Спосіб автоматичного керування прес-гранулятором
Номер патенту: 61988
Опубліковано: 10.08.2011
Автори: Хобін Віктор Андрійович, Білуха Олександр Вікторович


Формула / Реферат
Спосіб автоматичного керування прес-гранулятором, який включає взаємозв'язану стабілізацію температури розсипної сировини після тепловологої обробки паром перед подачею її на пресуючий вузол на рівні заданого значення шляхом зміни витрат пари та струму навантаження приводного електродвигуна пресуючого вузла шляхом зміни витрат розсипної сировини, який відрізняється тим, що додатково вимірюють величину пропорційну витратам розсипної сировини та осереднюють на ковзаючому інтервалі часу, більшому за суму часу перехідних процесів температури сировини, зволоженої паром і струму навантаження пресуючого вузла, коректують задане значення температури сировини після тепловологої обробки паром таким чином, щоб, при заданому значенні струму навантаження пресуючого вузла, осереднена величина пропорційна витратам була б максимальною.
Текст
Спосіб автоматичного керування пресгранулятором, який включає взаємозв'язану стабілізацію температури розсипної сировини після тепловологої обробки паром перед подачею її на пресуючий вузол на рівні заданого значення шляхом зміни витрат пари та струму навантаження 3 вини після тепловологої обробки паром і враховується взаємозалежність температури сировини після тепловологої обробки паром та струму навантаження пресуючого вузла. Крім того, в даному способі, задане значення температури сировини що стабілізується, після тепловологої обробки паром, змінюється пропорційно математичній залежності, котра наперед задана. Недоліком даного способу є те, що математична залежність, яка лежить в основі корекції заданої температури сировини після тепловологої обробки паром знаходиться експериментально та є справедливою лише для одного виду перероблюваної сировини, а зміна складу розсипної сировини і її фізико-біологічних властивостей призводить до неправильної корекції заданої температури сировини після тепловологої обробки паром. В основу корисної моделі поставлена задача збільшення продуктивності процесу гранулювання і зниження питомих затрат енергії на гранулювання при неперервних змінах фізико-хімічних властивостей розсипної сировини і при зміні виду розсипної сировини без зміни налаштовуючих параметрів системи, можливість настройки частоти корекції заданого значення температури розсипної сировини після тепловологої обробки паром. Поставлену задачу вирішено в запропонованому способі автоматичного керування пресгранулятора, який взаємозв'язано стабілізує температуру розсипної сировини після тепловологої обробки паром, перед подачею її на пресуючий вузол на рівні заданого значення, шляхом зміни витрат пари та струму навантаження приводного електродвигуна пресуючого вузла, шляхом зміни витрат розсипної сировини, вимірюють величину пропорційну витратам розсипної сировини та осереднюють її на ковзаючому інтервалі часу більшому за суму часу перехідних процесів температури продукту і струму навантаження пресуючого вузла. Коректують задане значення температури сировини після тепловологої обробки паром, таким чином, щоб при заданому значенні струму навантаження пресуючого вузла осереднена величина пропорційна витратам була б максимальною. На кресленні представлено структурну схему запропонованого способу керування. Заявлений 61988 4 спосіб керування здійснюється таким чином: задане значення струму навантаження пресуючого вузла та температури сировини зволоженої паром подається з задатчиків, відповідно, 19 та 18 на вхід регуляторів струму навантаження та температури 5 і 6. Датчик струму навантаження 3 формує та передає сигнал на регулятор струму 5 де формується управляюча дія, яку регулятор передає на виконавчий механізм 1, який змінює витрати розсипного комбікорму. Датчика температури 4 формує та передає сигнал на регулятор температури продукту 6, який формує управляючу дію та передає сигнал на виконавчий механізм 2, який змінює витрати. Вихід регулятора 5 з'єднаний через диференціатор 7 з входом регулятора 6, а вихід регулятора 6 з'єднаний через диференціатор 8 зі входом регулятора 5. Сигнал пропорційний величині витрат розсипного комбікорму з виконавчого механізму 1 подається на вхід осереднювача сигналу 9, з виходу блока 9 осереднений сигнал передається на суматор 11 та детектор зростаючого сигналу (ДЗС) 10, який порівнює попереднє (з виходу блока 9) та поточне значення величини пропорційної витратам продукту та видає більше з них на суматор 11, де знаходиться різниця поточного та попереднього сигналу. Сигнал розбалансування поступає на фільтр низьких частот 12, з виходу якого на блок зони нечутливості 13, блоки 12 та 13 являються захистом від шумів, які виключають можливість неправильного реверсу, за допомогою блока 13 настроюється розмах пошукових коливань. Фільтрований сигнал з виходу блока 13 передається на пристрій реверсу 14, який формує і подає імпульс на трипозиційне реле 15 та блок запізнення 17, блок запізнення 17, через час запізнення, видає сигнал обнуління на ДЗС 10 та на фільтр низьких частот 12, таким чином на виході ДЗС буде записано поточне значення сигналу величини пропорційної витратам продукту. Трипозиційне реле 15 збільшує чи зменшує сигнал на виході, який подається на інтегральний виконавчий пристрій 16, виконавчий механізм 16, коректує задане значення температури та передає його на задатчик температури 18. 5 Комп’ютерна верстка А. Рябко 61988 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic control of pelleting press
Автори англійськоюBilukha Oleksandr Viktorovych, Khobin Viktor Andriiovych
Назва патенту російськоюСпособ автоматического управления пресс-гранулятором
Автори російськоюБилуха Александр Викторович, Хобин Виктор Андреевич
МПК / Мітки
МПК: B30B 9/00
Мітки: прес-гранулятором, керування, автоматичного, спосіб
Код посилання
<a href="https://ua.patents.su/3-61988-sposib-avtomatichnogo-keruvannya-pres-granulyatorom.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування прес-гранулятором</a>
Спосіб автоматичного керування процесом гранулювання комбікормів
Номер патенту: 36673
Опубліковано: 10.11.2008
Автори: Левінський Валерій Михайлович, Отрощенко Сергій Леонідович
МПК: A23P 1/02
Мітки: автоматичного, комбікормів, керування, процесом, гранулювання, спосіб
Формула / Реферат:
Спосіб автоматичного керування процесом гранулювання комбікормів, що передбачає взаємозв'язане регулювання температури проміжного продукту і струму навантаження головного двигуна преса, який відрізняється тим, що температуру проміжного продукту регулюють перед пресом шляхом змінення подачі пари у змішувач, підтримку струму навантаження двигуна преса здійснюють частотним регулятором, який змінює швидкість обертання шнека живильника подачі...
Спосіб автоматичного керування процесом сушіння макаронів
Номер патенту: 50513
Опубліковано: 10.06.2010
Автори: Левінський Валерій Михайлович, Бабинін Ярослав Миколайович
МПК: A23L 1/16
Мітки: спосіб, керування, макаронів, процесом, автоматичного, сушіння
Формула / Реферат:
Спосіб автоматичного керування процесом сушіння макаронів, що включає вимірювання температури та вологості сушильного агента, який відрізняється тим, що регулюють різницю температури сушильного агента на вході та виході з сушильної шафи з урахуванням дії корегуючого зв'язку та регулюють розрідження в шафі шляхом зміни частоти обертання двигуна вентилятора.
Спосіб автоматичного керування процесом осадження твердої фази
Номер патенту: 65879
Опубліковано: 15.04.2004
Автори: Білецький Володимир Стефанович, Шпильовий Леонід Вікторович
МПК: B01D 21/00
Мітки: твердої, керування, автоматичного, спосіб, фазі, осадження, процесом
Формула / Реферат:
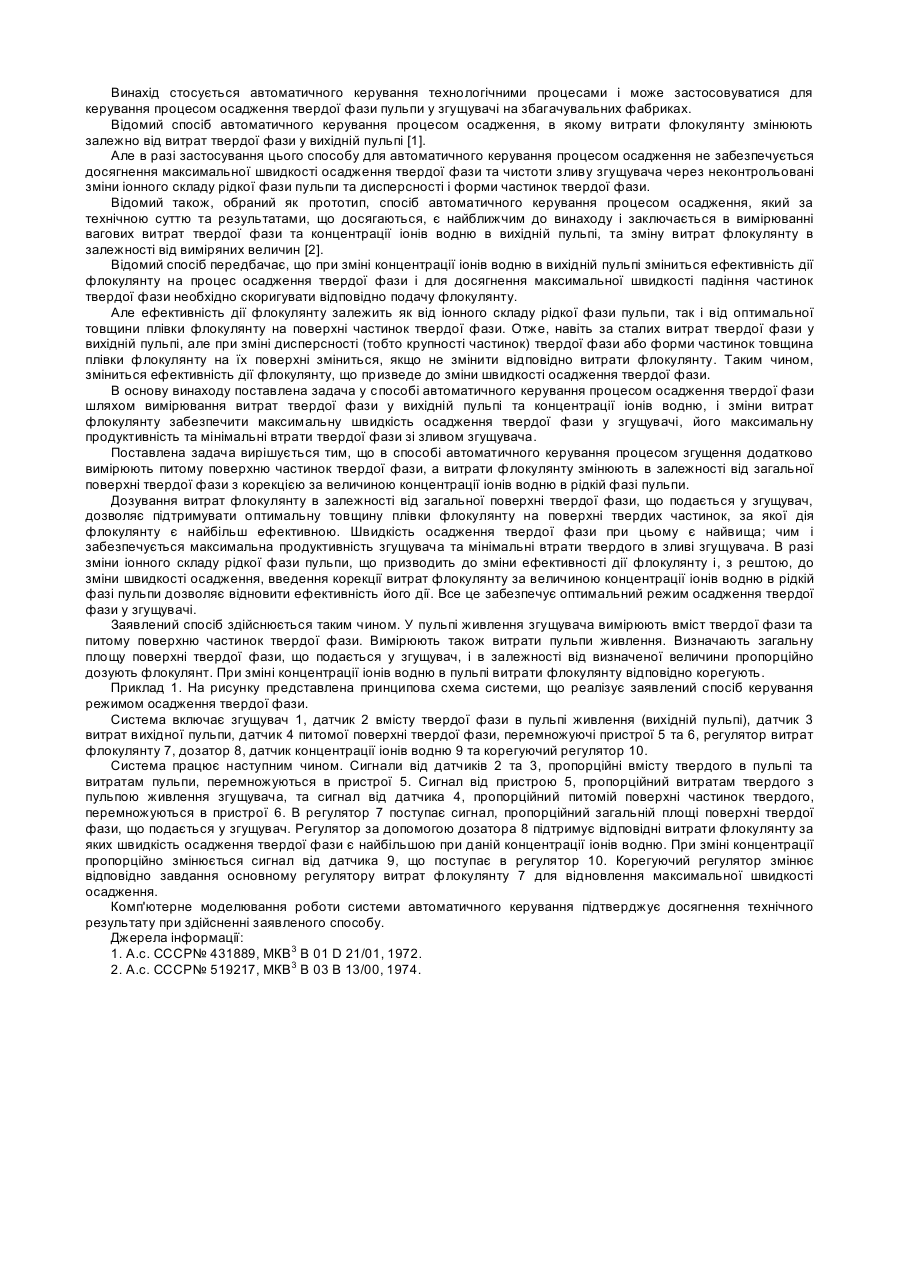
Спосіб автоматичного керування процесом осадження твердої фази шляхом вимірювання вагової витрати твердої фази у вихідній пульпі та концентрації іонів водню та зміни витрати флокулянта, який відрізняється тим, що додатково вимірюють питому поверхню частинок твердої фази, а витрату флокулянта змінюють в залежності від загальної поверхні твердої фази з корекцією за величиною концентрації іонів водню в рідкій фазі пульпи.
Спосіб автоматичного керування процесом термічної обробки томатного соку в пастеризаційно-охолоджувальній установці
Номер патенту: 53375
Опубліковано: 11.10.2010
Автори: Борщ Артем Анатолійович, Муратов Віктор Георгійович
МПК: A23L 2/06
Мітки: обробки, процесом, томатного, спосіб, соку, керування, термічної, автоматичного, установці, пастеризаційно-охолоджувальній
Формула / Реферат:
Спосіб автоматичного керування процесом термічної обробки томатного соку в ПОУ, що включає вимірювання температури нагрівання й охолодження відповідно в підігрівачі і регенераторі, який відрізняється тим, що додатково підтримують температуру в агрегатах на заданих значеннях за допомогою зміни подачі гріючої пари і одночасно підвищують динамічну точність системи управління завдяки компенсації запізнення в каналі регулювання температури.
Спосіб автоматичного керування процесом виробництва натурального оцту
Номер патенту: 42550
Опубліковано: 10.07.2009
Автори: Муратов Віктор Георгійович, Борноус Сергій Вікторович
МПК: C12J 1/00
Мітки: оцту, натурального, автоматичного, процесом, спосіб, виробництва, керування
Формула / Реферат:
Спосіб автоматичного керування процесом виробництва натурального оцту, що включає вимірювання і регулювання температури культуральної рідини в окислювачі шляхом зміни витрат холодної води крізь теплообмінник окислювача, вимірювання і регулювання рівня в окислювачі шляхом зміни витрат сусла, який відрізняється тим, що вимірюють і регулюють температуру сусла на вході в окислювач шляхом зміни витрат гарячої води крізь підігрівач сусла, вимірюють...
Попередній патент: Жаростійка феритна сталь
Наступний патент: Статичний вузькосмуговий фільтровий поляриметр
Випадковий патент: Емульсійний вибуховий склад