Спосіб виробництва штаб на ливарно-прокатному модулі
Номер патенту: 44715
Опубліковано: 15.03.2002
Автори: Остапенко Арнольд Леонтійович, Поліщук Валентин Михайлович, Стеч Володимир Станіславович, Бейгельзімер Емануіл Юхимович, Белобров Юрій Миколайович, Деркач Дмитро Олександрович
Формула / Реферат
1. Способ производства полос на литейно-прокатном модуле, включающий отливку сляба, предварительную прокатку в непрерывной группе клетей, подогрев в проходной печи, транспортировку через обогреваемые печи, смотку раската в рулон, порезку на мерные длины, передачу рулона в положение размотки, размотку рулона и чистовую прокатку, отличающийся тем, что технологические операции выполняют в следующей последовательности: отливка сляба, его подогрев в проходной печи при скорости движения в зоне нагрева, равной скорости вытягивания слитка, порезка на мерные длины, транспортировка через обогреваемые печи на скорости, превышающей скорость вытягивания слитка, предварительная прокатка в непрерывной группе из 2-х клетей, смотка в рулон, передача рулона в положение размотки, размотка и чистовая прокатка, причем минимальная скорость конца прокатки і-того сляба во второй клети непрерывной группы и скорость смотки раската в рулон должны отвечать условию
Vкп(і)=Vmax(і)l(і), если Vmax(і)>=Vmax(і+1)
и условию
Vкп(і)=Vmax(і+1)l(і), если Vmax(і)<Vmax(і+1),
где l(і) - вытяжка при предварительной прокатке і-того сляба;
Vmax(i) - максимальная скорость перемещения і-того сляба на предшествующих участках технологического потока.
Текст
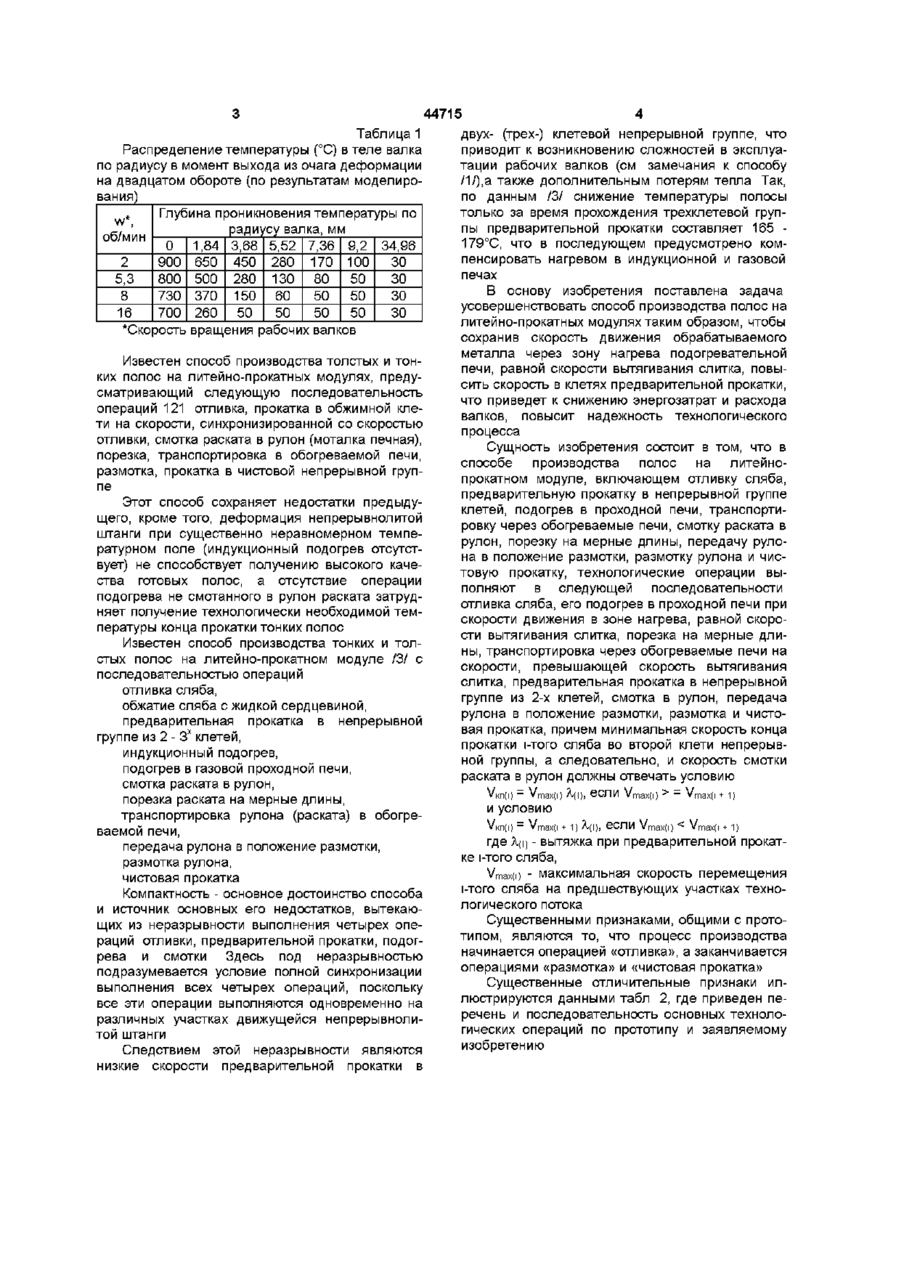
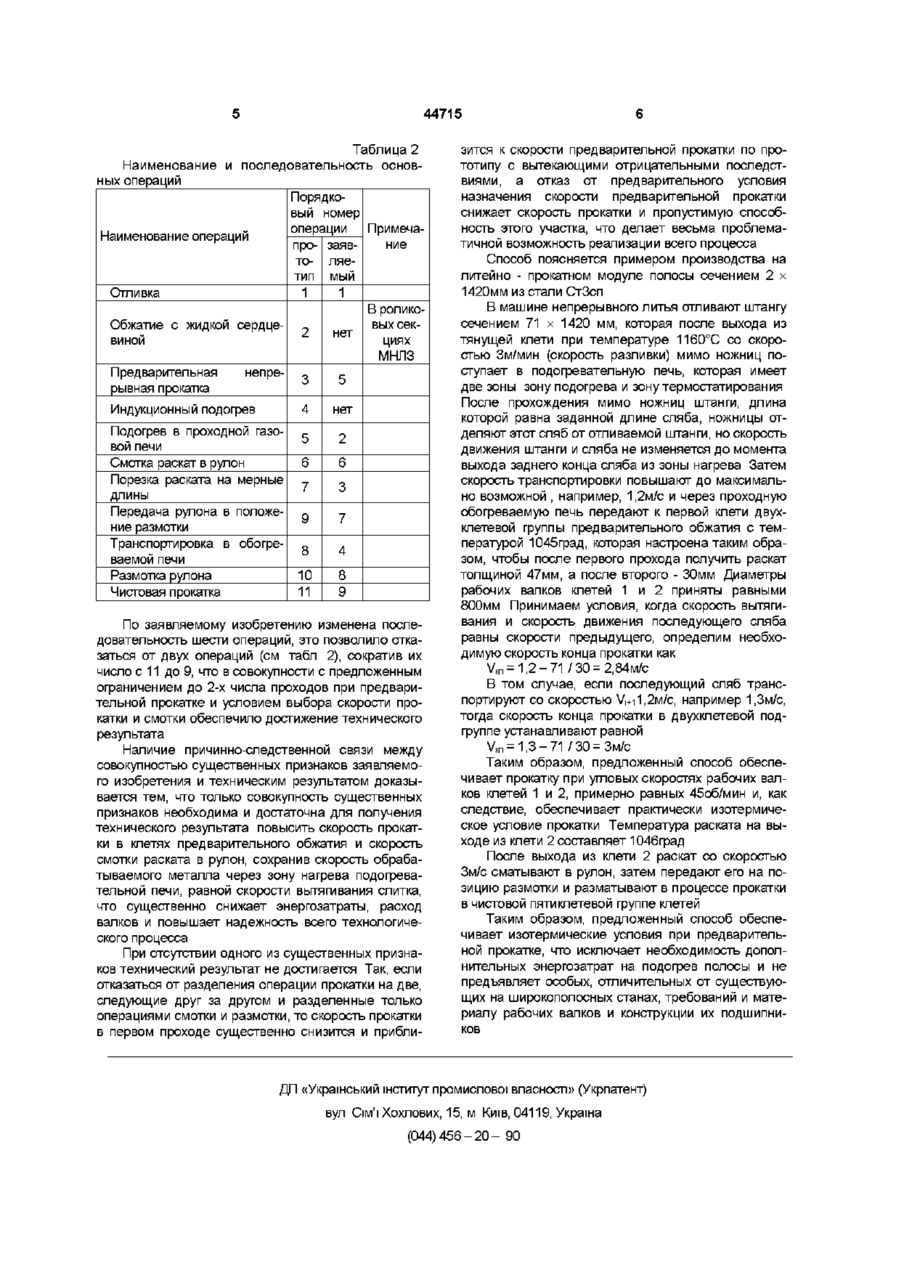
1 Способ производства полос на литейнопрокатном модуле, включающий отливку сляба, предварительную прокатку в непрерывной группе клетей, подогрев в проходной печи, транспорти Изобретение относится к области производства проката на литейно-прокатных модулях (ЛПМ) Известен способ производства толстолистового проката на литейно-прокатном модуле /1/, согласно которому непрерывнолитая штанга после выхода из машины непрерывного литья поступает в индукционную установку для подогрева и выравнивания температуры, а затем в четырехвалковую прокатную клеть, где прокатывается со скоростью, синхронизированной со скоростью разливки (скоростью вращения роликов тянущего устройства), после прокатки за один проход полоса разрезается на мерные длины В этом случае даже при максимальной скорости разливки (вытягивания) 5м/мин, толщине от ровку через обогреваемые печи, смотку раската в рулон, порезку на мерные длины, передачу рулона в положение размотки, размотку рулона и чистовую прокатку, отличающийся тем, что технологические операции выполняют в следующей последовательности отливка сляба, его подогрев в проходной печи при скорости движения в зоне нагрева, равной скорости вытягивания слитка, порезка на мерные длины, транспортировка через обогреваемые печи на скорости, превышающей скорость вытягивания слитка, предварительная прокатка в непрерывной группе из 2-х клетей, смотка в рулон, передача рулона в положение размотки, размотка и чистовая прокатка, причем минимальная скорость конца прокатки і-того сляба во второй клети непрерывной группы и скорость смотки раската в рулон должны отвечать условию V K n(i) = V m a x(i)^(i), ЄСЛИ V ma x(i)>=V m ax(i+1) и условию V K n(i) = V ma x(i+1)^(i), ЄСЛИ V ma x(і) = V x ( i + 1) порезка раската на мерные длины, и условию транспортировка рулона (раската) в обогреV ( i ) - V ax(i + 1) Я,(|), ЄСЛИ V x ( i ) < V x ( i + 1) ваемой печи, где Я,(і) - вытяжка при предварительной прокатпередача рулона в положение размотки, ке і-того сляба, размотка рулона, Vmax(i) - максимальная скорость перемещения чистовая прокатка і-того сляба на предшествующих участках техноКомпактность - основное достоинство способа логического потока и источник основных его недостатков, вытекаюСущественными признаками, общими с протощих из неразрывности выполнения четырех опетипом, являются то, что процесс производства раций отливки, предварительной прокатки, подогначинается операцией «отливка», а заканчивается рева и смотки Здесь под неразрывностью операциями «размотка» и «чистовая прокатка» подразумевается условие полной синхронизации Существенные отличительные признаки илвыполнения всех четырех операций, поскольку люстрируются данными табл 2, где приведен певсе эти операции выполняются одновременно на речень и последовательность основных технолоразличных участках движущейся непрерывнолигических операций по прототипу и заявляемому той штанги изобретению Следствием этой неразрывности являются низкие скорости предварительной прокатки в Таблица 1 Распределение температуры (°С) в теле валка по радиусу в момент выхода из очага деформации на двадцатом обороте (по результатам моделирования) Глубина проникновения температуры по W*, радиусу валка, мм об/мин 0 1,84 3,68 5,52 7,36 9,2 34,96 2 900 650 450 280 170 100 30 5,3 800 500 280 130 80 50 30 8 730 370 150 60 50 50 30 16 700 260 50 50 50 50 30 *Скорость вращения рабочих валков Kn Kn ma m ma ma ma 44715 Наименование ных операций Таблица 2 последовательность основ Порядковый номер операции ПримечаНаименование операций ние про- заявто- ляетип мый Отливка 1 1 В роликовых секОбжатие с жидкой сердце2 нет циях виной МНЛЗ Предварительная непре3 5 рывная прокатка Индукционный подогрев 4 Подогрев в проходной газовой печи Смотка раскат в рулон Порезка раската на мерные длины Передача рулона в положение размотки Транспортировка в обогреваемой печи Размотка рулона Чистовая прокатка нет 5 2 6 6 7 3 9 7 8 4 10 11 8 9 По заявляемому изобретению изменена последовательность шести операций, это позволило отказаться от двух операций (см табл 2), сократив их число с 11 до 9, что в совокупности с предложенным ограничением до 2-х числа проходов при предварительной прокатке и условием выбора скорости прокатки и смотки обеспечило достижение технического результата Наличие причинно-следственной связи между совокупностью существенных признаков заявляемого изобретения и техническим результатом доказывается тем, что только совокупность существенных признаков необходима и достаточна для получения технического результата повысить скорость прокатки в клетях предварительного обжатия и скорость смотки раската в рулон, сохранив скорость обрабатываемого металла через зону нагрева подогревательной печи, равной скорости вытягивания слитка, что существенно снижает энергозатраты, расход валков и повышает надежность всего технологического процесса При отсутствии одного из существенных признаков технический результат не достигается Так, если отказаться от разделения операции прокатки на две, следующие друг за другом и разделенные только операциями смотки и размотки, то скорость прокатки в первом проходе существенно снизится и прибли зится к скорости предварительной прокатки по прототипу с вытекающими отрицательными последствиями, а отказ от предварительного условия назначения скорости предварительной прокатки снижает скорость прокатки и пропустимую способность этого участка, что делает весьма проблематичной возможность реализации всего процесса Способ поясняется примером производства на литейно - прокатном модуле полосы сечением 2 х 1420мм из стали СтЗсп В машине непрерывного литья отливают штангу сечением 71 х 1420 мм, которая после выхода из тянущей клети при температуре 1160°С со скоростью Зм/мин (скорость разливки) мимо ножниц поступает в подогревательную печь, которая имеет две зоны зону подогрева и зонутермостатирования После прохождения мимо ножниц штанги, длина которой равна заданной длине сляба, ножницы отделяют этот сляб от отливаемой штанги, но скорость движения штанги и сляба не изменяется до момента выхода заднего конца сляба из зоны нагрева Затем скорость транспортировки повышают до максимально возможной , например, 1,2м/с и через проходную обогреваемую печь передают к первой клети двухклетевой группы предварительного обжатия с температурой 1045град, которая настроена таким образом, чтобы после первого прохода получить раскат толщиной 47мм, а после второго - 30мм Диаметры рабочих валков клетей 1 и 2 приняты равными 800мм Принимаем условия, когда скорость вытягивания и скорость движения последующего сляба равны скорости предыдущего, определим необходимую скорость конца прокатки как Vm = 1,2-71 /30= 2,84м/с В том случае, если последующий сляб транспортируют со скоростью V,+I1,2M/C, например 1,3м/с, тогда скорость конца прокатки в двухклетевой подгруппе устанавливают равной Vm = 1,3 - 71 / 30 = 3м/с Таким образом, предложенный способ обеспечивает прокатку при угловых скоростях рабочих валков клетей 1 и 2, примерно равных 45об/мин и, как следствие, обеспечивает практически изотермическое условие прокатки Температура раската на выходе из клети 2 составляет 1046град После выхода из клети 2 раскат со скоростью 3м/с сматывают в рулон, затем передают его на позицию размотки и разматывают в процессе прокатки в чистовой пятиклетевой группе клетей Таким образом, предложенный способ обеспечивает изотермические условия при предварительной прокатке, что исключает необходимость дополнительных энергозатрат на подогрев полосы и не предъявляет особых, отличительных от существующих на широкополосных станах, требований и материалу рабочих валков и конструкции их подшипников ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90
ДивитисяДодаткова інформація
Автори англійськоюOstapenko Arnold Leontiovych, Beihelzimer Emanuil Yukhymovych, Belobrov Yurii Mykolaiovych, Stech Volodymyr Stanislavovych, Derkach Dmytro Oleksandrovych
Автори російськоюОстапенко Арнольд Леонтьевич, Бейгельзимер Эммануил Ефимович, Белобров Юрий Николаевич, Стеч Владимир Станиславович, Деркач Дмитрий Александрович
МПК / Мітки
МПК: B21B 1/22, B22D 11/00
Мітки: штаб, спосіб, виробництва, ливарно-прокатному, модулі
Код посилання
<a href="https://ua.patents.su/3-44715-sposib-virobnictva-shtab-na-livarno-prokatnomu-moduli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва штаб на ливарно-прокатному модулі</a>
Ливарно-прокатний модуль
Номер патенту: 41954
Опубліковано: 15.10.2001
Автори: Белобров Юрій Миколайович, Остапенко Арнольд Леонтійович, Деркач Дмитро Олександрович, Стеч Володимир Станіславович, Бейгельзімер Емануіл Юхимович, Дюдкін Дмитро Олександрович
МПК: B22D 11/14, B22D 11/128, B21B 1/46
Мітки: модуль, ливарно-прокатний
Формула / Реферат:
1.Литейно-прокатный модуль, включающий несколько паралельно расположенных технологических линий получения слябов (ТЛПС), каждая из которых состоит из соосно расположенных машины непрерывного литья слябов, подогревательной печи, подвижной термостатирующей печи, выполненной с возможностью поворота, и прокатный стан, соосно расположенный с одной из ТЛПС, отличающийся тем, что между технологическими линиями получения слябов и параллельно им...
Спосіб безперервної прокатки штаб
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Васильєв Олександр Геннадійович, Телюк Віктор Григорович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Мовшович Вілорд Соломонович
МПК: B21B 1/22
Мітки: штаб, спосіб, прокатки, безперервної
Формула / Реферат:
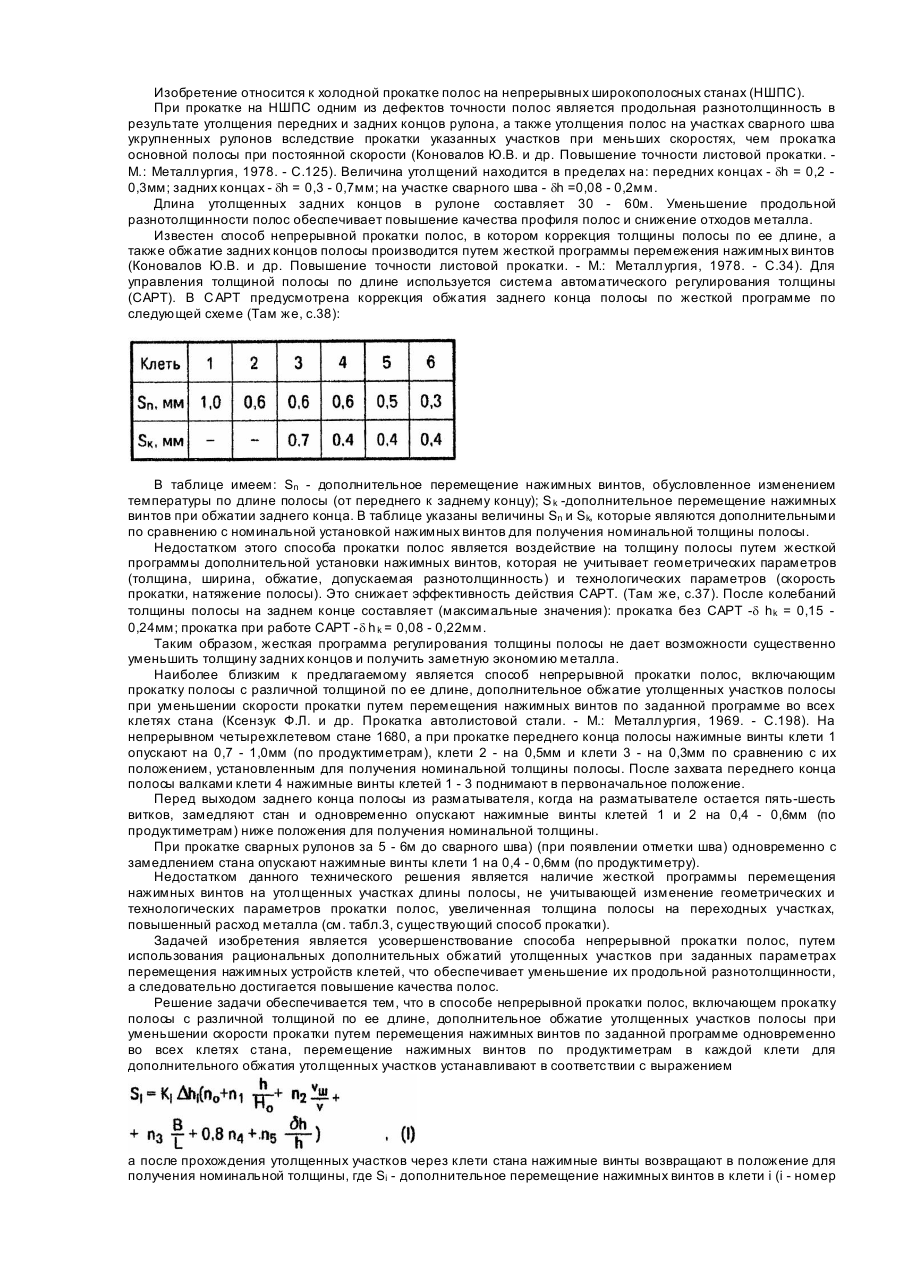
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Єремєєв Віктор Іванович, Филонов Юрій Всеволодович, Афанасьєв Сергій Іванович, Курандо Ігор Григорович, Коваленко Віктор Федорович, Сапригін Хразален Михайлович, Добровольський Владислав Борисович, Ющевський Віктор Карлович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Пилипенко Сергій Степанович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Волков Ігор Анатольєвич, Ніколаєв Віктор Олександрович, Романіко Сергій Павлович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Пінчук Віталій Іосифович, Штехно Олег Миколайович, Тилик Василь Трохимович, Клочков Володимир Васильович, Качан Олександр Михайлович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Фішкін Ісаак Борисович, Лівшиц Леонід Аркадійович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, гарячої
Формула / Реферат:
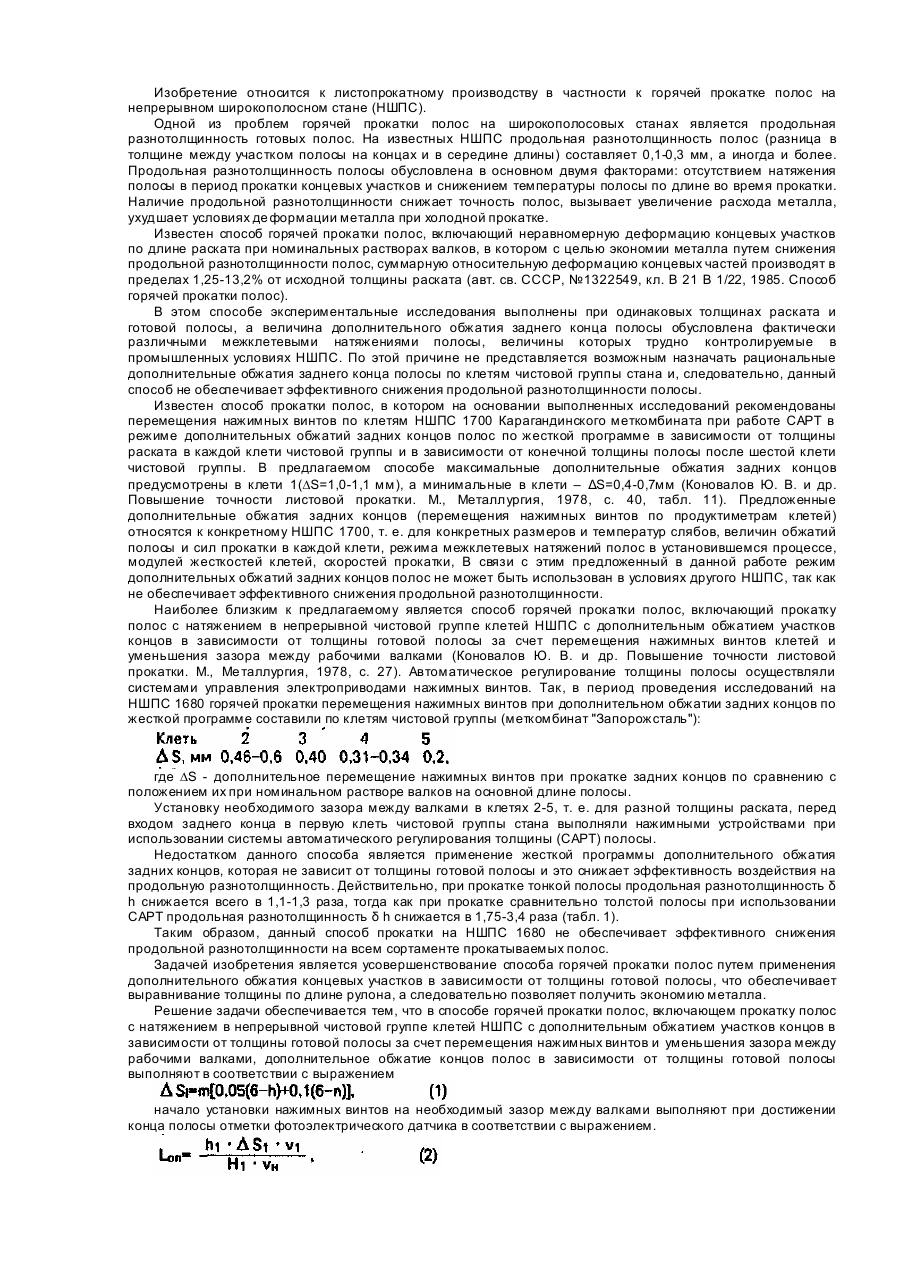
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Попередній патент: Похідні фенілсульфонілсечовини та їх солі, похідні сульфонаміду як вихідні сполуки для їх одержання, гербіцидний засіб та спосіб боротьби з бур’яновою рослинністю
Наступний патент: Аустенітна нержавіюча сталь
Випадковий патент: Спосіб одержання іммобілізованого препарату з комплексом пектолітичних ферментів для добавлення в корм сільськогосподарським тваринам і птиці