Спосіб прокатки товстих листів
Номер патенту: 86476
Опубліковано: 27.04.2009
Автори: Юр'єв Олег Михайлович, Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Остапенко Арнольд Леонтійович
Формула / Реферат
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщини розкату шляхом змінного по його довжині обтиску, який збільшується від кінців до середини довжини розкату, в поздовжньому проході перед кантуванням розкату на 90°, який відрізняється тим, що при прокатці листів їх ширину формують з довжини слябів, для чого спочатку здійснюють поперечну прокатку сляба до досягнення довжини розкату, що дорівнює 0,8-0,9 довжини бочки валків, потім виконують поздовжню прокатку до отримання заданої ширини листів і в останньому поздовжньому проході здійснюють профілювання товщини розкату по його довжині, при цьому змінний обтиск при профілюванні здійснюють шляхом надання розкату форми, яка в поздовжньому перерізі обмежується рівнобедреними трапеціями з відношенням довгої до короткої основи, рівним трьом, після чого прокатку закінчують поперечними проходами.
Текст
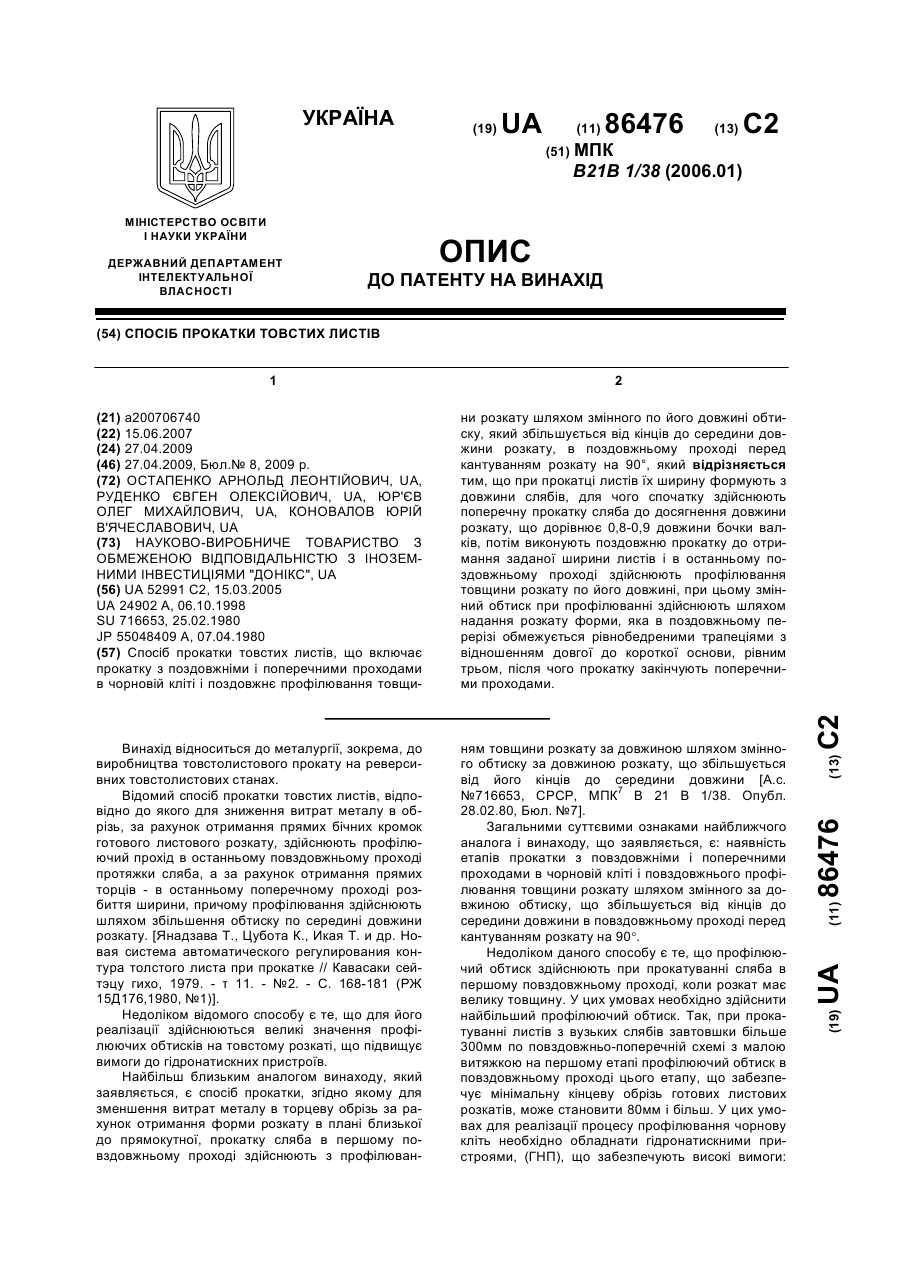
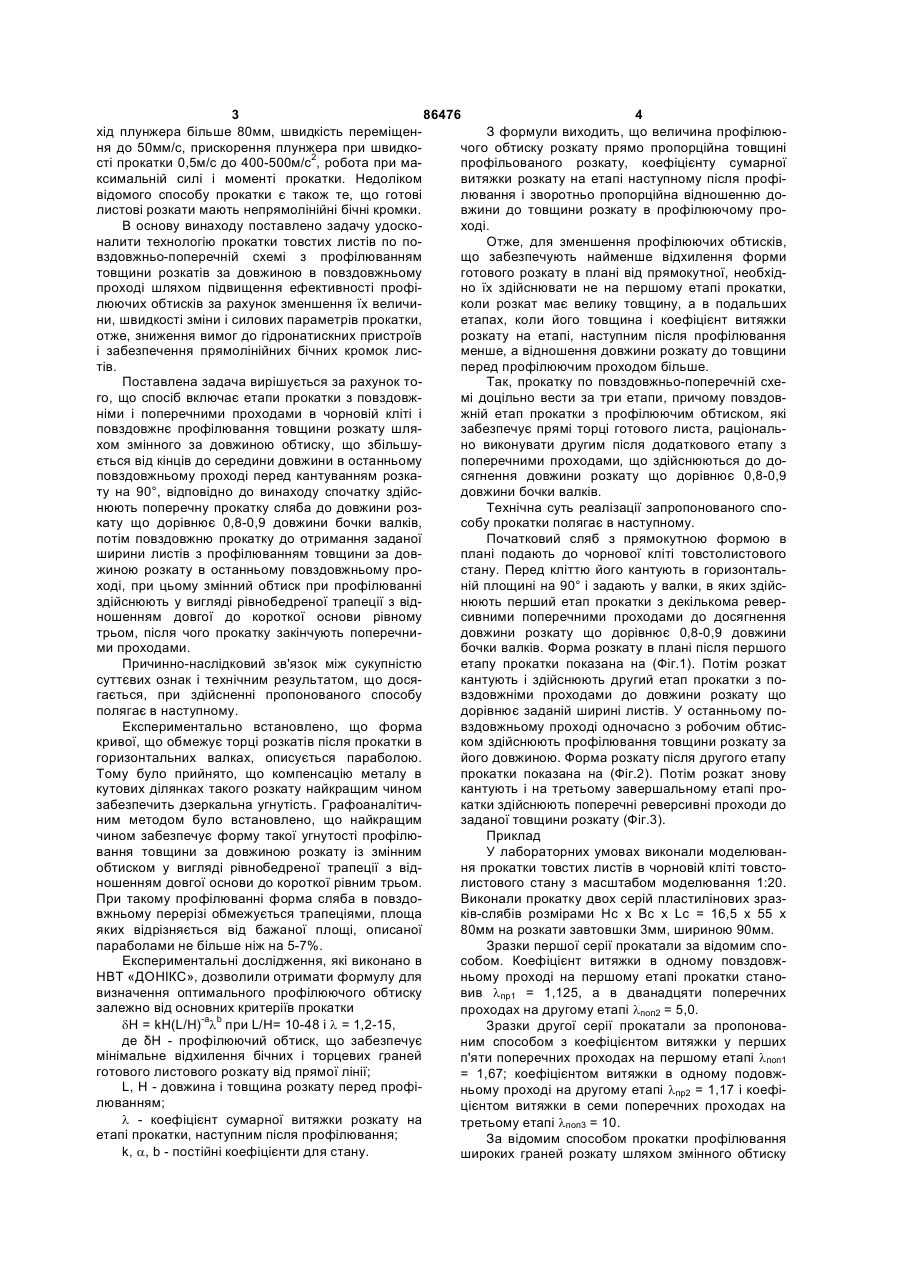
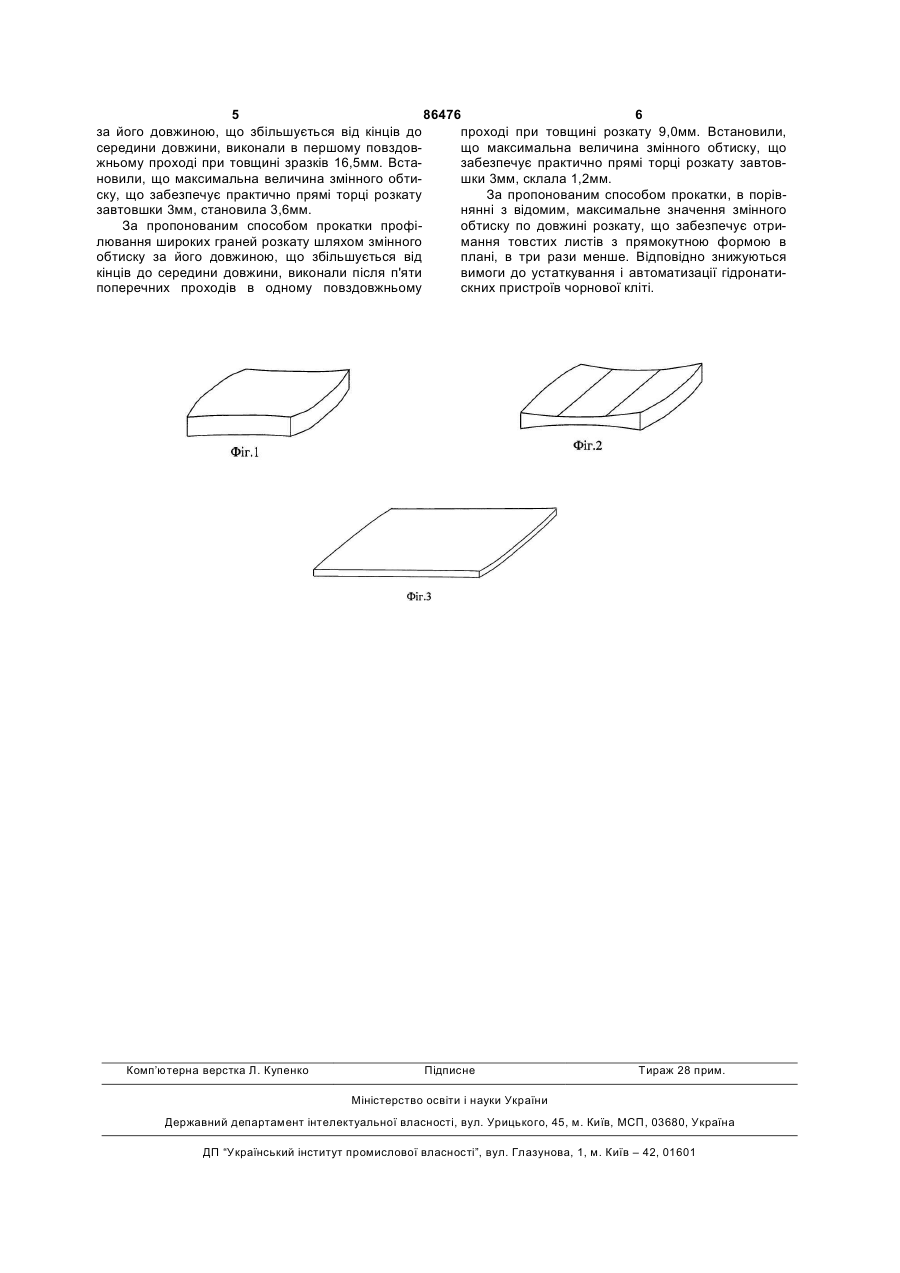
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщи 3 86476 4 З формули виходить, що величина профілююхід плунжера більше 80мм, швидкість переміщенчого обтиску розкату прямо пропорційна товщині ня до 50мм/с, прискорення плунжера при швидкопрофільованого розкату, коефіцієнту сумарної сті прокатки 0,5м/с до 400-500м/с2, робота при мавитяжки розкату на етапі наступному після профіксимальній силі і моменті прокатки. Недоліком лювання і зворотньо пропорційна відношенню довідомого способу прокатки є також те, що готові вжини до товщини розкату в профілюючому пролистові розкати мають непрямолінійні бічні кромки. ході. В основу винаходу поставлено задачу удоскоОтже, для зменшення профілюючих обтисків, налити технологію прокатки товстих листів по пощо забезпечують найменше відхилення форми вздовжньо-поперечній схемі з профілюванням готового розкату в плані від прямокутної, необхідтовщини розкатів за довжиною в повздовжньому но їх здійснювати не на першому етапі прокатки, проході шляхом підвищення ефективності профіколи розкат має велику товщину, а в подальших люючих обтисків за рахунок зменшення їх величиетапах, коли його товщина і коефіцієнт витяжки ни, швидкості зміни і силових параметрів прокатки, розкату на етапі, наступним після профілювання отже, зниження вимог до гідронатискних пристроїв менше, а відношення довжини розкату до товщини і забезпечення прямолінійних бічних кромок лисперед профілюючим проходом більше. тів. Так, прокатку по повздовжньо-поперечній схеПоставлена задача вирішується за рахунок томі доцільно вести за три етапи, причому повздовго, що спосіб включає етапи прокатки з повздовжжній етап прокатки з профілюючим обтиском, які німи і поперечними проходами в чорновій кліті і забезпечує прямі торці готового листа, раціональповздовжнє профілювання товщини розкату шляно виконувати другим після додаткового етапу з хом змінного за довжиною обтиску, що збільшупоперечними проходами, що здійснюються до доється від кінців до середини довжини в останньому сягнення довжини розкату що дорівнює 0,8-0,9 повздовжньому проході перед кантуванням розкадовжини бочки валків. ту на 90°, відповідно до винаходу спочатку здійсТехнічна суть реалізації запропонованого спонюють поперечну прокатку сляба до довжини розсобу прокатки полягає в наступному. кату що дорівнює 0,8-0,9 довжини бочки валків, Початковий сляб з прямокутною формою в потім повздовжню прокатку до отримання заданої плані подають до чорнової кліті товстолистового ширини листів з профілюванням товщини за довстану. Перед кліттю його кантують в горизонтальжиною розкату в останньому повздовжньому проній площині на 90° і задають у валки, в яких здійсході, при цьому змінний обтиск при профілюванні нюють перший етап прокатки з декількома реверздійснюють у вигляді рівнобедреної трапеції з відсивними поперечними проходами до досягнення ношенням довгої до короткої основи рівному довжини розкату що дорівнює 0,8-0,9 довжини трьом, після чого прокатку закінчують поперечнибочки валків. Форма розкату в плані після першого ми проходами. етапу прокатки показана на (Фіг.1). Потім розкат Причинно-наслідковий зв'язок між сукупністю кантують і здійснюють другий етап прокатки з посуттєвих ознак і технічним результатом, що досявздовжніми проходами до довжини розкату що гається, при здійсненні пропонованого способу дорівнює заданій ширині листів. У останньому пополягає в наступному. вздовжньому проході одночасно з робочим обтисЕкспериментально встановлено, що форма ком здійснюють профілювання товщини розкату за кривої, що обмежує торці розкатів після прокатки в його довжиною. Форма розкату після другого етапу горизонтальних валках, описується параболою. прокатки показана на (Фіг.2). Потім розкат знову Тому було прийнято, що компенсацію металу в кантують і на третьому завершальному етапі прокутових ділянках такого розкату найкращим чином катки здійснюють поперечні реверсивні проходи до забезпечить дзеркальна угнутість. Графоаналітичзаданої товщини розкату (Фіг.3). ним методом було встановлено, що найкращим Приклад чином забезпечує форму такої угнутості профілюУ лабораторних умовах виконали моделюванвання товщини за довжиною розкату із змінним ня прокатки товстих листів в чорновій кліті товстообтиском у вигляді рівнобедреної трапеції з відлистового стану з масштабом моделювання 1:20. ношенням довгої основи до короткої рівним трьом. Виконалипрокатку двох серій пластилінових зразПри такому профілюванні форма сляба в повздоків-слябів розмірами Нc x Bc x Lc = 16,5 x 55 x вжньому перерізі обмежується трапеціями, площа 80мм на розкати завтовшки 3мм, шириною 90мм. яких відрізняється від бажаної площі, описаної Зразки першої серії прокатали за відомим спопараболами не більше ніж на 5-7%. собом. Коефіцієнт витяжки в одному повздовжЕкспериментальні дослідження, які виконано в ньому проході на першому етапі прокатки станоНВТ «ДОНІКС», дозволили отримати формулу для визначення оптимального профілюючого обтиску вив lпр1 = 1,125, а в дванадцяти поперечних залежно від основних критеріїв прокатки проходах на другому етапі lпоп2 = 5,0. dH = kH(L/H)-alb при L/H= 10-48 і l = 1,2-15, Зразки другої серії прокатали за пропоноваде δΗ - профілюючий обтиск, що забезпечує ним способом з коефіцієнтом витяжки у перших мінімальне відхилення бічних і торцевих граней п'яти поперечних проходах на першому етапі lпоп1 готового листового розкату від прямої лінії; = 1,67; коефіцієнтом витяжки в одному подовжL, Η - довжина і товщина розкату перед профіньому проході на другому етапі lпр2 = 1,17 і коефілюванням; цієнтом витяжки в семи поперечних проходах на l - коефіцієнт сумарної витяжки розкату на третьому етапі lпоп3 = 10. етапі прокатки, наступним після профілювання; За відомим способом прокатки профілювання k, a, b - постійні коефіцієнти для стану. широких граней розкату шляхом змінного обтиску 5 86476 6 за його довжиною, що збільшується від кінців до проході при товщині розкату 9,0мм. Встановили, середини довжини, виконали в першому повздовщо максимальна величина змінного обтиску, що жньому проході при товщині зразків 16,5мм. Встазабезпечує практично прямі торці розкату завтовновили, що максимальна величина змінного обтишки 3мм, склала 1,2мм. ску, що забезпечує практично прямі торці розкату За пропонованим способом прокатки, в порівзавтовшки 3мм, становила 3,6мм. нянні з відомим, максимальне значення змінного За пропонованим способом прокатки профіобтиску по довжині розкату, що забезпечує отрилювання широких граней розкату шляхом змінного мання товстих листів з прямокутною формою в обтиску за його довжиною, що збільшується від плані, в три рази менше. Відповідно знижуються кінців до середини довжини, виконали після п'яти вимоги до устаткування і автоматизації гідронатипоперечних проходів в одному повздовжньому скних пристроїв чорнової кліті. Комп’ютерна верстка Л. Купенко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling thick sheets
Автори англійськоюOstapenko Arnold Leontiovych, Rudenko Yevhen Oleksiiovych, Yuriev Oleh Mykhailovych, Konovalov Yurii Viacheslavovych
Назва патенту російськоюСпособ прокатки толстых листов
Автори російськоюОстапенко Арнольд Леонтьевич, Руденко Евгений Алексеевич, Юрьев Олег Михайлович, Коновалов Юрий Вячеславович
МПК / Мітки
МПК: B21B 1/38
Мітки: листів, спосіб, прокатки, товстих
Код посилання
<a href="https://ua.patents.su/3-86476-sposib-prokatki-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки товстих листів</a>
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: спосіб, листів, товстих, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Коновалов Юрій В'ячеславович, Руденко Євген Олексійович, Юр'єв Олег Михайлович, Туляков Віктор Олександрович
МПК: B21B 1/38
Мітки: товстих, спосіб, листів, прокатки
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Саркіц Ігор Генадієвич, Лямцев Василь Петрович, Голі-Оглу Володимир Семенович, Тарасенко Олег Станіславович, Кашков Генадій Алимович, Бойко Володимир Семенович, Васєкін Андрій Валерійович, Греков Ніл Сергійович, Мурашкін Олександр Вікторович, Налча Іван Борисович, Карнаушенко Ніл Андрійович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Радушев Олексій Олександрович
МПК: B21B 1/38
Мітки: спосіб, товстих, листів, прокатки, гарячої
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Повар Володимир Борисович
МПК: B21B 1/38
Мітки: листів, прокатки, товстих, спосіб
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Спосіб прокатування товстих листів
Номер патенту: 73831
Опубліковано: 15.09.2005
Автори: Козін Микола Павлович, Данько Андрій Володимирович
МПК: B21B 1/22, B21B 37/46
Мітки: товстих, листів, прокатування, спосіб
Формула / Реферат:
Спосіб прокатування товстих листів, що включає розгін валків від швидкості захвату металу до максимальних обертів та їх гальмування до швидкості викидання металу з валків, який відрізняється тим, що після досягнення максимальних обертів їх змінюють в залежності від зміни температури металу по довжині розкату за співвідношенням:,де
Попередній патент: Вогнетривка бетонна суміш
Наступний патент: Опора шарошкового долота
Випадковий патент: Радіально-поршневий ексцентриковий гідромотор