Інформаційна картка, спосіб виготовлення інформаційної картки та пристрій для виготовлення інформаційної картки
Формула / Реферат
1. Інформаційна картка (1) з корпусом (2), який складається із щонайменше однієї верхньої пластини (3) і щонайменше однієї нижньої пластини (4), зовнішні розміри яких збігаються, а також модульного елемента (5), розташованого всередині корпусу картки (2) між верхньою 3 та нижньою 4 пластинами, з вбудованою електронною схемою (6) для обробки та/або запису персональної інформації, причому між модульним елементом (5) та верхньою (3) та/або нижньою (4) пластинами корпусу картки розміщений або утворений вирівнювальний шар, яка відрізняється тим, що розміщений або утворений між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) вирівнювальний шар, призначений для заповнення пустот (13) у модульному елементі (5) або пустот між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) та/або для компенсації висоти виступів (9, 10) на поверхні модульного елемента (5), виконаний шляхом нанесення та тверднення спеціального матеріалу (14) рідкої або щонайменше майже рідкої консистенції.
2. Спосіб виготовлення інформаційної картки (1) з корпусом (2) і модульним елементом (5), розміщеним всередині корпусу картки (2), з вбудованою електронною схемою (6) для обробки та запису персональних даних, у такі етапи:
· виготовлення модульного елемента (5) як окремого самостійного конструктивного елемента;
· забезпечення щонайменше однієї верхньої (3) та щонайменше однієї нижньої (4) пластини корпусу картки;
· складання верхньої пластини (3), модульного елемента (5) і нижньої пластини (4) для утворення корпусу (2) інформаційної картки (1), причому між модульним елементом (5) та верхньою (3) та/або нижньою (4) пластинами корпусу картки розміщений або утворений вирівнювальний шар,
який відрізняється тим, що розміщений або утворений між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) вирівнювальний шар, призначений для заповнення пустот (13) у модульному елементі (5) або пустот між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) та/або для компенсації висоти виступів (9, 10) на поверхні модульного елемента (5), виконують шляхом нанесення і тверднення спеціального матеріалу (14) рідкої або щонайменше майже рідкої консистенції.
3. Інформаційна картка або спосіб за пп. 1 або 2, які відрізняються тим, що матеріал (14) вирівнювального шару містить лак, який твердне під дією світлових променів з довжиною хвилі зокрема в ультрафіолетовому діапазоні, а також тим, що щонайменше ділянка верхньої (3) та/або нижньої (4) пластин корпусу картки, яка відповідає місцю розташування модульного елемента (5), виробляється з прозорого для світла матеріалу або щонайменше з такого матеріалу, що пропускає світло.
4. Інформаційна картка або спосіб за пп. 1 або 2, або 3, які відрізняються тим, що вирівнювальний матеріал (14) містить тверднучий під впливом ультрафіолетових променів епоксидний матеріал, здатний до катіоноактивного післятвердіння.
5. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що дилатермічні характеристики вирівнювального матеріалу (14) і матеріалу верхньої (3) та/або нижньої (4) пластин корпусу картки узгоджені між собою.
6. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що матеріалом верхньої (3) та/або нижньої (4) пластин корпусу картки та/або несучої пластини є термопласт, зокрема полівінілхлорид, полікарбонат, поліпропілен, акрил-бутадієн-стирол та/або поліамід.
7. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що до вирівнювального матеріалу (14) доданий агент гнучкості та/або згущувач.
8. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що для підтримування модульного елемента (5) передбачена несуча пластина, розташована між верхньою (3) та нижньою (4) пластинами корпусу картки.
9. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що на ділянці верхньої (3) та/або нижньої (4) пластин корпусу картки, що відповідають місцю розташування модульного елемента (5), є виїмка (25), передбачена для розміщення щонайменше деталі модульного елемента (5).
10. Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що модульний елемент (5) містить вбудований елемент зв'язку, зокрема котушку індуктивності.
11. Пристрій для виготовлення інформаційної картки (1) з корпусом (2) і модульним елементом (5) із вбудованою електронною схемою (6) для обробки та запису персональних даних, розташованим всередині корпуса картки (2), причому цей пристрій містить
· транспортувальний засіб (22) для подачі щонайменше однієї верхньої (3) та щонайменше однієї нижньої (4) пластин корпусу картки для складання корпусу картки (2);
· складальний засіб (17, 18) для складання та зіставлення верхньої (3) і нижньої (4) пластин і модульного елемента (5),
який відрізняється наявністю
- відпускного чи дозувального засобу (15) для нанесення шару з вирівнювального матеріалу (14) для заповнення пустот (13) між модульним елементом (5) та верхньою (3) та/або нижньою (4) пластинами корпусу картки та/або для компенсації виступів (9, 10) на поверхні модульного елемента (5) та
- засобу (19) для тверднення матеріалу (14) вирівнювального шару.
12. Пристрій за п. 11, який відрізняється тим, що засіб для тверднення має джерело випромінювання (19) для генерування променів з довжиною хвилі зокрема в ультрафіолетовому діапазоні.
13. Пристрій за п. 11 або 12, який відрізняється тим, що передбачений засіб (24) для утворення виїмки (25) на ділянці верхньої (3) та/або нижньої (4) пластини корпусу картки (2), що відповідає місцю розташування модульного елемента (5).
Текст
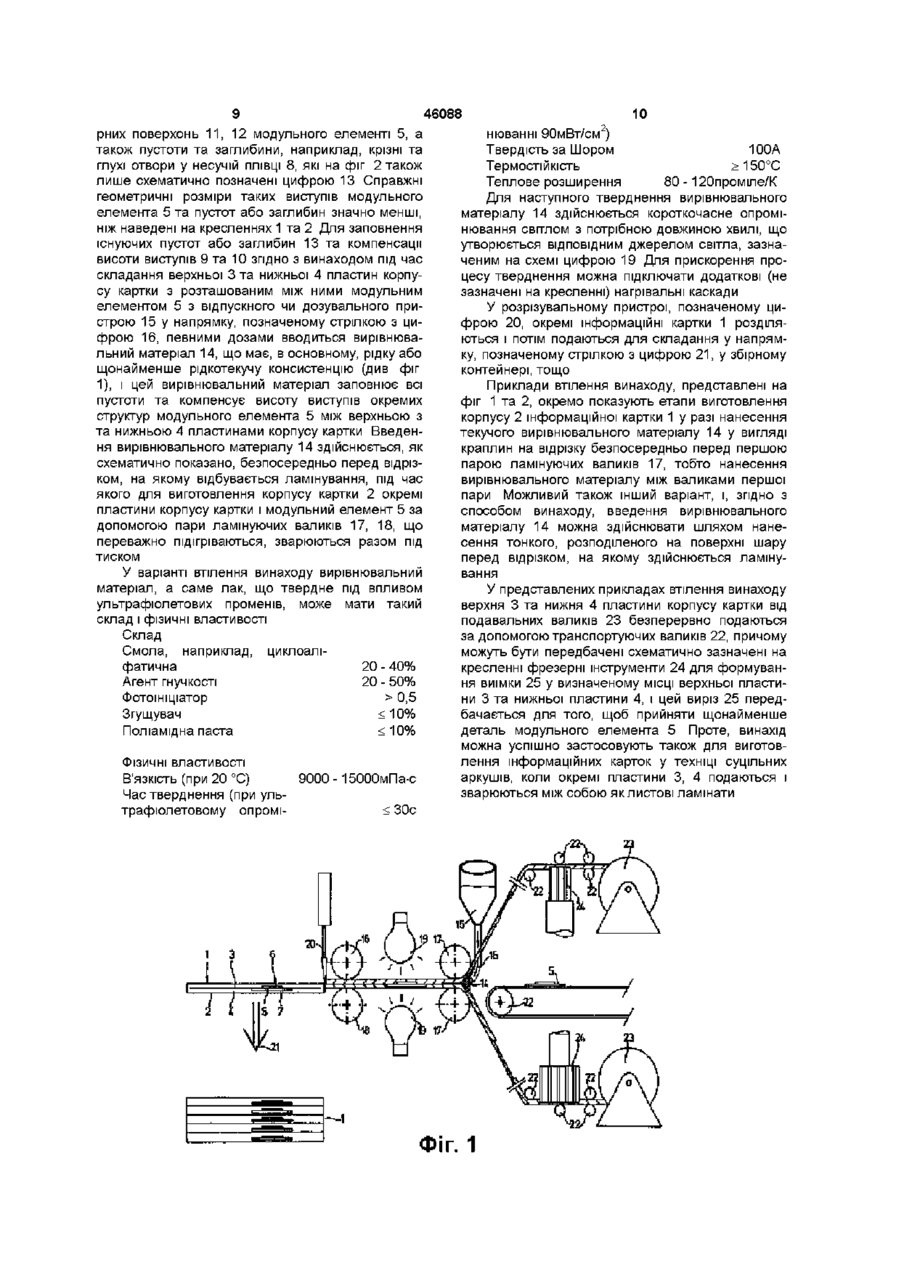
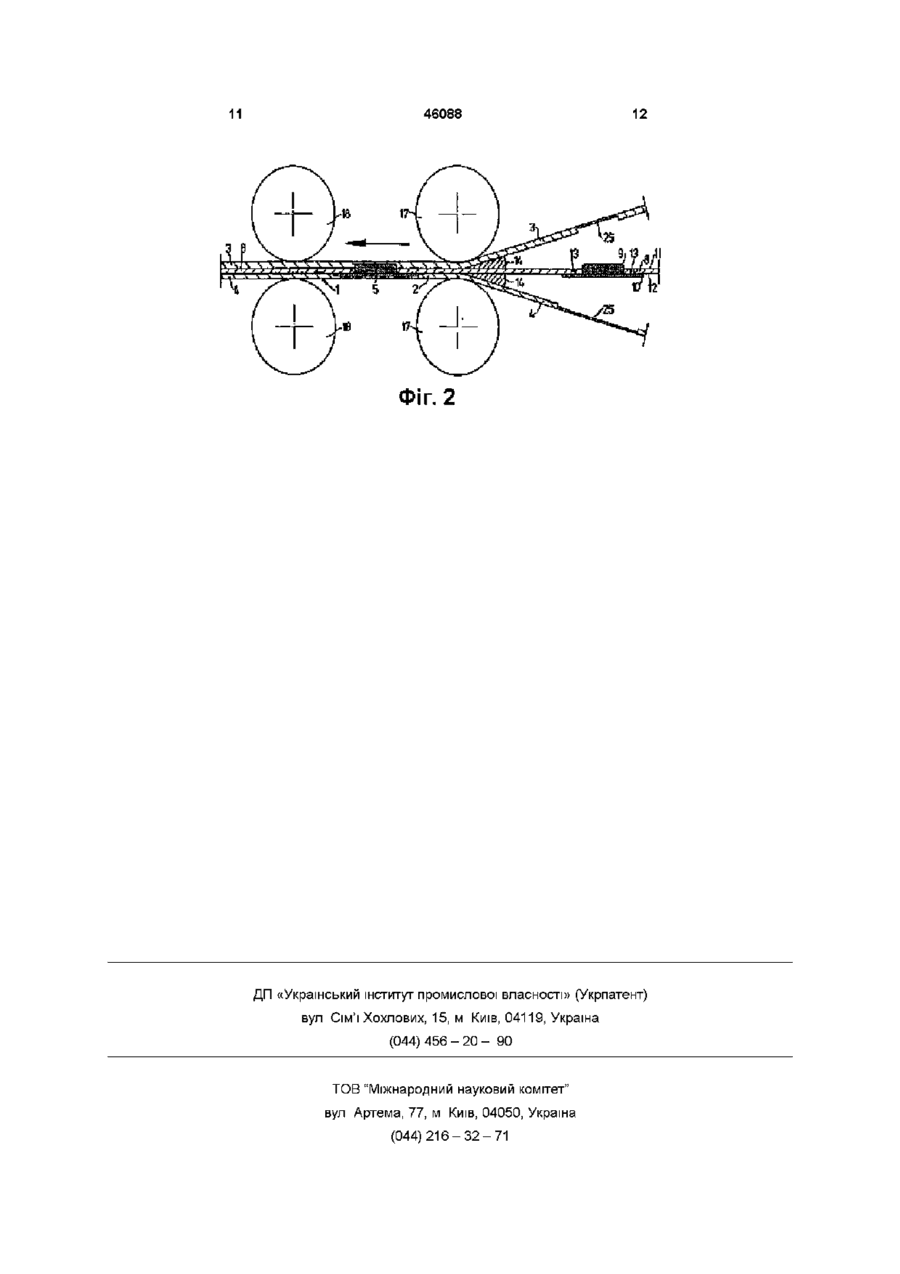
1 Інформаційна картка (1) з корпусом (2), який складається із щонайменше однієї верхньої пластини (3) і щонайменше однієї нижньої пластини (4), ЗОВНІШНІ розміри яких збігаються, а також модульного елемента (5), розташованого всередині корпусу картки (2) між верхньою 3 та нижньою 4 пластинами, з вбудованою електронною схемою (6) для обробки та/або запису персональної інформації, причому між модульним елементом (5) та верхньою (3) та/або нижньою (4) пластинами корпусу картки розміщений або утворений вирівнювальний шар, яка відрізняється тим, що розміщений або утворений між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) вирівнювальний шар, призначений для заповнення пустот (13) у модульному елементі (5) або пустот між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) та/або для компенсації висоти виступів (9, 10) на поверхні модульного елемента (5), виконаний шляхом нанесення та тверднення спеціального матеріалу (14) рідкої або щонайменше майже рідкої консистенції 2 Спосіб виготовлення інформаційної картки (1) з корпусом (2) і модульним елементом (5), розміщеним всередині корпусу картки (2), з вбудованою електронною схемою (6) для обробки та запису персональних даних, у такі етапи виготовлення модульного елемента (5) як окремого самостійного конструктивного елемента, забезпечення щонайменше однієї верхньої (3) та щонайменше однієї нижньої (4) пластини корпусу картки, складання верхньої пластини (3), модульного елемента (5) і нижньої пластини (4) для утворення корпусу (2) інформаційної картки (1), причому між модульним елементом (5) та верхньою (3) та/або нижньою (4) пластинами корпусу картки розміщений або утворений вирівнювальний шар, який відрізняється тим, що розміщений або утворений між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) вирівнювальний шар, призначений для заповнення пустот (13) у модульному елементі (5) або пустот між модульним елементом (5) і верхньою пластиною (3) та/або нижньою пластиною (4) та/або для компенсації висоти виступів (9, 10) на поверхні модульного елемента (5), виконують шляхом нанесення і тверднення спеціального матеріалу (14) рідкої або щонайменше майже рідкої консистенції 3 Інформаційна картка або спосіб за пп 1 або 2, які відрізняються тим, що матеріал (14) вирівнювального шару містить лак, який твердне під дією світлових променів з довжиною хвилі зокрема в ультрафіолетовому діапазоні, а також тим, що щонайменше ділянка верхньої (3) та/або нижньої (4) пластин корпусу картки, яка відповідає місцю розташування модульного елемента (5), виробляється з прозорого для світла матеріалу або щонайменше з такого матеріалу, що пропускає світло 4 Інформаційна картка або спосіб за пп 1 або 2, або 3, які відрізняються тим, що вирівнювальний матеріал (14) містить тверднучий під впливом ультрафіолетових променів епоксидний матеріал, здатний до катіоноактивного післятвердіння 5 Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що дилатермічні характеристики вирівнювального матеріалу (14) і матеріалу верхньої (3) та/або нижньої (4) пластин корпусу картки узгоджені між собою 6 Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що матеріалом верхньої (3) та/або нижньої (4) пластин корпусу картки та/або несучої пластини є термопласт, зокрема полівінілхлорид, полікарбонат, поліпропілен, акрил-бутадієн-стирол та/або поліамід 7 Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що до вирівнювального матеріалу (14) доданий агент О 00 00 о (О 46088 гнучкості та/або згущувач нієї нижньої (4) пластин корпусу картки для складання корпусу картки (2), 8 Інформаційна картка або спосіб за одним з попередніх пунктів, які відрізняються тим, що для складальний засіб (17, 18) для складання та підтримування модульного елемента (5) передбазіставлення верхньої (3) і нижньої (4) пластин і чена несуча пластина, розташована між верхньою модульного елемента (5), (3) та нижньою (4) пластинами корпусу картки який відрізняється наявністю 9 Інформаційна картка або спосіб за одним з по- відпускного чи дозувального засобу (15) для напередніх пунктів, які відрізняються тим, що на несення шару з вирівнювального матеріалу (14) ДІЛЯНЦІ верхньої (3) та/або нижньої (4) пластин для заповнення пустот (13) між модульним елекорпусу картки, що відповідають місцю розташументом (5) та верхньою (3) та/або нижньою (4) вання модульного елемента (5), є виїмка (25), пепластинами корпусу картки та/або для компенсації редбачена для розміщення щонайменше деталі виступів (9, 10) на поверхні модульного елемента модульного елемента (5) (5) та 10 Інформаційна картка або спосіб за одним з - засобу (19) для тверднення матеріалу (14) попередніх пунктів, які відрізняються тим, що вирівнювального шару модульний елемент (5) містить вбудований еле12 Пристрій за п 11, який відрізняється тим, що мент зв'язку, зокрема котушку індуктивності засіб для тверднення має джерело випромінювання (19) для генерування променів з довжиною 11 Пристрій для виготовлення інформаційної хвилі зокрема в ультрафіолетовому діапазоні картки (1) з корпусом (2) і модульним елементом (5) із вбудованою електронною схемою (6) для 13 Пристрій за п 11 або 12, який відрізняється обробки та запису персональних даних, розташотим, що передбачений засіб (24) для утворення ваним всередині корпуса картки (2), причому цей виїмки (25) на ДІЛЯНЦІ верхньої (3) та/або нижньої пристрій містить (4) пластини корпусу картки (2), що відповідає місцю розташування модульного елемента (5) транспортувальний засіб (22) для подачі щонайменше однієї верхньої (3) та щонайменше од Винахід стосується інформаційної картки згідно з пунктом 1 формули винаходу, способу виготовлення інформаційної картки згідно з пунктом 2 формули винаходу, а також пристрою для виготовлення чіп-карти згідно з пунктом 11 формули винаходу Чіп-карта такого типу і ВІДПОВІДНИЙ спосіб для и виготовлення відомий, наприклад, з патенту Великобританії GB-A-2 279 907 Елемент оболонки, у якому розміщені інтегровані схеми, вкладається між двома пластинами корпусу картки, виконаними з полівінілхлориду, а також між двома проміжними шарами з поліефіру, причому останні з обох боків вкриті адгезивною речовиною, що активізується термічним способом Проміжні шари діють для зміцнення шарів і, таким чином, для захисту елементу оболонки проти виламування з шарів полівінілхлориду Можливості застосування чіп-карток, які звичайно мають формат кредитної картки, завдяки високій функціональній гнучкості є надзвичайно різноманітними і продовжують зростати у зв'язку із збільшенням обчислювальної потужності та об'ємом пам'яті інтегральних схем, що є у розпорядженні Поряд з типовими сьогодні галузями застосування таких чіп-карток як карток страхівників на випадок захворювання, карток для реєстрації часу роботи за змінним графіком, телефонних карток, у майбутньому передбачаються, зокрема, варіанти застосування у електронних системах здійснення платіжних операцій, контролю доступу до ЕОМ, для роботи із пристроями пам'яті для запису даних із захистом від несанкціонованого доступу та в аналогічних сферах У залежності від виду зв'язку з терміналом або пристроєм читання розрізняють чіп-картки з контактами і так звані безкон тактні чіп-картки У чіп-картках з контактами утворення контакту забезпечується за допомогою металічного контактного поля з контактним елементом, що звичайно відповідає вимогам стандарту ISO Хоча надійність чіп-карток з контактами у зв'язку з накопиченим виробничим досвідом протягом минулих років постійно підвищувалась, так що, наприклад, відносна частота відмов телефонних карток протягом річного терміну служби сьогодні значно нижче, ніж один проміле, проте, як і раніше, контакти є джерелом несправностей, що найчастіше виникають в електромеханічних системах Перешкоди можуть виникати, зокрема, внаслідок забруднення або спрацьовування контактів У разі користування мобільними апаратами вібрації можуть призвести до короткочасних переривань контактів Крім того, оскільки контакти на поверхні чіп-картки безпосередньо зв'язані зі входами інтегральної схеми, існує загроза того, що електростатичні розряди можуть зашкодити функціонуванню інтегральної схеми всередині картки або навіть пошкодити її Безконтактна чіп-картка дозволяє уникнути цих технічних проблем Крім зазначених технічних переваг, безконтактна чіпкартка пропонує ряд цікавих нових можливостей застосування для виробників і користувачів карток Так, наприклад, безконтактні чіп-картки не треба обов'язково вставляти у зчитувач карток, існують системи, що функціонують на відстані до одного метра Перспективною галуззю застосування є, наприклад, системи публічного спілкування людей на близькій відстані, за допомогою яких протягом найкоротшого часу необхідно охопити велику КІЛЬКІСТЬ осіб Крім інших переваг, на поверхні безконтактної картки не видно жодних технічних елементів, так що оптична структура поверхні картки не 46088 обмежується магнітними смугами або контактними поверхнями Недоліки безконтактних чіп-карток, які сьогодні є у розпорядженні, полягають, насамперед, у наявності додаткових конструктивних елементів, наприклад, котушок передачі або пластин конденсаторів, які мають бути вбудовані у картку Це призводить до того, що поки що виготовлення безконтактних чіп-карток є значно дорожчим, ніж порівнянних карток з контактами Крім того, електронні елементи, потрібні у безконтактній чіп-картці для безконтактної передачі електричних сигналів на термінал, дорожчі У принципі, для цього придатні схеми, що дозволяють передавати сигнал за допомогою мікрохвиль, оптичних сигналів, ємнісного або індуктивного зв'язку, причому, у зв'язку з плоскою формою чіп-картки, найбільш придатними до застосування є ємнісний та індуктивний зв'язок Сьогодні у більшості безконтактних карток передача здійснюється за допомогою індуктивного зв'язку, що дозволяє передавати як дані, так і енергію Так, у корпус картки як елементи зв'язку вбудовуються одна або кілька котушок індуктивності Передача електричних сигналів здійснюється за принципом трансформатора зі слабким зв'язком, причому несуча частота знаходиться у діапазоні від 100 до ЗООкГц або кількох МГц, зокрема, радіочастота дорівнює 13,56МГц Для цього необхідні котушки індуктивності, площа поверхні яких звичайно дорівнює ЗО - 40см2, що значно перевищує загальну основну площу напівпровідникового чіпа, яка має порядок близько 10мм , причому необхідно забезпечити ВІДПОВІДНИЙ контакт котушки індуктивності зі схемою, побудованою на напівпровідниковому ЧІПІ При цьому спочатку на проміжному НОСІЄВІ забезпечується розміщення, фіксація і утворення електричних контактів напівпровідникового чіпа Потім ця конструкція для захисту від впливу навколишнього середовища вкладається в оболонку, що переважно виконується з пластмаси - дуропласту Носій, що підтримує напівпровідниковий чіп, який спочатку виступає як окремий конструктивний елемент і називається також чіп-модулем, з'єднується потім з плоскою котушкою індуктивності, що звичайно має лише кілька витків, причому контакт утворюється шляхом зварювання, паяння м'яким або твердим припоєм, після чого для остаточного оформлення чіп-картки вміщується у корпус картки шляхом ламінування Матеріали, конструкція і процес виготовлення корпусу чіп-картки визначаються, в основному, у залежності від функціональних елементів картки, а також навантаження на картку під час її використання Матеріалами, що сьогодні звичайно застосовуються для виготовлення інформаційних карток, є полівінілхлорид (PVC), який є найдешевшим з усіх матеріалів, що є у розпорядженні, і перекриває широкий спектр застосування, акрилонітрилбутадієн-стирол (ABS), який, зокрема, відрізняється високою МІЦНІСТЮ та термостійкістю, а також полікарбонат, який забезпечує довгий термін служби, але дорогий Для виготовлення інформаційної картки звичайно застосовується спосіб ламінування, у якому різні плівки, покривні плівки та плівки Inlett чіп-модуля, що найчастіше існує як окремий, заздалегідь виготовлений конструктив ний елемент, міцно зварюються з корпусом картки За допомогою цього способу можна виконати високі вимоги щодо якості з'єднання чіп-модуля з корпусом картки, причому чіп практично вже не можна вийняти з картки, не зламавши и Звичайно, у покривних плівках перед складанням чіп-картки за допомогою фрези утворюється виїмка, у яку вклеюється чіп-модуль Для вирівнювання утвореної різниці висоти окремих структур чіп-модуля та для заповнення пустот застосовуються прокладки з термопластових плівок, у яких перед тим методом перфорування та/або фрезерування роблять виїмки та отвори, у яких можна розмістити чіпмодуль Недолік способу ламінування з використанням таких прокладок полягає утому, що у зв'язку з різноманітністю розмірів та монтажної висоти існуючих чіп-модулів, а також різним розташуванням окремих структур у них не можна досягти повної уніфікації для серійного виготовлення інформаційних карток Крім того, для виготовлення прокладок з виїмками та вирізами для компенсації різниці висоти потрібні певні виробничі витрати, що обумовлюють зростання вартості інформаційних карток, які виготовляються у великій КІЛЬКОСТІ В основу винаходу поставлено задачу створення такої інформаційної картки, зокрема, безконтактної чіп-картки, способу виготовлення інформаційної картки і пристрою для виготовлення такої інформаційної картки, які гарантували б простіший і тому більш економічний процес складання з урахуванням обумовлених технологією допусків на розмір та на відхилення від заданого положення, а також високу надійність та довгий термін служби інформаційної картки Ця задача вирішена шляхом створення інформаційної картки згідно з пунктом 1 формули винаходу, способу виготовлення інформаційної картки згідно з пунктом 2 формули винаходу, а також пристрою для виготовлення чіп-карти згідно з пунктом 11 формули винаходу Згідно З винаходом, для вирівнювання висоти окремих структур модульного елемента або верхньої та нижньої пластин картки і для заповнення пустот всередині модульного елемента або пустот між модульним елементом та верхньою та/або нижньою пластинами корпусу картки передбачений вирівнювальний шар, розташований між модульним елементом та верхньою та/або нижньою пластинами картки зі спеціального матеріалу Згідно З способом винаходу, шар вирівнювального матеріалу у рідкій або щонайменше майже рідкій консистенції наноситься під час складання верхньої та нижньої пластин картки з модульним елементом і потім твердне Важливою властивістю вирівнювального матеріалу є те, що у незатверділому стані він є текучим і має певну в'язкість, завдяки чому може заповнювати заглибини і структурні нерівності, наприклад крізні та глухі отвори у несучій ПЛІВЦІ Inlett модульного елемента, та компенсувати різницю висоти окремих структур модульного елемента, наприклад, смугових хвилеводів індукційної котушки і корпусу з прес-маси Особлива перевага полягає утому, що допуски на розмір та на відхилення від заданого положення, обумовлені технологією виготовлення, можна вирівняти за допомогою рідкої фази вирівнювального мате 46088 8 ріалу Після нанесення вирівнювального матеріалу можна забезпечити його тверднення під дією теплоти або світла Якщо вирівнювальним матеріалом є лак, що твердне під впливом ультрафіолетових променів, шляхом короткочасного опромінювання від одного чи кількох джерел світла, з довжиною хвилі переважно в ультрафіолетовому діапазоні, можна забезпечити довговічне твердіння і, внаслідок цього, достатню механічну МІЦНІСТЬ вирівнювального шару При цьому переважно щонайменше один відрізок верхньої та/або нижньої пластини корпусу картки, що відповідає місцю розташування модульного елемента, виготовляється з матеріалу, прозорого для світлового променя, або щонайменше такого, який пропускає світло Зокрема, для виготовлення верхньої та/або нижньої пластин корпусу картки слід переважно використовувати непігментовані, високоаморфні тонкі плівки з термопласту чення дещо нижче за значення для матеріалів, з яких вироблені пластини корпусу картки або несучі пластини, причому всі зазначені величини відповідають температурному діапазону від 20 до 80°С Для того, щоб, незважаючи на це, запобігти деформуванню картки після нанесення та ствердіння вирівнювального шару у разі нагрівання або охолодження корпусу картки, жорсткість матеріалу має бути найменшою Характеристикою жорсткості матеріалу є модуль Е Оскільки його важко вимірювати на тонких шарах клеючої речовини, як непрямий визначний параметр можна використовувати твердість Найнижча твердість таких систем має значення за Шором А 20 (згідно з DIN 53505) Це значення забезпечується шляхом додавання дуже великої КІЛЬКОСТІ агенту гнучкості, наприклад, полюлену їхня об'ємна концентрація може дорівнювати об'ємній концентрації смоли у вирівнювальному матеріалі Для утворення вирівнювального шару, що дуже швидко полімерізується, придатні, зокрема, епоксидні матеріали, які тверднуть під впливом ультрафіолетових променів, із додатковим катіоноактивним твердінням Вони тверднуть, наприклад, менше ніж за 60 секунд і тому придатні для серійного виготовлення інформаційних карток При цьому реакції з високою кінетичною енергією відбуваються внаслідок присутності в епоксидному матеріалі індикаторів, наприклад, SbF6, що ІНІЦІЮЮТЬ катіоноактивний процес Епоксидні смоли, що тверднуть під впливом ультрафіолетових променів та катіоноактивних процесів, можуть бути однокомпонентними, причому немає потреби у змішуванні окремих складових частин, пов'язаному з витратами У порівнянні з цим тривалість процесу тверднення має підпорядковане значення Для того, щоб рідка фаза вирівнювального матеріалу не була надто рідкотекучою, оскільки у цьому разі під час нанесення шару вона буде витікати за межі модульного елемента чи несучої пластини і забруднювати пристрій для ламінування, до рідкої фази вирівнювального матеріалу можна додавати засіб для згущування (Tixotropier-), наприклад, поліамідні пасти та воски, або згущувачі Як згущувачі, слід переважно використовувати аерозіти (Aerosite, зареєстрована торговельна марка), що складаються з аморфного двоокису кремнію - S1O2 Інші ознаки, переваги та ДОЦІЛЬНІ рішення задачі винаходу пояснюються в описі прикладу втілення винаходу за допомогою креслень На них зображено на фіг 1 - схема пристрою згідно з винаходом для виготовлення інформаційної картки та на фіг 2 - фрагмент схеми пристрою для виготовлення інформаційної картки згідно з іншим прикладом втілення винаходу Наведені на фіг 1 та 2 схеми на прикладі втілення винаходу ілюструють пристрій та спосіб виготовлення інформаційної картки 1, яка має корпус 2, що складається щонайменше з однієї верхньої пластини 3 і щонайменше однієї нижньої пластини 4, ЗОВНІШНІ розміри яких збігаються, а також модульного елемента 5, розміщеного між верхньою 3 і нижньою 4 пластинами корпусу картки, з показаною лише схематично вбудованою електронною схемою 6 для обробки та/або запису персональних даних Модульний елемент 5 виготовляється відомим способом як окремий конструктивний елемент і, крім вбудованої електронної схеми 6, включає ІНШІ компоненти, чітко не зазначені на схемі, зокрема корпус з прес-маси 7, у якому може бути розташований елемент зв'язку, з'єднаний з електронною схемою 6, зокрема індукційна котушка з витками у вигляді смужок У варіанті втілення винаходу згідно з фіг 2 окремо виготовлений модульний елемент, крім того, може мати несучу плівку 8, яка жорстко з'єднана з іншими конструктивними елементами модульного елемента 5, і служить, зокрема, для забезпечення механічної МІЦНОСТІ індукційної котушки У кожному разі модульний елемент 5 має зазначені на кресленнях лише схематично виступи 9, 10, розташовані навпроти от З урахуванням технологічних переваг способу ламінування, несучу пластину для модульного елемента, розміщену між верхньою та нижньою пластинами корпусу картки, можна виробляти з такого ж термопластичного матеріалу, що й ці пластини Тому в особливо переважному варіанті втілення винаходу передбачається, що верхня та/або нижня пластини корпусу картки та/або несуча пластина виконуються з термопластичного матеріалу, зокрема полівінілхлориду, полікарбонату, поліпропілену, акрил-бутадієн-стиролу та/або поліаміду У тому разі, якщо несуча пластина або плівка також виробляється з того самого термопласту, лак, що використовується як матеріал для утворення вирівнювального шару, який твердне під впливом ультрафіолетових променів, за своїми ділатермічними характеристиками (відносними змінами просторових розмірів твердих тіл під впливом температури) має відповідати матеріалу несучої пластини, для того, щоб у разі нагрівання або охолодження корпусу картки не виникали деформації, обумовлені біморфністю, пов'язаною з різноманітністю формоутворення Коефіцієнт ЛІНІЙНОГО розширення ABS дорівнює приблизно 100проміле/К, PVC - від 80 до 150проміле/К, PC 70проміле/Кта РР - від 150 до 200проміле/К Максимальні коефіцієнти температурного розширення однокомпонентних епоксидних смол, що тверднуть під впливом ультрафіолетових променів, становлять приблизно 80 - 120проміле/К, тобто ці зна 46088 10 рних поверхонь 11, 12 модульного елементі 5, а нюванні 90мВт/см ) також пустоти та заглибини, наприклад, крізні та Твердість за Шором 100А глухі отвори у несучій ПЛІВЦІ 8, які на фіг 2 також Термостійкість > 150°С лише схематично позначені цифрою 13 Справжні Теплове розширення 80 - 120проміле/К геометричні розміри таких виступів модульного Для наступного тверднення вирівнювального елемента 5 та пустот або заглибин значно менші, матеріалу 14 здійснюється короткочасне опромініж наведені на кресленнях 1 та 2 Для заповнення нювання світлом з потрібною довжиною хвилі, що існуючих пустот або заглибин 13 та компенсації утворюється ВІДПОВІДНИМ джерелом світла, зазнависоти виступів 9 та 10 згідно з винаходом під час ченим на схемі цифрою 19 Для прискорення проскладання верхньої 3 та нижньої 4 пластин корпуцесу тверднення можна підключати додаткові (не су картки з розташованим між ними модульним зазначені на кресленні) нагрівальні каскади елементом 5 з відпускного чи дозувального приУ розрізувальному пристрої, позначеному цистрою 15 у напрямку, позначеному стрілкою з цифрою 20, окремі інформаційні картки 1 розділяфрою 16, певними дозами вводиться вирівнюваються і потім подаються для складання у напрямльний матеріал 14, що має, в основному, рідку або ку, позначеному стрілкою з цифрою 21, у збірному щонайменше рідкотекучу консистенцію (див фіг контейнері, тощо 1), і цей вирівнювальний матеріал заповнює всі Приклади втілення винаходу, представлені на пустоти та компенсує висоту виступів окремих фіг 1 та 2, окремо показують етапи виготовлення структур модульного елемента 5 між верхньою з корпусу 2 інформаційної картки 1 у разі нанесення та нижньою 4 пластинами корпусу картки Введентекучого вирівнювального матеріалу 14 у вигляді ня вирівнювального матеріалу 14 здійснюється, як краплин на відрізку безпосередньо перед першою схематично показано, безпосередньо перед відрізпарою ламінуючих валиків 17, тобто нанесення ком, на якому відбувається ламінування, під час вирівнювального матеріалу між валиками першої якого для виготовлення корпусу картки 2 окремі пари Можливий також інший варіант, і, згідно з пластини корпусу картки і модульний елемент 5 за способом винаходу, введення вирівнювального допомогою пари ламінуючих валиків 17, 18, що матеріалу 14 можна здійснювати шляхом нанепереважно підігріваються, зварюються разом під сення тонкого, розподіленого на поверхні шару тиском перед відрізком, на якому здійснюється ламінування У варіанті втілення винаходу вирівнювальний матеріал, а саме лак, що твердне під впливом У представлених прикладах втілення винаходу ультрафіолетових променів, може мати такий верхня 3 та нижня 4 пластини корпусу картки від склад і фізичні властивості подавальних валиків 23 безперервно подаються Склад за допомогою транспортуючих валиків 22, причому можуть бути передбачені схематично зазначені на Смола, наприклад, циклоалікресленні фрезерні інструменти 24 для формуванфатична 20 - 40% ня виїмки 25 у визначеному МІСЦІ верхньої пластиАгент гнучкості 20 - 50% ни 3 та нижньої пластини 4, і цей виріз 25 передФотоініціатор > 0,5 бачається для того, щоб прийняти щонайменше Згущувач
ДивитисяДодаткова інформація
Автори англійськоюUdo Detlef
Автори російськоюУдо Детлеф
МПК / Мітки
МПК: B32B 38/00, G06K 19/077, B32B 37/14
Мітки: виготовлення, картки, спосіб, пристрій, інформаційної, інформаційна, картка
Код посилання
<a href="https://ua.patents.su/6-46088-informacijjna-kartka-sposib-vigotovlennya-informacijjno-kartki-ta-pristrijj-dlya-vigotovlennya-informacijjno-kartki.html" target="_blank" rel="follow" title="База патентів України">Інформаційна картка, спосіб виготовлення інформаційної картки та пристрій для виготовлення інформаційної картки</a>
Електронна візитна картка (е-картка)
Номер патенту: 1145
Опубліковано: 15.02.2002
Автори: Кіпенко Олексій В'ячеславович, Чевичелов Сергій Анатолійович, Вертячих Олексій Олександрович
МПК: G06K 19/04
Мітки: електронна, е-картка, візитна, картка
Формула / Реферат:
1. Електронна візитна картка, яка виконана з полімеру з центральним отвором, та носієм інформації у вигляді металевої пластини всередині полімеру, яка відрізняється тим, що має прямокутну форму.2. Електронна візитна картка за п. 1, яка відрізняється тим, що інформація на металевій пластині розташована у проміжку між отвором і найдовшим краєм прямокутної пластини.3. Електронна візитна картка за пп. 1-2, яка відрізняється тим, що...
Інтернет – картка
Номер патенту: 543
Опубліковано: 15.09.2000
Автор: Корж Роман Віталійович
МПК: H03M 1/00
Формула / Реферат:
1. Інтернет-картка, що містить картку з кодом на ппастиковій або інший основі, яка відрізняється тим, що картка постачена захисним покриттям.2. Інтернет-картка за п. 1, яка відрізняється тим, що картка постачена одноразовим захисним покриттям.3. Інтернет-картка за т. 1, 2, яка відрізняється том, що постачена унікальним PIN-кодом, номером телефону доступу, ідентифікаційного номера картки і пароля доступу.4. ...
Модуль чіп-картки для біометричних датчиків
Номер патенту: 41490
Опубліковано: 17.09.2001
Автори: Фріз Манфред, Удо Детлеф, Фішер Юрген
МПК: A61B 5/117, G06T 1/00, G07C 9/00, G06K 19/077, G06K 9/00
Мітки: чіп-картки, датчиків, біометричних, модуль
Формула / Реферат:
1. Модуль чіп-картки для біометричних датчиків, призначений для установлення в чіп-картки, що містить щонайменше один чутливий чіп (10), пластинчастий або плівковий носій (5), на якому закріплено чутливий чіп (10), і електропровідні зони (8) з'єднані з одного боку з чутливим чіпом (10), а з іншого боку з електричними виводами (14) чіп-картки (1), причому, носій (5) в зоні розміщення чутливого чіпа (10) має щонайменше одне наскрізне вікно...
Спосіб зняття захисного покриття з інформації, нанесеної на скретч-картку, і скретч-картка з призначеним для цього способу елементом
Номер патенту: 39759
Опубліковано: 15.06.2001
Автори: Салій Вадим Іванович, Чепелик Олексій Миколайович
МПК: B42D 15/10
Мітки: нанесеної, призначеним, спосіб, покриття, елементом, скретч-картка, способу, скретч-картку, цього, захисного, інформації, зняття
Формула / Реферат:
1. Спосіб зняття захисного покриття з інформації, нанесеної на скретч-картку, що полягає в механічному витиранні захисного покриття, який відрізняється тим, що механічне витирання захисного покритття здійснюють призначеним для цього спеціальним елементом, який попередньо відокремлюють від масиву скретч-картки.2. Спосіб по п. 1, який відрізняється тим, що спеціальний елемент відокремлюють від масиву скретч-картки натиском...
Модуль чіп-картки (варіанти)
Номер патенту: 40679
Опубліковано: 15.08.2001
Автори: Еммерт Штефан, Удо Детлеф, Менш Ханс-Георг
МПК: H01L 25/18, H01R 11/01, H01L 23/52, G06K 19/077, H05K 3/32, H01L 25/07, H01L 25/065
Мітки: чіп-картки, варіанти, модуль
Формула / Реферат:
1. Модуль (1) чіп-картки, що містить щонайменше один носій (2) чіпа, один або кілька напівпровідникових чіпів (3, 3¢), і електропровідні доріжки (4), в якому один або кілька напівпровідникових чіпів (3, 3¢) та/або рамка жорсткості (5) закріплені за допомогою клею (6), до якого додано частинки (7) певного розміру як дистанційні елементи, який відрізняється тим, що клей (6) є неелектропровідним, а додані до клею (6) частинки...
Попередній патент: Спосіб обробки зварного з’єднання
Наступний патент: Сирний десерт
Випадковий патент: Малогабаритний переносний креслярський прилад (кульман) координатного типу