Спосіб виробництва котельних труб із вуглецевої та низьколегованої сталі
Номер патенту: 52481
Опубліковано: 25.08.2010
Автори: Сеніна Тетяна Володимирівна, Бєсєднов Сергій Вікторович, Вахрушева Віра Сергіївна, Шепель Григорій Григорович, Богдан Дмитро Олексійович, Опришко Людмила Василівна

Формула / Реферат
Спосіб виробництва котельних труб з вуглецевої і низьколегованої сталі, який включає багатопрохідне гаряче деформування зливків в готову трубу з сумарним витягом 5-10 і завершуючим пільгерним прокатуванням, до того ж матеріал деформовуваних зливків вибирають, виходячи з вмісту в ньому неметалевих вкраплень, який відрізняється тим, що у матеріалі деформованих зливків обмежують вміст сульфідів, оксидів і силікатів - не більше за бал 3,5 кожного виду, а процес завершуючого пільгерного прокатування готової труби ведуть таким чином, щоб температура його закінчення була на 70-140 °С вища за критичну точку (Ас3) деформованої сталі.
Текст
Спосіб виробництва котельних труб з вуглецевої і низьколегованої сталі, який включає багатопрохідне гаряче деформування зливків в готову трубу з сумарним витягом 5-10 і завершуючим пільгерним прокатуванням, до того ж матеріал деформовуваних зливків вибирають, виходячи з вмісту в ньому неметалевих вкраплень, який відрізняється тим, що у матеріалі деформованих зливків обмежують вміст сульфідів, оксидів і силікатів - не більше за бал 3,5 кожного виду, а процес завершуючого пільгерного прокатування готової труби ведуть таким чином, щоб температура його закінчення була на 70-140 °С вища за критичну точку (Ас3) деформованої сталі. (19) (21) u201002877 (22) 15.03.2010 (24) 25.08.2010 (46) 25.08.2010, Бюл.№ 16, 2010 р. (72) ОПРИШКО ЛЮДМИЛА ВАСИЛІВНА, СЕНІНА ТЕТЯНА ВОЛОДИМИРІВНА, ВАХРУШЕВА ВІРА СЕРГІЇВНА, ШЕПЕЛЬ ГРИГОРІЙ ГРИГОРОВИЧ, БЄСЄДНОВ СЕРГІЙ ВІКТОРОВИЧ, БОГДАН ДМИТРО ОЛЕКСІЙОВИЧ (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "НАУКОВОДОСЛІДНИЙ ТА КОНСТРУКТОРСЬКОТЕХНОЛОГІЧНИЙ ІНСТИТУТ ТРУБНОЇ ПРОМИСЛОВОСТІ ІМ. Я.Ю. ОСАДИ" 3 В основі даної корисної моделі лежить рішення задачі удосконалення способу виготовлення котельних труб з вуглецевої і низьколегованої сталі шляхом змінення умов вибору матеріалу зливків і температурних умов деформування, внаслідок чого забезпечується виготовлення труб з покращеною якістю поверхонь і гарантованим рівнем жароміцності. Поставлене завдання вирішене тим, що в способі, який включає багатопрохідне гаряче деформування зливків в готову трубу з сумарним витягом 5-10 і завершуючим пільгерним прокатуванням, з використанням зливків, що мають регламентований вміст неметалевих вкраплень, згідно до корисної моделі під час вибирання матеріалу деформовних зливків обмежують вміст сульфідів, оксидів і силікатів - не більше за бал 3.5 кожного виду, а процес завершуючого деформування - пільгерного прокатування готової труби ведуть таким чином, щоби температура її закінчення була на 70-140°С вища за критичну точку (Ас3) сталі, яку деформують. Вказані параметри отримані дослідним шляхом. Відмінність заявлюваного способу від найбільш близького з аналогів полягає у виборі матеріалу зливка з обмеженим вмістом в ньому неметалевих вкраплень - сульфідів, оксидів і силікатів не більше за бал 3.5 кожного виду, а процес завершуючої деформації ведуть таким чином, щоби температура її закінчення на 70-140°С була вища за критичну точку Ас3 сталі, що деформують. Технічним результатом використання пропонованого способу виготовлення котельних труб у порівнянні з найбільш близьким з аналогів є забезпечення виготовлення труб з покращеною якістю їхніх поверхонь і гарантованим рівнем жароміцності. Це досягається обмеженням забрудненості деформовного матеріалу неметалевими вкрапленнями, що у поєднанні з заявлюваним інтервалом температур закінчення прокатування запобігає виникненню на поверхнях труб дефектів в місцях скупчення оксидів, силікатів, сульфідів та забезпечує створення структури, яка дозволяє гарантувати нормований рівень тривалої міцності. Для гарантування вказаного в технічних умовах рівня основної службової характеристики котельних труб - межі тривалої міцності за 100 тисяч годин за робочих температур - труби повинні мати регламентовану технічними умовами структуру. Пропонований спосіб здійснюється таким чином. Після виплавлення у відкритій мартенівській або електропечі сталь піддають позапічному обробленню на установці «піч-ківш (наприклад, вакуумуванню для очищення її від неметалевих вкраплень - зменшення в матеріалі зливка вмісту сульфідів, оксидів і силікатів - не більше за бал 3.5 кожного виду) і розливають у виливниці. Зливок після обрізання прибуткової частини обточують і свердлять для видалення дефектів поверхні і серцевини, нагрівають до 1240-1280°С і деформують в першому агрегаті трубопрокатувального стану з отриманням порожнистої трубної заготовки - гільзи 52481 4 (на прошивальному косовалковому стані) або стакана (на прошивальному пресі). Гільзу або стакан потім піддають гарячому прокатуванню за єдиною схемою «елонгатор-пільгерстан». Температура гільз, стаканів після прошивання - 1100-1140°С; витяг у виготовленні стаканів 1.21.3, гільз - 1.2-1.6. Подальше трубне перероблення на елонгаторі здійснюють з таким же витягом, як у прошиванні. Прокатування труб готового розміру з витягом 3-3.3 на пільгерстані проводять так, щоби температура закінчення деформування їх була на 70140°С вищою за критичну точку Ас3 деформовуваної сталі. Сумарний витяг від зливка до готової труби знаходиться в діапазоні 5-10. Охолоджування всіх труб зівказаної температури здійснюють на повітрі. За пропонованим способом у промислових умовах із вакуумованої сталі 20 мартенівського виплавлення провели прокатування 12 зливків діаметром 428-445 мм в труби розміром 219 34 і 273 34 мм. Виготовлення порожнистої трубної заготовки зі зливків, обідраних із зніманням 810мм на сторону (для видалення поверхневих дефектів), з висвердленою (діаметром 90-110 мм) осьовою зоною проводили: - на прошивальному пресі трубопрокатувальної установки ТПА 6-12" для отримання стаканів зовнішнім діаметром 439-460 мм із товщиною стінки 112-118 мм і товщиною денця 90-790 мм; - на прошивальному косовалковому стані ТПА 5-12" для отримання гільз діаметром 373-433 мм із товщиною стінки 116-146 мм. На ТПА 6-12" порожнисті трубні заготовки прокатали в труби номінальних розмірів 219 34 мм - із стаканів і 273 34 мм - з гільз з витягом 3.8-6.8. Сумарний витяг (від зливка до готової труби) дорівнював 5-7. У тому випадку, коли кількість сульфідів, оксидів і силікатів (кожного виду) не перевищувала бал 3.5, труби мали задовільну якість поверхонь, дефектів-плен по скупченнях неметалевих вкраплень не було. Оскільки Ас3 сталі 20 дорівнює ~850°С, заявлюваний відповідно до пропонованого способу температурний інтервал закінчення деформування готових труб з вуглецевої сталі складав 920-990°С. У разі температури закінчення деформування готової труби в межах 920-990°С структура виготовлених із сталі 20 труб характеризувалася наступними показниками: орієнтація фериту за відманштеттом - в межах 0-1 бал (за норми 3 бал), смугастість - в межах 1-2,0 балів (за норми 3 бал). При цьому отримані оптимальні результати випробувань на жароміцність, проведених за температури 450°С і напруги 120 МПа: стійкість 62877456 годин - забезпечує гарантовувану межу тривалої міцності за 100 тис г ( 78 МПа) за високої тривалої пластичності - відносне подовження =42-44%. За нижчої температури закінчення деформування (880°С) труби мають істотно нижчу стійкість - 3271 г, яка відповідає межі тривалої міцності 58 МПа, що нижче за мінімальну гарантовану норму (62 МПа). У разі температури закінчення дефор 5 52481 мування 1000°С збільшення стійкості до 8308 г супроводжується значним (удвічі) зниженням тривалої пластичності під час розриву ( =19%), наслідком чого може бути раптове крихке руйнування труби в експлуатаційних умовах. Межа тривалої міцності котельних труб, виготовлених в дослідній партії відповідно до найбільш близького з аналогів, нестабільна, виходить за межі норми, що підлягає гарантуванню. Крім того, у разі використання зливка з підвищеною кількістю Комп’ютерна верстка Л.Литвиненко 6 неметалевих вкраплень і наявності оксидів, силікатів і сульфідів більше за бал 3.5, на поверхнях труб під час деформування утворилися дефектиплени, які за технічними умовами на котельні труби неприпустимі. Таким чином, застосування пропонованого способу виготовлення котельних труб дозволяє забезпечити гарантований рівень жароміцності труб з високою якістю їхніх поверхонь. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fabrication of boiler tubes made of carbon and low alloy steel
Автори англійськоюOpryshko Liudmyla Vasylivna, Senina Tetiana Volodymyrivna, Vakhrusheva Vira Serhiivna, Shepel Hryhorii Hryhorovych, Biesiednov Serhii Viktorovych, Bohdan Dmytro Oleksiiovych
Назва патенту російськоюСпособ производства котельных труб из углеродистой и низколегированной стали
Автори російськоюОпришко Людмила Васильевна, Сенина Татьяна Владимировна, Вахрушева Вера Сергеевна, Шепель Григорий Григорьевич, Беседнов Сергей Викторович, Богдан Дмитрий Алексеевич
МПК / Мітки
МПК: B21B 23/00
Мітки: виробництва, труб, котельних, вуглецевої, сталі, спосіб, низьколегованої
Код посилання
<a href="https://ua.patents.su/3-52481-sposib-virobnictva-kotelnikh-trub-iz-vuglecevo-ta-nizkolegovano-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва котельних труб із вуглецевої та низьколегованої сталі</a>
Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещерякова Ася Олексіївна, Мещеряков Ілля Володимирович
МПК: C23C 2/36
Мітки: металевого, захисного, одержання, вироби, довгомірний, алюмінієвим, покриття, сталі, покриттям, спосіб, довгомірному, пристрій, виріб, здійснення, вуглецевої
Формула / Реферат:
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що...
Спосіб виробництва нагартованої стрічки з вуглецевої сталі
Номер патенту: 15223
Опубліковано: 15.06.2006
Автори: Климанчук Владислав Владиславович, Мурашкін Олександр Вікторович, Будніков Володимир Іванович, Пасько Тетяна Григорівна, Шебанець Едуард Миколайович, Побегайло Олег Андрійович, Норка Сергій Петрович, Іванченко Олена Павлівна, Уланова Олександра Лук'янівна
МПК: B21B 1/30
Мітки: вуглецевої, нагартованої, спосіб, виробництва, сталі, стрічки
Формула / Реферат:
1. Спосіб виробництва нагартованої пакувальної стрічки з вуглецевої сталі, що включає холодну прокатку і порізку, який відрізняється тим, що спочатку роблять вибір марки сталі для виробництва нагартованої і напівнагартованої стрічки з вуглецевої якісної сталі з вмістом вуглецю 0,17...0...0,24 % і кремнію 0,17...0...0,37 %, причому холодна прокатка здійснюється з відносним ступенем деформації для нагартованої стрічки...
Спосіб відновлення елементів енергообладнання із вуглецевої та низьколегованої сталей

Номер патенту: 19594
Опубліковано: 15.12.2006
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович
МПК: C23C 8/10
Мітки: низьколегованої, елементів, енергообладнання, вуглецевої, відновлення, сталей, спосіб
Формула / Реферат:
Спосіб відновлення елементів енергообладнання із вуглецевої та низьколегованої сталей, що включає їх нагрів, витримку й охолодження у середовищі водяної пари, який відрізняється тим, що через відновлювальний метал пропускають постійний електричний струм напругою 43-46 В при температурі 470-560°С у атмосфері водяної пари під тиском 0,6-0,8 від робочого з наступною його витримкою у дросельованій, в межах 0,35-0,85 від робочого тиску, водяній...
Спосіб травлення поверхні маловуглецевої, низьколегованої сталі
Номер патенту: 6832
Опубліковано: 16.05.2005
Автори: Горобець Світлана Василівна, Горобець Оксана Юріївна, Донченко Маргарита Іванівна, Гойко Ірина Юріївна
МПК: C25F 1/00
Мітки: маловуглецевої, сталі, низьколегованої, травлення, спосіб, поверхні
Формула / Реферат:
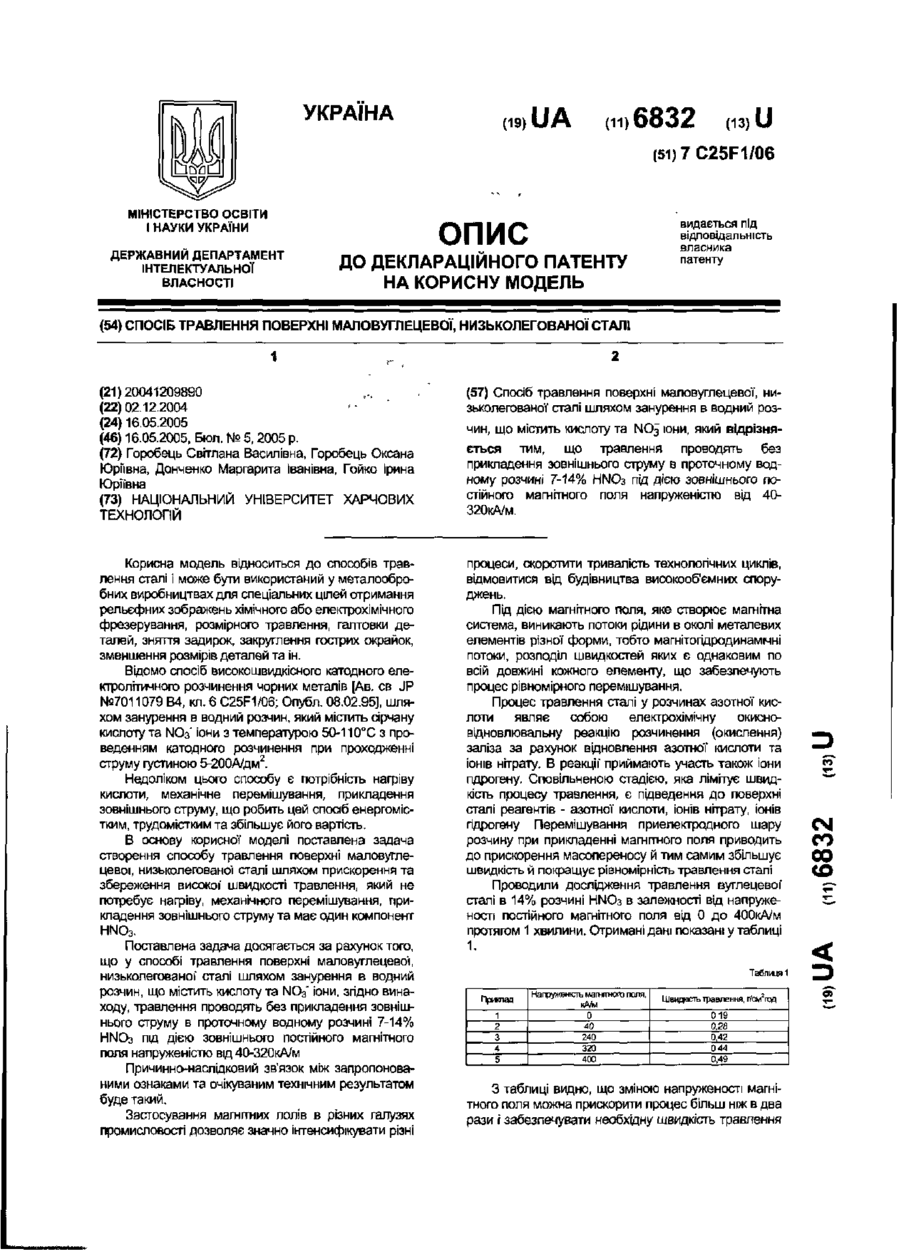
Спосіб травлення поверхні маловуглецевої, низьколегованої сталі шляхом занурення в водний розчин, що містить кислоту та іони, який відрізняється тим, що травлення проводять без прикладення зовнішнього струму в проточному водному розчині 7-14 % НNО3 під дією зовнішнього постійного магнітного поля напруженістю від 40-320 кА/м.
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі
Номер патенту: 34358
Опубліковано: 11.08.2008
Автори: Карабаш Тетяна Борисівна, Дорожко Григорій Костянтинович
МПК: C21D 8/00
Мітки: сталі, низьколегованої, маловуглецевої, термомеханічної, обробки, спосіб
Формула / Реферат:
Спосіб термомеханічної обробки маловуглецевої низьколегованої сталі, що включає нагрів сляба, його пластичну деформацію із завершенням в міжкритичному інтервалі і подальше охолоджування, який відрізняється тим, що охолоджування ведуть із швидкістю 7,6-11 град/сек., причому, чим нижче температура завершення деформації, тим менше швидкість охолоджування.
Попередній патент: Спосіб вирощування соняшника
Наступний патент: Спосіб спалювання твердого палива, зокрема відходів виробництва та побуту
Випадковий патент: Індикатор електричний універсальний войцеховського