Пристрій для автоматичного захисту металорізальних верстатів від перенавантаження
Формула / Реферат
Пристрій для автоматичного захисту металорізальних верстатів від перенавантаження, що містить електропривод, шпиндель верстата, механізм безступеневого змінювання робочої подачі або кінцевий вимикач електропривода і вимірювач обертового моменту, вхід якого зв'язаний з електроприводом, а вихід - зі шпинделем і механізмом безступеневого змінювання робочої подачі або кінцевим вимикачем електропривода, який відрізняється тим, що вимірювач обертового моменту виконаний у вигляді співвісно розміщених ведучого і веденого валів з ведучою і веденою, жорстко з'єднаними між собою, півмуфтами, при цьому ведена півмуфта з валом з'єднана через поздовжню, а ведуча півмуфта з валом - через гвинтову кулькові пари і додатково установлений гідравлічний демпфер, поршень з перепускними отворами і шток якого розміщений у ведучій півмуфті і жорстко зв'язаний з веденим валом, причому ведуча півмуфта через упорний підшипник взаємодіє з одним торцем пружини, другий торець впирається у фіксовану опору, установлену на ведучому валу, а додатково установлений механізм знімання і передачі сигналу величини обертового моменту зв'язаний з механізмом безступеневого змінювання робочої подачі або кінцевим вимикачем електропривода.
Текст
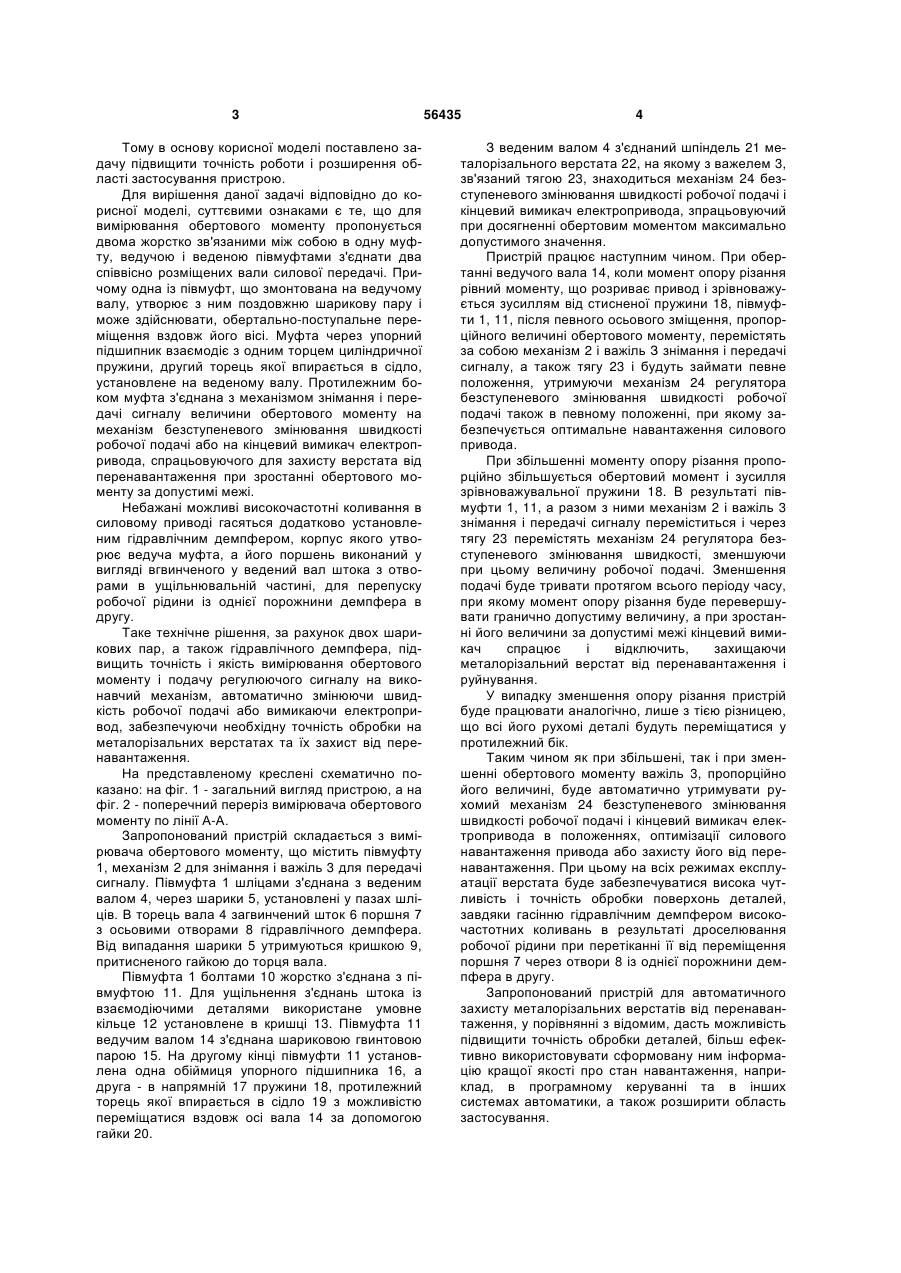
Пристрій для автоматичного захисту металорізальних верстатів від перенавантаження, що містить електропривод, шпиндель верстата, механізм безступеневого змінювання робочої подачі або кінцевий вимикач електропривода і вимірювач обертового моменту, вхід якого зв'язаний з електроприводом, а вихід - зі шпинделем і механізмом безступеневого змінювання робочої подачі або кінцевим вимикачем електропривода, який відрізняється тим, що вимірювач обертового моменту виконаний у вигляді співвісно розміщених ведучого 3 Тому в основу корисної моделі поставлено задачу підвищити точність роботи і розширення області застосування пристрою. Для вирішення даної задачі відповідно до корисної моделі, суттєвими ознаками є те, що для вимірювання обертового моменту пропонується двома жорстко зв'язаними між собою в одну муфту, ведучою і веденою півмуфтами з'єднати два співвісно розміщених вали силової передачі. Причому одна із півмуфт, що змонтована на ведучому валу, утворює з ним поздовжню шарикову пару і може здійснювати, обертально-поступальне переміщення вздовж його вісі. Муфта через упорний підшипник взаємодіє з одним торцем циліндричної пружини, другий торець якої впирається в сідло, установлене на веденому валу. Протилежним боком муфта з'єднана з механізмом знімання і передачі сигналу величини обертового моменту на механізм безступеневого змінювання швидкості робочої подачі або на кінцевий вимикач електропривода, спрацьовуючого для захисту верстата від перенавантаження при зростанні обертового моменту за допустимі межі. Небажані можливі високочастотні коливання в силовому приводі гасяться додатково установленим гідравлічним демпфером, корпус якого утворює ведуча муфта, а його поршень виконаний у вигляді вгвинченого у ведений вал штока з отворами в ущільнювальній частині, для перепуску робочої рідини із однієї порожнини демпфера в другу. Таке технічне рішення, за рахунок двох шарикових пар, а також гідравлічного демпфера, підвищить точність і якість вимірювання обертового моменту і подачу регулюючого сигналу на виконавчий механізм, автоматично змінюючи швидкість робочої подачі або вимикаючи електропривод, забезпечуючи необхідну точність обробки на металорізальних верстатах та їх захист від перенавантаження. На представленому креслені схематично показано: на фіг. 1 - загальний вигляд пристрою, а на фіг. 2 - поперечний переріз вимірювача обертового моменту по лінії А-А. Запропонований пристрій складається з вимірювача обертового моменту, що містить півмуфту 1, механізм 2 для знімання і важіль 3 для передачі сигналу. Півмуфта 1 шліцами з'єднана з веденим валом 4, через шарики 5, установлені у пазах шліців. В торець вала 4 загвинчений шток 6 поршня 7 з осьовими отворами 8 гідравлічного демпфера. Від випадання шарики 5 утримуються кришкою 9, притисненого гайкою до торця вала. Півмуфта 1 болтами 10 жорстко з'єднана з півмуфтою 11. Для ущільнення з'єднань штока із взаємодіючими деталями використане умовне кільце 12 установлене в кришці 13. Півмуфта 11 ведучим валом 14 з'єднана шариковою гвинтовою парою 15. На другому кінці півмуфти 11 установлена одна обіймиця упорного підшипника 16, а друга - в напрямній 17 пружини 18, протилежний торець якої впирається в сідло 19 з можливістю переміщатися вздовж осі вала 14 за допомогою гайки 20. 56435 4 З веденим валом 4 з'єднаний шпіндель 21 металорізального верстата 22, на якому з важелем 3, зв'язаний тягою 23, знаходиться механізм 24 безступеневого змінювання швидкості робочої подачі і кінцевий вимикач електропривода, зпрацьовуючий при досягненні обертовим моментом максимально допустимого значення. Пристрій працює наступним чином. При обертанні ведучого вала 14, коли момент опору різання рівний моменту, що розриває привод і зрівноважується зусиллям від стисненої пружини 18, півмуфти 1, 11, після певного осьового зміщення, пропорційного величині обертового моменту, перемістять за собою механізм 2 і важіль З знімання і передачі сигналу, а також тягу 23 і будуть займати певне положення, утримуючи механізм 24 регулятора безступеневого змінювання швидкості робочої подачі також в певному положенні, при якому забезпечується оптимальне навантаження силового привода. При збільшенні моменту опору різання пропорційно збільшується обертовий момент і зусилля зрівноважувальної пружини 18. В результаті півмуфти 1, 11, а разом з ними механізм 2 і важіль 3 знімання і передачі сигналу переміститься і через тягу 23 перемістять механізм 24 регулятора безступеневого змінювання швидкості, зменшуючи при цьому величину робочої подачі. Зменшення подачі буде тривати протягом всього періоду часу, при якому момент опору різання буде перевершувати гранично допустиму величину, а при зростанні його величини за допустимі межі кінцевий вимикач спрацює і відключить, захищаючи металорізальний верстат від перенавантаження і руйнування. У випадку зменшення опору різання пристрій буде працювати аналогічно, лише з тією різницею, що всі його рухомі деталі будуть переміщатися у протилежний бік. Таким чином як при збільшені, так і при зменшенні обертового моменту важіль 3, пропорційно його величині, буде автоматично утримувати рухомий механізм 24 безступеневого змінювання швидкості робочої подачі і кінцевий вимикач електропривода в положеннях, оптимізації силового навантаження привода або захисту його від перенавантаження. При цьому на всіх режимах експлуатації верстата буде забезпечуватися висока чутливість і точність обробки поверхонь деталей, завдяки гасінню гідравлічним демпфером високочастотних коливань в результаті дроселювання робочої рідини при перетіканні її від переміщення поршня 7 через отвори 8 із однієї порожнини демпфера в другу. Запропонований пристрій для автоматичного захисту металорізальних верстатів від перенавантаження, у порівнянні з відомим, дасть можливість підвищити точність обробки деталей, більш ефективно використовувати сформовану ним інформацію кращої якості про стан навантаження, наприклад, в програмному керуванні та в інших системах автоматики, а також розширити область застосування. 5 Комп’ютерна верстка Г. Паяльніков 56435 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic protection against overloading of machine tools
Автори англійськоюBozhok Arkadii Mykhailovych
Назва патенту російськоюУстройство для автоматической защиты металлорежущих станков от перегрузки
Автори російськоюБожок Аркадий Михайлович
МПК / Мітки
МПК: B23Q 15/00, B23B 47/00, B23Q 5/00
Мітки: верстатів, перенавантаження, автоматичного, металорізальних, захисту, пристрій
Код посилання
<a href="https://ua.patents.su/3-56435-pristrijj-dlya-avtomatichnogo-zakhistu-metalorizalnikh-verstativ-vid-perenavantazhennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного захисту металорізальних верстатів від перенавантаження</a>
Пристрій для автоматичного захисту металорізальних верстатів від перевантаження
Номер патенту: 22107
Опубліковано: 10.04.2007
Автори: Божок Аркадій Михайлович, Гераськін Володимир Миколайович
МПК: B23Q 11/00
Мітки: захисту, автоматичного, металорізальних, перевантаження, верстатів, пристрій
Формула / Реферат:
Пристрій для автоматичного захисту металорізальних верстатів від перевантаження, що містить електропривід, шпиндель верстата, механізм безступеневого змінювання робочої подачі і вимірювач крутного моменту, вхід якого зв'язаний з електроприводом, а вихід - зі шпинделем і механізмом безступеневого змінювання робочої подачі, який відрізняється тим, що вимірювач крутного моменту виконаний у вигляді планетарного механізму, ведуча ланка якого...
Копіювальна слідкуюча система пропорційного керування для металорізальних верстатів
Номер патенту: 9773
Опубліковано: 30.09.1996
Автори: Дубров Борис Іванович, Лавріненко Анатолій Костянтинович
МПК: B23Q 35/00
Мітки: слідкуюча, пропорційного, металорізальних, система, керування, верстатів, копіювальна
Формула / Реферат:
(57) Копировальная следящая система пропорционального управления для металлорежущих станков, содержащая копировальный датчик, предварительный усилитель-выпрямитель, усилители сигналов задающего и следящего каналов и электроприводов, отличающаяся тем, что она снабжена дистанционным регулятором чувствительности датчика, преобразователем уровня, блоком выделения модуля сигнала и нелинейными блоками, причем вход регулятора чувствительности...
Пристрій автоматичного захисту мобільно-енергетичного засобу від перекидання
Номер патенту: 33640
Опубліковано: 15.02.2001
Автори: Поліщук Олександр Васильович, Божок Адік Михайлович
МПК: F02B 77/08
Мітки: мобільно-енергетичного, засобу, пристрій, перекидання, захисту, автоматичного
Текст:
...приєднані кришки 13-14, між якими всередині корпусу встановлений вантаж 15 на шариках 16, укладених в чотирьох, розміщених через 90 градусів по колу, поздовжніх пазах корпуса і вантажу, що забезпечує вантажу 15 переміщення вздовж корпусу 12 на шариках кочення 16 з більшою чутливістю, підвищуючи точність спрацювання датчика. Корпус 12, вантаж 15 з кришкою 13 утворюють першу 17, а з кришкою 14 - другу 18 порожнини датчика, які сполучені...
Пристрій автоматичного захисту молотильного апарата і силової установки зернозбирального комбайна
Номер патенту: 76801
Опубліковано: 15.09.2006
Автори: Шляховер Віктор Якович, Макаров Сергій Миколайович, Шамановський Анатолій Дмитрович, Шамановський Олександр Дмитрович, Шляховер Сергій Вікторович, Буряченко Володимир Іванович, Качан Володимир Тимофійович, Митрофанов Олександр Петрович
МПК: A01F 12/18, G05B 11/01
Мітки: автоматичного, комбайна, установки, зернозбирального, пристрій, захисту, молотильного, силової, апарата
Формула / Реферат:
Пристрій автоматичного захисту молотильного апарата і силової установки зернозбирального комбайна, що містить датчик частоти обертання вала, який відрізняється тим, що датчик частоти обертання вала встановлено на валу силової установки, додатково встановлено датчик частоти обертання коліс моста та датчик частоти обертання вала робочого органа, наприклад вітрорешітної системи очищення або соломовідокремлюючого пристрою, причому всі датчики...
Пристрій автоматичного захисту карбюраторного двигуна від аварій, неекономічних та неекологічних режимів роботи
Номер патенту: 46474
Опубліковано: 15.05.2002
Автори: Поліщук Олександр Васильович, Божко Адік Михайлович
МПК: F02B 77/08
Мітки: аварій, роботи, карбюраторного, захисту, двигуна, неекологічних, неекономічних, режимів, пристрій, автоматичного
Формула / Реферат:
Пристрій автоматичного захисту карбюраторного двигуна від аварій, неекономічних та неекологічних режимів роботи, що включає датчик розрідження на всмоктуванні у впускному тракті, виконавчий механізм і штатну електричну систему примусового запалювання робочої суміші у циліндрах двигуна з елементами, з'єднаними між собою провідниками, який відрізняється тим, що в ньому датчик і виконавчий механізм виконані у вигляді сильфона з нерухомим ...
Попередній патент: Спосіб створення мікроклімату
Наступний патент: Спосіб підвищення гастропротекції шляхом застосування поєднаної дії імунофану та l-аргініну при експериментальній виразці шлунка
Випадковий патент: Низьколегована сталь та виготовлені з неї деталі