Спосіб безперервної прокатки штаб
Номер патенту: 21489
Опубліковано: 16.12.1997
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Телюк Віктор Григорович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович

Формула / Реферат
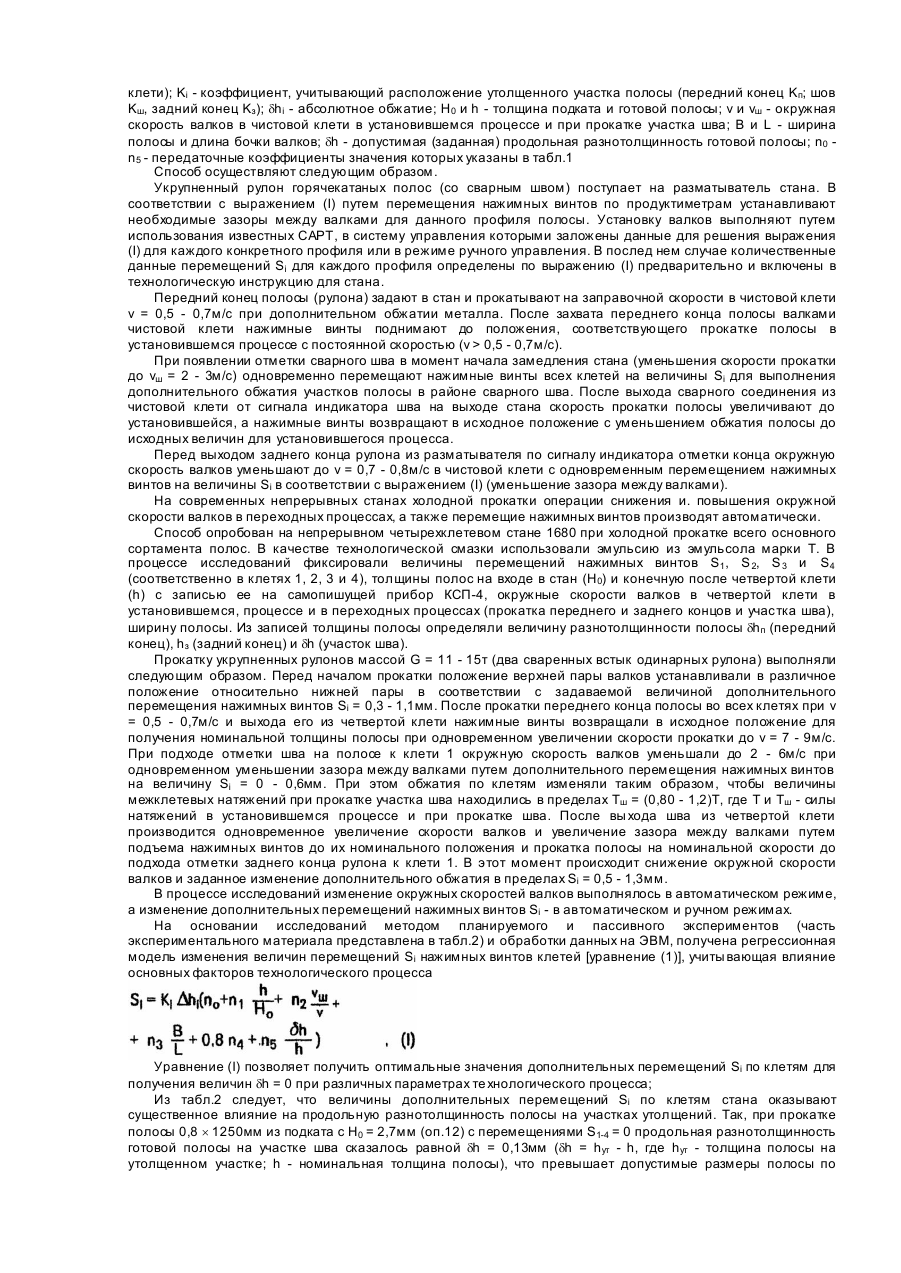
Способ непрерывной прокатки полос, включающий прокатку полосы с различной толщиной ее по длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, отличающийся тем, что перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с выражением
а после прохождения утолщенных участков через клети стана нажимные винты возвращают в положение для получения номинальной толщины полосы, где Si - дополнительное перемещение винтов клети; ki - коэффициент, учитывающий расположение утолщенного участка полосы (передний конец-kп; шов-kш; задний конец полосы-k3); Δhі -абсолютное обжатие; Но и h - толщина подката и толщина полосы после чистовой клети; V и Vш -окружная скорость валков в чистовой клети в установившемся процессе при прокатке участка шва;
В и L - ширина полосы и длина валков; δh - допустимая (заданная) продольная разнотолщинность готовой полосы; і - номер клети; no-n5 - экспериментальные передаточные коэффициенты.
Текст
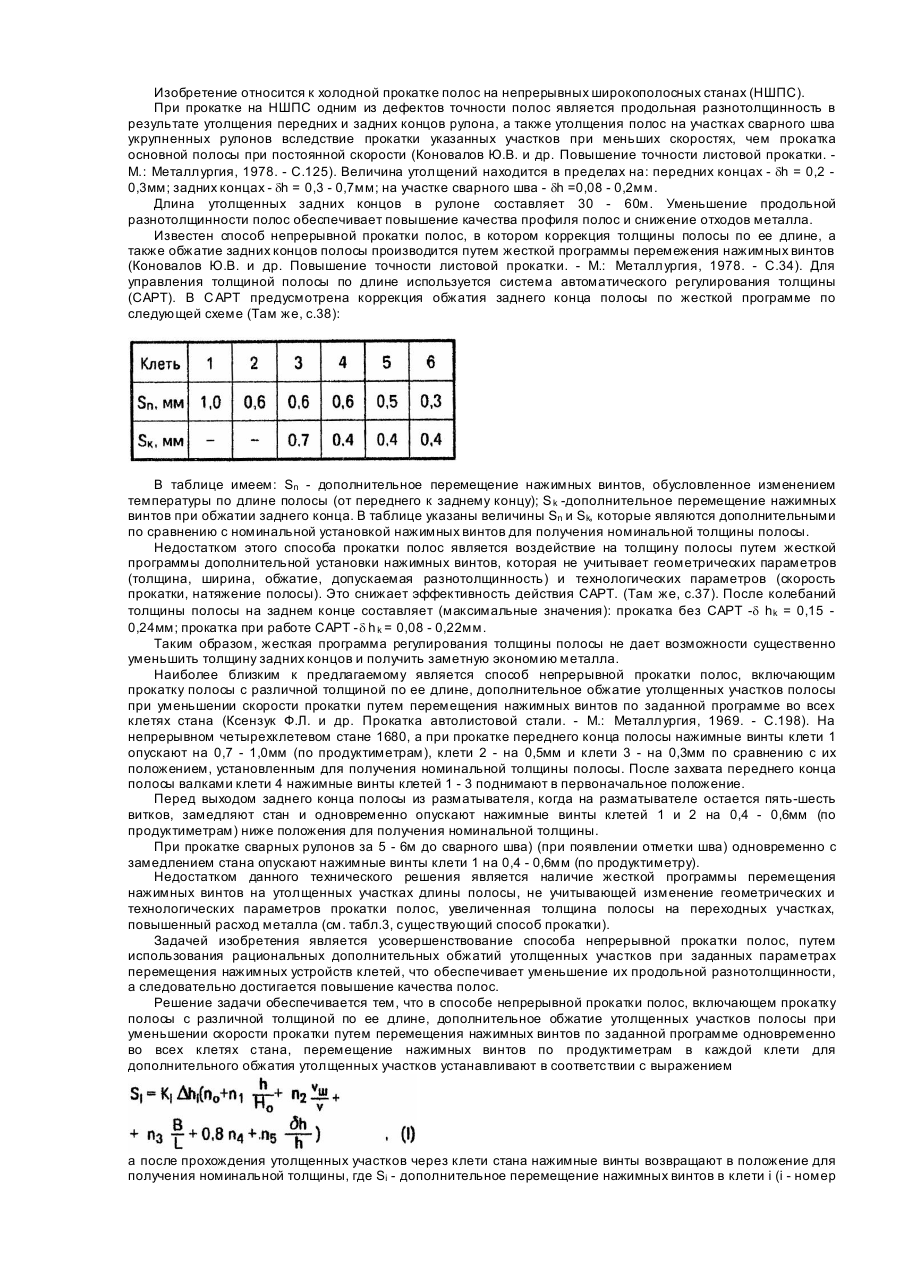
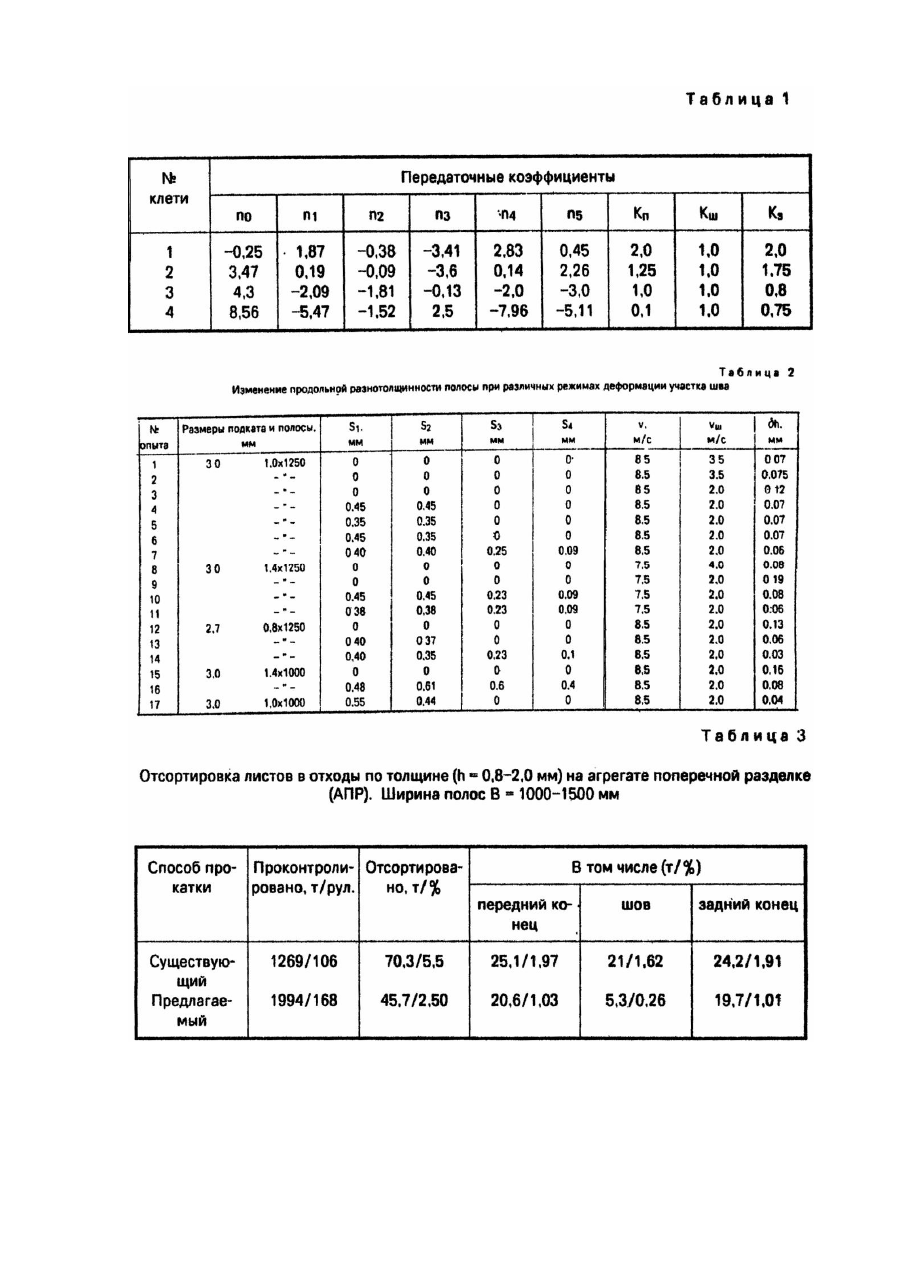
Изобретение относится к холодной прокатке полос на непрерывных широкополосных станах (НШПС). При прокатке на НШПС одним из дефектов точности полос является продольная разнотолщинность в результате утолщения передних и задних концов рулона, а также утолщения полос на участках сварного шва укрупненных рулонов вследствие прокатки указанных участков при меньших скоростях, чем прокатка основной полосы при постоянной скорости (Коновалов Ю.В. и др. Повышение точности листовой прокатки. М.: Металлургия, 1978. - С.125). Величина утолщений находится в пределах на: передних концах - dh = 0,2 0,3мм; задних концах - dh = 0,3 - 0,7мм; на участке сварного шва - dh =0,08 - 0,2мм. Длина утолщенных задних концов в рулоне составляет 30 - 60м. Уменьшение продольной разнотолщинности полос обеспечивает повышение качества профиля полос и снижение отходов металла. Известен способ непрерывной прокатки полос, в котором коррекция толщины полосы по ее длине, а также обжатие задних концов полосы производится путем жесткой программы перемежения нажимных винтов (Коновалов Ю.В. и др. Повышение точности листовой прокатки. - М.: Металлургия, 1978. - С.34). Для управления толщиной полосы по длине используется система автоматического регулирования толщины (САРТ). В С АРТ предусмотрена коррекция обжатия заднего конца полосы по жесткой программе по следующей схеме (Там же, с.38): В таблице имеем: Sn - дополнительное перемещение нажимных винтов, обусловленное изменением температуры по длине полосы (от переднего к заднему концу); S k -дополнительное перемещение нажимных винтов при обжатии заднего конца. В таблице указаны величины Sn и Sk, которые являются дополнительными по сравнению с номинальной установкой нажимных винтов для получения номинальной толщины полосы. Недостатком этого способа прокатки полос является воздействие на толщину полосы путем жесткой программы дополнительной установки нажимных винтов, которая не учитывает геометрических параметров (толщина, ширина, обжатие, допускаемая разнотолщинность) и технологических параметров (скорость прокатки, натяжение полосы). Это снижает эффективность действия САРТ. (Там же, с.37). После колебаний толщины полосы на заднем конце составляет (максимальные значения): прокатка без САРТ -d hk = 0,15 0,24мм; прокатка при работе САРТ -d h k = 0,08 - 0,22мм. Таким образом, жесткая программа регулирования толщины полосы не дает возможности существенно уменьшить толщину задних концов и получить заметную экономию металла. Наиболее близким к предлагаемому является способ непрерывной прокатки полос, включающим прокатку полосы с различной толщиной по ее длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе во всех клетях стана (Ксензук Ф.Л. и др. Прокатка автолистовой стали. - М.: Металлургия, 1969. - С.198). На непрерывном четырехклетевом стане 1680, а при прокатке переднего конца полосы нажимные винты клети 1 опускают на 0,7 - 1,0мм (по продуктиметрам), клети 2 - на 0,5мм и клети 3 - на 0,3мм по сравнению с их положением, установленным для получения номинальной толщины полосы. После захвата переднего конца полосы валками клети 4 нажимные винты клетей 1 - 3 поднимают в первоначальное положение. Перед выходом заднего конца полосы из разматывателя, когда на разматывателе остается пять-шесть витков, замедляют стан и одновременно опускают нажимные винты клетей 1 и 2 на 0,4 - 0,6мм (по продуктиметрам) ниже положения для получения номинальной толщины. При прокатке сварных рулонов за 5 - 6м до сварного шва) (при появлении отметки шва) одновременно с замедлением стана опускают нажимные винты клети 1 на 0,4 - 0,6мм (по продуктиметру). Недостатком данного технического решения является наличие жесткой программы перемещения нажимных винтов на утолщенных участках длины полосы, не учитывающей изменение геометрических и технологических параметров прокатки полос, увеличенная толщина полосы на переходных участках, повышенный расход металла (см. табл.3, существующий способ прокатки). Задачей изобретения является усовершенствование способа непрерывной прокатки полос, путем использования рациональных дополнительных обжатий утолщенных участков при заданных параметрах перемещения нажимных устройств клетей, что обеспечивает уменьшение их продольной разнотолщинности, а следовательно достигается повышение качества полос. Решение задачи обеспечивается тем, что в способе непрерывной прокатки полос, включающем прокатку полосы с различной толщиной по ее длине, дополнительное обжатие утолщенных участков полосы при уменьшении скорости прокатки путем перемещения нажимных винтов по заданной программе одновременно во всех клетях стана, перемещение нажимных винтов по продуктиметрам в каждой клети для дополнительного обжатия утолщенных участков устанавливают в соответствии с выражением а после прохождения утолщенных участков через клети стана нажимные винты возвращают в положение для получения номинальной толщины, где Si - дополнительное перемещение нажимных винтов в клети i (i - номер клети); Ki - коэффициент, учитывающий расположение утолщенного участка полосы (передний конец Kп; шов Kш, задний конец Kз); dhi - абсолютное обжатие; H0 и h - толщина подката и готовой полосы; v и vш - окружная скорость валков в чистовой клети в установившемся процессе и при прокатке участка шва; B и L - ширина полосы и длина бочки валков; dh - допустимая (заданная) продольная разнотолщинность готовой полосы; n0 n5 - передаточные коэффициенты значения которых указаны в табл.1 Способ осуществляют следующим образом. Укрупненный рулон горячекатаных полос (со сварным швом) поступает на разматыватель стана. В соответствии с выражением (I) путем перемещения нажимных винтов по продуктиметрам устанавливают необходимые зазоры между валками для данного профиля полосы. Установку валков выполняют путем использования известных САРТ, в систему управления которыми заложены данные для решения выражения (I) для каждого конкретного профиля или в режиме ручного управления. В послед нем случае количественные данные перемещений Si для каждого профиля определены по выражению (I) предварительно и включены в технологическую инструкцию для стана. Передний конец полосы (рулона) задают в стан и прокатывают на заправочной скорости в чистовой клети v = 0,5 - 0,7м/с при дополнительном обжатии металла. После захвата переднего конца полосы валками чистовой клети нажимные винты поднимают до положения, соответствующего прокатке полосы в установившемся процессе с постоянной скоростью (v > 0,5 - 0,7м/с). При появлении отметки сварного шва в момент начала замедления стана (уменьшения скорости прокатки до vш = 2 - 3м/с) одновременно перемещают нажимные винты всех клетей на величины Si для выполнения дополнительного обжатия участков полосы в районе сварного шва. После выхода сварного соединения из чистовой клети от сигнала индикатора шва на выходе стана скорость прокатки полосы увеличивают до установившейся, а нажимные винты возвращают в исходное положение с уменьшением обжатия полосы до исходных величин для установившегося процесса. Перед выходом заднего конца рулона из разматывателя по сигналу индикатора отметки конца окружную скорость валков уменьшают до v = 0,7 - 0,8м/с в чистовой клети с одновременным перемещением нажимных винтов на величины Si в соответствии с выражением (I) (уменьшение зазора между валками). На современных непрерывных станах холодной прокатки операции снижения и. повышения окружной скорости валков в переходных процессах, а также перемещие нажимных винтов производят автоматически. Способ опробован на непрерывном четырехклетевом стане 1680 при холодной прокатке всего основного сортамента полос. В качестве технологической смазки использовали эмульсию из эмульсола марки Т. В процессе исследований фиксировали величины перемещений нажимных винтов S1 , S 2, S 3 и S4 (соответственно в клетях 1, 2, 3 и 4), толщины полос на входе в стан (H0) и конечную после четвертой клети (h) с записью ее на самопишущей прибор КСП-4, окружные скорости валков в четвертой клети в установившемся, процессе и в переходных процессах (прокатка переднего и заднего концов и участка шва), ширину полосы. Из записей толщины полосы определяли величину разнотолщинности полосы dhп (передний конец), hз (задний конец) и dh (участок шва). Прокатку укрупненных рулонов массой G = 11 - 15т (два сваренных встык одинарных рулона) выполняли следующим образом. Перед началом прокатки положение верхней пары валков устанавливали в различное положение относительно нижней пары в соответствии с задаваемой величиной дополнительного перемещения нажимных винтов Si = 0,3 - 1,1мм. После прокатки переднего конца полосы во всех клетях при v = 0,5 - 0,7м/с и выхода его из четвертой клети нажимные винты возвращали в исходное положение для получения номинальной толщины полосы при одновременном увеличении скорости прокатки до v = 7 - 9м/с. При подходе отметки шва на полосе к клети 1 окружную скорость валков уменьшали до 2 - 6м/с при одновременном уменьшении зазора между валками путем дополнительного перемещения нажимных винтов на величину Si = 0 - 0,6мм. При этом обжатия по клетям изменяли таким образом, чтобы величины межклетевых натяжений при прокатке участка шва находились в пределах Tш = (0,80 - 1,2)T, где T и Tш - силы натяжений в установившемся процессе и при прокатке шва. После вы хода шва из четвертой клети производится одновременное увеличение скорости валков и увеличение зазора между валками путем подъема нажимных винтов до их номинального положения и прокатка полосы на номинальной скорости до подхода отметки заднего конца рулона к клети 1. В этот момент происходит снижение окружной скорости валков и заданное изменение дополнительного обжатия в пределах Si = 0,5 - 1,3мм. В процессе исследований изменение окружных скоростей валков выполнялось в автоматическом режиме, а изменение дополнительных перемещений нажимных винтов Si - в автоматическом и ручном режимах. На основании исследований методом планируемого и пассивного экспериментов (часть экспериментального материала представлена в табл.2) и обработки данных на ЭВМ, получена регрессионная модель изменения величин перемещений Si нажимных винтов клетей [уравнение (1)], учиты вающая влияние основных факторов технологического процесса Уравнение (I) позволяет получить оптимальные значения дополнительных перемещений Si по клетям для получения величин dh = 0 при различных параметрах те хнологического процесса; Из табл.2 следует, что величины дополнительных перемещений Si по клетям стана оказывают существенное влияние на продольную разнотолщинность полосы на участках утолщений. Так, при прокатке полосы 0,8 ´ 1250мм из подката с H0 = 2,7мм (оп.12) с перемещениями S1-4 = 0 продольная разнотолщинность готовой полосы на участке шва сказалось равной dh = 0,13мм (dh = hут - h, где hут - толщина полосы на утолщенном участке; h - номинальная толщина полосы), что превышает допустимые размеры полосы по толщине. При прокатке такой же полосы с S1 = 0,4мм; S2 = 0,35мм; S3 = 0,23мм; и S4 = 0,1мм продольная разнотолщинность составила всего dh = 0,03мм (оп.14). При значительном перемещении нажимных винтов в клетях можно получить полосы с толщиной в поле минусовых допусков, т.е. меньше номинальной толщины (оп.7, 16). В выражение (L) входит передаточный коэффициент Ki, учи тывающий положение утолщенного участка по длине полосы. При расчете величин Si для переднего конца в уравнение (I) следует ввести коэффициент Kn для участка шва - Kш , для заднего конца - K3 (табл.1). Для управления перемещениями нажимных винтов клетей можно использовать известные системы автоматического регулирования толщины (САРТ) полосы с введенными в управляющие устройства уравнения (I) с данными табл.1 и технологическими параметрами прокатки. Опытная прокатка полос из малоуглеродистой стали различного сортамента с использованием данных полученных по выражению (I) с последующим анализом сортировки металла по толщине показывает эффективность предлагаемого способа прокатки полос (табл.3). Как следует из табл.3, при использовании предлагаемого способа прокатки отсортировка полос по толщине (полосы с толщиной более верхнего допуска) уменьшилась с 5,5% до 2,3%, т.е. ~2,4 раза. За счет применения рационального режима дополнительной деформации участка сварного шва более чем в 2 раза уменьшилось количество разрывов швов. Таким образом, предложен способ непрерывной прокатки полос, который по сравнению с прототипом (существующий способ) позволяет уменьшить расход металла более чем в два раза и повысить производительность стана за счет уменьшения разрывов швов и , следовательно, простоев стана. Повышение стабильности процесса прокатки обеспечивает также повышение плоскостности полос и эксплуатационную стойкость валков.
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych, Shtekhno Oleh Mykolaiovych, Kudrin Volodymyr Ivanovych, Movshovych Vilord Solomonovych, Tylyk Vasyl Trokhymovych, Teliuk Viktor Hryhorovych, Vasyl’iev Oleksandr Hennadiiovych
Автори російськоюНиколаев Виктор Александрович, Штехно Олег Николаевич, Кудрин Владимир Иванович, Мовшович Вилорд Соломонович, Тылык Василий Трофимович, Телюк Виктор Григорьевич, Васильев Александр Геннадиевич
МПК / Мітки
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатки, безперервної
Код посилання
<a href="https://ua.patents.su/4-21489-sposib-bezperervno-prokatki-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки штаб</a>
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Трофімов Віталій Олександрович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Качан Олександр Михайлович, Фішкін Ісаак Борисович, Мовшович Вілорд Соломонович, Лівшиц Леонід Аркадійович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Тилик Василь Трохимович, Клочков Володимир Васильович
МПК: B21B 1/22
Мітки: штаб, прокатки, спосіб, гарячої
Формула / Реферат:
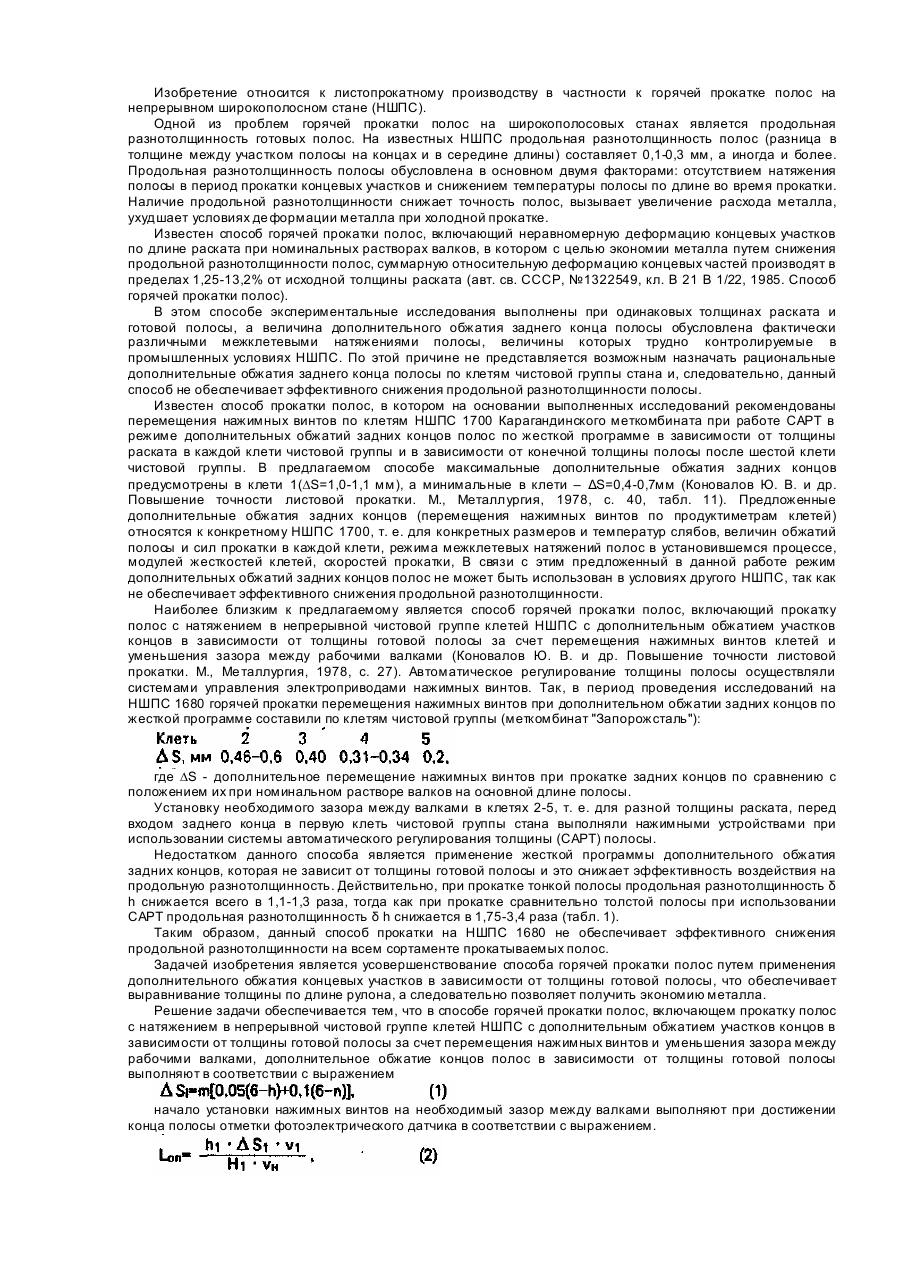
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Пилипенко Сергій Степанович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Романіко Сергій Павлович, Волков Ігор Анатольєвич, Трофімов Віталій Олександрович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
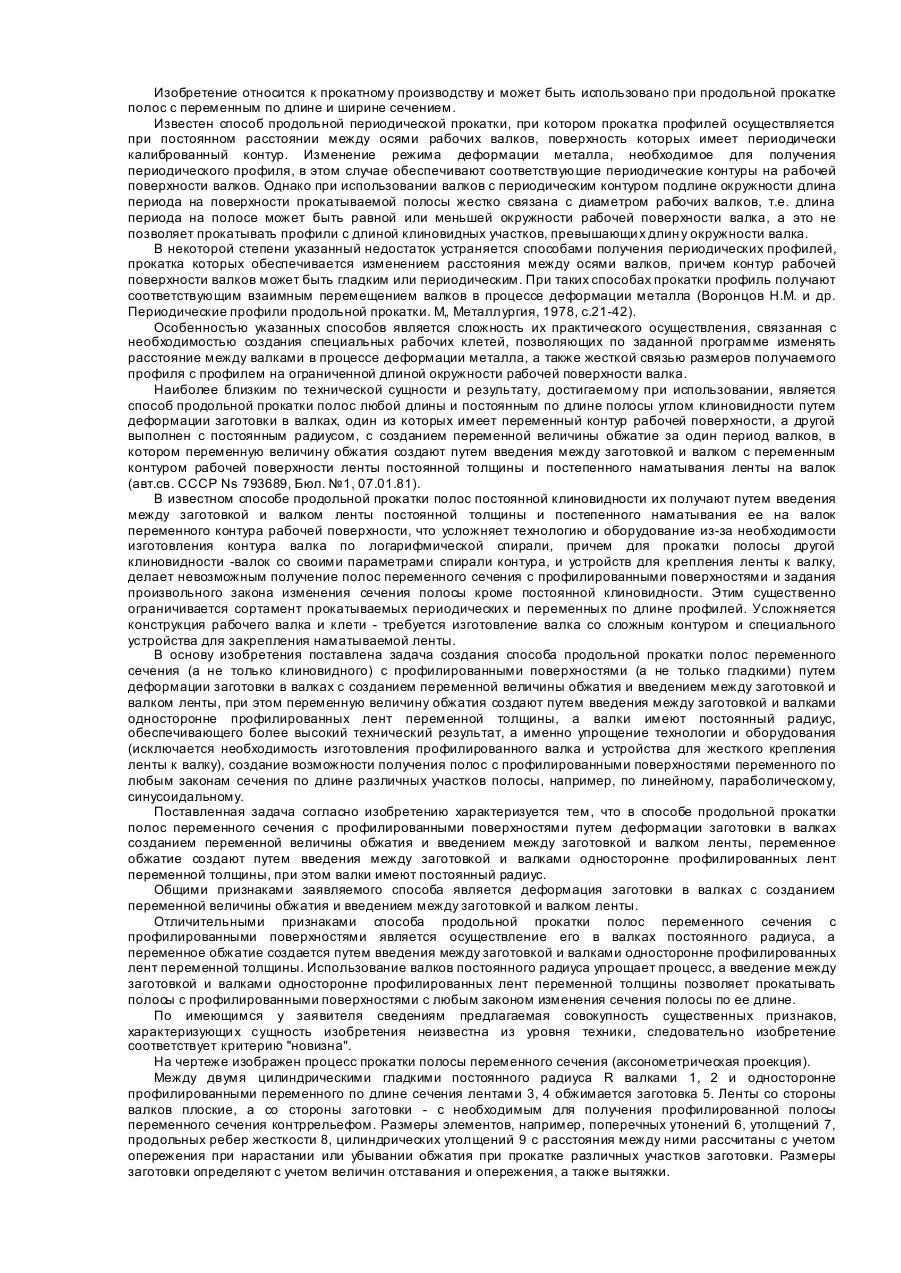
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: поверхнями, спосіб, поздовжньої, профільованими, прокатки, перемінного, перерізу, штаб
Формула / Реферат:
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Спосіб прокатки смуг
Номер патенту: 16820
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
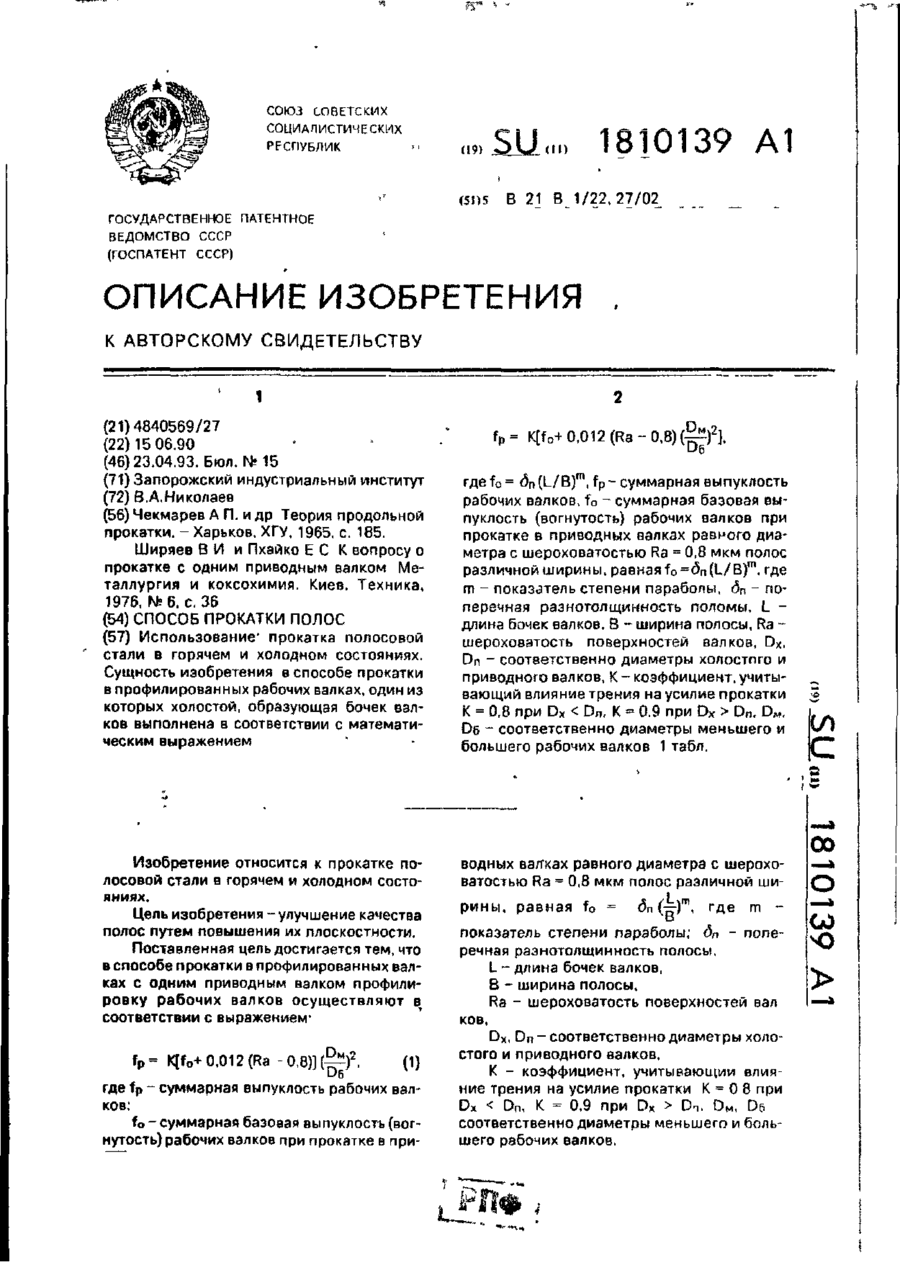
МПК: B21B 27/02, B21B 1/22
Формула / Реферат:
Способ прокатки полос, включающий прокатку в профилированных валках с одним приводным валком, отличающийся тем, что, с целью улучшения качества полос за счет повышения их плоскости, профилировку рабочих валков осуществляют в соответствии с выражением где - суммарная выпуклость...
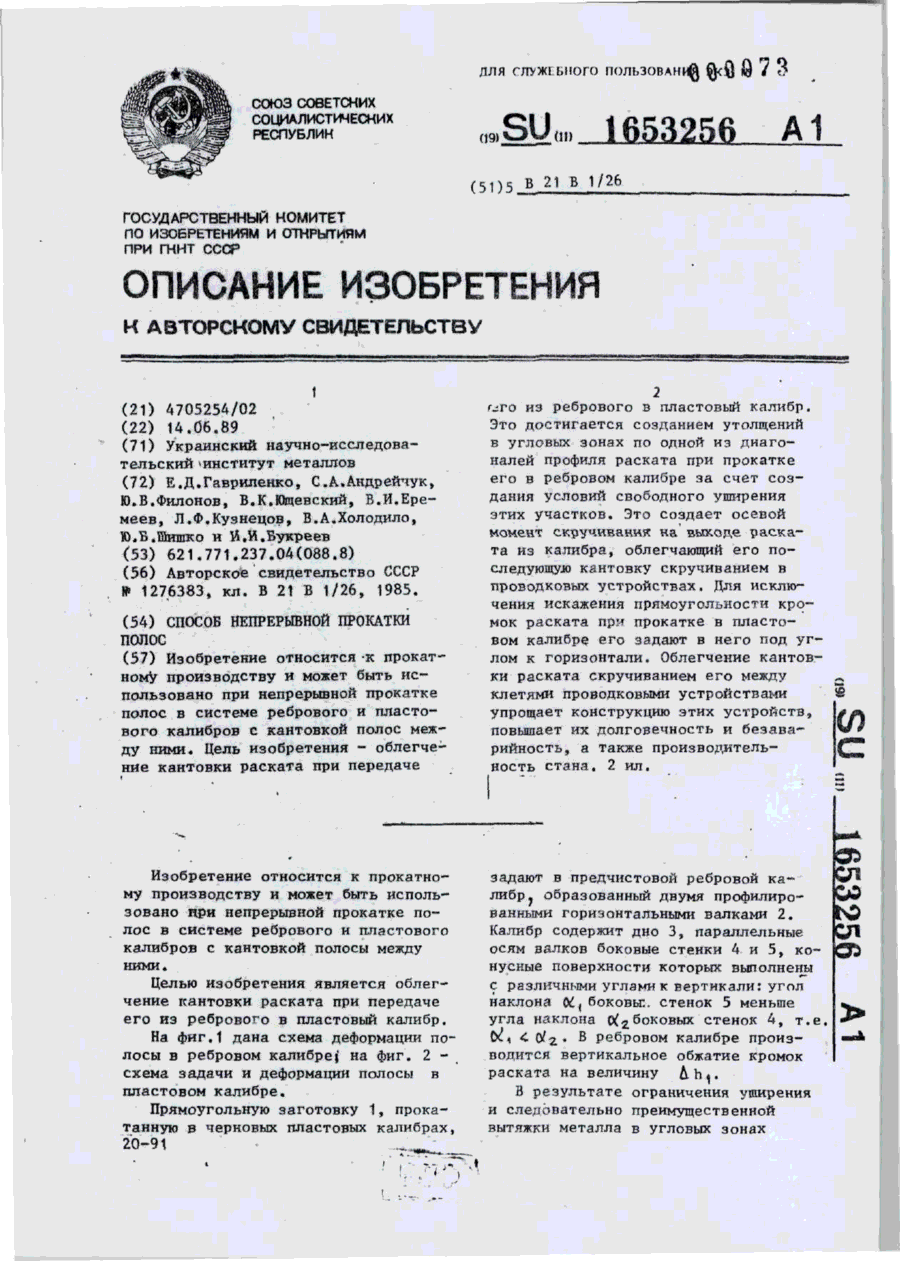
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Шишко Юрій Борисович, Кузнєцов Лев Федорович, Андрійчук Сергій Андрійович, Гавриленко Євген Дмитрович, Єрємєєв Віктор Іванович, Холодило Валерій Андрійович, Букрєєв Іван Іванович
МПК: B21B 1/26
Мітки: безперервної, спосіб, штабів, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Попередній патент: Спосіб отримання білого органічного наповнювача
Наступний патент: Спосіб розробки нафтових та газових покладів
Випадковий патент: Система підведення матеріалу для запису, друкарська плата, структура і чорнильний картридж для пристрою витрачання матеріалу для запису