування - СЧПК) шляхом сканування пошукового рівня швидкості різання (± ∆V ) за допомогою пристрою реверса, де ∆V - пробні мали, дискретні зміни швидкості то в одну, або іншу сторону обертання шпинделя верстата, веде пошук необхідної швидкості V до знаходження протифазової - Ψ(τ) - взаємодії Pp ( τ) і F дПСВ ( τ) та їх повного силового взаємоподавлення і стабілізації обробляючої системи. Це особливо важливо при виникненні резонансних явищ, які завжди супроводжують механічну обробку точінням. Проведені робочі випробування такої пошукової АСУ по динамічної стабілізації верстату при обробці точінням на кафедрі виробництва приладів і приладобудівному заводі у м. Києві показали, що динамічна стійкість ТОС значно збільшується, зникають резонансні явища при механообробки, а точність деталей поліпшується у 2...3 рази. 5 Комп’ютерна верстка М. Ломалова 41540 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of dynamical counter-phase stabilization of process of mechanical processing at turning
Автори англійськоюHnateiko Nonna Valentynivna, Rumbeshta Valentyn Oleksandrovych, Shved Olha Vitaliivna
Назва патенту російськоюСистема динамической противофазной стабилизации процесса механообработки при точении
Автори російськоюГнатейко Нонна Валентиновна, Румбешта Валентин Александрович, Швед Ольга Витальевна
МПК / Мітки
МПК: F16F 15/00
Мітки: система, динамічної, процесу, стабілізації, механообробки, протифазної, точінні
Код посилання
<a href="https://ua.patents.su/3-41540-sistema-dinamichno-protifazno-stabilizaci-procesu-mekhanoobrobki-pri-tochinni.html" target="_blank" rel="follow" title="База патентів України">Система динамічної протифазної стабілізації процесу механообробки при точінні</a>
Спосіб динамічної протифазової стабілізації коливань токарного верстата при точінні
Номер патенту: 34564
Опубліковано: 11.08.2008
Автори: Гнатейко Нонна Валентинівна, Румбешта Валентин Олександрович
МПК: F16F 15/00
Мітки: стабілізації, верстата, спосіб, точінні, коливань, токарного, динамічної, протифазової
Формула / Реферат:
Спосіб динамічної протифазової стабілізації коливань токарного верстата при точінні, що включає вимірювання параметрів цих коливань, який відрізняється тим, що із параметрів, отриманих при вимірюванні, виділяють першу гармоніку коливань верстата, проводять її аналіз і за допомогою пошукової зміни в швидкості різання, в залежності від значення амплітуди першої гармоніки, змінюють динамічний коливальний режим процесу різання шляхом зміщення...
Автоматична гармата з системою динамічної стабілізації
Номер патенту: 62049
Опубліковано: 15.12.2003
Автори: Стеценко Олександр Олексійович, Солодковський Валерій Станіславович, Медвідь Володимир Станіславович, Собков Анатолій Васильович, Кошелєв Володимир Іванович, Грек Володимир Григорович, Величко Юрій Іванович
МПК: F41A 3/00
Мітки: динамічної, системою, автоматична, стабілізації, гармата
Формула / Реферат:
1. Автоматична гармата з системою динамічної стабілізації, що містить ствол з дульним гальмом, амортизатор, коробку ствольну, раму затворну з затвором та бойком, зворотну пружину, затильник з механізмом автоматичної перезарядки та електроспуском, яка відрізняється тим, що додатково містить систему стабілізуючих сопел, зв'язаних з стволом, які мають геометричні параметри, кут нахилу до осі і місце розташування, що забезпечують знаходження...
Система динамічної корекції нестаціонарного об’єкта
Номер патенту: 79959
Опубліковано: 10.08.2007
Автор: Долгін Володимир Прохорович
МПК: G05B 11/01, G05B 13/02
Мітки: об'єкта, нестаціонарного, динамічної, система, корекції
Формула / Реферат:
Система динамічної корекції нестаціонарного об'єкта, яка складається з блока масштабування, блока порівняння, блока послідовної корекції, об’єкта керування і зворотного зв'язку, що охоплює блок послідовної корекції і об'єкт керування, яка відрізняється тим, що зворотний зв'язок складається з суматора з підключеними до його входів масштабуючими підсилювачами, входи яких сполучені з виходами диференційних підсилювачів з коефіцієнтом підсилення,...
Спосіб керування коливаннями при точінні
Номер патенту: 28682
Опубліковано: 25.12.2007
Автори: Донченко Євгеній Іванович, Мироненко Євгеній Васильович, Марчук Євген Вячеславович
МПК: B23Q 17/00
Мітки: точінні, коливаннями, спосіб, керування
Формула / Реферат:
Спосіб керування коливаннями при точінні, за яким на токарському різці генерують коливання з ультразвуковою частотою, який відрізняється тим, що задають коливання, близькі по амплітуді, але протилежні за напрямком коливанням від процесу різання в діапазоні частот до 5 кГц, що визначають за допомогою датчика віброприскорень, а коливання з ультразвуковою частотою знаходяться в резонансі з технологічною системою механічної обробки, що...
Система стабілізації безпілотного літального апарата
Номер патенту: 11981
Опубліковано: 16.01.2006
Автори: Симонов Володимир Федорович, Величко Надія Вікторівна, Бандура Іван Миколайович
МПК: G05D 1/03, B64C 13/00
Мітки: апарата, стабілізації, безпілотного, система, літального
Формула / Реферат:
Система стабілізації безпілотного літального апарата, що містить порівнювальний пристрій, датчики кута та кутової швидкості, пристрій керування, перший та другий блоки множення, порівнювач та рульовий привід, яка відрізняється тим, що до неї введена інтегруюча ланка, входом якої є вихід пристрою керування, а її вихід з'єднаний з другим входом першого блока множення та з першим входом другого блока множення.
Попередній патент: Віброекструдер для змішання бетонних сумішей
Наступний патент: Система оцінювання невизначеності вимірювання
Випадковий патент: Спосіб лікування хворих на хронічний червоний вовчак