Верстат для послідовної обробки дугою групи отворів та порожнин

Формула / Реферат
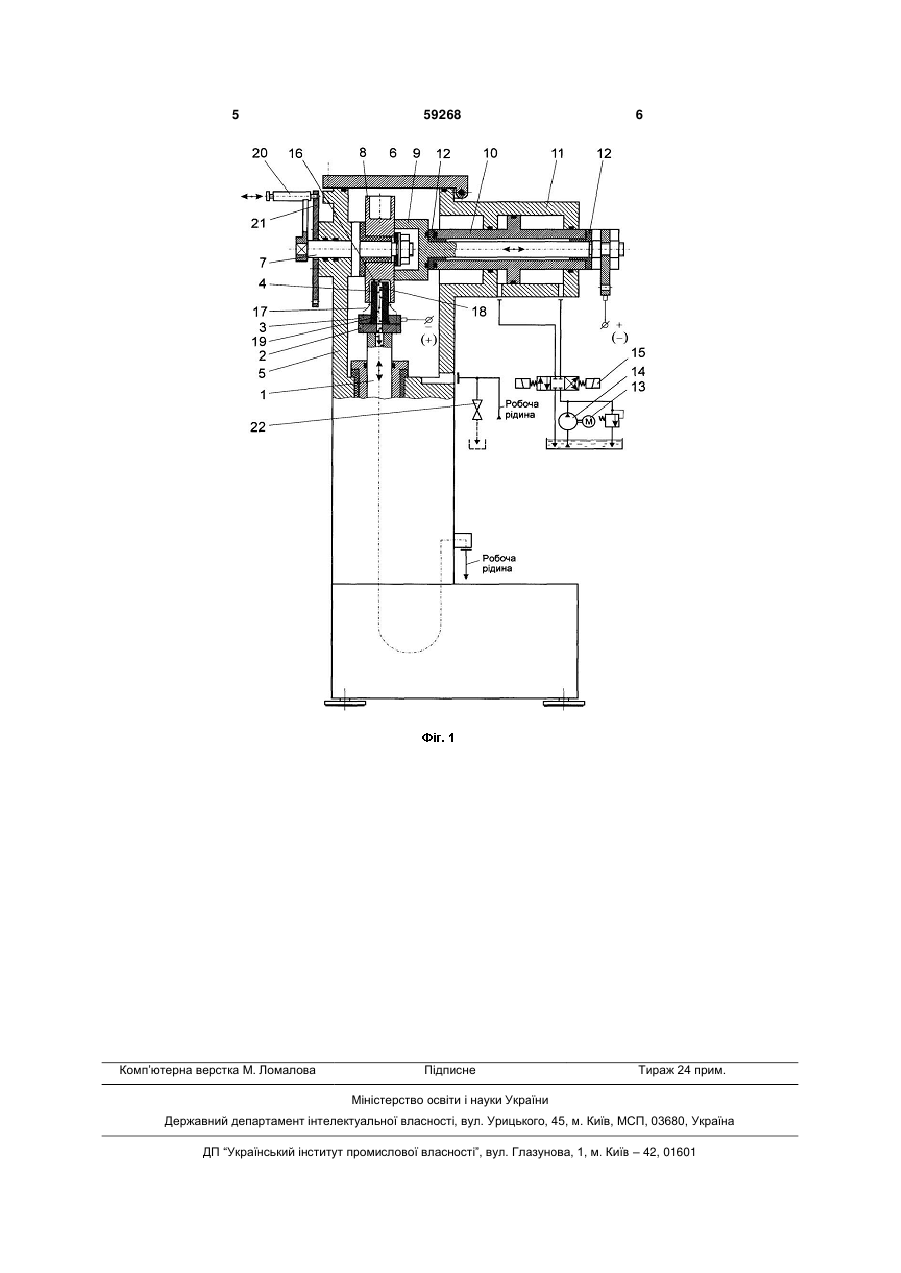
Верстат для послідовної обробки дугою групи отворів та порожнин, що має інструментальну головку, герметичну камеру з системою подачі робочої рідини під технологічним тиском в міжелектродний зазор, пристрій для повороту деталі на робочу позицію та рухомий струмопровід до деталі, що обробляється, який відрізняється тим, що рухомий струмопровід вбудовано в шток силового гідравлічного циліндра двобічної дії і жорстко закріплено з електроізоляцією відносно нього.
Текст
Верстат для послідовної обробки дугою групи отворів та порожнин, що має інструментальну го 3 що рухомий струмопровід вбудовано в шток силового гідравлічного циліндра двобічної дії і жорстко закріплено з електроізоляцією відносно нього. На приведеній фігурі 1 показано схему верстата, що пропонується. Верстат має інструментальну головку, що включає в себе шпиндель 1 з інструментальною плитою 2, на якій за допомогою електродотримача 3 встановлюють електрод-інструмент 4. Робоча зона верстата обмежена герметичною камерою 5 з кришкою 6. Верстат постачається пристроєм 7 для повороту на робочу позицію деталі 8, що обробляється. Електрична енергія підводиться до деталі 8 через рухомий струмопровід 9, який вбудовано в шток 10 силового гідравлічного циліндра 11 двобічної дії і жорстко закріплено з електроізоляцією 12 відносно нього. Верстат працює наступним чином. Після встановлення деталі 8, що обробляється, та електрода-інструмента 4, кришку 6 герметичної камери 5 закривають. Далі вмикають двигун 13 насосу 14 приводу штока 10 гідроциліндра 11 та, керуючи розподільним золотником 15, переміщують шток 10 разом з струмопроводом 9 ліворуч до притиснення деталі 8. Після цього вмикають електродвигун насосу подачі робочої рідини в герметичну камеру 5 під технологічним тиском (на схемі не показані), джерело живлення постійним електричним струмом (на схемі не показано), та ведуть розмірну обробку першого отвору в деталі 8 електричною дугою 16 в потужному потоці 17 робочої рідини з використанням електрогідравлічної слідкуючої за зміною напруги (а отже, за торцевим зазором) системою (на схемі не показана). При цьому продукти ерозії 18 вилучаються із зони обробки разом із робочою рідиною крізь центральний отвір 19 в електроді-інструменті 4. Після закінчення обробки шпиндель 1 опускають в крайнє нижнє 59268 4 положення, відводять струмопровід в крайнє праве положення, рукояткою 20 повертають деталь 8 в нове робоче положення з фіксування його за диском 21, та, керуючи розподільним золотником 15, переміщують шток 10 разом з струмопроводом 9 ліворуч до притиснення деталі 8. Верстат готовий до обробки нового отвору. Таким чином, оскільки допоміжний час, що витрачається для налагодження деталі перед обробкою, не великий і не перевищує 5-10 секунд (бо налагодження здійснюється без вимикання усіх приводів, без відкриття герметичної камери та без видалення робочої рідини з камери шляхом відкриття крану 22), спостерігається суттєве скорочення тривалості технологічного циклу послідовної обробки дугою групи порожнин. Це є можливим завдяки того, що у верстаті, який пропонується, рухомий струмопровід 9 вбудовано в шток 10 силового гідравлічного циліндра 11 двобічної дії і жорстко закріплено з електроізоляцією 12 відносно нього. Останнє дозволяє відвести струмопровід 9 від деталі 8 для її повороту на наступну позицію без відкриття герметичної камери 5. Використання верстату, порівняно з відомим, дозволяє скоротити тривалість технологічного циклу послідовної обробки дугою групи отворів та порожнин на 50-70% за рахунок скорочення допоміжного часу, що витрачається для налагодження деталі перед обробкою. Джерела інформації: 1. Электрофизические и электрохимические станки. Каталог. - М.: НИИМАШ, 1978. - 228с. - С. 61-77. 2. Боков В. М. Розмірне формоутворення поверхонь електричною дугою. - Кіровоград: Поліграфічно-видавничий центр ТОВ «Імекс-ЛТД», 2002 - 300с. - С. 275, продовження табл. 8.1, верстат моделі «Дуга 14». 5 Комп’ютерна верстка М. Ломалова 59268 6 Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for sequential arc processing group of holes and cavities
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСтанок для последовательной обработки дугой группы отверстий и полостей
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23B 39/00
Мітки: отворів, групи, верстат, обробки, порожнин, послідовно, дугою
Код посилання
<a href="https://ua.patents.su/3-59268-verstat-dlya-poslidovno-obrobki-dugoyu-grupi-otvoriv-ta-porozhnin.html" target="_blank" rel="follow" title="База патентів України">Верстат для послідовної обробки дугою групи отворів та порожнин</a>
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: отворів, дугою, розмірної, обробки, спосіб, порожнин, електричною
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Верстат для електроерозійної обробки дугою
Номер патенту: 58022
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: верстат, дугою, обробки, електроерозійної
Формула / Реферат:
Верстат для електроерозійної обробки дугою, який має навколо зони обробки герметичну камеру, що працює під технологічним тиском робочої рідини, який відрізняється тим, що камера виконана у вигляді кільцевого, рухомого в напрямку осьової подачі шпинделя гідравлічного циліндра з внутрішнім кільцевим фланцем, що сприймає тиск робочої рідини, і оснащена системою продування стисненим повітрям.
Копіювально-прошивний верстат для розмірної обробки металів електричною дугою
Номер патенту: 58075
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23Q 16/00
Мітки: верстат, електричною, розмірної, дугою, металів, копіювально-прошивний, обробки
Формула / Реферат:
1. Копіювально-прошивний верстат для розмірної обробки металів електричною дугою, що містить локальну герметичну камеру навколо зони обробки, що працює під тиском та змонтована на інструментальній головці у вигляді замкнутої рухомої прямокутної рами з вузлом переміщення усередині рами, який відрізняється тим, що напрямні рами оснащені беззазорними елементами кочення, а між вузлом переміщення та рамою встановлено поворотно-рухомий...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Боков Віктор Михайлович, Носуленко Віктор Іванович
МПК: B23H 1/00
Мітки: деталей, обробки, верстат, електричною, складної, конфігурації, розмірної, дугою
Формула / Реферат:
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Спосіб розмірної обробки дугою глибоких отворів
Номер патенту: 58024
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: спосіб, розмірної, обробки, дугою, отворів, глибоких
Формула / Реферат:
Спосіб розмірної обробки дугою глибоких отворів, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що обробку здійснюють при пружному радіальному направленні електродотримача (штока) відносно прошитого отвору.
Попередній патент: Пристрій для запису та зчитування інформації
Наступний патент: Спосіб одержання 3-ціано-4-циклогексанспіро-1,2,3,4,5,6,7,8-октагідрохінолін-2-тіону
Випадковий патент: Технологічна лінія для виробництва багатошарових будівельних блоків з декоративною лицевою поверхнею