Спосіб регулювання товщини штаби
Номер патенту: 48340
Опубліковано: 10.03.2010
Автори: Пчела Миколай Іванович, Ніколаєв Віктор Олександрович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
Формула / Реферат
Спосіб регулювання товщини штаби, що включає обтиск металу зусиллям гідравлічного пристрою через шийки валків, який відрізняється тим, що при прокатуванні стовщених ділянок довжини штаби величину зусилля гідравлічного пристрою на шийки робочих валків зменшують на 80-85 %.
Текст
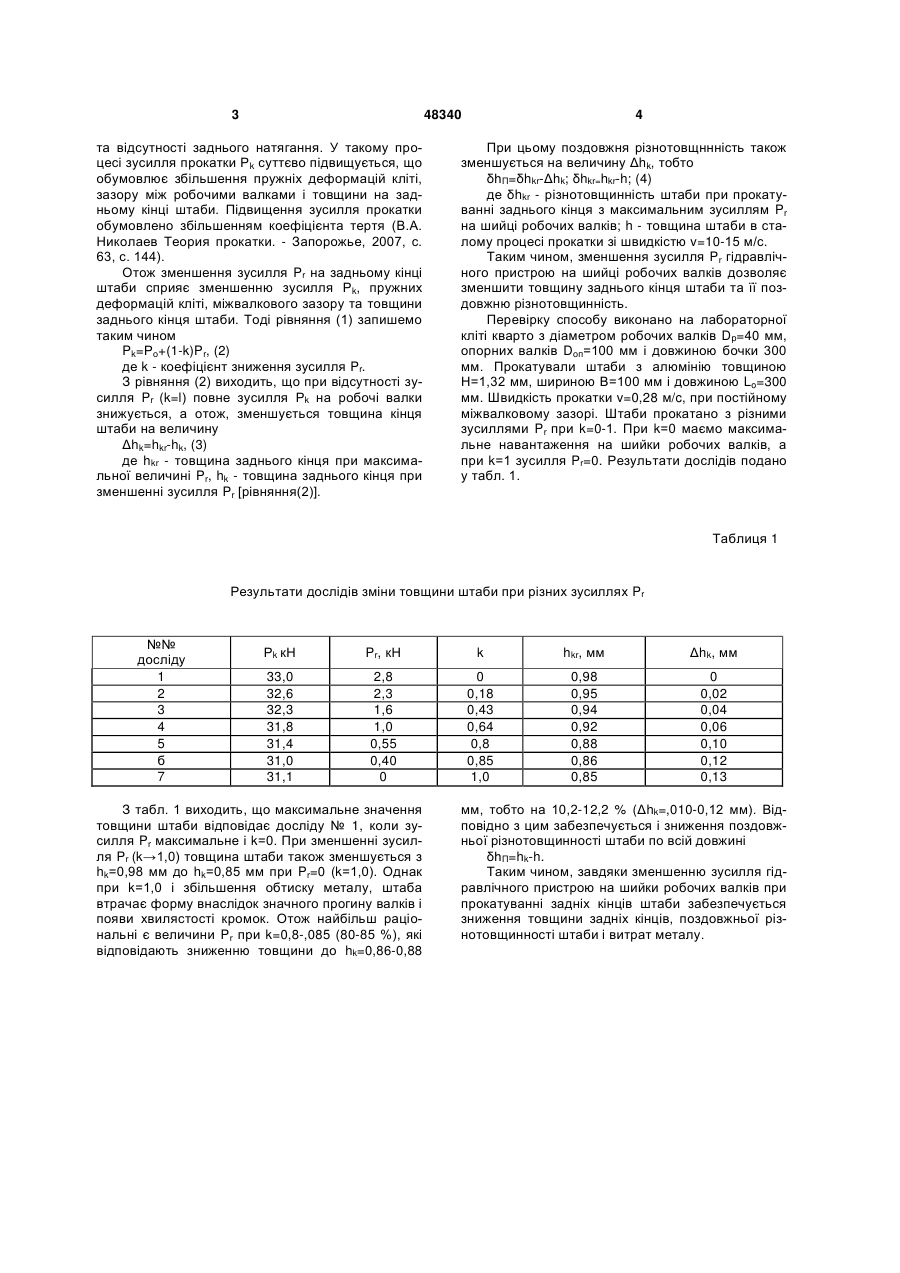
Спосіб регулювання товщини штаби, що включає обтиск металу зусиллям гідравлічного пристрою через шийки валків, який відрізняється тим, що при прокатуванні стовщених ділянок довжини штаби величину зусилля гідравлічного пристрою на шийки робочих валків зменшують на 8085 %. (19) (21) u200910566 (22) 19.10.2009 (24) 10.03.2010 (46) 10.03.2010, Бюл.№ 5, 2010 р. (72) НІКОЛАЄВ ВІКТОР ОЛЕКСАНДРОВИЧ, НІКОЛЕНКО АНДРІЙ ГЕОРГІЙОВИЧ, ВАСИЛЬЄВ ОЛЕКСАНДР ГЕННАДІЙОВИЧ, ПЧЕЛА МИКОЛАЙ ІВАНОВИЧ, ВАСИЛЬЄВ АНДРІЙ ОЛЕКСАНДРОВИЧ 3 48340 та відсутності заднього натягання. У такому процесі зусилля прокатки Рk суттєво підвищується, що обумовлює збільшення пружніх деформацій кліті, зазору між робочими валками і товщини на задньому кінці штаби. Підвищення зусилля прокатки обумовлено збільшенням коефіцієнта тертя (В.А. Николаев Теория прокатки. - Запорожье, 2007, с. 63, с. 144). Отож зменшення зусилля Pr на задньому кінці штаби сприяє зменшенню зусилля Рk, пружних деформацій кліті, міжвалкового зазору та товщини заднього кінця штаби. Тоді рівняння (1) запишемо таким чином Pk=Ро+(1-k)Pr, (2) де k - коефіцієнт зниження зусилля Pr. З рівняння (2) виходить, що при відсутності зусилля Pr (k=l) повне зусилля Рk на робочі валки знижується, а отож, зменшується товщина кінця штаби на величину Δhk=hkr-hk, (3) де hkr - товщина заднього кінця при максимальної величині Pr, hk - товщина заднього кінця при зменшенні зусилля Pr [рівняння(2)]. 4 При цьому поздовжня різнотовщннність також зменшується на величину Δhk, тобто δhП=δhkr-Δhk; δhkr=hkr-h; (4) де δhkr - різнотовщинність штаби при прокатуванні заднього кінця з максимальним зусиллям Pr на шийці робочих валків; h - товщина штаби в сталому процесі прокатки зі швидкістю v=10-15 м/с. Таким чином, зменшення зусилля Pr гідравлічного пристрою на шийці робочих валків дозволяє зменшити товщину заднього кінця штаби та її поздовжню різнотовщинність. Перевірку способу виконано на лабораторної кліті кварто з діаметром робочих валків Dp=40 мм, опорних валків Dоп=100 мм і довжиною бочки 300 мм. Прокатували штаби з алюмінію товщиною Н=1,32 мм, шириною В=100 мм і довжиною Lo=300 мм. Швидкість прокатки v=0,28 м/c, при постійному міжвалковому зазорі. Штаби прокатано з різними зусиллями Pr при k=0-1. При k=0 маємо максимальне навантаження на шийки робочих валків, а при k=1 зусилля Pr=0. Результати дослідів подано у табл. 1. Таблиця 1 Результати дослідів зміни товщини штаби при різних зусиллях Pr №№ досліду 1 2 3 4 5 б 7 Рk кН Pr, кН k hkr, мм Δhk, мм 33,0 32,6 32,3 31,8 31,4 31,0 31,1 2,8 2,3 1,6 1,0 0,55 0,40 0 0 0,18 0,43 0,64 0,8 0,85 1,0 0,98 0,95 0,94 0,92 0,88 0,86 0,85 0 0,02 0,04 0,06 0,10 0,12 0,13 З табл. 1 виходить, що максимальне значення товщини штаби відповідає досліду № 1, коли зусилля Pr максимальне і k=0. При зменшенні зусилля Pr (k→1,0) товщина штаби також зменшується з hk=0,98 мм до hk=0,85 мм при Pr=0 (k=1,0). Однак при k=1,0 і збільшення обтиску металу, штаба втрачає форму внаслідок значного прогину валків і появи хвилястості кромок. Отож найбільш раціональні є величини Pr при k=0,8-,085 (80-85 %), які відповідають зниженню товщини до hk=0,86-0,88 мм, тобто на 10,2-12,2 % (Δhk=,010-0,12 мм). Відповідно з цим забезпечується і зниження поздовжньої різнотовщинності штаби по всій довжині δhП=hk-h. Таким чином, завдяки зменшенню зусилля гідравлічного пристрою на шийки робочих валків при прокатуванні задніх кінців штаби забезпечується зниження товщини задніх кінців, поздовжньої різнотовщинності штаби і витрат металу. 5 Комп’ютерна верстка Д. Шеверун 48340 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adjusting strip thickness
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Vasyl’iev Oleksandr Hennadiiovych, Pchela Mykolai Ivanovych, Vasyliev Andrii Oleksandrovych
Назва патенту російськоюСпособ регулирования толщины полосы
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Васильев Александр Геннадиевич, Пчела Николай Иванович, Васильев Андрей Александрович
МПК / Мітки
МПК: B21B 37/00
Мітки: штаби, регулювання, товщини, спосіб
Код посилання
<a href="https://ua.patents.su/3-48340-sposib-regulyuvannya-tovshhini-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання товщини штаби</a>
Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Номер патенту: 61625
Опубліковано: 17.11.2003
Автори: Гагарін Павло Павлович, Леонідов-Канєвський Євген Володимирович
МПК: B21B 37/16
Мітки: прокатного, стана, листового, штаби, кліті, реалізації, пристрій, напружений, спосіб, регулювання, товщини, попередньо
Формула / Реферат:
1. Спосіб регулювання товщини штаби в попередньо напруженій кліті прокатного стана, який включає вимір повного зусилля кліті, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою.2. Спосіб...
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: зазору, пристрій, ширини, міжвалкового, регулювання, штаби
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Тилик Василь Трохимович, Яланський Вячеслав Петрович, Коваль Сергій Миколайович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Солтан Андрій Станіславович, Путнокі Олександр Юліусович
МПК: B21B 37/28
Мітки: форми, стані, стабілізації, штаби, спосіб, кварто
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Пристрій для регулювання площинності штаби
Номер патенту: 43233
Опубліковано: 10.08.2009
Автори: Жученко Станіслав Вікторович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович
МПК: B21B 37/00
Мітки: штаби, площинності, регулювання, пристрій
Формула / Реферат:
Пристрій для регулювання площинності штаби, що включає прокатну кліть та обвідний ролик, який відрізняється тим, що має два обвідних ролики з протилежним профілюванням твірних бочок, один з роликів має можливість переміщуватись у вертикальній площині відносно другого ролика.
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: прокатки, широкоштабовому, спосіб, штаб, стані, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Попередній патент: Спосіб відновлення зношених елементів ковша екскаватора
Наступний патент: Спосіб прокатки штаб
Випадковий патент: Спосіб знищення наземних цілей ударними дистанційно керованими безпілотними літальними апаратами