Розділювальний штамп

Формула / Реферат
Розділювальний штамп, що містить верхню плиту, яка входить у верхній жолоб пуансонотримача, пуансонотримач з закріпленими пуансонами, з'єднаний прецизійно з напрямними штампа і оснащений нижнім виступом, що входить у верхній жолоб знімача-притискувача, з'єднаного прецизійно з напрямними штампа, а також що містить два гумових пружних елементи, товщий з них міститься між пуансонотримачем і знімачем-притискувачем, тонший міститься між верхньою плитою і фланцем хвостовика; збірну матрицю, у вигляді вставок, закріплену у верхньому жолобі нижньої плити, який відрізняється тим, що верхня плита, пуансонотримач і знімач-притискувач мають U-подібні жолоби, які послідовно входять один в другий, при цьому жолоби верхньої плити і пуансонотримача з'єднані щільно, а жолоби пуансонотримача і знімача-притискувача з зазором, у кожної U-подібної деталі співвідношення товщин горизонтальної нижньої частини (а), двох вертикальних стінок (в) і двох верхніх горизонтальних частин (с) має вигляд а>в>с, верхні горизонтальні частини верхньої плити і знімача-притискувача з'єднані прецизійно з напрямними штампа, між верхніми частинами пуансонотримача і знімача-притискувача містяться два гумові плоскі пружні елементи, відстань між нижніми частинами пуансонотримача і знімача-притискувача становить 1/5 від товщини пружних елементів.
Текст
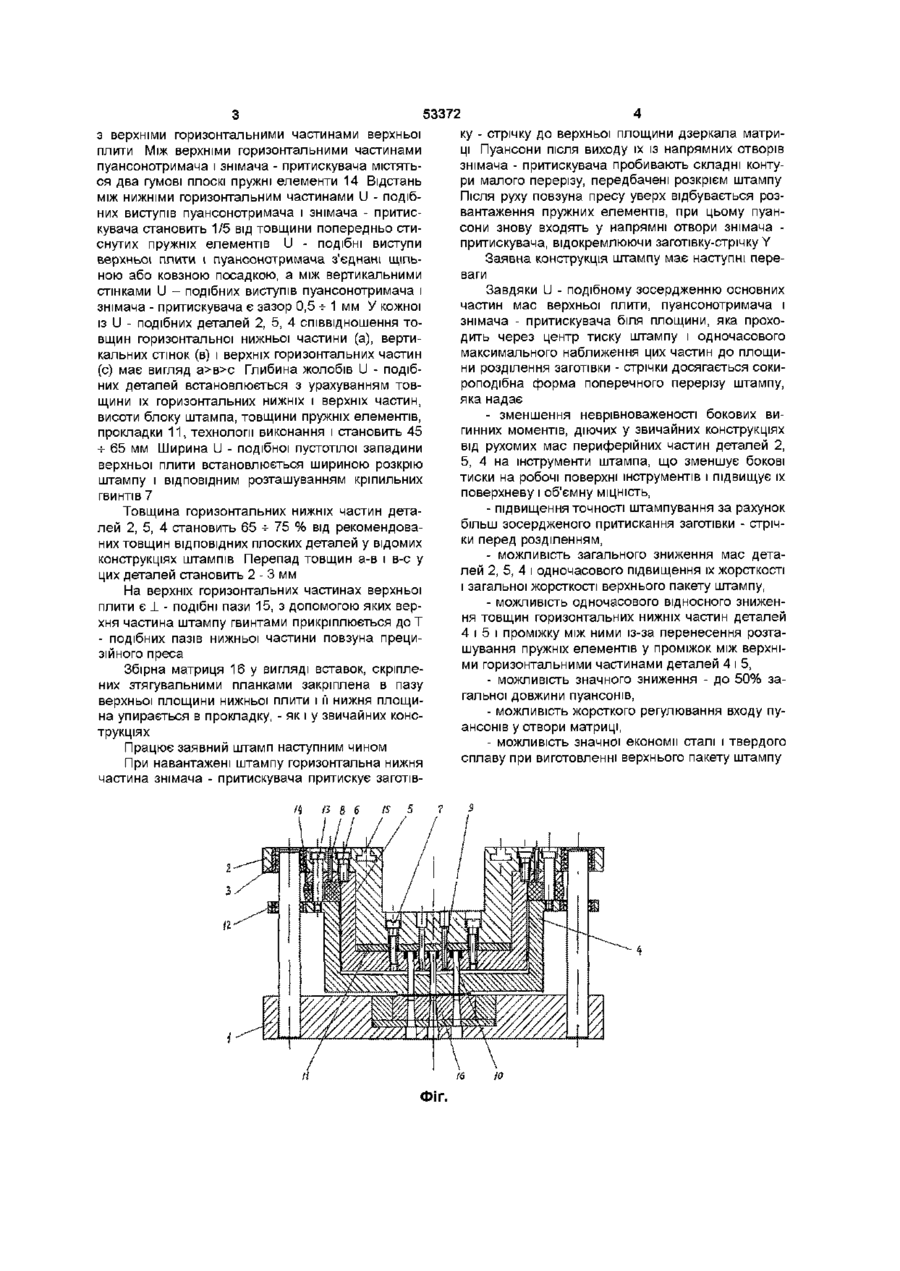
Розділювальний штамп, що містить верхню плиту, яка входить у верхній жолоб пуансонотримача, пуансонотримач з закріпленими пуансонами, з'єднаний прецизійно з напрямними штампа і оснащений нижнім виступом, що входить у верхній жолоб знімача-притискувача, з'єднаного прецизійно з напрямними штампа, а також що містить два гумових пружних елементи, товщий з них міститься між пуансонотримачем і знімачемпритискувачем, тонший міститься між верхньою плитою і фланцем хвостовика, збірну матрицю, у вигляді вставок, закріплену у верхньому жолобі нижньої плити, який відрізняється тим, що верхня плита, пуансонотримач і знімач-притискувач мають U-подібні жолоби, які послідовно входять один в другий, при цьому жолоби верхньої плити і пуансонотримача з'єднані щільно, а жолоби пуансонотримача і знімача-притискувача з зазором, у кожної U-подібноі деталі співвідношення товщин горизонтальної нижньої частини (а), двох вертикальних стінок (в) і двох верхніх горизонтальних частин (с) має вигляд а>в>с, верхні горизонтальні частини верхньої плити і знімача-притискувача з'єднані прецизійно з напрямними штампа, між верхніми частинами пуансонотримача і знімачапритискувача містяться два гумові плоскі пружні елементи, відстань між нижніми частинами пуансонотримача і знімача-притискувача становить 1/5 від товщини пружних елементів Суть винаходу верхня плита, пуансонотримач і прецизійний знімач - притискувач мають жолобоподібні поперечні перерізи у площині, перпендикулярній ходу штампування, при цьому основні площі частин цих перерізів максимально наближені до площини зони розділювання заготівки U - подібний виступ верхньої плити входить щільно у U подібну западину пуансонотримача, a U - подібний виступ пуансонотримача входить з зазором у U подібну впадину знімача - притискувача Верхня плита має пустотілу U - подібну западину Пуансони закріплені швидкотвердіючою пластмасою в отворах пуансонотримача, їх верхні частини виходять на поверхню дна його жолобу і упираються в прокладку, їх нижні частини мають прецизійне направлення в отворах нижньої частини жолоба знімача - притискувача Відстань між дном жолобу знімача - притискувача і нижньою горизонтальною частиною жолобу пуансонотримача дорівнює 1/5 від товщини двох гумових пружніх елементів, розташованих між площинами верхніх горизонтальних частин жолобів знімача - притискувача і пуансонотримача, верхні горизонтальні частини верхньої плити і знімача - притискувача оснащені прецизійними направляючими твердосплавними інструментами складного контуру і малого перерізу, і які мають велику КІЛЬКІСТЬ таких інструментів Призначення - масове виготовлення швидкісним штампуванням тонколистових деталей, що мають внутрішні конструктивні елементи складного контуру, розміри яких співставлені з товщиною заготівки - стрічки (0,05 - 0,5 мм), підвищеної точності розмірів, форми і взаємного розташування поверхонь Задачею винаходу є підвищення точності штампування, об'ємної і поверхневої МІЦНОСТІ інструментів, а також економія твердого сплаву і сталі при виготовленні і ремонті штампу На фіг зображений розріз штампу площиною, перпендикулярною ходу штампування Прецизійний штамп містить нижню 1 і U - подібну верхню 2 плити, з'єднані з допомогою прецизійних направляючих вузлів З U - подібний пуансонотримач 5, закріплений з допомогою гвинтів 6 і 7 до U - подібного виступу верхньої плити і зафіксований з нею штифтами 8 і 9, пуансони 10, закріплені в дні пуансонотримача, торці їх верхніх частин упираються в прокладку 11, нижні робочі частини прецизійно направлені в отворах дна U подібного знімача - притискувача 4, з'єднаного прецизійними парами 12 з направляючими колонками, а також з допомогою спеціальних гвинтів 13 Опис заявки Винахід відноситься до прецизійних розділювальних штампів послідовної дії із со го ю 53372 з верхніми горизонтальними частинами верхньої плити Між верхніми горизонтальними частинами пуансонотримача і знімача - притискувача містяться два гумові плоскі пружні елементи 14 Відстань між нижніми горизонтальним частинами U - подібних виступів пуансонотримача і знімача - притискувача становить 1/5 від товщини попередньо стиснутих пружніх елементів U - подібні виступи верхньої плити і пуансонотримача з'єднані щільною або ковзною посадкою, а між вертикальними стінками U - подібних виступів пуансонотримача і знімача - притискувача є зазор 0,5 -ь 1 мм У кожної із U - подібних деталей 2, 5, 4 співвідношення товщин горизонтальної нижньої частини (а), вертикальних стінок (в) і верхніх горизонтальних частин (с) має вигляд а>в>с Глибина жолобів U - подібних деталей встановлюється з урахуванням товщини їх горизонтальних нижніх і верхніх частин, висоти блоку штампа, товщини пружніх елементів, прокладки 11, технології виконання і становить 45 -ь 65 мм Ширина U - подібної пустотілої западини верхньої плити встановлюється шириною розкрію штампу і ВІДПОВІДНИМ розташуванням кріпильних гвинтів 7 Товщина горизонтальних нижніх частин деталей 2, 5, 4 становить 65 ± 75 % від рекомендованих товщин ВІДПОВІДНИХ плоских деталей у відомих конструкціях штампів Перепад товщин а-в і в-с у цих деталей становить 2 - 3 мм На верхніх горизонтальних частинах верхньої плити є 1 - подібні пази 15, з допомогою яких верхня частина штампу гвинтами прикріплюється до Т - подібних пазів нижньої частини повзуна прецизійного преса Збірна матриця 16 у вигляді вставок, скріплених зтягувальними планками закріплена в пазу верхньої площини нижньої плити і її нижня площина упирається в прокладку, - як і у звичайних конструкціях Працює заявний штамп наступним чином При навантажені штампу горизонтальна нижня частина знімача - притискувача притискує заготів ку - стрічку до верхньої площини дзеркала матриці Пуансони після виходу їх із напрямних отворів знімача - притискувача пробивають складні контури малого перерізу, передбачені розкрієм штампу Після руху повзуна пресу уверх відбувається розвантаження пружних елементів, при цьому пуансони знову входять у напрямні отвори знімача притискувача, відокремлюючи заготівку-стрічку Y Заявна конструкція штампу має наступні переваги Завдяки U - подібному зосердженню основних частин мас верхньої плити, пуансонотримача і знімача - притискувача біля площини, яка проходить через центр тиску штампу і одночасового максимального наближення цих частин до площини розділення заготівки - стрічки досягається сокироподібна форма поперечного перерізу штампу, яка надає - зменшення неврівноваженості бокових вигинних моментів, діючих у звичайних конструкціях від рухомих мас периферійних частин деталей 2, 5, 4 на інструменти штампа, що зменшує бокові тиски на робочі поверхні інструментів і підвищує їх поверхневу і об'ємну МІЦНІСТЬ, - підвищення точності штампування за рахунок більш зосердженого притискання заготівки - стрічки перед розділенням, - можливість загального зниження мас деталей 2, 5, 4 і одночасового підвищення їх жорсткості і загальної жорсткості верхнього пакету штампу, - можливість одночасового відносного зниження товщин горизонтальних нижніх частин деталей 4 і 5 і проміжку між ними із-за перенесення розташування пружніх елементів у проміжок між верхніми горизонтальними частинами деталей 4 і 5, - можливість значного зниження - до 50% загальної довжини пуансонів, - можливість жорсткого регулювання входу пуансонів у отвори матриці, - можливість значної економії сталі і твердого сплаву при виготовленні верхнього пакету штампу /б Фіг. 10 53372 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюShearing die
Назва патенту російськоюРазделительный штамп
МПК / Мітки
МПК: B21D 28/14
Мітки: розділювальний, штамп
Код посилання
<a href="https://ua.patents.su/3-53372-rozdilyuvalnijj-shtamp.html" target="_blank" rel="follow" title="База патентів України">Розділювальний штамп</a>
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором
Номер патенту: 37360
Опубліковано: 15.05.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 24/00
Мітки: вбудованим, холодного, видавлювання, компенсатором, штамп, гідравлічним
Формула / Реферат:
Штамп для холодного видавлювання з вбудованим гідравлічним компенсатором, що складається з пуансона, який за допомогою пуансонотримача жорстко закріплено в верхній плиті штампа втулки пуансонотримача, в якій закріплено пуансон, фіксуючої гайки, опори пуансона, напрямних втулок, які запресовано в нижню плиту, напрямних колонок, які закріплено в верхній плиті, який відрізняється тим, що містить закріплену в порожнині нижньої плити, яку...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B30B 15/00
Мітки: матриці, направленням, пуансона, беззазорним, видавлювання, штамп, холодного
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 22/00
Мітки: холодного, зворотного, штамп, видавлювання
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп

Номер патенту: 910
Опубліковано: 16.07.2001
Автор: Савченко Віктор Степанович
МПК: B26F 1/38, B21D 37/00
Мітки: штамп
Формула / Реферат:
1. Штамп, що включає корпус, який складається з горизонтальних та вертикальних плит, пуансона, що включає гільзу пуансона, виштовхувач, шток, який відрізняється тим, що штамп виконаний рознімним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, при цьому змінна гільза виконана з можливістю фіксації відносно горизонтальної та вертикальної плити, а сумарний розмір...
Штамп для одержання ріжучого інструмента
Номер патенту: 47657
Опубліковано: 15.07.2002
Автори: Воропаєв Віталій Семенович, Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич
МПК: B30B 11/02
Мітки: одержання, інструмента, штамп, ріжучого
Формула / Реферат:
Штамп для одержання ріжучого інструмента, що має основу, матрицю, пуансон, плиту, який відрізняється тим, що він оснащений верхньою плитою, колонками, пневмоциліндрами, причому матриця, що фіксується колонками, виконана складеною з можливістю переміщення по напрямних основи і верхньої плити під дією пневмоциліндрів.
Попередній патент: Піропатрон латунний термостійкий удосконалений
Наступний патент: Подвоювач напруги
Випадковий патент: Спосіб одержування заготівки шатуна з підшипниковим вузлом